Результат интеллектуальной деятельности: Способ упрочнения изделий из кварцевой керамики
Вид РИД
Изобретение
Изобретение относится к промышленному производству технической керамики, а именно к технологии кварцевой керамики, получаемой методом шликерного литья, модифицированной неорганическими связующими, которые повышают прочность заготовок изделий. Изобретение может применяться для изготовления керамических изделий функционирующих в условиях высоких температур при контакте с металлическими, солевыми, силикатными, стекольными расплавами, газовой средой, в частности, при производстве огнеупоров для стекольной промышленности и металлургии: тигли, ковши, мешалки, патрубки, дозаторы, сталеразливочные стаканы, воронки для литья металлов и сплавов, плунжеры, валы, теплозащитные изделия различных установок, печей и др.
Актуальность изобретения в наибольшей степени проявляется при формировании крупногабаритных керамических изделий, так как энергозатратная технологическая стадия их высокотемпературной обработки исключается в предлагаемой технологии кварцевой керамики.
Известен способ получения изделий из кварцевой керамики различного назначения, включающий приготовление водной суспензии кварцевого стекла, шликерное литье керамических заготовок требуемой конфигурации и размеров в гипсовые формы, сушку и обжиг. При этом повышение прочности на сжатие до 200 МПа для изделий из кварцевой керамики достигается за счет спекания отливок при температурах 1200-1300°С (Walton J.D., Poulos N.E. Slip-cast fused silica. Technical documentary report No. ML-TDR-64-195 – Atlanta, 1964. – 131 p. Harris J.N., Welsh E.A. Fused silica design manual. Volume 1.Technical report A-1403. – Atlanta, 1973. – 140 p.). Недостатками способа являются повышенные энергозатраты на высокотемпературный обжиг и кристобалитизация частиц кварцевого стекла, что резко ухудшает прочность, термостойкость, длительную высокотемпературную прочность (срок эксплуатации) и другие свойства материала.
Известен также способ изготовления кварцевой керамики по а. с. СССР №804607, МПК С04В35/14, опубл. 15.02.1979 г., и близкий к нему по а. с. СССР № 771052, МПК С04В 15/06, опубл. 15.10.1978 г., включающие мокрое измельчение кварцевого стекла для получения водного шликера, стабилизацию суспензии, формование изделий шликерным литьем, сушку и выдержку отливок в водных растворах жидкого стекла или соды с плотностью 1,002-1,07 г/см3 в течение 24 ч. С целью упрочнения изделия подвергают автоклавной обработке при температуре 110-220°С в течение 1-10 ч. Прочность изделий на изгиб достигает 55-72 МПа. Недостатком способа является значительное ухудшение термостойкости и жаростойкости в связи с присутствием в структуре материала силикатов щелочных элементов (в частности, Na), а также низкая стойкость к некоторым металлическим расплавам. Кроме того, усиливаются нежелательные кристаллизационные процессы, что снижает температуру эксплуатации таких изделий. Также недостатком является применение аппарата, работающего под высоким давлением, и длительность автоклавной обработки. Все это сужает область применения материала.
В изобретении по патенту РФ № 2525892, МПК С04В35/14, опубл. 20.08.2014г., способ получения кварцевой керамики относится к технологии получения модифицированных керамических материалов на основе кварцевого стекла. Способ включает изготовление шликера из боя кварцевого стекла, формирование сырой заготовки методом отлива в гипсовые формы, пропитку сырой заготовки жидким пропитывающим раствором, сушку пропитанной заготовки кварцевой керамики и последующую термообработку Недостатками способа являются использование элементорганического вещества и органического растворителя, что удорожает стоимость продукта и требует организации специальных условий по безопасному производству, а малая вовлеченность в процесс образования связей между частицами дегидратированных участков зерен кварцевого стекла, в сравнении с вышеописанными методами, обуславливает относительно низкую даже после обжига прочность на изгиб (не более 32 МПа).
Известно также, что для повышения огнеупорности и высокотемпературной прочности разработаны керамические материалы на основе кварцевого стекла с добавками Al2O3 (Пивинский Ю.Е., Тимошенко К.В. Реотехнологические свойства смешанных суспензий в системе SiO2-Al2O3 и некоторые свойства материалов на их основе // Огнеупоры и техническая керамика. – 2000. – № 7 – С. 18-23; 2001. – № 9 – С. 42-46). Ощутимые результаты получены только при введении более 20% Al2O3. Однако такие материалы имеют высокую пористость, низкую термостойкость и плохие диэлектрические характеристики. Ухудшение физико-технических свойств материалов связано с неудовлетворительными реологическими параметрами комбинированных шликеров и усилением кристаллизации при обжиге.
Технология упрочнения кварцевой керамики, описанная в патенте РФ 2458022, МПК С 04В 35/14, опубл. 10.08.2012, включает изготовление полуфабриката и его пропитку водным раствором соли алюминия Al(NO3)3·9H2O, сушки и пиролиза при температуре 400-600°C. Заявленная максимальная прочность изделий при изгибе до обжига 65 МПа, после среднетемпературного обжига 110 МПа. Недостатком способа является то, что вводимые в стыковые зоны керамики наночастицы Al2O3 лишь заполняют часть пустот материала и немного увеличивают его плотность, в то же время практически не способствуя дополнительному связыванию кремнеземистых частиц в единый каркас.
Наиболее близким по механизму действия к предлагаемому является способ, описанный в патенте РФ №2380341, МПК C04B 35/14, опубл. 27.01.2010 г., который принят в качестве прототипа. В прототипе способ получения упрочненной кварцевой керамики включает приготовление водного шликера кварцевого стекла, формование керамических заготовок методом шликерного литья в гипсовых формах, сушку и упрочнение керамического материала и изделий. Упрочнение осуществляют в два этапа - сначала производят гидротермальную обработку в паровом автоклаве при объемном соотношении паров воды и аммиака 1:0,1-0,2, температуре 150-200°C, давлении 0,5-5 атм в течение 3-7 ч, а затем обжигают при температуре 1150-1200°C в течение 1-4 ч в воздушной среде. Недостатками метода являются использование аппарата, работающего под избыточным давлением (автоклава), пористость получаемого изделия, использование опасного для человека и окружающей среды аммиака, необходимость стадии обжига.
Задача изобретения заключается в повышении прочности на изгиб кварцевой керамики до значений 40-90 МПа при исключении технологических стадий автоклавной обработки и высокотемпературного обжига заготовок изделий, а также в повышении высокотемпературной прочности кварцевой керамики без ухудшения в широком интервале температур остальных свойств: низкого коэффициента термического расширения и высокой термостойкости.
Поставленная задача решается за счет введения на стадии стабилизации раствора связующего в количестве 1-5 мас. % или пропитывания в течение 1 ч высушенных заготовок изделий в нагретом до 50°C растворе связующего, имеющего состав, мас. %: 7,5 - Al2O3; 33-36 - P2O5; 0-5 - B2O3; 53-59,5 - H2O; с последующей термообработкой по режиму: нагрев в интервале 20-100°C со скоростью нагрева не более 2°C/мин, в интервале 100-200°C - не более 1,5°C/мин, 200-350°C - не более 2°C/мин, выдержка при 350°C в течение 1 ч.
Технический результат изобретения заключается в обеспечении прочности заготовок изделий 40-90 МПа без использования автоклавной обработки и/или высокотемпературного обжига с сохранением огнеупорности, прочности и термостойкости материала в условиях эксплуатации при высоких температурах. Данные эффекты обуславливаются схожестью фосфата алюминия с кремнеземом по структуре и свойствам, взаимным ингибирующим действием на процессы кристаллизации, активизацией спекания за счет присутствия в составе соединений фосфора и бора, более полным вовлечением поверхности зерен в процесс образования связей.
Cущность предлагаемого способа упрочнения изделий из кварцевой керамики заключается в том, что способ включает приготовление водной суспензии кварцевого стекла, стабилизацию суспензии, формование керамических заготовок методом шликерного литья в гипсовых формах и упрочнение заготовок изделий, в котором упрочнение осуществляют с использованием алюмоборфосфатного связующего, имеющего состав, мас. %: 7,5-11 - Al2O3; 33-36 - P2O5; 0-5 - B2O3; 53-59,5 - Н2О, в котором в течение 1 ч пропитывают заготовки изделия при температуре 50°C, или которое добавляют в суспензию кварцевого стекла в конце стадии стабилизации в количестве 1-5% от массы исходной суспензии, с последующей термообработкой заготовок изделий по режиму, включающему нагрев в интервале 20-100°C со скоростью нагрева не более 2°C/мин, затем нагрев в интервале 100-200°C - не более 1,5°C/мин, и нагрев в интервале 200-350°C - не более 2°C/мин, и в завершении - выдержку при 350°C в течение 1 ч.
Способ упрочнения изделий из кварцевой керамики осуществляют следующим образом.
В шаровую мельницу емкостью 200 л загружают кварцевое стекло фракции 0,1-0,5 мм, уралитовые мелющие тела и дистиллированную воду в массовом соотношении 7,2-7,7:14,4-15,4:1,3-1,4. Помол осуществляют в течение 10-20 ч. При этом суспензия в конце помола должна иметь влажность 12-17 мас. %, плотность 1840-1910 кг/м и фракционный состав, об. %: 7-10 для частиц с диаметрами в диапазоне 63-120 мкм; 50-60 для частиц с диаметрами в диапазоне 5-63 мкм; 35-40 для частиц с диаметрами менее 5 мкм. После извлечения суспензии из мельницы, она стабилизируется путем перемешивания в течение 20-30 ч. Затем суспензию с добавкой 0-10 мас. % кварцевого стекла определенной фракции в зависимости от габаритов изделия, используют для формования изделий методом отливки в гипсовые формы. Плотность сырой заготовки находится в пределах 1880-1940 кг/м3. Далее осуществляют подвяливание заготовок изделий в комнатных условиях в течение 24-48 ч в зависимости от размеров или сушку при температуре 100-150°C в течение 3 ч.
Упрочнение с помощью раствора алюмоборфосфатного связующего, имеющего состав, мас. %: 7,5-11 - Al2O3; 33-36 - P2O5; 0-5 - B2O3; 53 - 59,5 - H2O, может осуществляться двумя способами.
1. Добавлением в суспензию в конце стадии стабилизации раствора алюмоборфосфатного связующего в количестве 1-5 мас. % от массы суспензии с перемешиванием в течение 1 ч.
2. Выдержкой в течение 1 ч предварительно высушенных заготовок изделий в нагретом до 50°C растворе алюмоборфосфатного связующего.
Во всех случаях упрочнения заготовки изделия последней технологической стадией является термообработка в электрических печах по режиму: нагрев в интервале 20-100оС со скоростью нагрева не более 2оС/мин, в интервале 100-200оС – не более 1,5оС/мин, в интервале 200-350оС – не более 2оС/мин, выдержка при 350оС в течение 1 ч.
Конкретный способ и технологические параметры упрочнения с помощью алюмоборфосфатного связующего подбирают в зависимости от габаритов и сложности формы изделия. Однако оптимальные технологические параметры находятся в пределах, указанных выше.
Примеры реализации способа
Пример 1
В шаровую мельницу емкостью 200 л загружают кварцевое стекло фракции 0,1-0,5 мм, уралитовые мелющие тела и дистиллированную воду в массовом соотношении 7,5:15:1,4. Помол осуществляют в течение 17 ч. При этом суспензия в конце помола имела влажность 15,5 мас.%, плотность 1855 кг/м3 и фракционный состав, об.%: 7,8 для частиц с диаметрами в диапазоне 63-120 мкм; 57,2 для частиц с диаметрами в диапазоне 5-63 мкм; 35,0 для частиц с диаметрами менее 5 мкм. После извлечения суспензии из мельницы производилась стабилизация путем перемешивания в течение 20 ч в мельнице без мелющих тел. Затем в суспензию добавляли 10 мас.% кварцевого стекла фракции 0,8-1,0 мм в качестве наполнителя и раствор алюмоборфосфатного связующего, имеющего состав, мас.%: 7,5 – Al2O3; 33,2 – P2O5; 1,5 – B2O3; 57,8 – H2O, в количестве 3,5% от массы суспензии без наполнителя. Далее производилось перемешивание в течение 1 ч с последующим формованием изделий (испытательные пластины с размерами, мм: 150×50×20) методом отливки в гипсовые формы. Плотность сырой заготовки составляла 1882 кг/м3. Далее осуществлялось подвяливание заготовок изделий в комнатных условиях в течение 48 ч и термообработка по режиму: нагрев в интервале 20-100оС со скоростью нагрева не более 2оС/мин, в интервале 100-200оС – не более 1,5оС/мин, в интервале 200-350оС – не более 2оС/мин, выдержка при 350оС в течение 1 ч. Усадка после термообработки составила 0,8-1,0 %, пористость 6,0-7,0%, прочность 53-67 МПа. Термостойкость и прочность после обжига заготовок изделий при 1000оС в течение 1 ч составили 39-47 теплосмен и 80-95 МПа соответственно.
Пример 2
В шаровую мельницу емкостью 200 л загружают кварцевое стекло фракции 0,1-0,5 мм, уралитовые мелющие тела и дистиллированную воду в массовом соотношении 7,5:15:1,4. Помол осуществляют в течение 17 ч. При этом суспензия в конце помола имела влажность 15,5 мас.%, плотность 1855 кг/м3 и фракционный состав, об.%: 7,8 для частиц с диаметрами в диапазоне 63-120 мкм; 57,2 для частиц с диаметрами в диапазоне 5-63 мкм; 35,0 для частиц с диаметрами менее 5 мкм. После извлечения суспензии из мельницы производилась стабилизация путем перемешивания в течение 20 ч в мельнице без мелющих тел. Затем в суспензию добавляли 10 мас.% кварцевого стекла фракции 0,8-1,0 мм в качестве наполнителя и раствор алюмоборфосфатного связующего, имеющего состав, мас.%: 9,5 – Al2O3; 34,5 – P2O5; 3,0 – B2O3; 53,0 – H2O, в количестве 5,0 % от массы суспензии без наполнителя. Далее производилось перемешивание в течение 1 ч с последующим формованием изделий (испытательные пластины с размерами, мм: 150×50×20) методом отливки в гипсовые формы. Плотность сырой заготовки составляла 1882 кг/м3. Далее осуществлялось подвяливание заготовок изделий в комнатных условиях в течение 48 ч и термообработка по режиму: нагрев в интервале 20-100оС со скоростью нагрева не более 2оС/мин, в интервале 100-200оС – не более 1,5оС/мин, в интервале 200-350оС – не более 2оС/мин, выдержка при 350оС в течение 1 ч. Усадка после термообработки составила 0,8-0,9%, пористость 4,0-6,3%, прочность 40-47 МПа. Термостойкость и прочность после обжига заготовок изделий при 1000оС в течение 1 ч составили 35-40 теплосмен и 93-100 МПа соответственно.
Пример 3
В шаровую мельницу емкостью 200 л загружают кварцевое стекло фракции 0,1-0,5 мм, уралитовые мелющие тела и дистиллированную воду в массовом соотношении 7,5:15:1,3. Помол осуществляют в течение 20 ч. При этом суспензия в конце помола имела влажность 15,5 мас.%, плотность 1870 кг/м3 и фракционный состав, об.%: 7,0 для частиц с диаметрами в диапазоне 63-120 мкм; 55,9 для частиц с диаметрами в диапазоне 5-63 мкм; 37,1 для частиц с диаметрами менее 5 мкм. После извлечения суспензии из мельницы производилась стабилизация путем перемешивания в течение 20 ч в мельнице без мелющих тел. Затем суспензию добавляли 7 мас.% кварцевого стекла фракции 0,4-0,8 мм в качестве наполнителя и перемешивали в течение 1 ч с последующим формованием изделий (испытательные балочки с размерами, мм: 100×10×10) методом отливки в гипсовые формы. Плотность сырой заготовки составляла 1889 кг/м3. Далее осуществлялось подвяливание заготовок изделий в комнатных условиях в течение 24 ч, сушка при температуре 125оС в течение 3 ч и выдержка в течение 1 ч в нагретом до 50оС растворе алюмоборфосфатного связующего, имеющего состав, мас.%: 7,5 – Al2O3; 33,0 – P2O5; 2,7 – B2O3; 56,8 – H2O. Термообработка производилась по режиму: нагрев в интервале 20-100оС со скоростью нагрева не более 2оС/мин, в интервале 100-200оС – не более 1,5оС/мин, в интервале 200-350оС – не более 2оС/мин, выдержка при 350оС в течение 1 ч. Усадка после термообработки составила 0,3-0,4 %, пористость 1,0-4,0%, прочность 55-90 МПа. Термостойкость и прочность после обжига заготовок изделий при 1000оС в течение 1 ч составили 40-58 теплосмен и 70-105 МПа соответственно.
Свойства кварцевой керамики и отличительные технологические параметры ее получения, согласно предлагаемому способу, в сравнении с прототипом, приведены в таблице.
Использование предложенного способа упрочнения обеспечивает возможность получения кварцевой керамики и изделий из нее с прочностью на изгиб 40-90 МПа без использования стадии высокотемпературного обжига, а также без использования автоклава с опасной для окружающей среды и человека пароаммиачной смесью. При этом свойства кварцевой керамики по предлагаемому способу не уступают другим способам упрочнения. Кроме того, использование алюмоборфосфатного связующего позволяет ингибировать кристаллизацию кварцевого стекла при эксплуатации керамических изделий в условиях высоких температур и, тем самым, повысить их термостойкость, а исключение высокотемпературного обжига позволяет упростить изготовление крупногабаритных изделий.
Таким образом, задача, поставленная перед изобретением, решена.
Способ упрочнения изделий из кварцевой керамики, включающий приготовление водной суспензии кварцевого стекла, стабилизацию суспензии, формование керамических заготовок методом шликерного литья в гипсовых формах и упрочнение заготовок изделий, отличающийся тем, что упрочнение осуществляют с использованием алюмоборфосфатного связующего, имеющего состав, мас. %: 7,5-11 AlO; 33-36 РО; 0-5 BO; 53-59,5 HO, которым в течение 1 ч пропитывают высушенные заготовки изделий при температуре 50°C или которое добавляют в суспензию кварцевого стекла в конце стадии стабилизации, с последующей термообработкой заготовок изделий по режиму, включающему нагрев в интервале 20-100°C со скоростью нагрева не более 2°C/мин, последующий нагрев в интервале 100-200°C со скоростью нагрева не более 1,5°C/мин, нагрев в интервале 200-350°C со скоростью нагрева не более 2°C/мин с заключительной выдержкой при 350°C в течение 1 ч.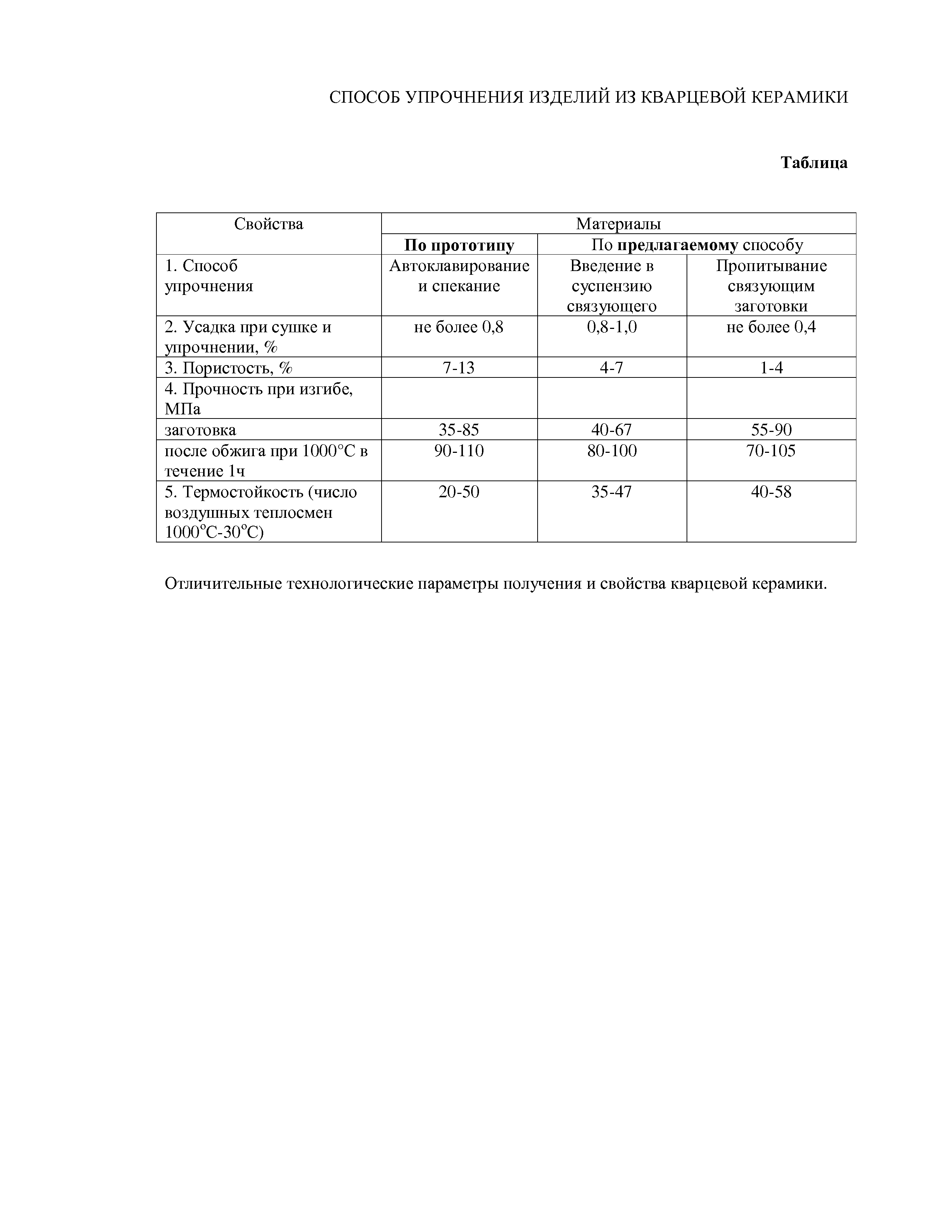
Способ упрочнения изделий из корундо-кварцевой керамики
Способ изготовления гранулированного пеностекла
Способ изготовления изделий из отходов стекла
Способ упрочнения изделий из корундо-кварцевой керамики

