Результат интеллектуальной деятельности: СПОСОБ ЗАЩИТЫ ОТ ОГНЯ ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
В целом, настоящее изобретение относится к области газотурбинных двигателей (ГТД) летательных аппаратов (ЛА), содержащих детали, выполненные из композиционного материала, содержащего связующую матрицу с армирующими волокнами, например удерживающий корпус вентилятора, а также касается способа изготовления таких деталей.
Уровень техники
Как правило, ГТД включает в себя, в направлении газового потока, вентилятор, несколько ступеней компрессора, например компрессор низкого давления и компрессор высокого давления, камеру сгорания, одну или несколько ступеней турбины, например турбину высокого давления и турбину низкого давления, и сопло.
Двигатель заключен в корпусе, содержащем несколько частей, соответствующих различным элементам двигателя. Таким образом, например, вентилятор заключен в корпусе вентилятора, содержащем фланцы на своих торцах в осевом направлении. Первый фланец, называемый передним фланцем, обеспечивает возможность соединения корпуса вентилятора с корпусом воздухозаборника, а второй фланец, называемый задним фланцем, обеспечивает соединение корпуса вентилятора с разделительным корпусом компрессора. В данном описании термины "передний" и "задний" определяются направлением газового потока в ГТД.
Двигатель также может содержать одну или несколько деталей, выполненных из композиционных материалов, содержащих армирующие волокна, связанные полимерной матрицей.
В частности, такой композиционный материал используется для изготовления корпуса вентилятора. Например, в документе FR 2913053 армирующие волокна предлагается формировать путем наматывания слоев на оправку волоконной структуры изменяющейся толщины, получаемую методом объемного ткацкого переплетения. Такая технология позволяет также встроить удерживающий экран в корпус путем простого локального увеличения толщины.
В качестве армирующих волокон могут использоваться, например, углеродное, стеклянное, арамидное или керамическое волокно. Матрица, как таковая, обычно является полимерной, например эпоксидной, бис-малеимидной или полиимидной матрицей.
Однако применение деталей из композиционного материала в зоне огня накладывает определенные нормативные требования по жаростойкости. Эти требования включают в себя как требования по сохранению механических характеристик детали во время и после воздействия огня, так и требования по немедленному самостоятельному прекращению горения по окончании воздействия огня. Таким образом, первичные огневые испытания корпусов вентилятора, изготовленных из композиционного материала, показали, что применяемый композиционный материал не является самогасящимся (или огнестойким), и, следовательно, требует дополнительной защиты.
В документе EP 2017072 уже раскрывался способ изготовления детали из жаростойкого композиционного материала, содержащего основной слой и огнезащитный слой, выполненный из композиционного материала с органической матрицей, подвергаемые одновременной термообработке с целью полимеризации матрицы.
Применительно к корпусу вентилятора, отформованная заготовка, полученная после спекания волоконной заготовки, как правило, подвергается машинной обработке для получения требуемой геометрии детали. В частности, во время такой машинной обработки с фланцевой зоны снимаются несколько миллиметров материала, вследствие чего становится невозможным заранее обеспечивать огневую защиту заготовки, поскольку она будет снята в нескольких зонах, и, следовательно, защита корпуса вентилятора от огня будет недостаточной.
В настоящее время имеется несколько технических решений по обеспечению жаростойкости, которые, в целом, позволяют решить проблему обеспечения жаростойкости деталей, но не решают проблему самогашения. Единственное известное решение, обеспечивающее самогашение деталей из композиционных материалов, заключается в создании достаточной изоляции, предотвращающей возгорание. Однако реализация таких решений на практике является затруднительной, и получаемые структуры являются громоздкими, так что их применение в ГТД оказывается невозможным.
В документе US 2005/0076504 также предлагается способ изготовления конструктивного элемента из композиционного материала, согласно которому сначала формируется слой керамического матричного композиционного материала (композиционного материала с керамической матрицей), который наносят на оправку, после чего производится сборка.
И, наконец, в документе WO 99/48837 раскрывается способ изготовления теплозащитного покрытия из керамического материала.
Раскрытие изобретения
Таким образом, задача настоящего изобретения заключается в обеспечении гарантированного самогашения детали ГТД из композиционного материала, содержащего армирующие волокна, связанные полимерной матрицей, например корпуса вентилятора, с помощью надежного и эффективного промышленно-применимого способа, без понижения механической прочности данной детали.
Указанная задача решена в способе защиты от огня детали газотурбинного двигателя, выполненной из композиционного материала, содержащего основные армирующие волокна, связанные основной матрицей;
данный способ предусматривает выполнение следующих этапов:
- этап предварительной формовки препрег-панели для придания ей формы, соответствующей форме поверхности защищаемой от огня детали, причем указанная препрег-панель содержит дополнительные армирующие волокна, связанные дополнительной матрицей;
- этап наложения предварительно отформованной препрег-панели на защищаемую деталь; и
- этап фиксации препрег-панели на поверхности детали посредством термообработки детали с установленной на ней указанной препрег-панелью для создания огнезащитного слоя.
Некоторыми предпочтительными (хотя и не являющимися ограничивающими) отличительными признаками указанного способа являются следующие:
- термообработка выполняется при температуре ниже температуры деградации детали;
- дополнительные армирующие волокна содержат стекловолокно;
- дополнительная матрица содержит эпоксидную смолу, фенолоальдегидную смолу и/или смолу на основе сложных цианатных эфиров, например смолу HexPly®M26T/50%035;
- препрег-панель предварительно формируется в виде секторов кольца, которые с перекрытием накладываются на поверхность защищаемой детали;
- дополнительная матрица содержит термопластичную смолу, и этап предварительной формовки включает в себя следующие подэтапы: предварительную формовку препрег-панели при температуре выше температуры стеклования термореактивной смолы с целью придания ей формы поверхности защищаемой детали; нанесение пленки адгезива между предварительно сформованной препрег-панелью и поверхностью защищаемой детали; причем этап фиксации посредством термообработки обеспечивает полимеризацию указанной пленки адгезива;
- данный способ включает в себя также подэтап, в ходе которого производится отгибание кромок секторов кольца с целью обеспечения их взаимного перекрытия;
- дополнительная матрица содержит термореактивную смолу, и этап предварительной формовки включает в себя подэтап предварительной формовки препрег-панели при температуре ниже температуры полимеризации основной матрицы с целью придания ей формы поверхности защищаемой детали, при этом этап фиксации посредством термообработки обеспечивает полимеризацию термореактивной смолы;
- защитный слой содержит две накладываемые препрег-панели, и
- в ходе этапа предварительной формовки наложение и предварительная формовка препрег-панелей производятся одновременно.
Краткое описание чертежей
Характеристики, цели и преимущества настоящего изобретения станут более ясными после ознакомления с приведенным ниже подробным описанием со ссылками на прилагаемые чертежи, приведенные в качестве не ограничивающих примеров.
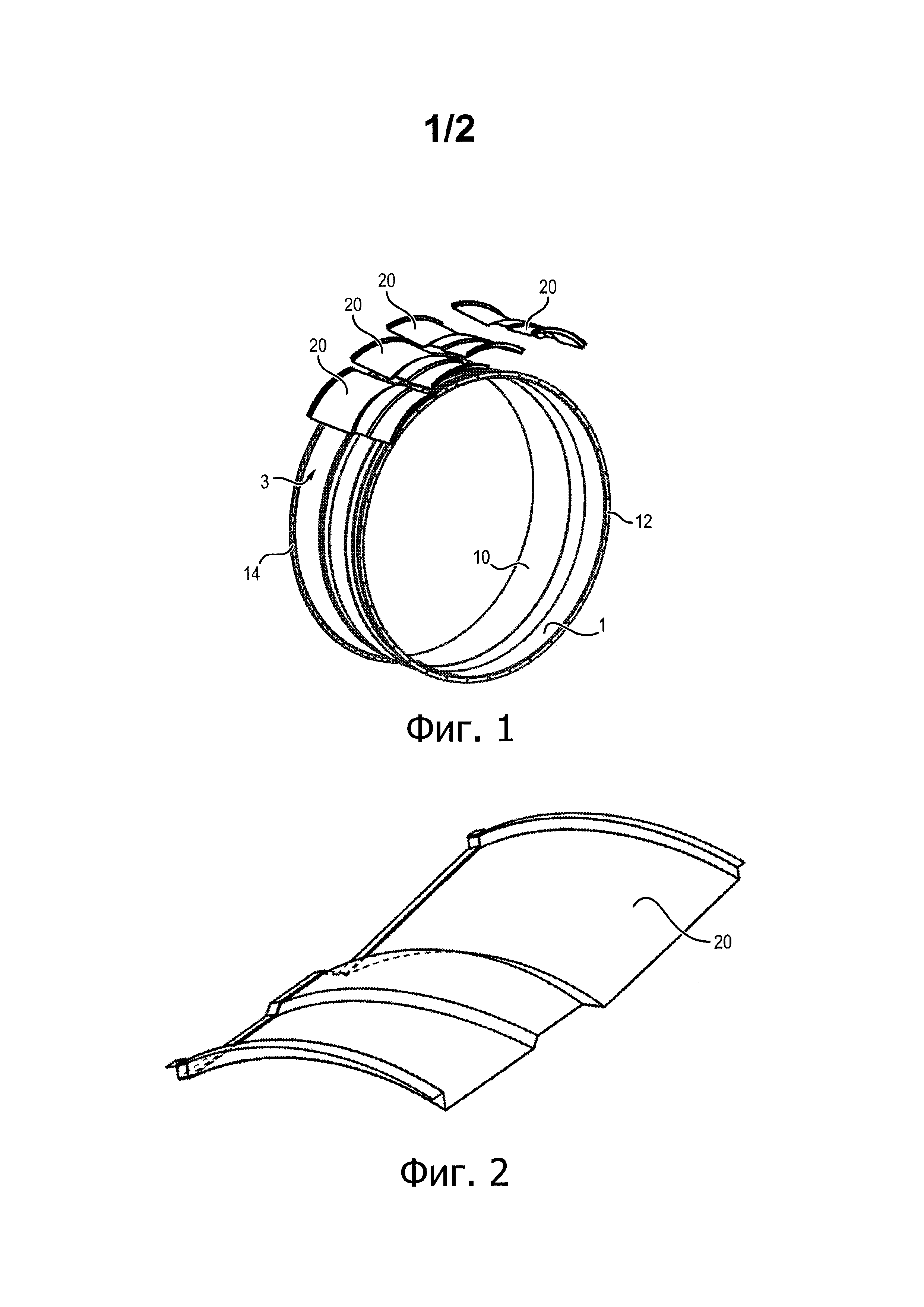
На фиг. 1 показан пример детали ГТД, изготовляемой из приведенных в качестве примера реализации секторов кольца из заранее сформованных препрег-панелей;
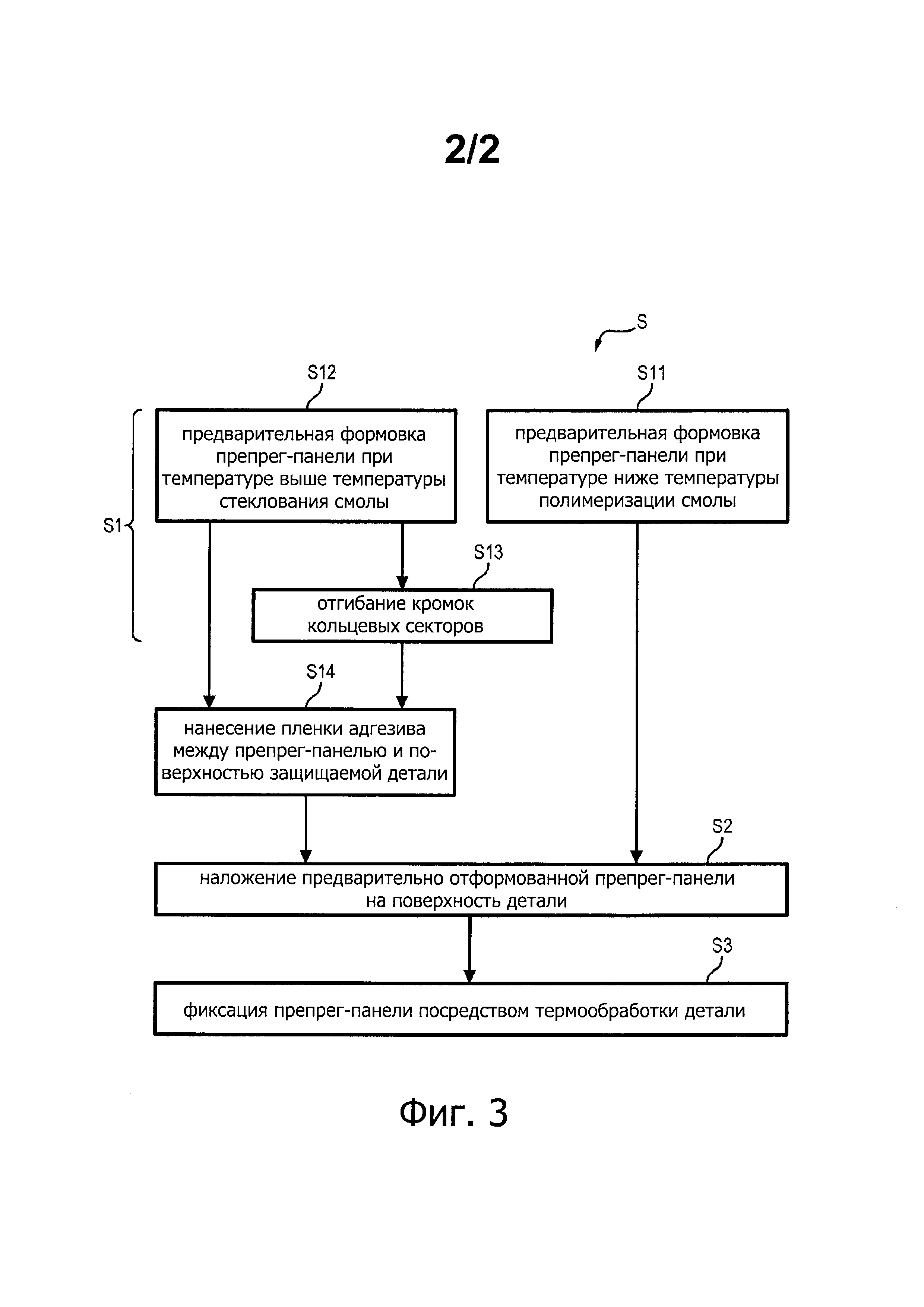
на фиг. 2 – перспективное изображение показанного на фиг. 1 сектора кольца из предварительно сформованной препрег-панели; и
на фиг. 3 – блок-схема процесса производства при возможном варианте реализации способа защиты детали ГТД согласно настоящему изобретению.
Осуществление изобретения
Ниже приводится подробное описание варианта реализации изобретения для случая изготовления корпуса вентилятора ГТД из композиционного материала, содержащего переплетенные армирующие волокна, в частности трехмерным переплетением, связанные полимерной матрицей. Понятно, однако, что с помощью данного изобретения можно производить не только корпус вентилятора, но и любую другую часть ГТД, выполненную из такого композиционного материала.
Корпус 1 вентилятора представляет собой в целом цилиндрический элемент 10, центральная ось X которого практически параллельна направлению газового потока в двигателе. Цилиндрический элемент 10 корпуса может иметь изменяющуюся толщину, как указывается в патентном документе FR 2913053, и может содержать передний фланец 12 и задний фланец 14, соответственно, на своих переднем и заднем торцах, предназначенные для установки других элементов, к которым относятся корпус воздухозаборника, разделительный корпус компрессора или даже кольцевой патрубок.
Передний фланец 12 и задний фланец 14 имеют кольцевую форму и расположены соосно продольной оси X корпуса 1 вентилятора.
Передний фланец 12 содержит переднюю радиальную поверхность (обращенную к потоку газов) и заднюю радиальную поверхность (обращенную к заднему фланцу 14). Передний фланец 12 содержит также верхнюю кольцевую поверхность, которая проходит соосно продольной оси X между передней поверхностью и задней поверхностью, на расстоянии от цилиндрического элемента 10. Аналогичным образом, задний фланец 14 содержит переднюю радиальную поверхность (обращенную к переднему фланцу 12) и заднюю радиальную поверхность 34 (обращенную к переднему фланцу). Задний фланец 14 содержит также верхнюю кольцевую поверхность, проходящую соосно продольной оси от своей передней поверхности до своей задней поверхности на расстоянии от цилиндрического элемента 10.
В рассматриваемом примере корпус 1 вентилятора выполнен из композиционного материала, содержащего основные армирующие волокна, связанные основной матрицей. Основные армирующие волокна содержать углеродные, стеклянные, арамидные или керамические волокна, а матрица может изготовляться из полимерного материала, например эпоксидного, бис-малеимидного или полиимидного типа.
Основные армирующие волокна могут создаваться наматыванием на оправку волоконной структуры путем трехмерного переплетения с различной толщиной, как это описывается в документе FR 2913053; армирующие волокна составляют законченную волоконную заготовку корпуса 1 вентилятора, выполненную в виде цельной детали с усиливающими элементами в области фланцев.
Для защиты элемента 1 в случае чрезмерного повышения температуры, которое может сделать невозможным его правильное функционирование, особенно в случае возгорания, данным изобретением предлагается наносить защитный слой 2 на защищаемые поверхности 3.
В частности, защитный слой 2 ограничивает повреждаемую огнем область и способствует самогашению за счет ограничения скорости нагрева и диапазона температур газа, выходящего при деградации из основной матрицы композиционного материала, из которого выполнена деталь 1.
В случае корпуса 1 вентилятора, к поверхностям 3, которые необходимо защищать, относятся, в первую очередь, передняя радиальная поверхность и задняя радиальная поверхность переднего фланца 12, внешняя поверхность цилиндрического элемента 1 и передняя радиальная поверхность заднего фланца 14.
Заявитель отмечает, что в случае воздействия огня даже на небольшую чувствительную к температуре часть корпуса 1 вентилятора весь корпус 1 вентилятора в целом выходит из строя. Таким образом, в одном из возможных вариантов реализации изобретения от воздействия огня предпочтительно защищать любую поверхность корпуса 1 вентилятора, вероятность воздействия огня на которую является возможной и длина которой в направлении оси X больше или равна 2 мм. Например, осевая длина верхней части переднего фланца 12 составляет более 2 мм, как правило, около 10 мм. Таким образом, верхнюю часть переднего фланца 12, воздействие огня на которую является наиболее вероятным, предпочтительно закрывать защитным слоем 2.
Но поскольку задний фланец 14, как правило, имеет конфигурацию с вырезами и, следовательно, намного лучше защищен от воздействия огня, чем передний фланец 12, его защита от огня, и, следовательно, нанесение защитного слоя 2, не являются обязательными. Однако в целях профилактики, на задний фланец 14 можно нанести защитный слой.
Огнезащитный слой 2, в частности, может включать в себя одну или несколько препрег-панелей 20, содержащих дополнительные армирующие волокна, связанные дополнительной матрицей.
Предпочтительно, защитный слой 2 наносится непосредственно на деталь 1 после её машинной обработки. Как правило, в случае корпуса 1 вентилятора, защитный слой 2 можно наносить после выполнения операций полимеризации основной матрицы и машинной обработки корпуса 1 вентилятора.
Сначала можно выполнить операцию S1 предварительной формовки препрег-панели 20 с целью придания ей формы, соответствующей форме поверхности 3 детали 1, которую требуется защитить от воздействия высоких температур. Затем может быть выполнена операция S2 наложения препрег-панели 20 на защищаемую(ые) поверхность(и) 3, после чего производится операция S3 фиксации препрег-панели 20 на указанных поверхностях 3 посредством соответствующей термообработки детали 1.
Выполнение операции S1 предварительной формовки препрег-панели 20 значительно сокращает время, необходимое для выполнения операции S2 наложения препрег-панели 20 на деталь 1. Кроме того, предварительная формовка обеспечивает закрытие всей защищаемой поверхности, уменьшая необходимость контроля работы операторов.
В случае корпуса 1 вентилятора, представляющего собой элемент цилиндрической формы, в ходе операции S1 препрег-панель 20 может выполняться в виде секторов кольца. Выполнение препрег-панели 20 в виде секторов кольца облегчает её наложение на корпус вентилятора с целью создания кольцевого защитного слоя 2 и полного закрытия всей защищаемой поверхности 3 корпуса 1 вентилятора.
Предпочтительно, в ходе операции S2 наложение секторов кольца производится с перекрытием (т.е. с частичным перекрытием соседнего сектора кольца) с целью улучшения защиты от огня и повышения механической прочности получаемого защитного слоя 2.
Пример препрег-панели 20 в виде секторов кольца приведен на фиг. 1 и 2.
Предпочтительно, в качестве дополнительных армирующих волокон используется стекловолокно, а для создания дополнительной матрицы может использоваться смола, способная обеспечивать термозащиту детали 1 от воздействия огня за счет создания воздушного зазора между защитным слоем 2, непосредственно подверженным воздействию огня, и деталью 1, который защищает деталь 1 благодаря уменьшению диапазона температур и скорости разложения газов. Как правило, наиболее предпочтительными смолами являются смолы, способные набухать под действием тепла, и расщепляющие защитный слой 2 с целью создания изолирующего воздушного зазора и уменьшения теплопередачи к трехмерной армирующей волоконной структуре. Таким образом, зона деградации после воздействия огня имеет меньшие размеры, и диапазон температур меньше, чем в случае, когда деталь 1 не имеет такого защитного слоя 2. Учитывая, что защитный слой 2 является первым слоем, испытывающим на себе воздействие огня, его дополнительная матрица разлагается, в результате чего происходит расслоение и образуется воздушный зазор, который защищает деталь 1 и замедляет распространение огня.
Смолу для дополнительной матрицы также выбирают таким образом, чтобы операцию S3 фиксации препрег-панели 20 на детали 1 можно было выполнить при температуре более низкой, чем температура деградации материала детали 1. В случае корпуса 1 вентилятора, температура деградации материала детали 1 составляет приблизительно 135°C. Следовательно, операцию термообработки необходимо производить при температуре приблизительно от 120°C до 125°C. В то же самое время, с целью обеспечения возможности функционирования без деградации при нормальной работе двигателя, температура перехода в стеклообразное состояние смолы дополнительной матрицы должна быть больше рабочей температуры двигателя. Например, температуры стеклования смолы должна составлять порядка 180°C.
С учетом вышесказанного, дополнительная матрица может быть выполнена, например, из эпоксидной смолы, фенолоальдегидной смолы и/или смолы на основе цианатных эфиров, такой как смола HexPly®M26T/50%035.
Параметры выполнения операции S1 предварительной формовки защитного слоя 2 могут изменяться в зависимости от типа дополнительной матрицы, из которой выполнена препрег-панель.
Таким образом, для дополнительной матрицы из термореактивной смолы операция S11 предварительной формовки препрег-панели 20 выполняется при температуре, более низкой, чем температура полимеризации смолы основной матрицы композиционного материала детали 1. В результате, получаемая препрег-панель 20 имеет минимальную жесткость и может легко принимать форму корпуса вентилятора. Операцию S3 фиксации препрег-панели 20 на детали 1 можно осуществить путем термообработки детали 1 с наложенной на неё препрег-панелью 20 с целью полимеризации термореактивной смолы.
Как вариант, дополнительная матрица может быть выполнена из термопластичной смолы. В этом варианте исполнения, операция S12 предварительной формовки препрег-панели 20 производится при температуре, более высокой, чем температура плавления основной матрицы композиционного материала детали 1. Таким образом, получаемая препрег-панель 20 является жесткой. Операция S3 фиксации препрег-панели 20 на детали 1 может производиться путем приклеивания препрег-панели 20 к соответствующей поверхности 3 детали 1, например, с помощью термореактивной смолы, например, эпоксидной смолы, наносимой между препрег-панелью 20 и поверхностью 3 защищаемой детали. Для этого производят термообработку детали 1 с установленной на ней препрег-панелью 20 с целью полимеризации термореактивной смолы.
Когда панель 20 накладывают в виде секторов кольца, может выполняться операция S13 отгибания кромок секторов кольца с целью обеспечения их взаимного перекрытия.
Независимо от типа выбранной смолы, операция S3 фиксации может осуществляться посредством термообработки (за счет полимеризации либо дополнительной матрицы, либо адгезива) при температуре, более низкой, чем температура деградации основной матрицы композиционного материала детали 1, и, при необходимости, под давлением. В случае если температура полимеризации смолы выше её температуры деградации, термообработку производят при температуре, более низкой, чем температура полимеризации смолы. Следовательно, продолжительность термообработки необходимо выбирать таким образом, чтобы она обеспечивала полимеризацию смолы.
Например, для обычного корпуса 1 вентилятора, температура деградации детали 1 составляет приблизительно 135°C. Таким образом, термообработку следует производить при температуре в диапазоне приблизительно от 120°C до 125°C в течение сравнительно долгого периода времени, предпочтительно более 4 часов, для обеспечения полимеризации термореактивной смолы или адгезива, в зависимости от выбранного типа дополнительной матрицы.
Предпочтительно, для формирования защитного слоя 2 накладывают несколько препрег-панелей 20.
Таким образом, при наложении препрег-панелей 20 в виде секторов кольца на деталь 1 каждый сектор кольца может содержать несколько наложенных и предварительно отформованных препрег-панелей 20. Затем предварительно отформованные препрег-панели 20 накладывают на корпус 1 вентилятора, и производят их фиксацию посредством термообработки.
Количество наложенных препрег-панелей 20 может зависеть от размеров детали 1, способности выбранной препрег-панели предотвращать возгорание или по меньшей мере замедлять наступление момента возгорания и от общего веса получаемого защитного слоя 2. Например, в случае корпуса 1 вентилятора, каждый сектор кольца защитного слоя 2 может содержать две препрег-панели 20 для обеспечения эффективной защиты корпуса 1 вентилятора от огня.
Способ изготовления лопасти винта из композитного материала
Способ обнаружения неисправности вентиля в газотурбинном двигателе
Способ содействия обнаружению повреждения трубопровода турбореактивного двигателя
Коробка приводов для авиационного газотурбинного двигателя
Заготовка и моноблочная лопатка для газотурбинного двигателя
Способ и устройство контроля параметра ракетного двигателя
Способ изготовления мартенситно-стареющей стали
Способ и устройство для изготовления композитной лопатки
Система и способ экстренного запуска газотурбинного двигателя летательного аппарата
Волокнистая заготовка для полой лопатки газотурбинного двигателя
Сополиамиды
Способ и устройство цифровой реконструкции репрезентативного элементарного объема микроструктуры композиционного материала
Способ изготовления детали из композиционного материала, содержащей по меньшей мере одну часть для приложения усилия или локальное утолщение

