Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДА ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области антенной техники и может быть использовано при изготовлении волноводов прямоугольного сечения, входящих в состав СВЧ-устройств.
Известен способ изготовления волновода, включающий гибку на оправке заготовки (отрезка трубы), имеющей канал прямоугольного сечения (см. патент RU 2571306 С1, опубл. 20.12.2015).
Недостатком известного способа является невозможность изгибания заготовки с сопоставимым с поперечными размерами канала волновода радиусом и/или при близком (сопоставимом с поперечными размерами канала волновода) расположении фланца волновода к зоне гибки. Еще одним недостатком является то, что трубы выпускают только стандартных поперечных размеров с заданным шагом, что не позволяет изготавливать волноводы произвольных поперечных размеров и из любого подходящего материала.
Известный способ принят в качестве ближайшего аналога заявленного способа.
Технической проблемой, решаемой настоящим изобретением, является создание способа изготовления волновода, лишенного указанных недостатков.
В результате достигается технический результат, состоящий в обеспечении возможности изгибания заготовки с малым радиусом при обеспечении заданной геометрии изготавливаемого волновода (в том числе, его канала) с требуемой точностью и повышении технологичности изготовления волноводов любых (в том числе, нестандартных) типоразмеров из любого подходящего материала, вследствие отсутствия необходимости как использования оснастки в процессе гибки, так и использования трубы заданных размеров.
Конкретно, указанный технический результат достигается путем осуществления способа изготовления волновода, включающего выполнение в заготовке прямоугольного сечения канала прямоугольного сечения и гибку заготовки. Зону гибки образуют, выполняя поперек заготовки углубления, образующие продольное ребро, параллельные друг другу поперечные ребра, расположенные с внешней по отношению к изгибу стороны продольного ребра, и параллельные друг другу поперечные канавки, расположенные с внутренней по отношению к изгибу стороны продольного ребра.
Согласно частному варианту, продольный размер зоны гибки выбирают в соответствии с заданными радиусом изгиба волновода и углом гибки.
Согласно предпочтительному варианту, поперечные ребра, расположенные с внешней по отношению к изгибу стороны продольного ребра, выполняют толщиной, уменьшающейся от середины зоны гибки к ее краям, и/или с расстоянием между ближайшими друг к другу гранями соседних ребер увеличивающимся от середины зоны гибки к ее краям.
Согласно предпочтительному варианту, поперечные канавки, расположенные с внутренней по отношению к изгибу стороны продольного ребра, выполняют глубиной и/или шириной, уменьшающимися от середины зоны гибки к ее краям.
Согласно другому предпочтительному варианту, углубления выполняют таким образом, что внутренняя поверхность одной из стенок волновода находится в пределах продольного ребра или с внешней по отношению к изгибу стороны продольного ребра.
Согласно еще одному предпочтительному варианту, осуществляют горячую гибку заготовки.
Согласно еще одному предпочтительному варианту, после гибки производят механическую обработку заготовки для формирования наружной части волновода.
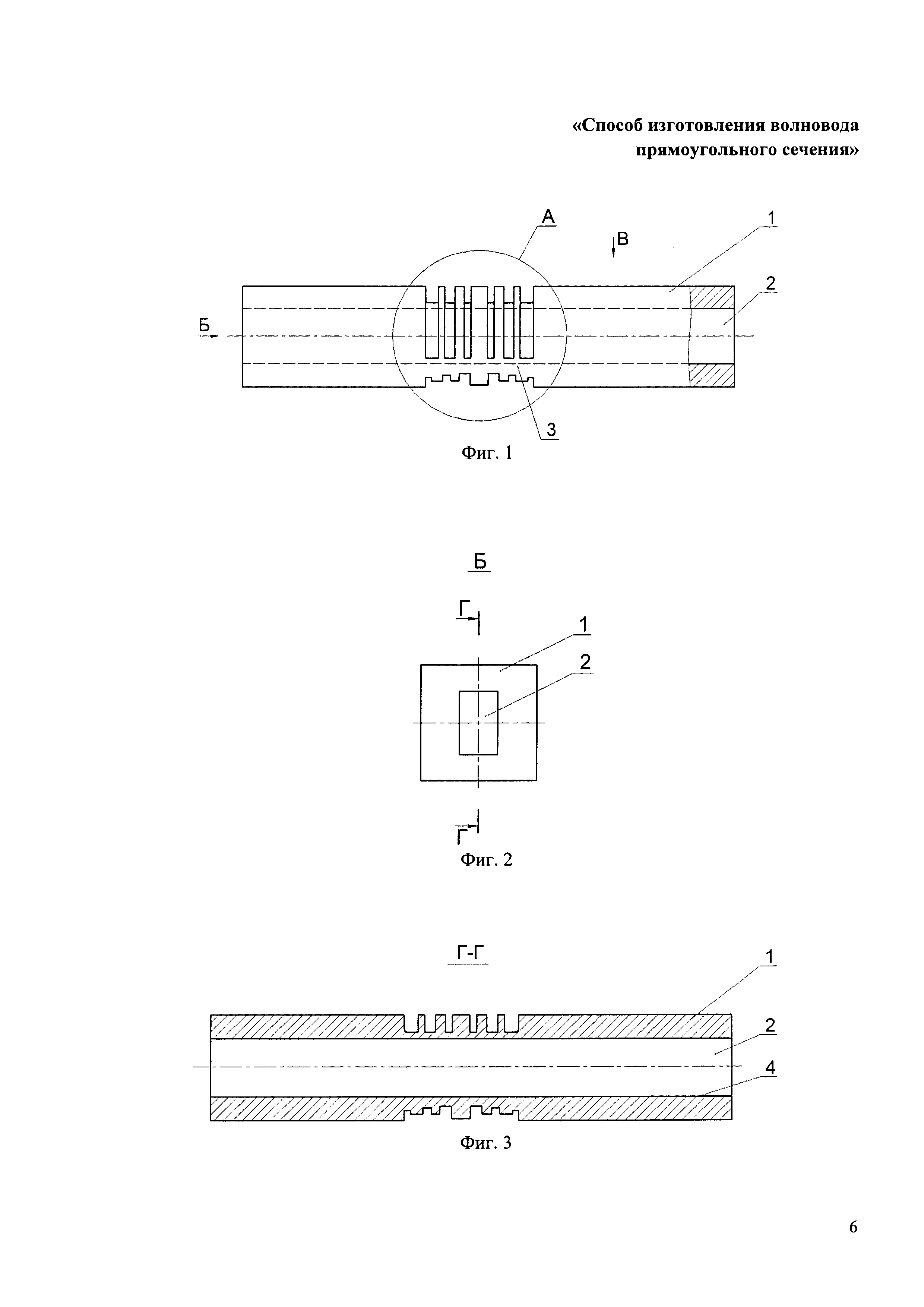
На фиг. 1 показана заготовка с образованной зоной гибки, согласно частному варианту выполнения (общий вид).
На фиг. 2 показана заготовка с образованной зоной гибки, согласно частному варианту выполнения (вид Б).
На фиг. 3 показана заготовка с образованной зоной гибки, согласно частному варианту выполнения (разрез Г-Г).
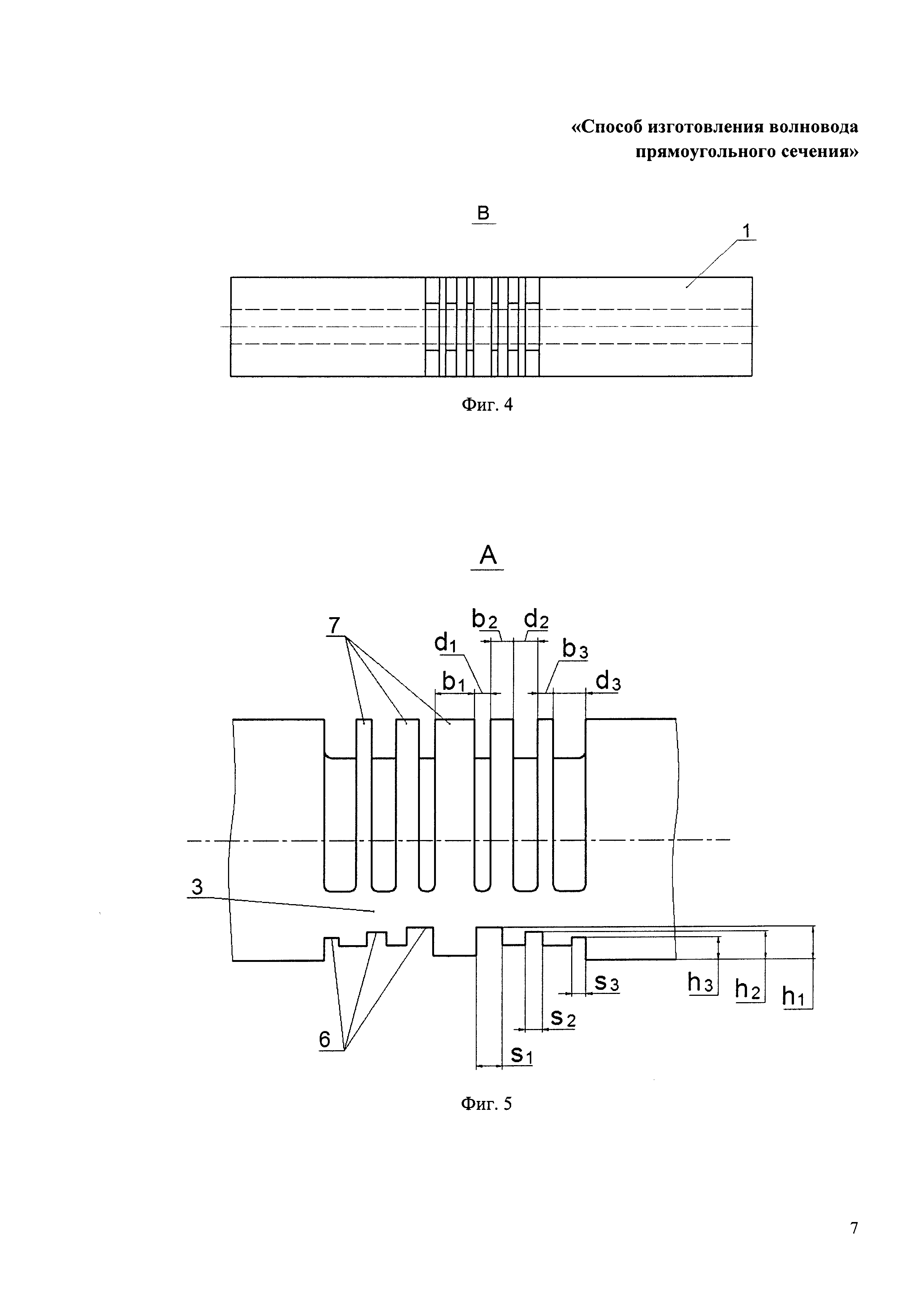
На фиг. 4 показана заготовка с образованной зоной гибки, согласно частному варианту выполнения (вид В).
На фиг. 5 показана зона гибки, согласно частному варианту выполнения.
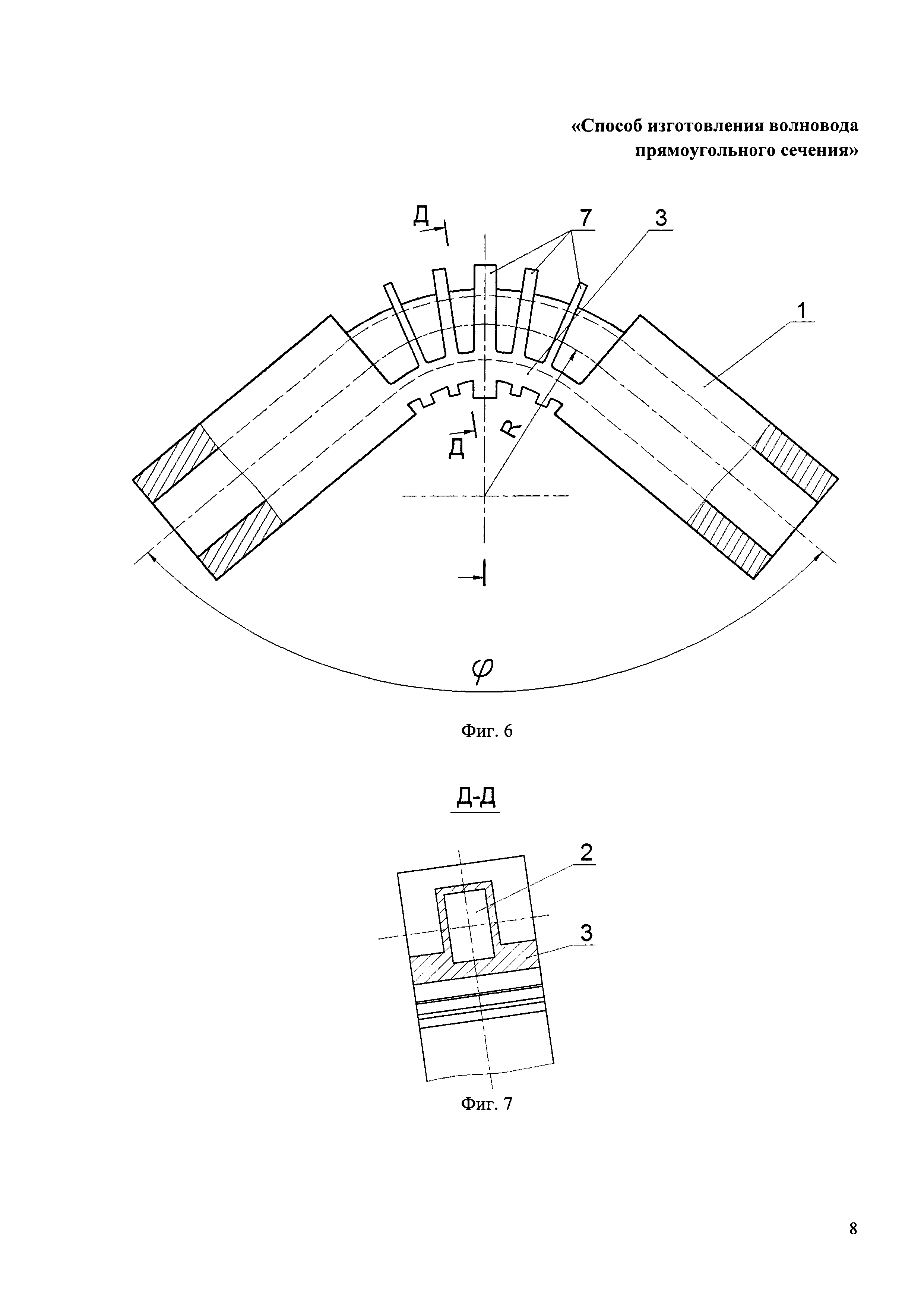
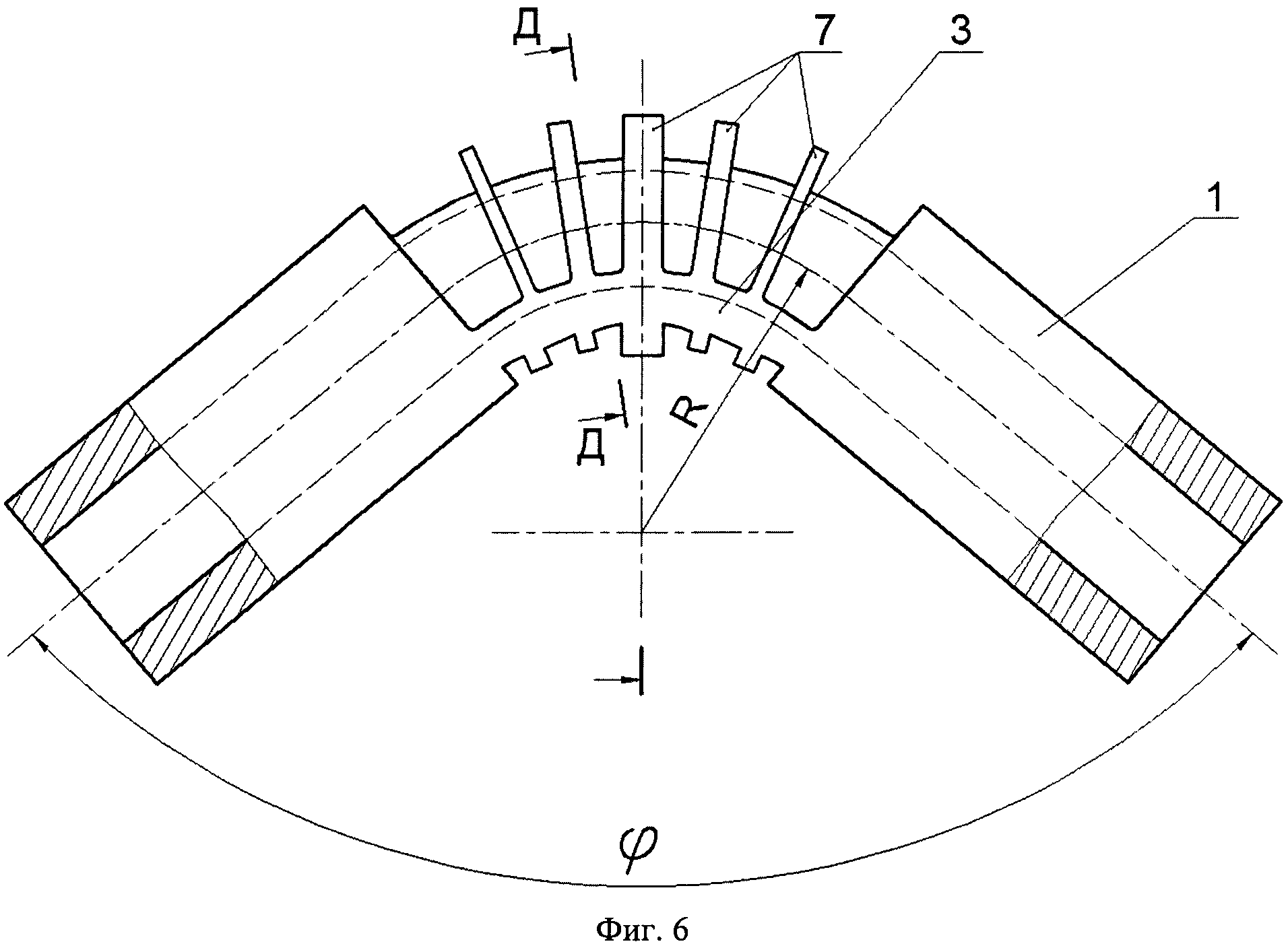
На фиг. 6 показана заготовка после гибки, согласно частному варианту выполнения.
На фиг. 7 показана заготовка после гибки, согласно частному варианту выполнения (разрез Д-Д).
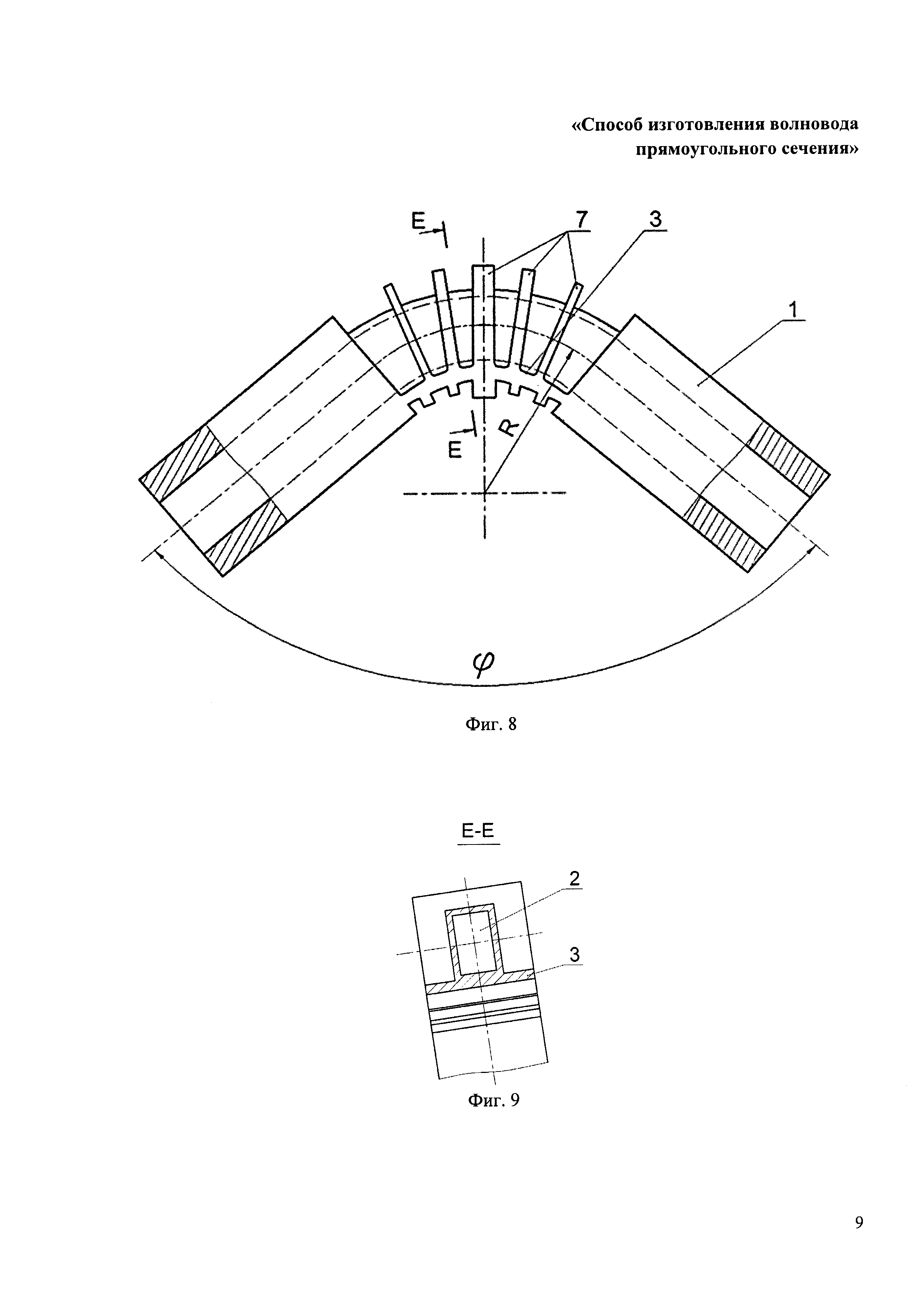
На фиг. 8 показана заготовка после гибки, согласно другому частному варианту выполнения.
На фиг. 9 показана заготовка после гибки, согласно другому частному варианту выполнения (разрез Е-Е).
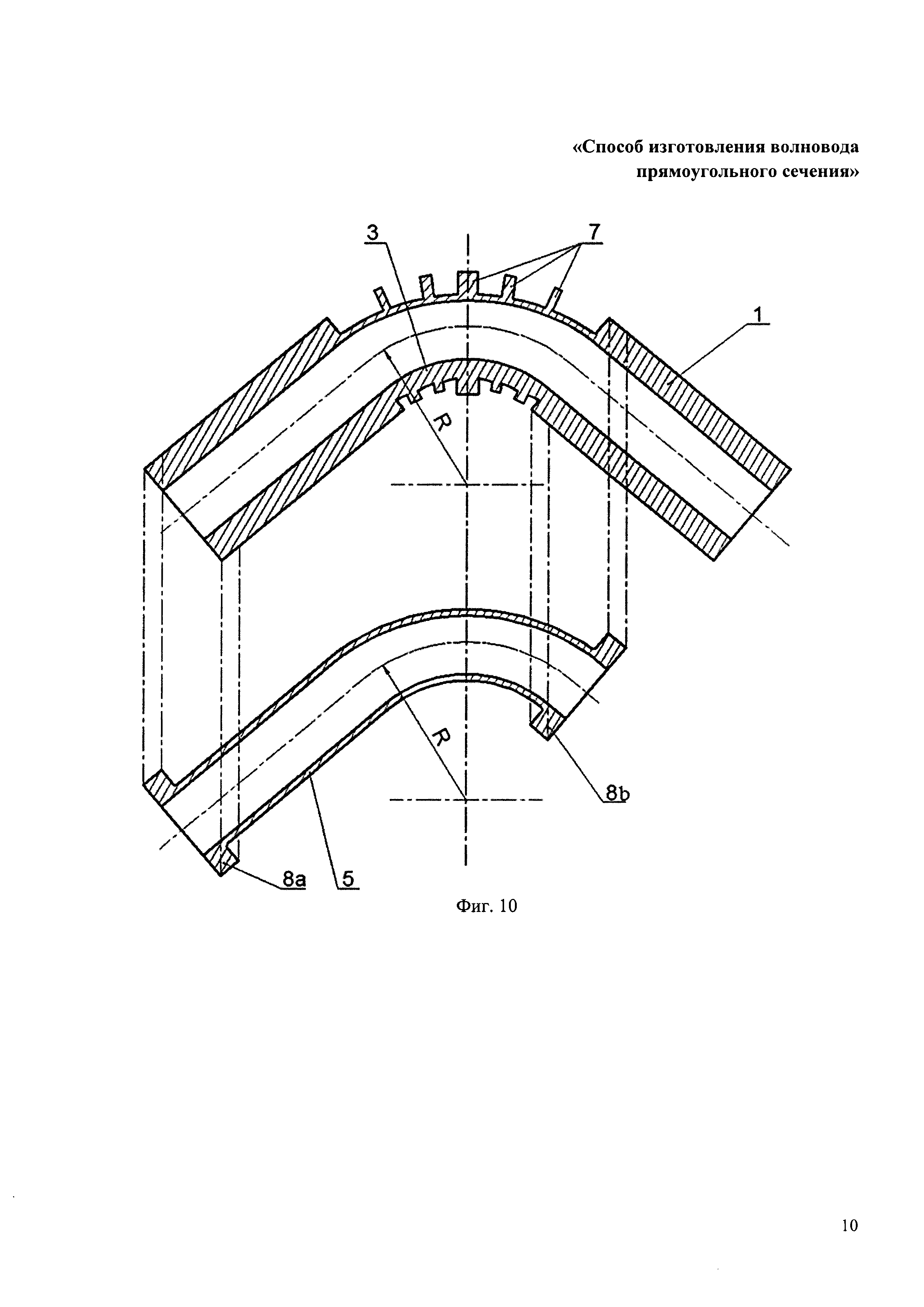
На фиг. 10 показан продольный разрез заготовки после гибки, согласно частному варианту выполнения, и соответствующий продольный разрез готового волновода.
Способ реализуют следующим образом.
Предварительно изготавливают (например, из алюминиевого сплава) заготовку 1 прямоугольного сечения и выполняют в ней канал 2, например, методом электроэрозионной обработки.
Затем, как показано на фиг. 1-5, образуют зону гибки, выполняя поперек заготовки 1 углубления, образующие продольное ребро 3. В частном варианте реализации способа, например, в варианте, показанном на фиг. 6 и фиг. 7, внутренняя поверхность 4 одной из стенок волновода находится в пределах продольного ребра 3. В другом частном варианте реализации способа, например, в варианте, показанном на фиг. 8 и фиг. 9, внутренняя поверхность 4 одной из стенок волновода находится с внешней по отношению к изгибу стороны продольного ребра 3.
Также углубления образуют параллельные друг другу поперечные канавки 6, расположенные с внутренней по отношению к изгибу стороны продольного ребра 3, и параллельные друг другу поперечные ребра 7, расположенные с внешней по отношению к изгибу стороны продольного ребра 3.
Образование в зоне гибки продольного ребра 3, поперечных ребер 7 и поперечных канавок 6 позволяет обеспечить в процессе изгибания заготовки заданную геометрию канала 2 волновода 5 с требуемой точностью. В частном варианте реализации способа, показанном на фиг. 6, поперечные канавки 6, расположенные с внутренней по отношению к изгибу стороны продольного ребра, выполняют глубиной h, уменьшающейся от середины зоны гибки к ее краям (h1>h2>h3), и шириной s, уменьшающейся от середины зоны гибки к ее краям (s1>s2>s3).
Допустимы варианты, в соответствии с которыми поперечные канавки 6, расположенные с внутренней по отношению к изгибу стороны продольного ребра, выполняют глубиной, уменьшающейся от середины зоны гибки к ее краям (при неизменной ширине), или шириной, уменьшающейся от середины зоны гибки к ее краям (при неизменной глубине).
В частном варианте реализации способа, поперечные ребра 7, расположенные с внешней по отношению к изгибу стороны продольного ребра, выполняют толщиной b, уменьшающейся от середины зоны гибки к ее краям (b1>b2>b3), с расстоянием d между ближайшими друг к другу гранями соседних ребер увеличивающимся от середины зоны гибки к ее краям (d1>d2>d3).
Допустимы варианты, в соответствии с которыми поперечные ребра 7, расположенные с внешней по отношению к изгибу стороны продольного ребра, выполняют толщиной, уменьшающейся от середины зоны гибки к ее краям (при неизменном расстоянии d), или с расстоянием d, уменьшающимся от середины зоны гибки к ее краям (при неизменной толщине b).
Затем осуществляют гибку заготовки 1 в соответствии с заданными радиусом изгиба R волновода 5 и углом гибки ϕ (см. фиг. 6 и фиг. 8). Гибку осуществляют посредством приложения изгибающего момента к каждой из концевых частей заготовки 1.
В частном варианте реализации способа заготовку 1 подвергают нагреву в зоне гибки (например, при помощи газопламенной горелки) и осуществляют горячую гибку заготовки.
Далее, при необходимости осуществляют механическую обработку заготовки 1 (любым известным способом, в частности, фрезерованием) до достижения требуемых внешних размеров волновода 5 (с фланцами 8а и 8b), в частности, показанного на фиг. 10.
Заявленный способ может, в частности, найти свое применение в случае, когда сложно или невозможно использовать пайку для присоединения фланцев (например, в случае изготовления волноводов из алюминия и его сплавов), а также в случае близкого расположения фланцев к зоне гибки, когда такое расположение фланцев мешает размещению формообразующей оснастки в зоне гибки.
Формирование наружной части волновода, в том числе, фланцев, посредством механической обработки заготовки после ее гибки позволяет обеспечить точность размеров волновода и взаимного расположения фланцев.
Способ изготовления рупорного излучателя и пуансон, применяемый при осуществлении способа
Приемо-передающий модуль
Способ охлаждения активной фазированной антенной решетки
Свч-модуль
Приемо-передающий свч-модуль
Способ изготовления волновода
Способ монтажа мощного полупроводникового элемента
Радиоэлектронный свч-модуль
Способ получения радиочастотного сигнала
Усилительный блок
Способ изготовления хлеба
Способ производства сывороточного напитка (варианты)
Способ изготовления рупорного излучателя и пуансон, применяемый при осуществлении способа
Корпус радиоэлектронного устройства (варианты)
Приемо-передающий модуль
Способ охлаждения активной фазированной антенной решетки
Свч-модуль
Приемо-передающий свч-модуль
Способ изготовления волновода
Способ монтажа мощного полупроводникового элемента

