Результат интеллектуальной деятельности: ОСНОВАНИЕ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА И КУЗОВ ТРАНСПОРТНОГО СРЕДСТВА
Вид РИД
Изобретение
Изобретение относится к основанию кузова транспортного средства, содержащему пол и усиливающий элемент, включающий в себя по меньшей мере одну переднюю поперечную балку и заднюю поперечную балку, проходящие параллельно друг другу и прикрепленные к полу, причем передняя и задняя поперечные балки изготовлены из упрочненной под прессом стали, имеющей предел прочности на разрыв не менее 1300 МПа.
Обычно, транспортные средства содержат усиливающие элементы, приспособленные для защиты пассажиров при столкновении, транспортного средства, в частности, при боковом ударе, фронтальном ударе или разрушении крыши при опрокидывании во время аварии, посредством ограничения проникновения чего-либо в пассажирское пространство транспортного средства.
Усиливающие элементы содержат, с каждой стороны транспортного средства, боковой борт кузова, образующий дверную раму, которая обычно изготовлена из стали, и усиливающий элемент основания кузова, образующий вместе с полом основание кузова.
Сокращение общего веса транспортного средства является очень важным фактором для сокращения потребления энергии, чтобы транспортное средство отвечало будущим требованиям по охране окружающей среды. Таким образом, предпочтительно сокращение толщины частей, образующих транспортное средство, в частности, усиливающих элементов, в том числе усиливающего элемента основания кузова.
Однако простое сокращение толщины усиливающих элементов обычно приводит к ослаблению защиты пассажиров транспортного средства от проникновений в него.
Могут быть использованы стали, обладающие лучшими механическими характеристиками, такими, как предел текучести или предел прочности на разрыв. Использование таких сталей повышает степень защиты по сравнению с использованием более низких по прочностным показателям марок стали при той же толщине. Однако такие стали обычно обладают более низкой пластичностью.
Задачей изобретения является устранение указанных выше проблем, в частности, создание основания кузова транспортного средства с усиливающим элементом уменьшенной толщины и веса с обеспечением при этом защиты пассажиров транспортного средства.
Поставленная задача решается в основании кузова транспортного средства указанного выше типа, в котором передняя и задняя поперечные балки изготовлены из упрочненной под прессом стали с пределом прочности на разрыв не менее 1300 МПа.
Использование упрочненной под прессом стали с пределом прочности на разрыв не менее 1300 МПа обеспечивает повышенную защищенность при столкновениях, в частности, при боковых ударах, не требуя при этом увеличения толщины частей, составляющих усиливающий элемент основания кузова, и, следовательно, не увеличивая вес основания кузова.
Основание кузова транспортного средства согласно изобретению может обладать следующими одной или несколькими особенностями, которые могут использоваться по отдельности или в любом технически возможном сочетании:
– усиливающий элемент дополнительно содержит промежуточную поперечную балку, проходящую между передней и задней поперечными балками и параллельно им, при этом указанная промежуточная поперечная балка изготовлена из упрочненной под прессом стали, имеющей предел прочности на разрыв равный не менее 1300 МПа;
– усиливающий элемент содержит по меньшей мере одну продольную балку, проходящую от передней поперечной балки до задней поперечной балки, при этом указанная продольная балка изготовлена из упрочненной под прессом стали, имеющей предел прочности на разрыв равный не менее 1300 МПа;
– пол включает в себя образующий в нем углубление туннель, при этом усиливающий элемент содержит две передние поперечные балки, проходящие в поперечном направлении с каждой стороны туннеля;
– усиливающий элемент включает в себя проходящие с каждой стороны туннеля две продольные балки, каждая из которых соединена посредством одной из передних поперечных балок с задней поперечной балкой;
– усиливающий элемент содержит туннельную поперечную балку, проходящую от одной продольной балки к другой продольной балке и поперек туннеля, при этом туннельная поперечная балка изготовлена из упрочненной под прессом стали, имеющей предел прочности на разрыв равный не менее 1300 МПа;
– усиливающий элемент содержит одну заднюю поперечную балку (114), проходящую в поперечном направлении от поперечного края пола к другому поперечному краю пола у продольного конца туннеля;
– упрочненная под прессом сталь является сталью марки Usibor®;
– усиливающий элемент образует разомкнутый профиль, закрытый полом;
– материал пола отличается от материала усиливающего элемента;
– основание кузова транспортного средства дополнительно содержит по меньшей мере один соединительный элемент для соединения этого основания с рамой пикапа, при этом указанный соединительный элемент прикреплен к одной из поперечных балок усиливающего элемента;
Изобретение также относится к кузову транспортного средства, содержащему по меньшей мере дверную раму и основания средства согласно изобретению, при этом дверная рама содержит по меньшей мере переднюю стойку, центральную стойку и соединяющую их боковую балку, при этом передняя стойка прикреплена к передней поперечной балке усиливающего элемента основания, а центральная стойка прикреплена к задней поперечной балке усиливающего элемента основания.
Согласно другим особенностям изобретения, кузов транспортного средства включает в себя один или несколько следующих признаков, рассматриваемых отдельно или в любом технически возможном сочетании:
– дверная рама дополнительно содержит порог, соединяющий переднюю и центральную стойки, при этом поперечные балки усиливающего элемента приварены к указанному порогу;
– промежуточная поперечная балка прикреплена к порогу дверной рамы;
– порог включает в себя наружную и внутреннюю части, при этом поперечные балки усиливающего элемента приварены к упомянутой внутренней части порога;
– внутренняя часть порога изготовлена из стали с полностью мартенситной микроструктурой, имеющей предел прочности на разрыв равный не менее 1700 МПа.
Другие особенности и преимущества изобретения будут поняты из дальнейшего описания со ссылками на чертежи.
На фиг. 1 показан кузов транспортного средства согласно одному из вариантов осуществления изобретения, вид в перспективе;
на фиг. 2 – дверная рама кузова транспортного средства, показанного на фиг. 1, в разобранном состоянии, вид в перспективе;
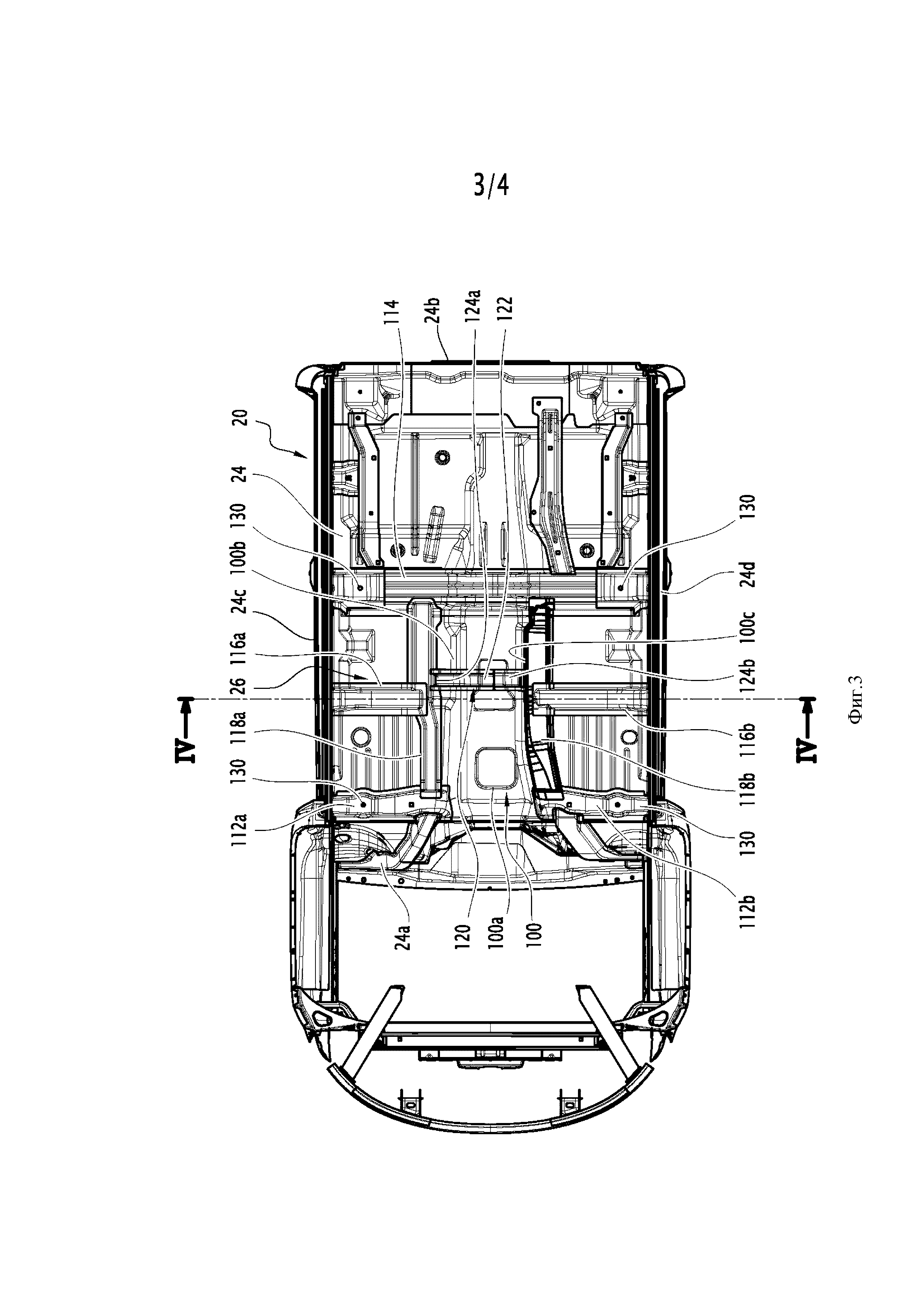
на фиг. 3 – основание кузова транспортного средства по фиг. 1, вид снизу;
на фиг. 4 – дверная рама и основание кузова транспортного средства в сборе, вид в сечении по IV-IV на фиг. 3.
В последующем описании понятия: «внутренний», «наружный», «передний», «задний», «поперечный», «продольный», «вертикальный» и «горизонтальный», следует понимать со ссылкой на стандартную ориентацию показанных элементов, частей или конструкций, когда они собраны в конструкцию транспортного средства.
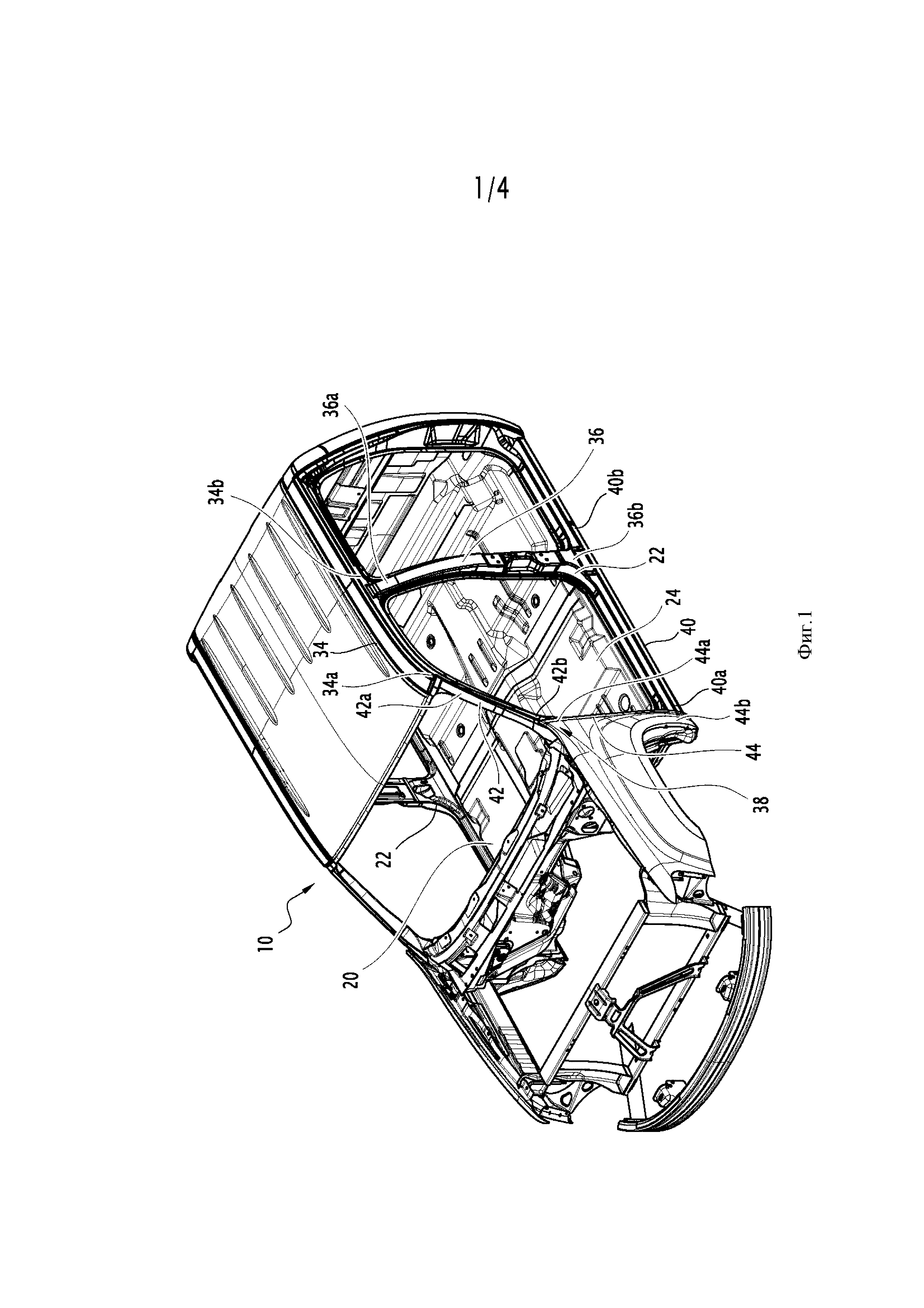
Показанный на фиг. 1 кузов 10 транспортного средства согласно одному из вариантов его выполнения представляет собой «рамный кузов», например, пикапа. Транспортное средство такого типа имеет раму, выполненную отдельно от кузова.
Кузов 10 содержит основание 20, с каждой которого расположена дверная рама 22.
Основание 20 кузова включает в себя пол 24 и усиливающий элемент 26, показанный на фиг. 3. Основание 20 кузова выполнено с возможностью присоединения к раме транспортного средства, что будет более подробно описано ниже.
Дверная рама 22 транспортного средства и каждый усиливающий элемент 26 основания кузова совместно образуют по меньшей мере часть усиленной конструкции 30 транспортного средства.
Дверная рама 22 транспортного средства содержит боковую балку 34, центральную стойку 36 и переднюю стойку 38. В показанном варианте выполнения дверная рама 22 дополнительно содержит порог 40.
Боковой балка 34 проходит по существу горизонтально вдоль продольного направления между передним концом 34a и задним концом 34b.
Передняя стойка 38 проходит вниз от переднего конца 34a боковой балки 34 по существу вдоль вертикального направления. Передняя стойка 38 содержит верхний участок 42 и нижний участок 44.
Верхний участок 42 проходит наклонно вперед и вниз от переднего конца 34a боковой балки 34. Таким образом, верхний участок 42 проходит между верхним концом 42a, сопряженным с передним концом 34a боковой балки 34, и нижним концом 42b.
Нижний участок 44 проходит по существу вертикально от нижнего конца 42b верхнего участка 42. Нижний участок 44 проходит между верхним концом 44a, сопряженным с нижним концом 42b верхнего участка 42, и нижним концом 44b.
Центральная стойка 36 проходит вниз от боковой балки 34 вдоль по существу вертикального направления. В показанном примере центральная стойка 36 проходит от промежуточного участка боковой балки 34, расположенной между передним концом 34a и задним концом 34b боковой балки 34. Таким образом, центральная стойка 36 проходит между верхним концом 36a, сопряженным с промежуточной частью боковой балки 34, и нижним концом 36b.
Таким образом, боковая балка 34 соединяет верхние концы передней и центральной стоек 38 и 36.
Порог 40 проходит по существу вдоль продольного направления между передним концом 40a и задним концом 40b.
Нижний конец передней стойки 38 сопряжен с передним концом 40a нижнего порога 40, а нижний конец 36b центральной стойки 36 сопряжен с промежуточной частью порога 40, расположенного между его передним 40a и задним 40b концами. Таким образом, порог 40 соединяет нижние концы передней центральной стоек 38 и 36.
Таким образом, дверной проем ограничен передней стойкой 38, центральной стойкой 36, боковой балкой 34 и порогом 40. Дверная рама 22 транспортного средства предназначена для установки двери, которая заполняет дверной проем, когда она закрыта.
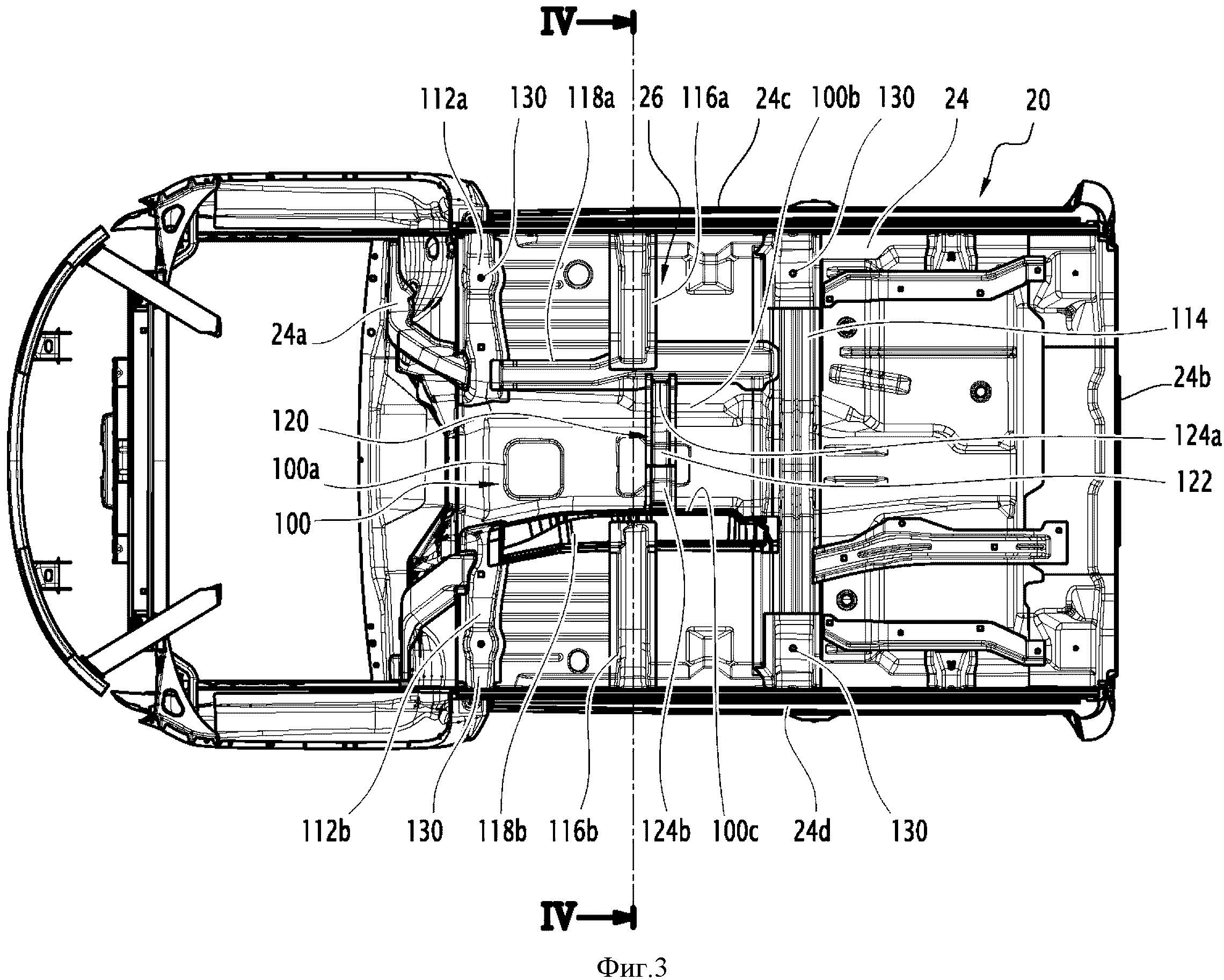
Как показано на фиг. 2, дверная рама 22 сформирована посредством сборки наружного усиливающего элемента 50 и внутреннего усиливающего элемента 52.
Внутренний и наружный усиливающие элементы 52 и 50 являются объемными.
Внутренний усиливающий элемент 52 содержит внутренние усиливающие части, включающие в себя внутреннюю часть 64 боковой балки, внутреннюю часть 66 центральной стойки и внутреннюю часть 68 передней стойки. Внутренние усиливающие части дополнительно содержат усиливающую часть 70 крыши.
Аналогично боковой балке 34, указанная внутренняя часть 64 проходит по существу горизонтально вдоль продольного направления между передним 64a и задним 64b концами.
Аналогично центральной стойке 36, указанная внутренняя часть 66 проходит вниз от внутренней части 64 боковой балки по существу вертикально. В показанном примере внутренняя часть 66 центральной стойки проходит от промежуточного участка внутренней части 64 боковой балки, расположенной между её передним 64a и задним 64b концами. Таким образом, внутренняя часть 66 центральной стойки проходит между верхним концом 66a, сопряженным с промежуточным участком внутренней части 64 боковой балки, и нижним концом 66b.
Внутренняя часть 68 передней стойки проходит вперед и вниз в наклонном направлении от переднего конца 64a внутренней части 64 боковой балки. Таким образом, внутренняя часть 68 передней стойки проходит между верхним концом 68a, сопряженным с передним концом боковой балки 34, и нижним концом 68b. Нижний конец 68b предпочтительно находится в горизонтальной плоскости, расположенной выше горизонтальной плоскости, в которой находится нижний конец передней стойки 38, т.е. внутренняя часть 68 передней стойки не проходит вдоль всей длины этой передней стойки 38, а проходит, например, только по длине верхнего участка 42 передней стойки.
Таким образом, внутренняя часть 64 боковой балки соединяет внутреннюю часть 68 передней стойки и внутренняя часть 66 центральной стойки.
Усиливающая часть 70 крыши проходит по существу в горизонтальной плоскости, расположенной внутри от переднего конца 64a внутренней части 64 боковой балки в направлении, по существу перпендикулярном внутренней части 68 передней стойки и внутренней части 64 боковой балки.
Усиливающая часть 70 крыши предназначена для поддержания переднего направляющего элемента крыши.
Усиливающая часть 70 крыши может быть изготовлена за одно целое с внутренней частью 64 боковой балки.
По меньшей мере часть внутренних усиливающих частей изготовлена из стали, упрочненной под прессом. Например, все внутренние усиливающие части изготовлены из упрочненной под прессом стали. Внутренние усиливающие части могут быть изготовлены из различных марок стали, упрочненных под прессом.
Упрочненная под прессом сталь предпочтительно имеет предел прочности на разрыв не менее 1300 МПа.
Упрочненная под прессом сталь может иметь состав, содержащий (масс. %): 0,10% ≤ C ≤ 0,5%; 0,5% ≤ Mn ≤ 3,0%; 0,1% ≤ Si ≤ 1,0%; 0,01% ≤ Cr ≤ 1,0%; Ti ≤ 0,2%; Al ≤ 0,1%; S ≤ 0,05%; P ≤ 0,1%; 0,0005% ≤ B ≤ 0,010%; остальное железо и неизбежные примеси, возникающие при изготовлении.
Упрочненная под прессом сталь является, например, сталью марки Usibor®, в частности, Usibor®1500.
Сталь может иметь покрытие, нанесенное гальванизацией, например, посредством любого подходящего процесса, такого как горячее покрытие, электроосаждение или вакуумное покрытие.
Предпочтительно, упрочненная под прессом сталь имеет структуру, состоящую по существу из феррита и перлита до горячей штамповки, и структуру, состоящую по существу из мартенсита после горячей штамповки.
Внутренний усиливающий элемент 52 дверной рамы транспортного средства имеет общую толщину, определяющую наименьший размер внутреннего усиливающего элемента 52 дверной рамы, от 0,7 до 1,3 мм.
Предпочтительно, по меньшей мере одна из внутренних усиливающих частей имеет толщину, отличную от толщины других внутренних усиливающих частей. Например, толщины внутренней части 64 боковой балки, внутренней части 66 центральной стойки и внутренней части 68 передней стойки отличаются друг от друга.
Каждая внутренняя усиливающая часть имеет толщину, согласованную с окончательным положением этой части в транспортном средстве и с требуемой прочностью.
Например, внутренняя часть 64 боковой балки вместе с усиливающей частью 70 крыши имеет толщину по существу равную 1,0 мм. Внутренняя часть 68 передней стойки имеет толщину около 0,9 мм. Внутренняя часть 66 центральной стойки имеет толщину около 1,1 мм.
Наружный усиливающий элемент 50 дверной рамы содержит наружные усиливающие части, включающие в себя наружную часть 74 боковой балки, наружную часть 76 центральной стойки и наружную часть 78 передней стойки. Наружные усиливающие части дополнительно содержат наружную часть 80 порога.
Аналогично боковой балки 34, указанная наружная часть 74 проходит по существу горизонтально вдоль продольного направления между передним концом 74a и задним концом 74b.
Аналогично центральной стойке 36, указанная наружная часть 76 проходит вниз от наружной части 74 боковой балки по существу вертикально. В показанном примере наружная часть 76 центральной стойки проходит от промежуточного участка наружной части 74 боковой балки, расположенной между её передним 74a и задним 74b концом. Таким образом, наружная часть 76 центральной стойки проходит между верхним концом 76a, сопряженным с промежуточным участком наружной части 74 боковой балки, и нижним концом 76b.
Аналогично передней стойке 38, указанная наружная часть 78 проходит вниз от переднего конца 74a наружной части 74 боковой балки вдоль общего по существу вертикального направления. Наружная часть 78 передней стойки содержит наружную верхнюю часть 82 передней стойки и наружную нижнюю часть 84 передней стойки.
Наружная верхняя часть 82 передней стойки проходит наклонно вперед и вниз от переднего конца 74a наружной части 74 боковой балки. Таким образом, наружная верхняя часть 82 передней стойки проходит между верхним концом 82a, прилегающим к переднему концу 74a наружной части 74 боковой балки, которая является верхним концом наружной части 78 передней стойки, и нижним концом 82b.
Наружная нижняя часть 84 передней стойки проходит по существу вертикально от нижнего конца наружной верхней части 82 передней стойки. Наружная нижняя часть 84 передней стойки проходит между верхним концом 84a, сопряженным с нижним концом 82b наружной верхней части 82 передней стойки, и нижним концом 84b, который является нижним концом наружной части 78 передней стойки.
Таким образом, наружная часть 74 боковой балки соединяет наружную часть 78 передней стойки и наружную часть 76 центральной стойки.
Аналогично порогу 40, указанная наружная часть 80 проходит по существу вдоль продольного направления между передним концом 80a и задним концом 80b.
Нижний конец 84b наружной части 78 передней стойки сопряжен с передним концом 76a наружной части 80 порога, а нижний конец 76b наружной части 76 центральной стойки сопряжен с промежуточным участком наружной части 80, расположенной между её передним 80a и задним 80b концами. Таким образом, наружная часть 80 порога соединяет наружную нижнюю часть 84 передней стойки с наружной частью 76 центральной стойки.
По меньшей мере часть наружных усиливающих частей изготовлена из упрочненной под прессом стали. В частности, все наружные усиливающие части изготовлены из упрочненной под прессом стали.
Предпочтительно, упрочненная под прессом сталь имеет предел прочности на разрыв не менее 1300 МПа.
Например, состав упрочненной под прессом стали содержит (масс. %): 0,10% ≤ C ≤ 0,5%; 0,5% ≤ Mn ≤ 3,0%; 0,1% ≤ Si ≤ 1,0%; 0,01% ≤ Cr ≤ 1,0%; Ti ≤ 0,2%; Al ≤ 0,1%; S ≤ 0,05%; P ≤ 0,1%; 0,0005% ≤ B ≤ 0,010%; остальное железо и неизбежные примеси, возникающие при изготовлении.
Упрочненная под прессом сталь представляет собой, например, сталь марки Usibor®, в частности, Usibor®1500.
Сталь может иметь покрытие, нанесенное гальванизацией, например, посредством любого подходящего процесса, такого как горячее покрытие, электроосаждение или вакуумное покрытие.
Наружные усиливающие части могут быть изготовлены из различных марок стали, упрочненных под прессом. Например, наружная часть 80 порога может быть изготовлена из упрочненной под прессом стали, отличной от сталей, из которых изготовлены другие наружные части. В частности, наружная часть 80 порога может быть изготовлена из стали марки Ductibor®, а другие наружные усиливающие части могут быть изготовлены из стали марки Usibor®.
Однако предпочтительно все наружные усиливающие части изготовлены из упрочненной под прессом стали одной и той же марки, чтобы при внешних силовых воздействиях распределение деформации было однородным внутри наружного усиливающего элемента 50.
В частности, упрочненная под прессом сталь предпочтительно имеет структуру, состоящую по существу из феррита и перлита до горячей штамповки, и структуру, состоящую по существу из мартенсита после горячей штамповки.
Наружный усиливающий элемент 50 дверной рамы имеет общую толщину, определяющую его наименьший размер, например, от 0,8 до 2,5 мм.
Предпочтительно, по меньшей мере одна из наружных усиливающих частей имеет толщину, отличную от толщины других наружных усиливающих частей. Например, толщины наружной части 74 боковой балки, наружной части 76 центральной стойки и наружной части 78 передней стойки отличаются друг от друга.
Каждая наружная часть имеет толщину, согласованную с окончательным положением этой части в транспортном средстве и с требуемой прочностью.
Например, наружная часть 74 боковой балки имеет толщину по существу 1,1 мм, наружная верхняя часть 82 передней стойки имеет толщину по существу 0,9 мм, а наружная нижняя часть 84 передней стойки имеет толщину по существу 1,1 мм. Согласно этому примеру, наружная часть 76 центральной стойки имеет толщину по существу 2,0 мм, а наружная часть 80 порога имеет толщину по существу 1,2 мм.
Наружный 50 и внутренний 52 усиливающие элементы дверной рамы имеют комплементарные формы, так что после сборки они образуют дверную раму 22.
В частности, боковая балка 34 сформирована посредством сборки её внутренней 64 и наружной 74 частей, а центральная стойка 36 – посредством сборки её внутренней 66 и наружной 76 частей.
Кроме того, передняя стойка 38 сформирована посредством сборки её внутренней 68 и наружной 78 частей. В частности, верхний участок 42 передней стойки сформирован посредством сборки её внутренней 68 и наружной верхней 82 частей.
В показанном примере нижний участок 44 передней стойки сформирован посредством использования наружной нижней части 84 передней стойки.
Наружный 50 и внутренний 52 усиливающие элементы дверной рамы транспортного средства сформированы в виде комплементарных разомкнутых профилей так, что часть передней стойки 38, центральная стойка 36 и боковая балка 34 дверной рамы 22 транспортного средства содержат полый замкнутый отсек.
В частности, наружные усиливающие части имеют разомкнутое поперечное сечение, содержащее по меньшей мере один нижний участок и две стенки, проходящие от каждого края нижнего участка.
Дверную раму 22 транспортного средства изготавливают следующим образом.
Способ изготовления дверной рамы 22 транспортного средства включает в себя этапы, на которых изготавливают внутренний 52 и наружный 50 усиливающие элементы дверной рамы и сбирают внутренний усиливающий элемент 52 с наружным усиливающим элементом 50 дверной рамы.
Внутренний усиливающий элемент 52 изготавливают посредством горячей штамповки заготовки, которую формируют посредством сборки нескольких заготовок.
Таким образом, способ изготовления внутреннего усиливающего элемента 52 включает в себя этап, на котором формируют по существу плоскую заготовку внутреннего усиливающего элемента дверной рамы. Форма заготовки внутреннего усиливающего элемента приспособлена к горячей штамповке для получения внутреннего усиливающего элемента требуемой формы.
Заготовка внутреннего усиливающего элемента является предпочтительно заготовкой, сваренной по «выкройке».
Способ формирования заготовки внутреннего усиливающего элемента включает в себя получение заготовки внутренней центральной стойки, заготовки внутренней передней стойки и заготовки внутренней боковой балки, при этом упомянутые внутренние заготовки являются по существу плоскими. Предпочтительно, способ формирования заготовки внутреннего усиливающего элемента дополнительно включает в себя получение заготовки усиливающего элемента крыши, изготовленного за одно целое с заготовкой внутренней боковой балки.
Формы и толщины заготовок внутренних частей приспособлены к тому, чтобы после горячей штамповки из заготовки внутренней центральной стойки, заготовки внутренней передней стойки, заготовки внутренней боковой балки и заготовки усиливающего элемента крыши можно было сформировать внутреннюю часть 66 центральной стойки, внутреннюю часть 68 передней стойки, внутреннюю часть 64 боковой балки и армирующую часть 70 крыши, соответственно.
Заготовки для изготовления внутренних частей получают, например, посредством разрезания стальных листов, например, листов, изготовленных из упрочненной под прессом стали, например, марки Usibor®, до требуемых форм.
Заготовку внутренней центральной стойки и заготовку внутренней передней стойки затем соединяют с заготовкой внутренней боковой балки для образования заготовки внутреннего усиливающего элемента.
В частности, верхний конец заготовки внутренней передней стойки соединяют с передним концом заготовки внутренней боковой балки, а верхний конец заготовки внутренней центральной стойки соединяют с промежуточным участком заготовки внутренней боковой балки.
Заготовки внутренних частей предпочтительно собирают посредством сварки, предпочтительно лазерной, так, чтобы эти заготовки были соединены вместе непрерывными сварочными швами.
В частности, заготовку внутренней центральной стойки и заготовку внутренней передней стойки соединяют с заготовкой внутренней боковой балки непрерывными сварочными швами.
Способ изготовления внутреннего усиливающего элемента 52 также включает в себя этап горячей штамповки заготовки внутреннего усиливающего элемента для придания объемной формы внутреннему усиливающему элементу 52.
Если заготовки внутренних частей изготавливают из упрочненной под прессом стали, то горячая штамповка приводит к упрочнению стали.
В частности, как указано выше, упрочненная под прессом сталь предпочтительно имеет структуру, состоящую по существу из феррита и перлита до горячей штамповки, и структуру, состоящую по существу из мартенсита после горячей штамповки и охлаждения.
Аналогично, наружный усиливающий элемент 50 изготавливают посредством горячей штамповки заготовки наружного элемента, которая сформирована посредством сборки нескольких заготовок.
Таким образом, изготовление наружного усиливающего элемента 50 включает в себя этап, на котором получают по существу плоскую заготовку наружного усиливающего элемента. Форма заготовки наружного усиливающего элемента приспособлена к горячей штамповке для формирования наружного усиливающего элемента требуемой формы.
Предпочтительно, заготовка наружного усиливающего элемента является заготовкой, сваренной по «выкройке».
Формирование заготовки наружного усиливающего элемента включает в себя получение заготовки наружной центральной стойки, заготовки наружной верхней передней стойки, заготовки наружной нижней передней стойки, заготовки наружной боковой балки и заготовки наружного порога. При этом указанные заготовки наружных частей являются по существу плоскими.
Формы и толщины заготовок наружных частей приспособлены к тому, чтобы после горячей штамповки из заготовки наружной центральной стойки, заготовки наружной, верхней передней стойки, заготовки наружной нижней передней стойки, заготовки наружной боковой балки и заготовки наружного порога можно было сформировать наружную часть 76 центральной стойки, наружную верхнюю часть 82 передней стойки, наружную нижнюю часть 84 передней стойки, наружную часть 74 боковой балки и наружную часть 80 порога, соответственно.
Заготовки наружных частей получают, например, посредством разрезания стальных листов, например, листов из упрочненной под прессом стали, например, марки Usibor®, до требуемых форм.
Заготовку наружной центральной стойки и заготовку наружной верхней передней стойки затем соединяют с заготовкой наружной боковой балки; заготовку наружной, нижней передней стойки соединяют с заготовкой наружной верхней передней стойки; заготовку наружного порога соединяют с заготовкой наружной нижней передней стойки и с заготовкой наружной центральной стойки для сформирования заготовки наружного элемента.
В частности, верхний конец заготовки наружной верхней передней стойки соединяют с передним концом заготовки наружной боковой балки, а верхний конец заготовки наружной центральной стойки соединяют с промежуточным участком заготовки наружной боковой балки. Кроме того, нижний конец заготовки наружной верхней передней стойки соединяют с верхним концом заготовки наружной нижней передней стойки; нижний конец заготовки наружной нижней передней стойки соединяют с передним концом заготовки наружного порога; и нижний конец заготовки наружной центральной стойки соединяют с промежуточным участком заготовки наружного порога.
Заготовки наружных частей предпочтительно собирают посредством сварки, предпочтительно лазерной, так, чтобы они были соединены вместе непрерывными сварочными швами.
Изготовление наружного усиливающего элемента 50 дополнительно включает этап горячей штамповки заготовки наружного усиливающего элемента для формирования объемного наружного усиливающего элемента 50.
Если заготовки внутренних частей изготавливают из упрочненной под прессом стали, то горячая штамповка приводит к упрочнению стали.
Внутренний 52 и наружный 50 усиливающие элементы дверной рамы затем собирают, например, посредством сварки.
Использование упрочненной под прессом стали для изготовления заготовок внутренних и наружных частей, обеспечивает им хорошую пластичность для того, чтобы их можно было подвергать горячей штамповке для формирования внутреннего и наружного усиливающих элементов дверной рамы без возникновения местных сужений или утолщений стали, а также для обеспечения сверхвысокой прочности внутреннего и наружного усиливающих элементов дверной рамы после горячей штамповки.
Сборка заготовок внутренних частей (соответственно, заготовок наружных частей) для формирования заготовки внутреннего усиливающего элемента дверной рамы (соответственно, заготовки наружного усиливающего элемента дверной рамы) до её горячей штамповки позволяет использовать один пресс для формирования всего внутреннего усиливающего элемента 52 дверной рамы (соответственно, всего наружного усиливающего элемента 50 дверной рамы), в результате чего снижается стоимость изготовления внутреннего 52 и наружного 50 усиливающих элементов.
Кроме того, формирование заготовки внутреннего усиливающего элемента дверной рамы (соответственно, заготовки наружного усиливающего элемента дверной рамы) посредством сборки нескольких заготовок внутренних частей (соответственно, нескольких заготовок наружных частей) позволяет получить переменную толщину различных частей внутреннего усиливающего элемента 52 (соответственно, наружного усиливающего элемента 50), и дополнительно позволяет сократить расход материала благодаря более рациональному комплектованию.
Кроме того, сборке заготовок внутренних частей (соответственно, заготовок наружных частей) для формирования заготовки внутреннего усиливающего элемента дверной рамы (соответственно, заготовки наружного усиливающего элемента дверной рамы) до её горячей штамповки позволяет использовать лазерную сварку для сборки заготовок внутренних частей (соответственно, заготовок наружных частей), вместо точечной сварки. При использовании лазерной сварки получается непрерывный сварочный шов между заготовками и, следовательно, обеспечивается большая упругость и, таким образом, большее сопротивление разрушению, чем при точечной сварке.
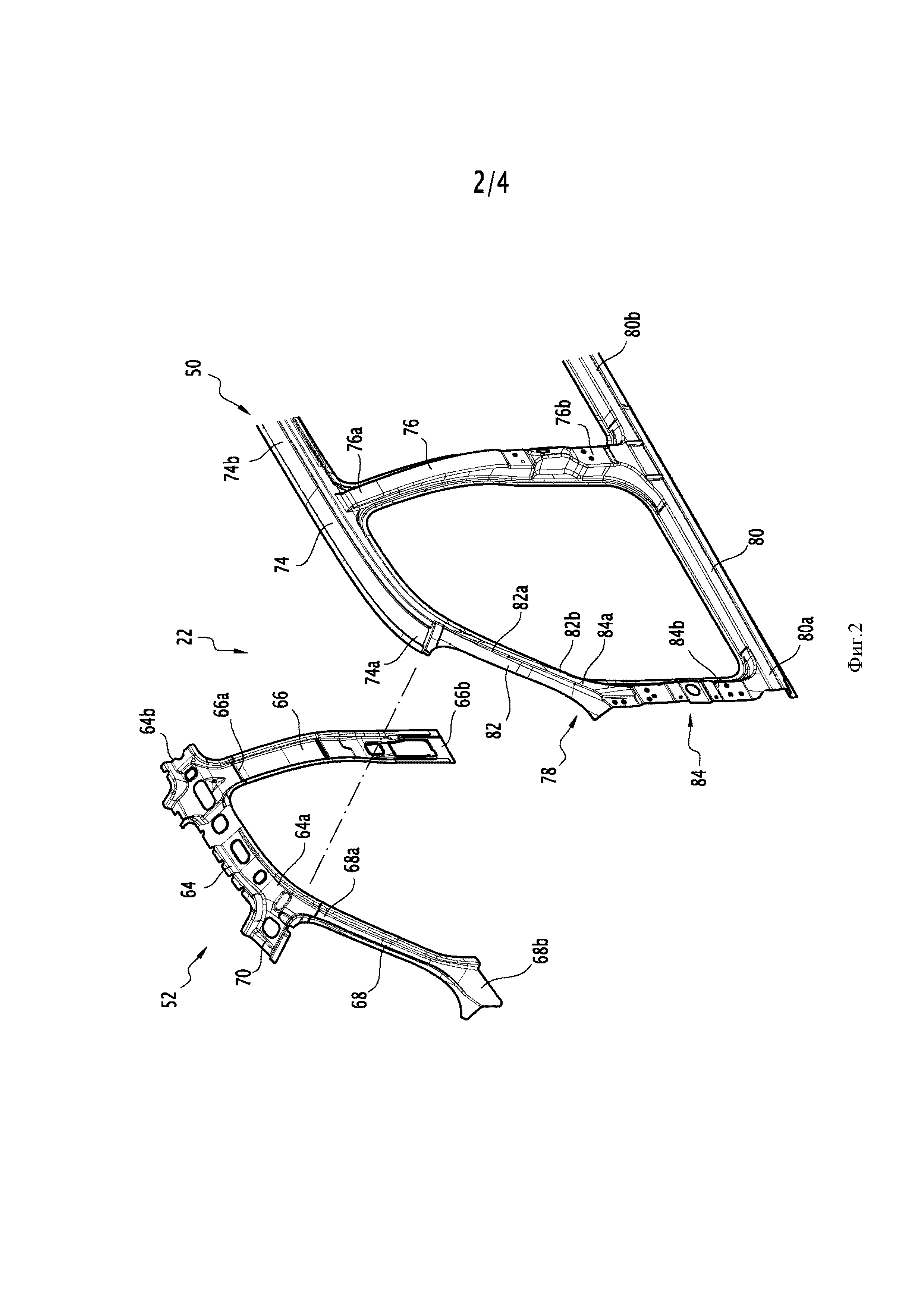
Основание 20 кузова (фиг. 3) содержит пол 24 и усиливающий элемент 26.
Пол 24 обычно проходит в горизонтальной плоскости. Пол 24 проходит продольно между передней стороной 24a и задней стороной 24b, а в поперечном направлении – между правой 24c и левой 24d сторонами.
Пол 24 включает в себя продольный туннель 100, образующий открытое снизу углубление. Туннель 100 проходит от передней стороны 24a пола 24 к задней стороне 24b, между двумя боковыми частями пола.
Туннель 100 содержит по существу горизонтальную верхнюю стенку 100a и две по существу продольные вертикальные боковые стенки 100b, 100c. Каждая боковая стенка 100b, 100c проходит между верхним краем, сопряженным с верхней стенкой, и нижним краем, сопряженным с одной из боковых частей пола.
Пол 24 изготовлен, например, из стали.
Усиливающий элемент 26 прикреплен к нижней стороне пола 24 и предназначен для придания упругости основанию 20 кузова транспортного средства.
Усиливающий элемент 26 включает в себя решетку из балок, предназначенную для поглощения напряжений при столкновении транспортного средства. В частности, усиливающий элемент 26 приспособлен для поглощения напряжений, воспринимаемых ободом двери, например, во время бокового столкновения.
Таким образом, усиливающий элемент 26 содержит несколько усиливающих балок, прикрепленных к полу 24.
В частности, усиливающие балки содержат по меньшей мере одну переднюю поперечную балку и заднюю поперечную балку, проходящие параллельно друг другу.
В показанном примере усиливающие балки содержат две передние поперечные балки 112a, 112b и одну заднюю поперечную балку 114.
Усиливающие балки дополнительно содержат две промежуточные поперечные балки 116a, 116b, две продольные балки 118a, 118b и туннельную поперечную балку 120.
Две передние поперечные балки 112a, 112b проходят в поперечно передней части пола 24 с каждой стороны туннеля 100. Каждая передняя поперечная балка 112a, 112b проходит между внутренним концом, сопряженным с нижним краем боковой стенки 100b, 100c туннеля 100, и наружным концом, сопряженным с боковой стороной 24c, 24d пола 24.
Задняя поперечная балка 114 проходит в центральной части пола 24 параллельно передним поперечным балкам 112a, 112b. Таким образом, задняя поперечная балка 114 проходит между правой 24c и левой 24d сторонами пола 24.
В частности, передние поперечные балки 112a, 112b и задняя поперечная балка 114 выполнены так, чтобы при сборке основания 20 кузова с дверной рамой 22 наружными концами каждой передней поперечной балки 112a, 112b можно было присоединить переднюю стойку 38 дверной рамы 22, и каждый конец задней поперечной балки можно было присоединить к центральной стойке 36 дверной рамы 22.
Две промежуточные поперечные балки 116a, 116b проходят с каждой стороны туннеля 100 и между передними поперечными балками 112a, 112b и задней поперечной балкой 114 параллельно им. Каждая промежуточная поперечная балка 116a, 116b проходит между внутренним краем, сопряженным с нижним краем боковой стенки туннеля 100, и наружным краем, сопряженным с боковой стороной пола 24.
Например, промежуточные поперечные балки 116a, 116b проходят по существу посередине между передними поперечными балками 112a, 112b и задней поперечной балкой 114.
Таким образом, промежуточные поперечные балки 116a, 116b выполнены так, чтобы при сборке основание 20 кузова с дверной рамой 22 наружный конец каждой промежуточной поперечной балки 116a, 116b можно было присоединить к порогу 40 дверной рамы 22.
Две продольные балки 118a, 118b проходят продольно с каждой стороны туннеля 100. Каждая продольная балка 118a, 118b проходит между передним концом, сопряженным с передней поперечной балкой 112a, 112b, и задним концом, сопряженным с задней поперечной балки 114. Таким образом, каждая продольная балка 118a, 118b соединяет одну из передних поперечных балок 112a, 112b с задней поперечной балкой 114.
Кроме того, каждая продольная балка 118a, 118b содержит промежуточный участок, прилегающий к внутреннему концу промежуточной поперечной балки 116a, 116b. Таким образом, каждой продольная балка 118a, 118b соединяет одну из передних поперечных балок 112a, 112b с промежуточной поперечной балкой 116a, 116b и с задней поперечной балкой 114.
Туннельная поперечная балка 120 проходит от одной продольной балки 118a к другой продольной балке 118b и поперек туннеля 100. Таким образом, туннельная поперечная балка 120 содержит центральный участок 122, пересекающий туннель 100 и расположенный между двумя концами 124a, 124b, присоединенными к продольным балкам 118a. Центральная участок 120a туннельной поперечной балки 120 содержит по существу горизонтальную верхнюю стенку, прикрепленную к верхней стенке туннеля 100, а две каждые по существу продольные вертикальные боковые стенки прикреплены к боковой стенке туннеля 100.
Предпочтительно, туннельная поперечная балка 120 не выровнена в поперечном направлении с промежуточными поперечными балками 116a, 116b, из-за чего имеется смещение в продольном направлении между туннельной поперечной балкой 120 и промежуточными поперечными балками 116a, 116b.
Благодаря такому смещению напряжение, воспринимаемое промежуточными поперечными балками 116a, 116b, не передается непосредственно к туннельной поперечной балке 120, а передается через продольные балки 118a, 118b. Действительно, так как туннельная поперечная балка 120 не является прямой, она работает не на сжатие, а на изгиб, когда испытывает поперечное напряжение, и, следовательно, легче изгибается, чем прямая балка. Наличие смещения между туннельной поперечной балкой 120 и промежуточными поперечными балками 116a, 116b позволяет сократить риск изгиба туннельной поперечной балки 120.
Каждая передняя поперечная балка 112a, 112b и задняя поперечная балка 114 имеют пазы 130 для размещения соединительного элемента, также называемого опорой кузова, предназначенной для присоединения основания 20 кузова к раме.
Предпочтительно, усиливающий элемент 26 основания кузова изготовлен из стали (или из нескольких разных сталей), отличной от стали, из которой изготовлен туннель 100, и имеющей предел прочности на разрыв, превышающим этот показатель стали, из которой изготовлен туннель 100.
Предпочтительно, по меньшей мере некоторые из усиливающих балок изготовлены из стали с пределом прочности на разрыв не менее 1300 МПа. Например, сталь представляет собой упрочненную под прессом сталь, которая после прессования имеет предел прочности на разрыв 1300 МПа или больше.
Например, упрочненная под прессом сталь имеет состав, содержащий (масс. %): 0,10% ≤ C ≤ 0,5%; 0,5% ≤ Mn ≤ 3,0%; 0,1% ≤ Si ≤ 1,0%; 0,01% ≤ Cr ≤ 1,0%; Ti ≤ 0,2%; Al ≤ 0,1%; S ≤ 0,05%; P ≤ 0,1%; 0,0005% ≤ B ≤ 0,010%; остальное железо и неизбежные примеси, возникающие при изготовлении.
Упрочненная под прессом сталь представляет собой, например, сталь марки Usibor®, в частности, Usibor®1500 или Usibor®2000.
Сталь может иметь покрытие, нанесенное гальванизацией, например, посредством любого подходящего процесса такого, как горячее покрытие, электроосаждение или вакуумное покрытие.
В частности, упрочненная под прессом сталь предпочтительно имеет структуру, состоящую по существу из феррита и перлита до горячей штамповки, и структуру, состоящую по существу из мартенсита после горячей штамповки.
Усиливающий элемент 26 основания кузова имеет общую толщину, определяющую наименьший размер, например, от 0,7 до 1,5 мм.
Предпочтительно, по меньшей мере одна из усиливающих балок имеет толщину, отличную от толщины других балок. Например, толщины передних поперечных балок 112a, 112b, задней поперечной балки 114, промежуточных поперечных балок 116a, 116b, продольных балок 118a, 118b и туннельной поперечной балки 120 отличаются друг от друга.
Каждая усиливающая балка имеет толщину, согласованную с окончательным положением этой части в транспортном средстве и с требуемой прочностью.
Туннельная поперечная балка 120 предпочтительно имеет толщину, большую толщины других балок, из-за непрямой формы этой балки, в частности, для исключения изгиба туннельной поперечной балки 120.
Например, передние поперечные балки 112a, 112b имеют толщину по существу 1,2 мм, а задняя поперечная балка 114 имеет толщину по существу 1,2 мм. Промежуточные поперечные балки 116a, 116b имеют, например, толщину по существу 1,3 мм, продольные балки 118a, 118b имеют, например, толщину по существу 1,2 мм, а туннельная поперечная балка 120 имеет, например, толщину по существу 1,5 мм.
Усиливающие балки имеют разомкнутое поперечное сечение, при этом усиливающий элемент 26 основания кузова имеет разомкнутый профиль. Разомкнутое поперечное сечение каждой усиливающей балки имеет по меньшей мере нижний участок и проходящие от каждого края нижнего участка две стенки.
Усиливающий элемент 26 основания кузова прикреплен к полу 24 так, что он закрыт разомкнутым профилем.
Усиливающий элемент 26 основания кузова и пол 24 предпочтительно прикреплены друг к другу сваркой, например, точечной.
Изготовление основания 20 кузова транспортного средства включает в себя этапы, на которых: изготавливают пол 24 и усиливающий элемент 26 основания кузова и сбирают указанный усиливающий элемент 26 с полом 24 для формирования основания 20 кузова транспортного средства.
Пол 24 изготавливают, например, посредством штамповки по существу прямоугольной заготовки.
Усиливающий элемент 26 основания кузова изготавливают посредством формирования каждой усиливающей балки и их сборки.
Таким образом, изготовление усиливающего элемента 26 основания кузова включает в себя этап формирования по существу плоских заготовок усиливающих балок.
Формирование заготовок усиливающих балок включает в себя формирование двух заготовок передних поперечных балок, заготовки задней поперечной балки, заготовок двух промежуточных поперечных балок, заготовок двух продольных балок и заготовки туннельной поперечной балки.
Формы и толщины заготовок усиливающих балок приспособлены к тому, чтобы после горячей штамповки из заготовок передних поперечных балок, заготовки задней поперечной балки, заготовок промежуточных поперечных балок, заготовок продольных балок и заготовки туннельной поперечной балки можно было сформировать передние поперечные балки 112a, 112b, заднюю поперечную балку 114, промежуточные поперечные балки 116a, 116b, продольные балки 118a, 118b и туннельную поперечную балку 120, соответственно.
Заготовки усиливающих балок получают, например, посредством разрезания стальных листов, например, листов из упрочненной под прессом стали, например, стали марки Usibor®, до требуемых форм
Заготовки усиливающих балок затем подвергают горячей штамповке для формирования усиливающих балок, после чего их охлаждают.
Усиливающие балки затем собирают для формирования усиливающего элемента 26 основания кузова.
В частности, передний конец каждой продольной балки 118a, 118b соединяют с внутренним краем передней поперечной балки 112a, 112b; промежуточный участок каждой продольной балки 118a, 118b соединяют с внутренним краем промежуточной поперечной балки 116a, 116b; а задний конец каждой продольной балки 118a, 118b соединяют с задней поперечной балкой 114.
Кроме того, каждый край туннельной поперечной балки 120 соединяют с продольной балкой 118a, 118b.
Усиливающие балки предпочтительно соединяют посредством сварки, например, точечной или лазерной.
Использование упрочненной под прессом стали для изготовления по меньшей мере части усиливающего элемента 26 основания кузова обеспечивает хорошую пластичность заготовок усиливающей балки, в результате чего заготовки усиливающей балки могут быть подвержены горячей штамповке для формирования усиливающих балок без возникновения местных сужений или утолщений стали, а также для обеспечения сверхвысокой прочности усиливающих балок после горячей штамповки и охлаждения.
Использование упрочненной под прессом стали, имеющей предел прочности на разрыв не менее 1300 МПа, обеспечивает повышенную защищенность при столкновениях, в частности, при боковых столкновениях, и при этом не требуется увеличение толщины балок и, таким образом, не происходит увеличение веса основания кузова транспортного средства.
Кузов 10 транспортного средства формируют посредством сборки основания 20 и по меньшей мере одной дверной рамы 22 с одной стороны этого 20 основания, предпочтительно двух дверных рам 22 с каждой стороны основания 20 кузова.
Далее описан способ сборки кузова 10 транспортного средства с одной дверной рамой 22, расположенной с одной стороны основания 20, однако следует понимать, что вторая дверная рама 22 может быть установлена таким же образом, но с другой стороны основания 20.
Дверную раму 22 прикрепляют с боковой стороны основания 20 кузова, предпочтительно так, чтобы передняя стойка 38 была прикреплена к передней поперечной балке 112a усиливающего элемента 26 основания кузова, и центральная стойка 36 – к задней поперечной балке 114 этого усиливающего элемента 26. Кроме того, промежуточную поперечную балку 116a прикрепляют к порогу 40.
Таким образом, при столкновении энергия, воспринимаемая дверной рамой 22, в частности, передней и центральной стойками, может эффективно передаваться на основание 20 кузова.
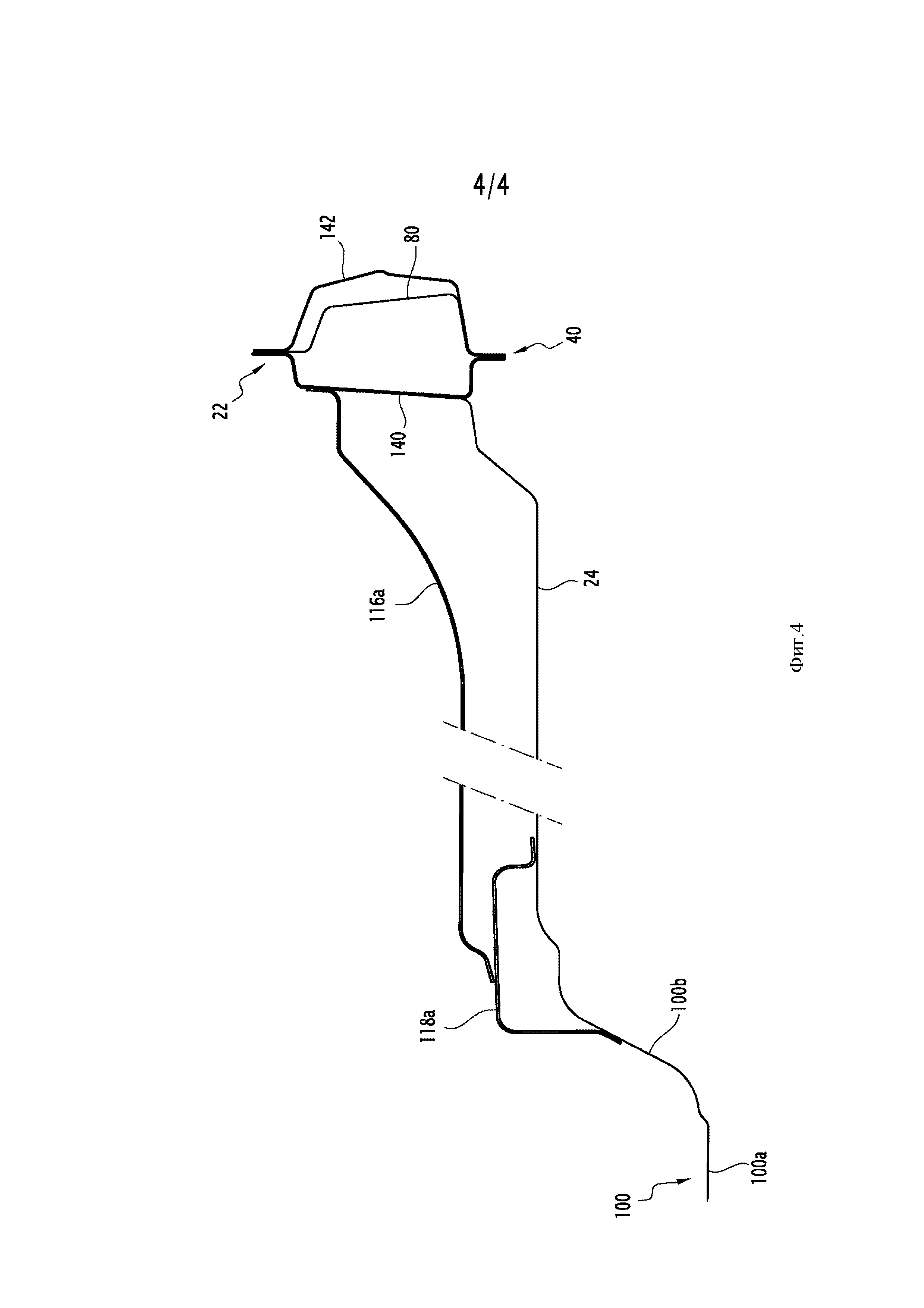
Предпочтительно, поперечные балки 112a, 114 и 116a прикреплены к дверной раме 22 посредством внутренней части 140 порога (фиг. 4), представляющего собой соединительный стальной лист, проходящий между передней поперечной балкой 112a и задней поперечной балкой 114. Например, поперечные балки 112a, 114 и 116a прикрепляют к дверной раме 22 транспортного средства посредством сварки.
Внутренняя часть 140 порога проходит по существу в продольном направлении. Внутреннюю часть 140 порога прикрепляют, например, посредством сварки с наружной частью 80 порога для формирования порога 40. Внутренняя часть 140 порога имеет форму, комплементарную к форме наружной части 80 порога так, чтобы при соединении стального листа 140 и наружной части 80 порога они образовывали порог 40 с полым закрытым пространством.
Внутреннюю часть 140 порога изготавливают, например, из стали с полностью мартенситной микроструктурой, предпочтительно имеющей предел прочности на разрыв не менее 1700 МПа. Сталь внутренней часть 140 порога представляет собой, например, сталь марки MS1700®.
Наружная часть 80 порога покрыта наружной декоративной панелью 142.
Сформированное таким образом основание кузова обладает повышенной защищенностью транспортного средства при столкновении, в частности, при боковом столкновении. В частности, положение передней и задней поперечных балок, обращенных к передней и центральной стойкам 38 и 36, соответственно, позволяет распределить напряжения, воспринимаемые транспортным средством во время столкновения, и обеспечить эффективную поддержку передней и центральной стоек. Кроме того, обращенная к порогу 40 промежуточная поперечная балка 116a может поглощать энергию при боковом столкновении, произошедшего между передней и центральной стойками, и, следовательно, при боковом столкновении может быть ограничен риск проникновения внутрь пространства транспортного средства.
Следует понимать, что описанные выше варианты выполнения не ограничивают объем изобретения.
Усиленный бампер автомобиля
Способ изготовления трехмерного внутреннего усиливающего элемента дверной рамы транспортного средства, дверной рамы транспортного средства и усиливающей конструкции транспортного средства
Створка автомобиля и способ её изготовления
Усиливающий элемент для транспортного средства, способ его изготовления и дверь транспортного средства
Конструктивная деталь автомобиля и способ ее изготовления
Передняя часть кузова транспортного средства, кузов транспортного средства и способ изготовления передней части кузова транспортного средства
Способ изготовления внутреннего элемента конструкции автомобиля, содержащего ограниченные усиленные участки
Продольный элемент большегрузного транспортного средства

