Результат интеллектуальной деятельности: СПОСОБ ФИКСАЦИИ ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ТРУБЫ НА КОНЦАХ МЕТАЛЛИЧЕСКОЙ ФУТЕРОВАННОЙ ТРУБЫ
Вид РИД
Изобретение
Изобретение относится к области трубопроводного транспорта и может быть использовано при строительстве и ремонте трубопроводов, футерованных пластмассовой трубой, транспортирующих агрессивные среды.
Известен способ соединения труб с внутренним термопластичным покрытием (патент RU №2157479, МПК F16L 13/02, опубл. в бюл. №28 от 10.10.2000), включающий удаление покрытия от торцов труб, размещение внутри концов труб втулки с внутренним покрытием с двумя кольцевыми канавками на ее концах, в которые размещены уплотнительные кольца. В проточку втулки, выполненную в ее середине, располагают термопластичный материал так, чтобы его концы располагались внутри концов покрытия соединяемых труб. Фиксацию термопластичного покрытия труб от осевого сдвига и герметизацию полости между покрытием и стальной трубой осуществляют сваркой концов термопластичного покрытия стальных труб с термопластичным материалом втулки за счет тепла, выделяемого при сварке концов стальных труб.
Недостатком данного способа является низкая надежность фиксации термопластичного покрытия труб от осевого сдвига и герметизации полости между покрытием и стальной трубой в связи с тем, что для сварки концов термопластичного покрытия стальных труб с термопластичным материалом втулки применяется тепло от сварки концов стальных труб. Количество данного тепла нестабильно и зависит от многих факторов: толщины соединяемых стальных труб, температуры окружающей среды, расстояния от сварного шва стальных труб до места сварки термопластичных материалов, типа применяемых термопластичных материалов и т.д. Низкая надежность герметизации подтверждается наличием у втулки дополнительных уплотнительных колец, что приводит к удорожанию ее конструкции.
Известен способ изготовления стальной трубы с внутренней пластмассовой трубой для соединения сваркой (патент RU №2525032, МПК F16L 13/02, опубл. в бюл. №22 от 10.08.2014), включающий футерование внутренней поверхности металлической трубы пластмассовой трубой, удаление концов пластмассовой трубы на длину, превышающую длину зоны термической деструкции пластмассовой трубы от места сварки, закрепление концов пластмассовой трубы к внутренней поверхности стальной трубы втулками. Наружные втулки, изготовленные из того же металла, что и труба, устанавливают внутри концов стальной трубы до упора их внутренних концов в торцы пластмассовой трубы и закрепляют путем дорнирования. Внутренние втулки из коррозионностойкой стали устанавливают во внутреннюю полость наружных втулок и в концы пластмассовой трубы. Концы пластмассовой трубы закрепляются путем раздачи втулок при помощи гидропресса, снабженного специальным расширителем. Внутренние втулки, наружные втулки и концы пластмассовой трубы склеиваются между собой клеем, мастикой или при помощи герметика. Затем на концах трубы делают фаски под сварку.
Недостатком данного способа является то, что для фиксации концов пластмассовой трубы от осевого смещения и герметизации полости между пластмассовой трубой и стальной трубой требуются дорогостоящее прессовое оборудование и соответствующая ему технологическая оснастка. При необходимости осуществления способа в полевых условиях, например, при ремонте или строительстве трубопроводов с внутренними пластмассовыми трубами, необходимы также специальный транспорт и грузоподъемный механизм для доставки прессового оборудования к месту проведения работ и манипуляции прессовым оборудованием в траншее для раздачи втулок на торцах ремонтируемого или строящегося трубопровода. При раздаче втулок по их внутренней поверхности при помощи пресса перемещается инструмент, увеличивающий их диаметр для защемления пластмассовой трубы. При этом нельзя применять внутреннее противокоррозионное покрытие для втулок, так как оно может разрушиться под действием трения инструмента по их внутренней поверхности. Поэтому в способе для защиты втулки от коррозии часть ее изготавливается из дорогостоящей коррозионностойкой стали. Все это приводит к удорожанию выполняемых работ. Кроме того, герметизация полости между пластмассовой трубой и стальной трубой прессовым защемлением концов пластмассовой трубы втулками имеет низкую надежность. Поэтому в способе дополнительно между втулкой и концом пластмассовой трубы располагают герметик.
Техническими задачами предлагаемого изобретения являются повышение надежности фиксации концов пластмассовой трубы от осевого смещения и герметизации полости между пластмассовой трубой и металлической трубой, футерованной пластмассовой трубой, и снижение себестоимости выполнения данных работ.
Поставленные задачи решаются способом, включающим футерование внутренней поверхности металлической трубы пластмассовой трубой, удаление концов пластмассовой трубы от торцов металлической трубы на длину, превышающую длину зоны термической деструкции пластмассовой трубы от места соединения металлических труб сваркой, закрепление концов пластмассовой трубы к внутренней поверхности концов металлической трубы втулками.
Новым является то, что втулку изготавливают цельной из материала, близкого по свойствам материалу металлической трубы, на наружной поверхности втулки выполняют проточку длиной, достаточной для герметичного соединения с пластмассовой трубой, и диаметром меньше внутреннего диаметра пластмассовой трубы, поверхность втулки покрывают полимерным антикоррозионным покрытием, перед установкой втулки на нее снаружи наносят клеевой состав с заполнением проточки, конец пластмассовой трубы разогревают на длину не менее длины проточки до температуры, обеспечивающей максимальную адгезию пластмассы с клеящим составом, нанесенным на втулку, перед установкой которой внутрь пластмассовой трубы вставляют полый толкатель с наружным диаметром меньше внутреннего диаметра пластмассовой трубы, а внутренним - больше наружного диаметра проточки, установку втулки внутрь металлической трубы производят до совмещения торца проточки с торцом пластмассовой трубы, клеящий состав прижимают к внутренней поверхности пластмассовой трубы и к наружной поверхности проточки путем механического уплотнения толкателем в осевом направлении.
На фиг. 1 изображен конец металлической трубы, футерованной пластмассовой трубой, в разогретый конец которой установлена втулка с нанесенным клеевым составом.
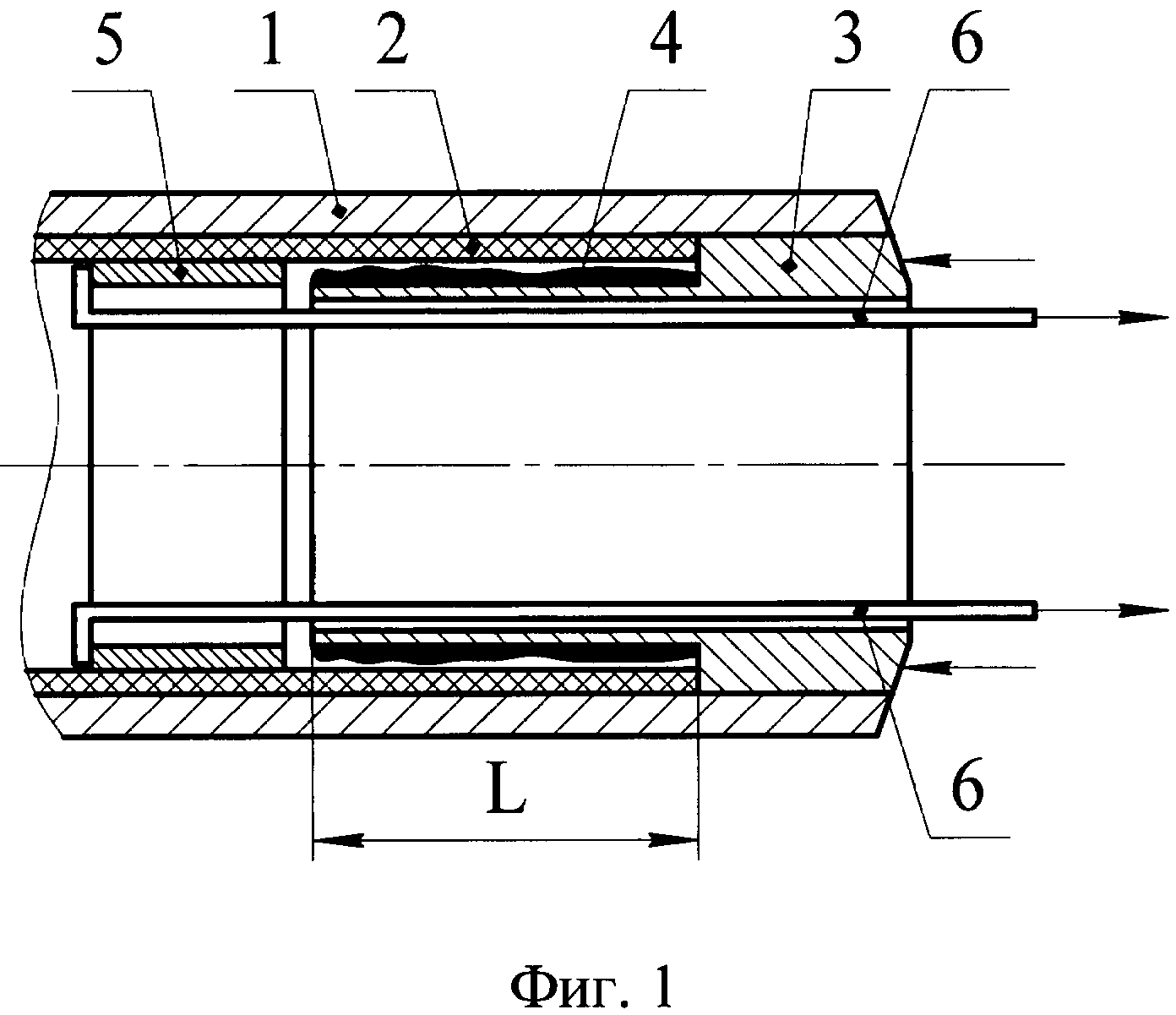
На фиг. 2 изображен процесс прижатия клеящего состава к склеиваемым поверхностям путем его механического уплотнения в осевом направлении.
Способ может быть осуществлен следующим образом.
Внутреннюю поверхность металлической трубы 1 (фиг. 1) футеруют пластмассовой трубой 2. Концы пластмассовой трубы 2 удаляют на длину, превышающую длину зоны термической деструкции пластмассовой трубы 2 от места соединения металлических труб сваркой, т.е. от торцов металлической трубы 1. Изготавливают втулку 3 из материала, близкого по свойствам материалу металлической трубы 1. На наружной поверхности втулки делают проточку длиной L с наружным диаметром меньше, чем внутренний диаметр пластмассовой трубы, для образования между ними гарантированного зазора. На поверхность втулки наносят полимерное антикоррозионное покрытие (вследствие малой толщины на фиг. 1 не изображено). На наружную поверхность проточки L втулки 3 наносят клеящий состав 4 с максимальной толщиной, позволяющей свободно вводить втулку 3 во внутреннюю полость пластмассовой трубы 2. Конец пластмассовой трубы 2 на длину L очищают и нагревают до температуры, которая обеспечивает склеивание клеящим составом 4 пластмассовой трубы 2 с наружной поверхностью проточки длиной L втулки 3. Для нагрева при отрицательных температурах или при нагреве пластмассы до высоких температур могут использоваться электрические фены, газовые горелки, ТВЧ нагреватели и т.д. При совпадении температуры окружающей среды с температурой склеивания нагревателем можно считать саму окружающую среду. Например, при изготовлении пластмассовой трубы 2 из полиэтилена в качестве клеящего состава 4 можно использовать эпоксидный герметик. При этом температура нагрева пластмассовой трубы 2, например, из полиэтилена высокого давления, должна составлять 120-130°С (близкая к температуре плавления). Как показывают исследования, механическая прочность на разрыв такого склеивания полиэтилена с эпоксидным полимерным покрытием втулки 3 после остывания и полимеризации при длине контакта в осевом направлении, равной 20 мм, выше, чем механическая прочность полиэтиленовой трубы толщиной 4 мм. Это является достаточным условием фиксации пластмассовой трубы 2 относительно втулки 3. Таким образом, механическую прочность склеивания можно обеспечить требуемой длиной проточки L втулки 3, контактирующей с пластмассовой трубой 2. Во внутреннюю полость разогретого конца пластмассовой трубы 2 вводят толкатель 5 цилиндрической формы. Наружный диаметр толкателя 5 меньше внутреннего диаметра пластмассовой трубы 2, а внутренний диаметр больше наружного диаметра проточки длиной L втулки 3. Затем втулку 3 с клеящим составом 4 вводят в конец металлической трубы 1 и частично в разогретый конец пластмассовой трубы на длину L. После этого толкатель 5 вручную (для труб больших диаметров) или при помощи двух рычагов 6 (для труб малых диаметров) вводится в зазор между пластмассовой трубой 2 и проточкой втулки 3. В результате данной операции (фиг. 2) клеящий состав 4 механически уплотняется в осевом направлении, заполняет всю полость между втулкой 3 и разогретым концом пластмассовой трубы 2 и плотно прижимается к их поверхностям, что обеспечивает надежное склеивание и фиксацию пластмассовой трубы 2 относительно втулки 3. Полное заполнение клеящим составом 4 полости между втулкой 3 и концом пластмассовой трубы 2 обеспечивает ее надежную герметизацию.
Преимущества предлагаемого способа:
- осуществляется без громоздкого и дорогостоящего прессового оборудования и не требует применения дорогостоящего специализированного автотранспорта для его перевозки при выполнении способа в полевых условиях;
- не требует применения дорогостоящей коррозионностойкой стали;
- позволяет применять для защиты от коррозии втулок внутреннее антикоррозионное покрытие, которое разрушается при радиальной раздаче втулки прессовым инструментом.
Предлагаемый способ повышает надежность фиксации концов пластмассовой трубы от осевого смещения и герметизации полости между пластмассовой трубой и металлической трубой, футерованной пластмассовой трубой, снижает себестоимость выполнения данных работ.
Способ фиксации внутренней пластмассовой трубы на концах металлической трубы, включающий футерование внутренней поверхности металлической трубы пластмассовой трубой, удаление концов пластмассовой трубы от торцов металлической трубы на длину, превышающую длину зоны термической деструкции пластмассовой трубы от места соединения металлических труб сваркой, закрепление концов пластмассовой трубы к внутренней поверхности концов металлической трубы втулками, отличающийся тем, что втулку изготавливают цельной из материала, близкого по свойствам материалу металлической трубы, на наружной поверхности втулки выполняют проточку длиной, достаточной для герметичного соединения с пластмассовой трубой, и диаметром меньше внутреннего диаметра пластмассовой трубы, поверхность втулки покрывают полимерным антикоррозионным покрытием, перед установкой втулки на нее снаружи наносят клеевой состав с заполнением проточки, конец пластмассовой трубы разогревают на длину не менее длины проточки до температуры, обеспечивающей максимальную адгезию пластмассы с клеящим составом, нанесенным на втулку, перед установкой которой внутрь пластмассовой трубы вставляют полый толкатель с наружным диаметром меньше внутреннего диаметра пластмассовой трубы, а внутренним - больше наружного диаметра проточки, установку втулки внутрь металлической трубы производят до совмещения торца проточки с торцом пластмассовой трубы, клеящий состав прижимают к внутренней поверхности пластмассовой трубы и к наружной поверхности проточки путем механического уплотнения толкателем в осевом направлении.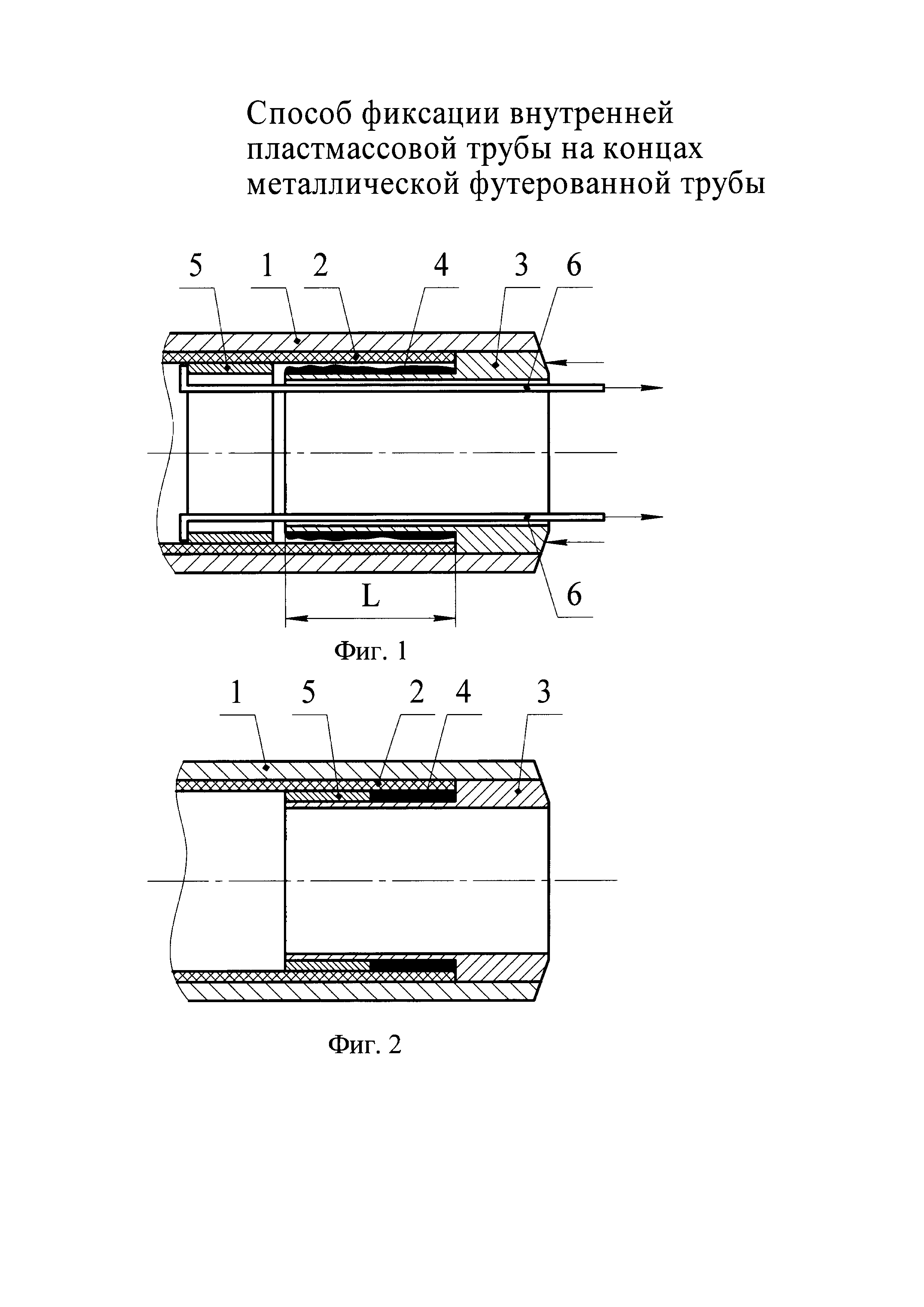
Способ гидравлического разрыва продуктивного пласта с глинистым прослоем и газоносным горизонтом
Эмульгатор инвертных эмульсий
Скважинная штанговая насосная установка
Установка для разделения водонефтяной эмульсии
Насосная установка для подъёма продукции по эксплуатационной колонне
Способ освоения нефтедобывающей скважины и устройство для его осуществления
Пакер
Способ ограничения водопритока в трещиноватых карбонатных коллекторах
Способ поинтервальной обработки продуктивного пласта в открытом горизонтальном стволе скважины
Устройство для разделения водонефтяной эмульсии
Способ катодной защиты обсадных колонн скважин и нефтепромысловых трубопроводов от коррозии
Способ катодной защиты обсадных колонн скважин и нефтепромысловых трубопроводов от коррозии
Способ катодной защиты обсадных колонн скважин и нефтепромысловых трубопроводов от коррозии
Способ изготовления стальных труб с защитным полимерным покрытием
Ракета с воздушно-реактивным двигателем
Способ защиты внутренней зоны соединений ремонтного патрубка с концами аварийного участка трубопровода с внутренним покрытием
Комплексы мейзенгеймера, обладающие бактерицидной и фунгицидной активностью
Способ соединения металлических труб с внутренней пластмассовой облицовкой
Способ соединения труб с внутренним покрытием
Анодный заземлитель и способ его установки

