Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТРЁХСЛОЙНОЙ КОНСТРУКЦИИ ИНТЕГРАЛЬНОГО ТИПА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к области изготовления изделий из полимерных композиционных материалов (ПКМ) многослойной конструкции интегрального типа, все элементы которой формируются из неотвержденных или частично отвержденных компонентов с возможностью присоединения к ним также неотвержденных и/или отвержденных элементов с последующим совместным формованием всей конструкции за один технологический цикл.
Изобретение может быть использовано в различных отраслях машиностроения, промышленном и гражданском строительстве для изготовления различных конструкций.
Известен способ изготовления секций трехслойной конструкции из композиционных материалов (патент RU 2333131 С1, 10.09.2008). Данный способ состоит из основных технологических операций в следующей последовательности:
- изготовление панелей среднего слоя;
- изготовление среднего слоя, т.е. склейка панелей среднего слоя между собой в определенном порядке по первой плоскости и отверждение клея;
- на изготовленный средний слой наформовывается первый несущий слой из ПКМ, отверждение связующего;
- перекантовка секции (переворот секции, изготовленной несущей обшивкой вниз);
- склейка панелей среднего слоя между собой по второй плоскости, отверждение клея;
- изготовление второго несущего слоя.
Данный способ имеет ряд недостатков. Наличие стыков между панелями среднего слоя приводит к увеличению веса, увеличению трудоемкости изготовления изделий. Клеевые соединения между деталями изделия из композиционных материалов (обшивка, гофровый заполнитель) снижают ресурсную прочность изделия. При этом изделия изготавливаются методом контактного формования.
Известен способ изготовления трехслойных панелей из полимерного композиционного материала со средним слоем из пенопласта, армированного ребрами жесткости (патент RU 2429155 С1, 20.09.2011), который включает следующие операции:
- изготовление панели среднего слоя в пресс-форме методом «вакуумная инфузия», отверждение;
- подготовка панели среднего слоя под формовку обшивок (зашкуривание, обезжиривание);
- наформовка первой обшивки на панель среднего слоя, отверждение;
- переворот панели среднего слоя обшивкой вниз;
- наформовка второй обшивки и ее отверждение.
Данный способ имеет следующие недостатки:
- необходимость применения сложной специальной герметичной оснастки – пресс-формы для изготовления среднего слоя, что повышает стоимость производства;
- длительный цикл изготовления за счет времени последовательного отверждения связующего при изготовлении деталей - средний слой - первая обшивка - вторая обшивка;
- предполагается, что обшивки изготавливаются способом контактного формования, что является вредным производством.
Известен способ получения трехслойного полимерного композиционного материала (ТСПКМ) (патент RU 2507071 С1, 20.02.2014), принятый за прототип. Способ включает следующие основные операции изготовления изделия:
- изготовление по меньшей мере двух панелей среднего слоя, в которых просверлено определенное количество отверстий для перетекания связующего;
- выкладка смолопроводящей сетки и жертвенной ткани на герметичный стенд;
- выкладка наполнителя первого несущего слоя;
- выкладка панелей среднего слоя и склейка их между собой с установкой накладок из стекломата;
- выкладка наполнителя второго несущего слоя;
- выкладка жертвенной ткани и смолопроводящей сетки на второй несущий слой;
- изготовление и проверка на герметичность вакуумного мешка;
- подключение вакуума и подача связующего в зону пропитки наполнителя;
- отверждение связующего;
- демонтаж изделия.
Данный способ имеет следующие недостатки:
- необходимость обеспечения панелями среднего слоя, которые соединяются между собой клеевым соединением с установкой стыковочных накладок, что увеличивает вес секции и усложняет конструкцию;
- необходимость сверления отверстий в панелях среднего слоя, которые впоследствии заполняются связующим, что приводит к увеличению веса секции и увеличению расхода связующего;
- увеличение времени изготовления трехслойной полимерной конструкции (панели).
Задачей настоящего изобретения является снижение длительности цикла изготовления изделия за счет исключения промежуточных клеесборочных операций; исключение применения сложных герметичных пресс-форм, снижение веса конструкции и расхода связующего.
Техническим результатом при изготовлении изделия по заявленному способу является: снижение длительности изготовления изделия; улучшение условий труда; снижение веса изделия по сравнению с аналогом.
Технический результат достигается за счет того, что исключаются промежуточные клеесборочные операции и все конструктивные элементы из ПКМ изделия трехслойной конструкции выкладываются, формуются и отверждаются за одну технологическую операцию в герметичной формующей оснастке. Формование под вакуумом исключает попадание вредных веществ в рабочую зону производственного помещения. Длительность цикла изготовления изделия сокращается за счет исключения дополнительных операций - формование панелей среднего слоя и их склейка между собой при изготовлении среднего слоя. Снижение веса изделия, изготовленного заявленным способом, является следствием отсутствия отверстий для перетекания связующего, в которых оно остается при пропитке, и отсутствия стыков между панелями среднего слоя, которые необходимо соединять между собой клеевым соединением с установкой накладок или других деталей для соединения панелей среднего слоя.
Предлагаемый способ изготовления изделий трехслойной конструкции интегрального типа из полимерных композиционных материалов, как и аналог, состоит из определенной последовательности выполнения технологических переходов:
- нанесение антиадгезионного покрытия на поверхность оснастки;
- выкладка дренажного материала, который обеспечивает удаление газов внутри вакуумной зоны оснастки и имеющий минимально возможное сопротивление при распределении связующего в процессе пропитки изделия;
- выкладка жертвенного материала, представляющего собой антиадгезионный материал, предназначенный для отделения изделия после формования от других технологических элементов;
- выкладка сухого наполнителя первой обшивки;
- выкладка сухого наполнителя гофрового заполнителя и установка вкладышей элементов изделия трехслойной конструкции интегрального типа;
- выкладка сухого армирующего материала второй обшивки;
- выкладка жертвенного материала;
- выкладка дренажного материала;
- установка цулаги (при необходимости);
- установка вакуумной и питающей системы;
- установка и проверка на герметичность элементов формующей оснастки;
- подключение вакуума и пропитка наполнителя связующим;
- отверждение связующего;
- демонтаж заготовки изделия.
Отличительным признаком является последовательность сборки изделия, при которой все элементы формируются из неотвержденных или частично отвержденных компонентов с возможностью присоединения к ним также неотвержденных и/или отвержденных элементов с последующим совместным формованием всей конструкции за один технологический цикл. При этом приклейка вкладышей производится одновременно, за одну технологическую операцию.
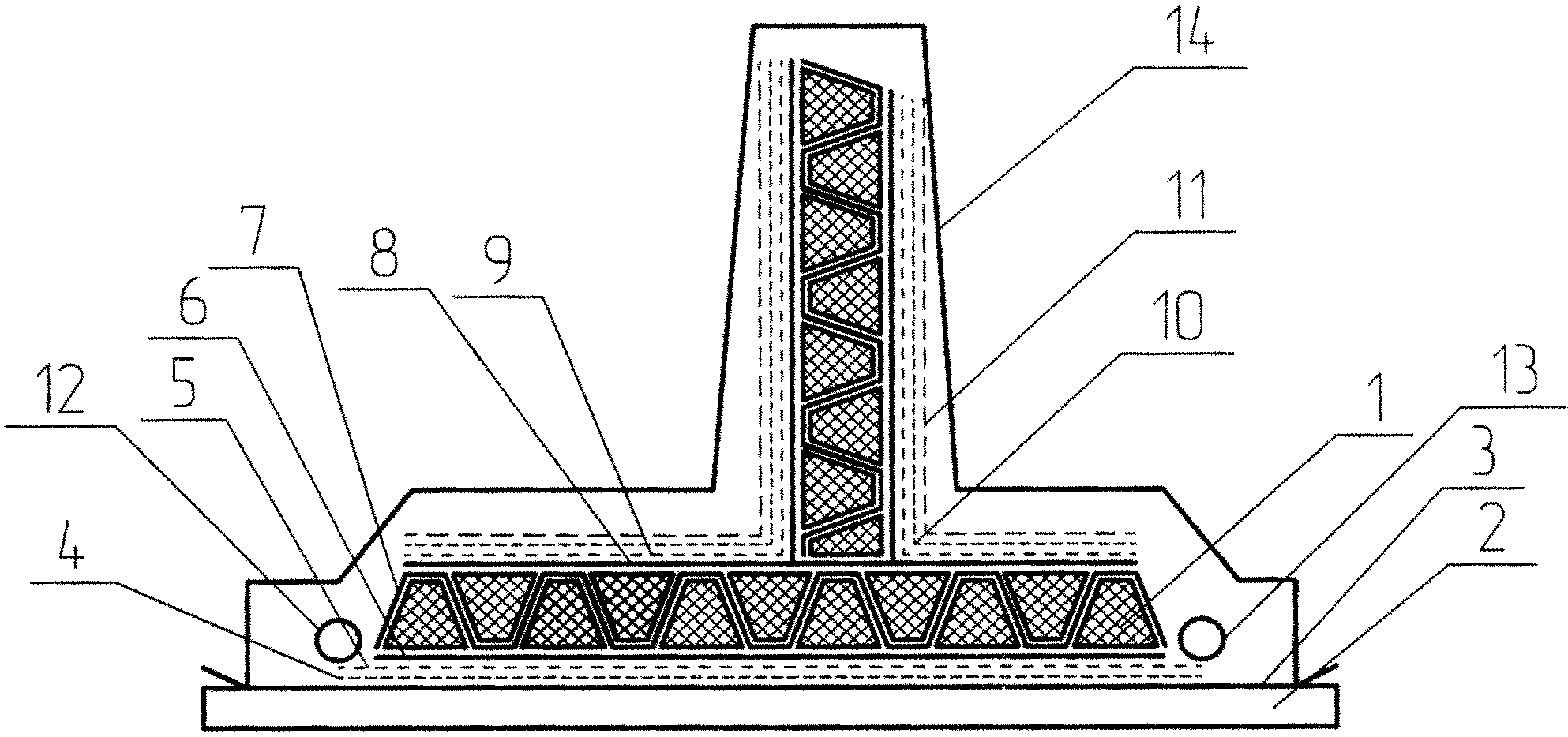
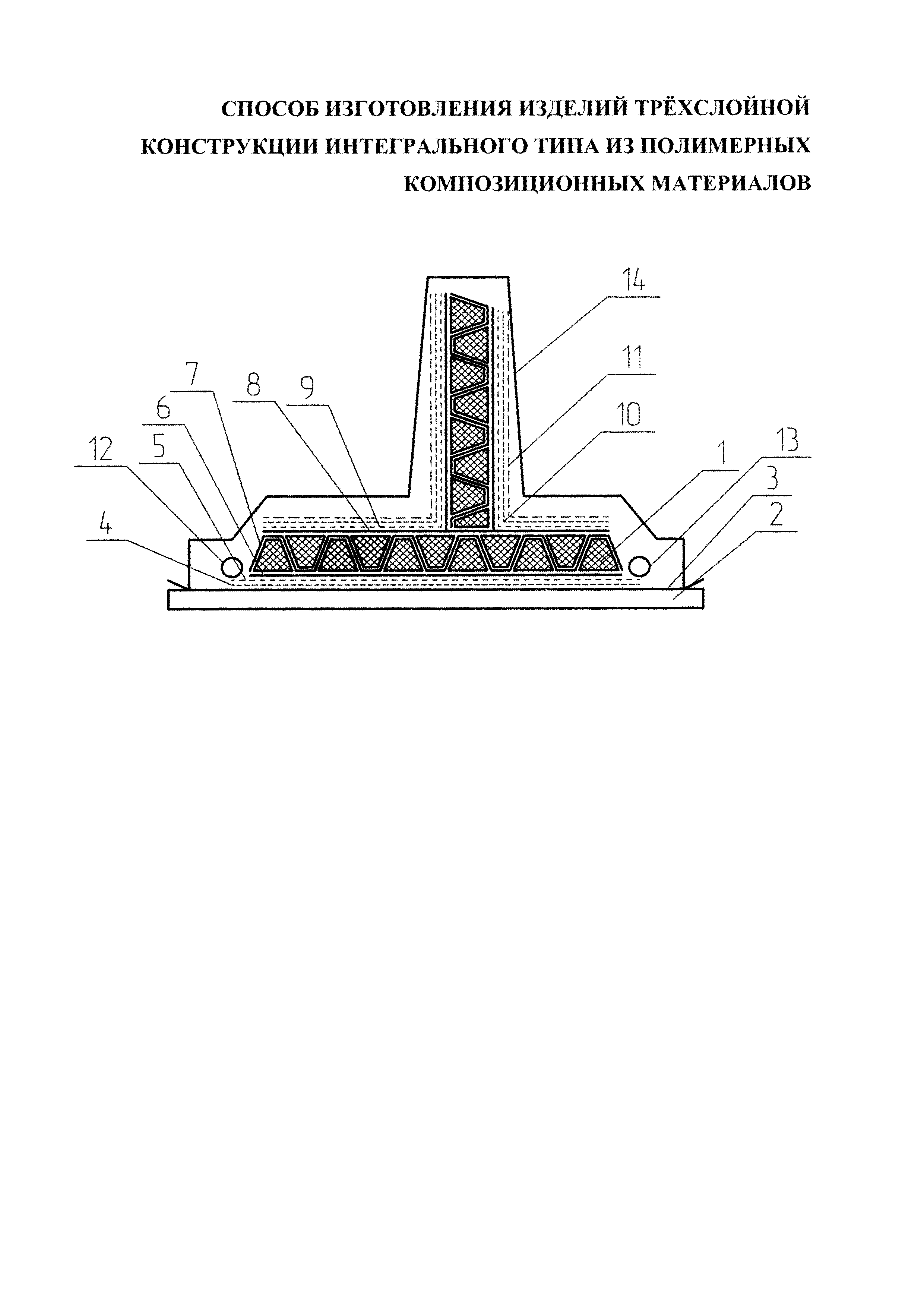
Технология изготовления изделий трехслойной конструкции интегрального типа из полимерных композиционных материалов за одно формование поясняется на чертеже.
Предварительно изготавливаются вкладыши 1 из материала, способного выдержать нагрузку при закрытом формовании и химически устойчивого к компонентам связующего. Затем на рабочую поверхность оснастки 2 наносят антиадгезионное покрытие 3, после чего поочередно выкладывают технологические слои: дренажный материал 4; жертвенный материал 5. На технологические слои поочередно выкладывают пакет из сухого армирующего материала первой обшивки 6, затем выкладывают сухой армирующий материал гофрового заполнителя 7 с одновременной установкой вкладышей 1, после чего выкладывают пакет сухого армирующего материала второй обшивки 8. Поверх второй обшивки поочередно выкладываются жертвенный материал 9 и дренажный материал 10. На поверхность сформированной заготовки устанавливается цулага 11, после чего производится монтаж вакуумной 12 и питающей систем 13. Следующим этапом устанавливаются и проверяются на герметичность элементы формующей оснастки 14, после чего подключается вакуум к вакуумной системе 12 и осуществляется пропитка наполнителя связующим, которое подается через питающую систему 13. После окончания процесса пропитки и отверждения связующего осуществляется демонтаж изделия трехслойной конструкции интегрального типа из полимерного композиционного материала.
Перед укладкой на матрицу материалов, подвергаемых формованию, поверхность оснастки обрабатывается антиадгезионным разделительным составом или на нее наклеивается антиадгезионная разделительная пленка. Указанные материалы позволяют облегчить разделение готового трехслойного композиционного материала и матрицы после завершения формования.
В качестве дренажного материала используется полимерная сетка из полиэтилена или полипропилена. В качестве жертвенного материала используется ткань, обладающая высокой пропускной способностью и низкой адгезией к связующему, например ткань на полиэфирной основе.
Армирующий материал для изготовления обшивки и гофрового запонителя может представлять собой стеклоткань, стекломат, углеродную ткань, полиамидную ткань, полиимидную ткань и гибридные армирующие материалы.
Согласно наиболее предпочтительному варианту реализации изобретения армирующий материал представляет собой стеклоткань.
Полимерный материал вкладышей может представлять собой любой легкий полимерный жесткий материал, имеющий адгезию к используемому полимерному связующему, например пенополивинилхлорид, пенополиуретан, полиэтилентерефталат, пенополистирол или комбинацию указанных материалов.
Согласно наиболее предпочтительному варианту реализации изобретения полимерный вкладышный материал представляет собой вспененный пенополивинилхлорид.
Поперечное сечение элементов из вспененного полимерного материала представляет собой трапециевидное, прямоугольное или треугольное сечение.
Метод вакуумной инфузии проводят с помощью герметичной оснастки и вакуумного мешка, закрепленного на оснастке с помощью герметизирующего жгута.
Способ сборки смолопроводящих каналов выбирают исходя из размеров получаемого трехслойного полимерного композиционного материала и свойств связующего, а также исходя из способа реализации метода закрытого формования.
После окончания подачи полимерного связующего производят выдержку до полного его отверждения.
Полимерное связующее может представлять собой любое полимерное связующее, подходящее для осуществления метода закрытого формования, представляет собой преимущественно реактопласты, включая эпоксидную, эпоксивинилэфирную, винилэфирную, полиимидную, полиэфирную смолу или комбинации указанных смол. Согласно наиболее предпочтительному варианту реализации изобретения полимерное связующее представляет собой эпоксивинилэфирную или полиэфирную смолу.
Ниже приведены примеры, поясняющие настоящее изобретение. Приведенные примеры никоим образом не ограничивают настоящее изобретение, а лишь иллюстрируют некоторые предпочтительные варианты реализации изобретения.
Пример 1.
На герметичную оснастку наносили антиадгезионный разделительный состав Henkel Loctite 770, затем укладывали смолопроводящую сетку марки Green flow 75 и жертвенную ткань марки Airtech Peel Ply CCVM-PE90-180. Далее производили выкладку армирующего материала первой обшивки из стеклоткани марки Т-11-ГВС-9. Затем выкладывали армирующий материал гофрового заполнителя (Т-11-ГВС-9) с установкой вкладышей трапециевидной формы из пенополивинилхлорида марки Divinycell Н35 фирмы DIAB (плотность 35 кг/м3). Далее производили укладку несущего слоя второй обшивки, жертвенной ткани и смолопроводящей сетки, поверх которой для обеспечения качества поверхности готового изделия укладывали цулагу.
После укладывали смолопроводящие каналы, собирали вакуумный мешок, подключали вакуумный насос и емкость со связующим на основе смолы DION FR 9300. Затем подавали вакуум и после проверки герметичности подавали связующее. После окончания пропитки прекращали подачу связующего, выдерживали материал в течение примерно 8 часов, после чего разбирали вакуумный мешок и снимали все вспомогательные материалы.
Пример 2.
Получали трехслойную конструкцию интегрального типа по способу, аналогичному Примеру 1, но вместо антиадгезионного разделительного состава Henkel Loctite 770 использовали экструдированную фторополимерную пленку, покрытую силиконовым клеем, Toolwright фирмы Airtech; в качестве армирующего наполнителя обшивок и гофрового заполнителя использовалась стеклоткань марки 1250-Т30-290; в качестве связующего использовалась бисфенольная винилэфирная смола POLYSTAR SR-825LV. Процесс формования осуществляли по существу так же, как в Примере 1.
Сравнение характеристик конструкций, полученных при реализации способа с характеристиками конструкции-прототипа, доказывающее достижение технического результата, приведено в таблице.
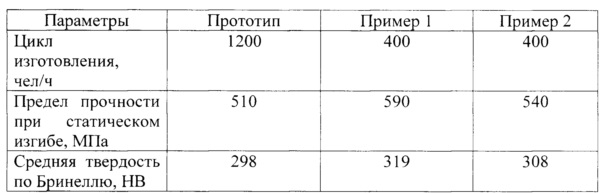
Таким образом, при изготовлении изделия по заявленному способу снижается длительность изготовления изделия; улучшаются условия труда и снижается вес изделия по сравнению с аналогом.
Состав для предотвращения смерзаемости сыпучих материалов и для борьбы с пылеобразованием
Способ получения слоистого пластика
Способ изготовления строительных материалов
Способ изготовления строительных материалов
Водно-дисперсионный лакокрасочный состав
Способ прокаливания оболочковых форм
Литейная многослойная оболочковая форма

