Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СЛИТКА ПЕРЕМЕННОГО СОСТАВА ДЛЯ ИССЛЕДОВАНИЯ СВОЙСТВ СТАЛЕЙ В ЗОНЕ СВАРНОГО ШВА, ЗАЩИЩЕННОГО СЛОЕМ НАПЛАВКИ
Вид РИД
Изобретение
Изобретение относится к области специальной электрометаллургии, в частности, к электрошлаковому переплаву электродов для получения слитка переменного состава, из которого изготавливают образцы сталей для исследований, в частности, образцы свариваемой стали корпуса атомного реактора, стали из зоны его сварного шва, на которую нанесен защитный слой наплавленной стали.
В настоящее время элементы корпуса атомного реактора выполняют со слоем защитной наплавки, выполненной из стали аустенитного класса. Перед свариванием элементов корпуса наплавку в зоне сварного шва удаляют, а после сварки снова восстанавливают.
Таким образом, в сваренном корпусе атомного реактора существуют зоны соприкосновения при высоких температурах трех разнородных сталей: стали корпуса, стали сварочного электрода и стали защитной наплавки; стойкость которых к радиационному охрупчиванию при нейтронном облучении в процессе эксплуатации реактора может значительно различаться.
Радиационное охрупчивание является основным процессом, лимитирующим срок службы корпусов атомных энергетических реакторов, изготовляемых из свариваемых малолегированных углеродистых сталей. Под действием нейтронного облучения происходит сдвиг критической температуры хрупкости (TK) стали в область более высокой температуры, что повышает вероятность хрупкого разрушения корпуса.
Известен способ изготовления образца для исследования свойств сварного соединения, включающий установку свариваемых пластин под различными углами раскрытия, наплавку слоя металла переменного сечения и выполнение контрольного сварного шва по всей длине образца в угловой разделке между одной из пластин и поверхностью наплавленного слоя металла.
(SU 1021544, В23К 28/00, опубликовано 07.06.19)
Однако такой способ можно применить только для исследования свойств сварного шва и невозможно использовать для изготовления образцов в месте сопряжения основного металла, металла сварного шва и металла наплавки.
Известен способ получения многослойных слитков электрошлаковым переплавом, включающий переплав составного расходуемого электрода в водоохлаждаемый кристаллизатор, причем переплав ведут расходуемым электродом, составленным по высоте, по крайней мере, из трех разнородных частей, который вращают в процессе переплава вокруг своей оси с линейной скоростью, определяемой по формуле.
Изобретение позволяет получать трехслойные слитки с минимальной протяженностью переходной зоны между слоями, которые можно использовать для изготовления образцов для исследований.
(RU 2328538, С22В 9/18, B22D 7/00, опубликовано 10.07.2008)
Недостатком известного способа является то, что не обеспечивается равномерное изменение состава металла в переходных зонах между разнородными металлами, что характерно для зоны сварного шва с нанесенным на него слоем защитной наплавки.
Наиболее близким по технической сущности является способ получения слитка из стали переменного состава путем электрошлакового переплава сборного электрода, составленного из двух клиновых элементов из разнородных сталей, у которого площади поперечного сечения из разнородных сталей изменяются по его длине.
(Новожилов Н.М. Изготовление и применение в машиностроении сплавов переменного состава. - М.: Машиностроение, 1987, с. 8-9, фиг. 3, 4)
Из слитка переменного состава можно вырезать темплеты для изготовления стандартных образцов для исследования, в том числе для исследования влияния нейтронного облучения на критическую температуру хрупкости стали.
Недостатком известного способа является то, что известный способ получения слитка переменного состава не позволяет получить равномерный состав стали в зоне соприкосновения трех разнородных материалов (свариваемой стали, стали сварочного электрода и стали для защитной наплавки)
Задачей изобретения и ее техническим результатом является создание способа изготовления слитка переменного состава, обеспечивающего возможность получения образцов для исследования свойств сталей, подвергаемых нейтронному облучению в зоне сварного шва, защищенного слоем наплавки.
Технический результат достигают тем, что способ изготовления слитка переменного состава для исследования свойств сталей в зоне сварного шва, защищенного слоем наплавки включает изготовление слитка электрошлаковым переплавом сборного электрода, составленного из двух клиновых элементов из разнородных сталей, у которого площади поперечного сечения из разнородных сталей изменяются по его длине, при этом для изготовления слитка используют три разнородные стали: свариваемая сталь, сталь сварочного электрода и сталь для наплавки; и изготовление слитка ведут в следующей последовательности: сначала изготавливают одинаковые по размерам электроды для переплава из разнородных сталей; затем полученные электроды разрезают по диагонали на одинаковые клиновые элементы и формируют первый составной электрод, включающий два клиновых элемента: из свариваемой стали и из стали свариваемого электрода; затем первый составной электрод переплавляют электрошлаковым переплавом в промежуточный слиток переменного состава, изготавливают из полученного слитка электрод переменного состава, который разрезают по диагонали на одинаковые клиновые элементы, после чего полученные клиновые элементы соединяют с клиновыми элементами из стали для наплавки и формируют два составных электрода, которые затем переплавляют электрошлаковым переплавом в два слитка переменного состава.
Технический результат также достигают тем, что расходуемые электроды для электрошлакового переплава выполняют сплошными с круглым или прямоугольным сечением; расходуемые электроды для электрошлакового переплава изготавливают ковкой или прокаткой из литых заготовок.
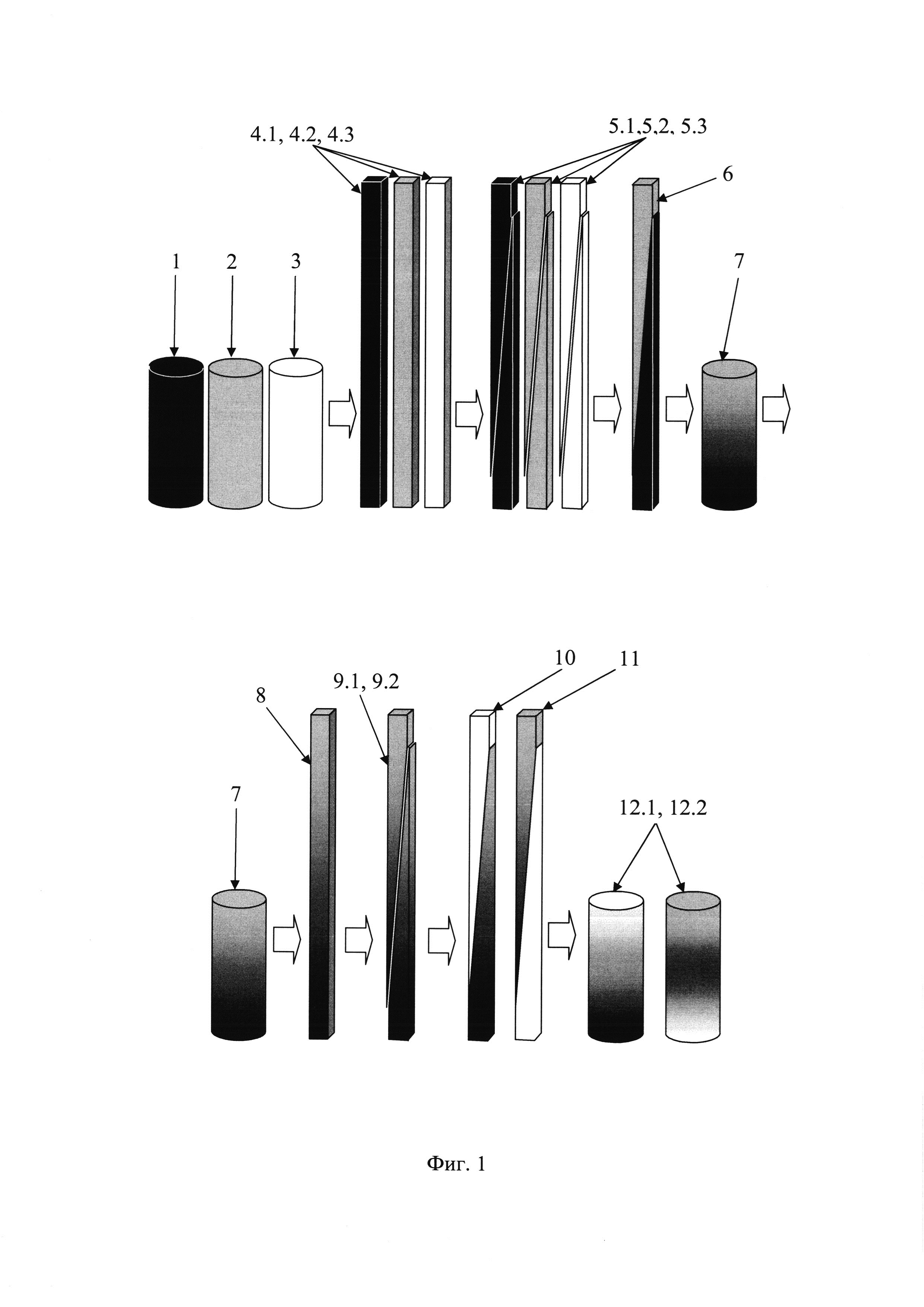
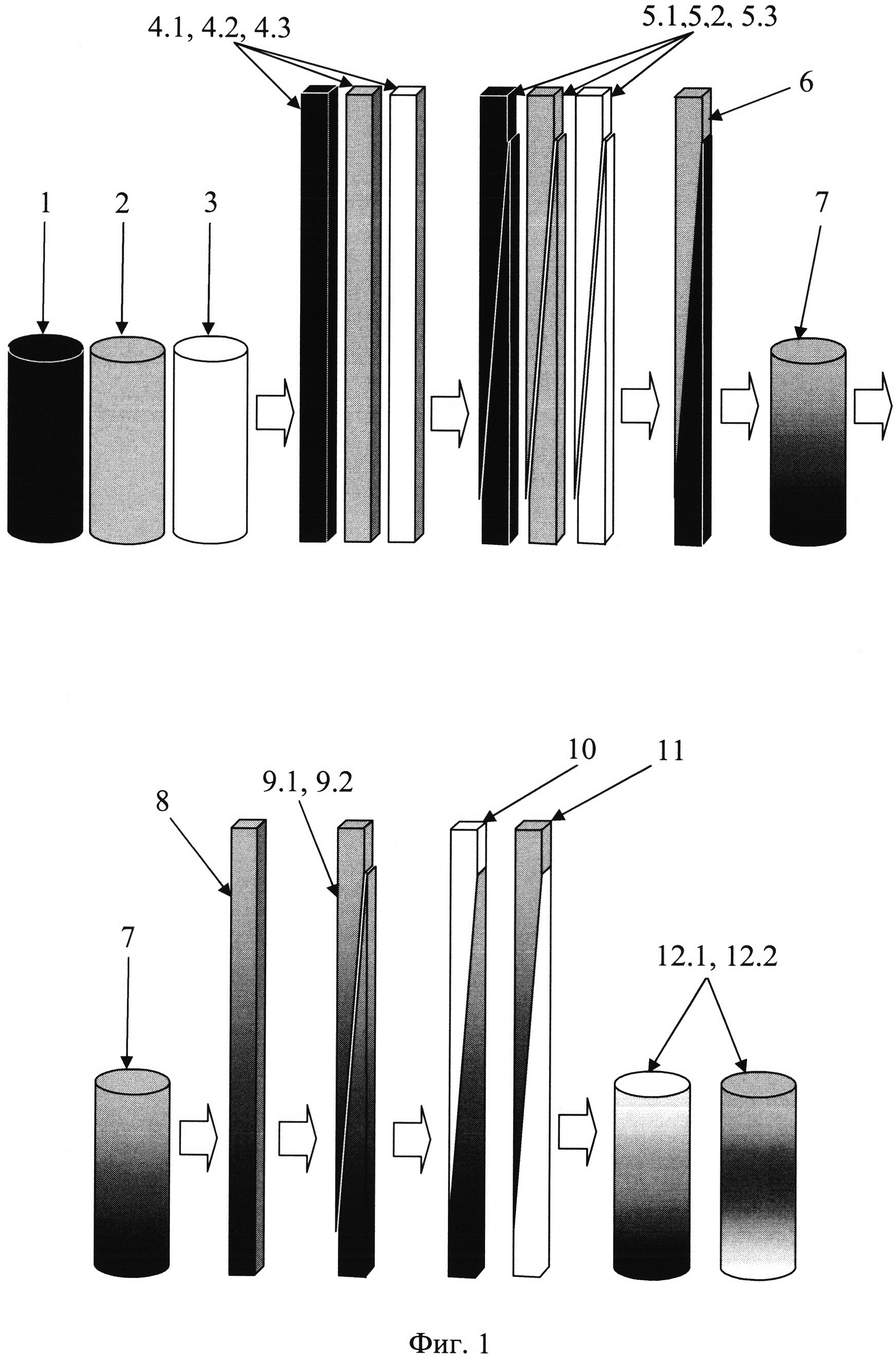
Изобретение можно проиллюстрировать примером осуществления с использованием фиг. 1, где:
1 - свариваемая сталь;
2 - сталь сварочного электрода;
3 - сталь для наплавки;
4.1, 4.2, 4.3 - электроды из свариваемой стали, стали сварочного электрода и стали для наплавки;
5.1, 5.2, 5.3 - электроды, разрезанные на клиновые элементы;
6 - первый составной электрод из свариваемой стали и из стали свариваемого электрода;
7 - с промежуточный литок переменного состава из свариваемой стали и из стали свариваемого электрода;
8 - расходуемый электрод переменного состава;
9 - расходуемый электрод переменного состава, разрезанный на клиновые элементы;
10, 11 - составные электроды с клиновым элементом из стали для наплавки;
12 - слитки переменного состава.
Исходные электроды 4.1, 4.2, 4.3 одинакового размера, например, сплошные с квадратным сечением, для осуществления промежуточных операций способа по изобретению изготавливают известными способами ковки или прокатки из литых заготовок (слитков), полученных методом электрошлакового переплава. Электроды могут быть с круглым или прямоугольным сечением. Для изготовления электродов 4.1, 4.2, 4.3 используют соответственно слитки из разнородных сталей 1-3 для изготовления корпуса атомного реактора, например, свариваемая сталь 1 корпуса марки 15Х2НМФА-А, сталь 2 сварочного электрода 12Х2Н2МФА и аустенитная сталь 3 для коррозионно-стойкой защитной наплавки 08Х25Н13ГУ.
Полученные электроды 4.1, 4.2, 4.3 разрезают по диагонали на одинаковые клиновые элементы 5.1, 5.2, 5.3. Оптимальным является осуществление начала резки электродов и ее завершения с отступлением от торцов электродов (с учетом параметров устройств токоподвода к электродам и его перемещения устройства электрошлакового переплава).
Затем формируют (сварным соединением) первый составной электрод 6, из двух клиновых элементов: из свариваемой стали 4.1 и из стали свариваемого электрода 4.2. Полученный составной электрод 6 характеризуется изменением площади поперечного сечения из разнородных сталей 1 и 2 по его длине.
После этого первый составной электрод 6 переплавляют методом электрошлакового переплава в промежуточный слиток переменного состава 7, который характеризуется плавным изменением состава от стали 15Х2НМФА-А к стали 12Х2Н2МФА от одного торца к другому торцу слитка.
Из слитка (литой заготовки) переменного состава 7 ковкой или прокаткой изготавливают расходуемый электрод 8 переменного состава, также характеризующийся плавным переходом одного состава стали в другой по длине электрода. Полученный электрод 8 разрезают по диагонали на одинаковые клиновые элементы 9.1 и 9.2, как электроды 4.1, 4.2, 4.3.
После этого полученные клиновые элементы 9.1 и 9.2 соединяют с клиновыми элементами 5.3 из стали для наплавки 3 и формируют два составных электрода 10 и 11, которые затем переплавляют электрошлаковым переплавом в два слитка переменного состава 12.1 и 12.2.
Полученные два слитка переменного состава 12.1.и 12.2 способом по изобретению включают в себя как составы свариваемой стали, стали сварочного электрода и стали для наплавки, так и составы переходных зон между указанными сталями, включая зоны влияния состава третьей стали на переходные зоны.
Слитки проковывают на необходимый диаметр и их них вырезают темплеты, из которых изготавливают образцы для определения влияния нейтронного облучения на критическую температуру хрупкости.
Основная идея предложенного способа по изобретению является получение металла корпуса атомного реактора для исследования свойств в месте сопряжения металла корпуса, металла сварного шва и металла наплавки, создание условий получения металла, имитирующего состав металла в зоне сопряжения. Полученные из конечного слитка переменного состава образцы позволяют провести комплексные исследования свойств и определить ресурс применяемых сталей в условиях нейтронного облучения непосредственно при температуре эксплуатации.
Электрод для получения сплава переменного состава
Способ выплавки высокохромистых сталей и сплавов в открытых индукционных печах
Способ раскисления стали при электрошлаковом переплаве
Способ литья крупногабаритных лопаток турбин
Способ изготовления трубы многоугольного сечения из низкопластичной стали
Белый износостойкий чугун
Лигатура для рафинирования и модифицирования хромистых чугунов
Флюс для электрошлаковой выплавки сплошных и полых слитков из борсодержащих сталей
Износостойкая метастабильная аустенитная сталь
Способ термической обработки литых деталей из высокомарганцовистых сталей
Способ производства бесшовных горячекатаных труб размером 530х25-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Малоактивируемая жаропрочная радиационностойкая сталь
Способ производства бесшовных труб размером 377х14-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ вельцевания окисленных цинксодержащих материалов
Жаропрочный сплав на основе никеля для литья деталей горячего тракта газотурбинных установок
Способ производства бесшовных труб размером 299×10-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных горячекатаных труб размером 610×28-32×4700-5400 мм из сталей марок 15х1м1ф и 10х9мфб-ш на тпу 8-16" с пилигримовыми станами для трубопроводов промежуточного перегрева пара котельных установок с повышенными механическими свойствами
Способ производства бесшовных горячекатаных труб размером 550×25-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных труб размеров 550×25-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных горячекатаных труб размером 610×28-32 мм из сталей марок 15х1м1ф и 10х9мфб-ш на тпу 8-16" с пилигримовыми станами для трубопроводов промежуточного перегрева пара котельных установок

