Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ
Вид РИД
Изобретение
Изобретение относится к области электроннолучевой сварки с зазором и может найти применение для сварки стыковых соединений средних и больших толщин конструкций в различных отраслях машиностроения, а именно, автомобильной, судостроительной, авиационной и т.д.
Известен способ электроннолучевой сварки стыковых соединений толстолистовых конструкций согласно патенту RU 2527112 от 14.12.2012. Способ заключается в том, что кромки элементов конструкций собирают встык с зазором. Сварку осуществляют в вакууме с разверткой электронного пучка, обеспечивая формирование корня шва и части его сечения, а оставшуюся часть сечения шва с лицевой стороны наплавляют присадочным материалом. При этом одну из кромок выполняют скошенной и обеспечивают увеличение зазора между кромками к лицевой стороне, а центр развертки электронного пучка смещают в сторону скошенной кромки. Величина зазора между кромками с обратной стороны не должна превышать 0,5 мм, а зазор между кромками с лицевой стороны составляет 1-2 мм. Развертку электронного пучка осуществляют по круговой траектории с диаметром d=(3/2)b-(1/2)а, со смещением центра от нескошенной кромки к скошенной на величину Δ=(a+b)/4, где: а - зазор между кромками с обратной стороны, b - зазор между кромками с лицевой стороны. [1]
Недостатками данного способа является возможное появление прожогов со стороны скошенной кромки и появление полостей, так как смещение электронного пучка в сторону скошенной кромки будет приводить к ее перегреву, а на необработанной кромке могут образовываться несплавления из-за нехватки мощности луча для расплавления металла.
Известен способ электроннолучевой сварки труб согласно патенту RU 2285599 от 31.03.2005. Способ электронно-лучевой сварки труб, включающий разделку кромок труб под сварку, установку их встык и совместное плавление с использованием присадочного материала, имеющий на боковой поверхности на конце одной из труб кольцевой выступ с поперечным сечением в виде равнобедренного треугольника, вершина одного из углов основания которого расположена на наружной кромке трубы, а торец на этом конце трубы срезают под углом внутрь трубы до внутренней кромки торца, которую при механической обработке выполняют сдвинутой по оси внутрь трубы от торца на величину половины основания выступа, а другой торец трубы срезают под углом наружу трубы с получением внутренней кромки, сдвинутой на такую же величину, и после стыковки труб направляют электронный луч на вершину присадочного выступа, после чего одновременно расплавляют электронным лучом присадочный выступ, стенку трубы и торцы трубы.
Недостатком данного способа является необходимость увеличения мощности луча и снижения скорости сварки для получения качественного сварного соединения, поскольку для расплавления присадочного буртика, стенок труб и кромок необходима широкая сварочная ванная для исключения дефекта «несплавление». На Фиг. 4 это наглядно показано. Увеличение мощности луча и снижение скорости сварки приводит к увеличению удельного тепловоложения, что негативно сказывается на структуре шва и околошовной зоны (ОШЗ), начинается рост зерна. Так же при схеме сварки без зазора существует градиент температур как по толщине свариваемого металла, так и по ширине относительно оси движения сварки. Это увеличивает уровень внутренних напряжений и может привести к трехосному напряженному состоянию, при котором происходит разрушение материала.
Известен способ электронно-лучевой сварки согласно патенту JPS 5411039. Данный способ включает в себя специализированную подготовку кромок для распределения теплоты выделяемой электронным пучком на поверхности свариваемых кромок. Так же данный способ предназначен для сварки конструкций, в которых допускается использование подкладного кольца (Фиг. 2 поз. 3).
Недостатками данного способа является невозможность его применения в конструкциях где использование подкладного кольца невозможно, а необходимо обеспечить формирование обратного валика с определенными параметрами. Вторым недостатком является то, что не указана зависимость развертки луча, его форма, геометрия разделки свариваемых кромок и как она меняется в зависимости от толщины свариваемого материала, а также какой должна быть величина притупления. Так же при данном способе сварки на лицевой поверхности шва будет образовываться впадина недопустимая для ответственных конструкций. В нашем способе для устранения таких впадин предусмотрены питающие бурты.
Наиболее близким по технической сущности к изобретению является способ сварки плавлением по щелевой разделке по патенту RU 2175906 от 27.12.2000, при котором свариваемые кромки разделки выполняют с углом скоса, затем детали подготавливают к сварке, собирают, прихватывают и сваривают. Щелевую разделку выполняют с углом скоса свариваемых кромок деталей. До выполнения разделки определяют суммарное сужение ширины щели между кромками при сварке. В зависимости от его значения и с учетом толщины свариваемых деталей определяют величину угла скоса свариваемых кромок. За счет увеличения степени термического и механического воздействия сварочной дуги на свариваемые кромки исключается возможность образования несплавлений в сварном соединении. Уменьшение соотношения между шириной соединения и толщиной деталей приводит к повышению степени контактного упрочнения и повышению прочности сварного соединения. [2]
Недостатками данного способа является применение аргонодуговой сварки неплавящимся вольфрамовым электродом. При данном способе сварки идет значительное тепловложение в металл шва и зону термического влияния (ЗТВ), что негативно сказывается на качестве сварного соединения, а именно приводит к снижению механических свойств. Так же последующее заполнение зазора между скошенными кромками присадочной проволокой может приводить к появлению дефектов (несплалениям, порам и т.д.) в сварном шве и околошовной зоне (ОШЗ). При сварке титановых сплавов необходимо обеспечить всестороннюю защиту металла шва и ОШЗ от взаимодействия с атмосферой, что так же является достаточно сложной задачей.
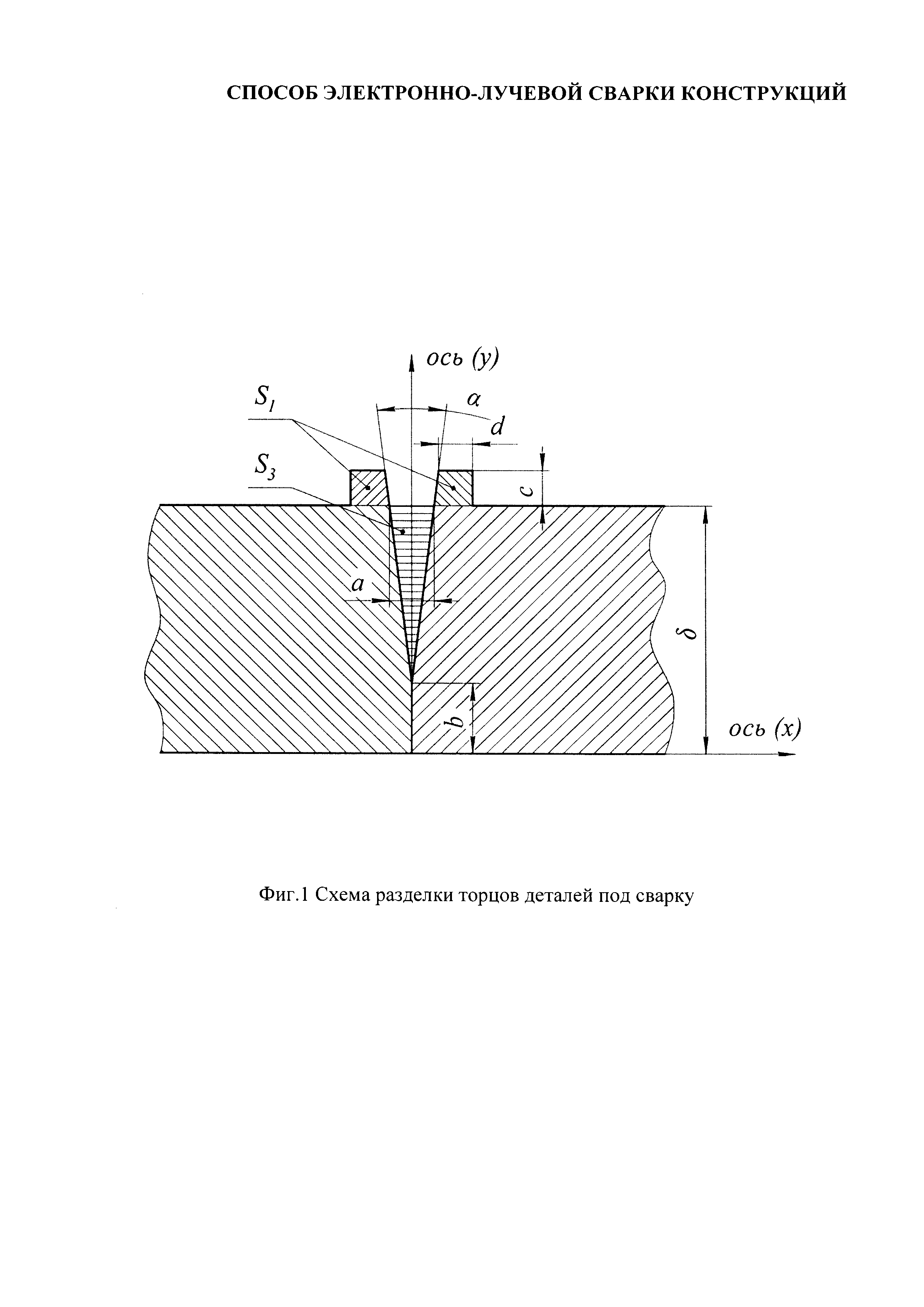
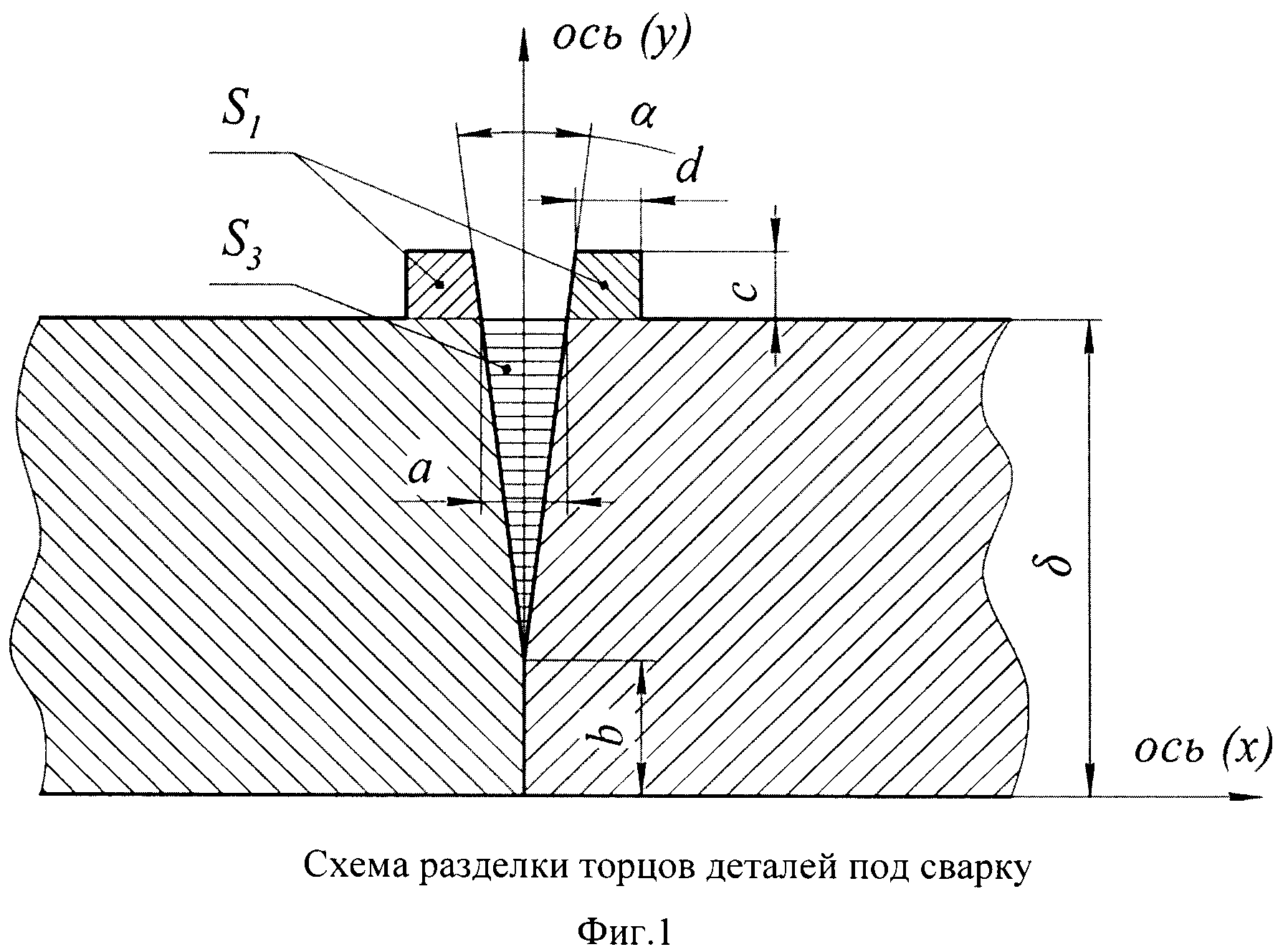
Технический результат данного изобретения достигается посредством создания способа электроннолучевой сварки с разделкой торцов свариваемых заготовок, использование которого позволит получить высококачественные сварные соединения с механическими свойствами близкими к основному металлу и достаточно высокой производительностью. При этом высокое качество сварных соединений обеспечивается за счет уменьшения тепловложения и как следствие меньшую ширину ОШЗ и ЗТВ, более предпочтительную структуру в этих зонах близкую к структуре свариваемых заготовок, снижение вероятности появления дефектов, обеспечением необходимой всесторонней защиты металла шва и ОШЗ, так как электронно-лучевая сварка производится в вакууме. Техническим результатом предлагаемого способа является повышение качества электронно-лучевой сварки конструкций средних и больших толщин. Указанный технический результат достигается за счет того, что при раскрытии кромок с углом α, выделение тепловой энергии от электронного пучка происходит не с поверхности стыкуемых элементов конструкции, а непосредственно на кромках изделия. Это позволяет более эффективно использовать мощность электронного луча и производить сварку на высоких скоростях, что в совокупности приводит к эффективному использованию мощности электронного луча, снижению тепловложения, уменьшению ширины ЗТВ, предотвращению роста зерна в ОШЗ, минимальным изменениям структуры материала и повышению качества сварных соединений. Зазор (а), формируемый за счет скоса кромок и увеличивающийся к лицевой стороне свариваемых элементов конструкций (по оси y), улучшает формирование шва, распределяет вводимую электронным лучом энергию по толщине свариваемых деталей. Величина зазора (а) рассчитывается по формуле  где: δ - толщина свариваемых заготовок; b - величина притупления, назначается в зависимости от толщины свариваемого изделия, равной (0,1÷0,2)δ; α - угол раскрытия торцов свариваемых кромок.
где: δ - толщина свариваемых заготовок; b - величина притупления, назначается в зависимости от толщины свариваемого изделия, равной (0,1÷0,2)δ; α - угол раскрытия торцов свариваемых кромок.
Угол раскрытия торцов свариваемых кромок (α) близок по величине к углу сходимости электронного луча β≈α, β зависит от характеристик электронно-лучевой установки. На верхней части стыка при механической обработке оставляют бурты общей площадью S1, показанные на Фиг. 1, площадь сечения (S1) которых лежит в пределах от 1 до 1,2 площади сечения раскрытия торцов свариваемых кромок (S2) или S1=(1÷1,2) S2. Заготовки собирают встык с зазором не более 0,1 мм на прихватках. Сварку осуществляют в электроннолучевой установке с разверткой электронного пучка, обеспечивая формирование корня шва и основной части его сечения, заполняя объем разделки и формируя облицовочный валик оплавлением питающих буртов. Величина зазора между кромками с обратной стороны не должна превышать 0,1 мм, а зазор между кромками с лицевой стороны зависит от толщины изделия, угла сходимости луча β и величины b. Развертку электронного пучка осуществляют по круговой траектории с частотой вращения 800 Гц с диаметром d=(4/3)a, где: а - зазор между кромками с лицевой стороны. Техническим результатом предлагаемого способа является повышение качества сварных соединений конструкций средних и больших толщин за счет уменьшения ширины зоны термического влияния, более эффективного использования энергии электронного луча, так как тепловая энергия при ЭЛС выделяется не на поверхности изделия, а непосредственно на стыкуемых кромках. Так же при данном способе сварки снижается градиент температур по толщине изделия поперек и вдоль стыка.
Способ локального удаления диэлектрических покрытий
Способ струйной электрохимической обработки
Способ гибридной лазерно-дуговой наплавки изделия из металла

