Результат интеллектуальной деятельности: Способ контроля толщины покрытия в процессе его химического осаждения на деталь
Вид РИД
Изобретение
Изобретение относится к технологиям нанесения покрытий на детали и может быть использовано для контроля толщины покрытия в процессе его химического осаждения на детали.
Известен способ контроля толщины покрытий, получаемых в процессе магнетронного вакуумного напыления, включающий создание пучка света от источника когерентного излучения, пропускание пучка света через двулучевой фазосмещающий интерферометр, где он делится на два пучка света приблизительно равной интенсивности, модуляцию оптической разности хода интерферометра и регистрацию полученной интерференционной картины, причем дополнительно формируют излучение от источника в виде точечного источника пространственного когерентного излучения, которое преобразовывают в параллельный пучок света, освещают им контролируемую поверхность, отраженный от контролируемой поверхности пучок света пропускают через двухлучевой интерферометр, направляют на фокусирующую оптическую систему, строят изображение контролируемой поверхности в интерферирующих пучках света, регистрируют интерференционные картины и измеряют фазы интерферограмм в каждой детектируемой точке изображения, при этом процесс измерения фаз интерферограмм повторяют несколько раз и в каждом последующем измерении предварительно выполняют взаимные смещения первого и второго пучков относительно их первоначального направления и/или взаимный поворот пучков относительно друг друга, далее по распределению фаз интерферограмм, полученных по серии измерений, получают информацию о взаимном перепаде высот профиля поверхности от разных областей одной и той же отражающей поверхности объекта и решают задачу восстановления абсолютного трехмерного профиля всей поверхности по данным относительных измерений интерферограмм, определяют толщину покрытия путем вычисления разности абсолютных трехмерных профилей поверхностей: профиля, полученного до начала измерений (подложка без покрытия), и последующих профилей (подложка с нанесенным покрытием).
(см. патент РФ №2549211, кл. G01B 11/06, 2015 г. ).
В результате анализа известного способа необходимо отметить, что он позволяет измерять толщину покрытия непрерывно в процессе нанесения покрытия. Однако данный способ не может быть применен для химического осаждения покрытий в растворах электролитов по причине того, что для точного построения трехмерного профиля поверхности необходимо жесткое крепление покрываемого образца, тогда как при химическом осаждении покрытий детали, находящиеся в растворе электролита, имеют несколько степеней свободы и находятся в движении вследствие колебаний подвеса.
Известен способ контроля толщины гальванопокрытий в процессе их осаждения на деталь, согласно которому в раствор ванны с деталями помещают измерительный элемент - электрод, балансируют массу электрода и определяют информативный параметр, по которому судят о толщине нарастающего покрытия, причем в качестве информативного параметра используют массу осаждаемого покрытия на измерительном электроде, откалиброванном по площади кратно единице ее измерения, массу покрытия измеряют взвешиванием измерительного электрода непрерывно в процессе осаждения, используя взвешивающий механизм со спиральной моментной пружиной, а толщину покрытия рассчитывают по следующей зависимости: h=m/p*s, где: m-масса осажденного металла; p-плотность осажденного металла; s-площадь измерительного электрода.
(см. патент РФ №2069307, кл. G01B 7/06, 1998 г. ) - наиболее близкий аналог.
В результате анализа известного способа необходимо отметить, что для него характерна невысокая точность контроля толщины покрытия, которая обусловлена многочисленными механическими деталями, обладающими контактным трением, что понижает точность измерений. Кроме того, использование эталонного электрода, площадь которого отличается от площади покрываемой детали, приводит к необходимости поддержания разных потенциалов на самом электроде и детали для обеспечения равной толщины покрытия. При химическом осаждении толщина покрытия на всех покрываемых деталях одинакова независимо от их площади. Также в указанном способе не учитывается влияние выталкивающей силы, действующей на погруженный в раствор ванны измерительный элемент.
Техническим результатом настоящего изобретения является повышение точности контроля толщины покрытий в процессе их осаждения за счет снижения погрешности измерения и учета силы выталкивания контрольного образца из ванны при проведении измерений, а также расширение области использования способа за счет обеспечения возможности контроля малых толщин покрытий.
Указанный технический результат обеспечивается тем, что в способе контроля толщины покрытия в процессе его химического осаждения на деталь, заключающемся в том, что в раствор ванны, с погруженной в него деталью, погружают контрольный образец, имеющий известную площадь поверхности, на которую осаждают покрытие, а толщину покрытия на детали в процессе его осаждения определяют расчетным путем, в зависимости от массы контрольного образца, которую измеряют в течение процесса осаждения взвешиванием, новым является то, что для измерения массы контрольного образца используют тензометрический датчик, подсоединенный к контроллеру, предназначенному для обработки результатов взвешивания и расчета толщины покрытия детали, контрольный образец подвешивают на измерительном элементе, а толщину осаждаемого на деталь покрытия рассчитывают с учетом силы выталкивания, действующей на контрольный образец, по следующей зависимости:

где: Р0 [Н] - сила, измеренная датчиком после погружения контрольного образца без осаждаемого покрытия в раствор;
Р [Н] - сила, измеренная датчиком силы в текущий момент времени;
g=9,81 [м/с2] - ускорение свободного падения;
S [мм2] - площадь поверхности контрольного образца;
Рпокрытия [кг/м3] - плотность материала покрытия;
Рраствора [кг/м3] - плотность помещенного в ванну раствора.
Сущность заявленного изобретения поясняется графическими материалами, на которых:
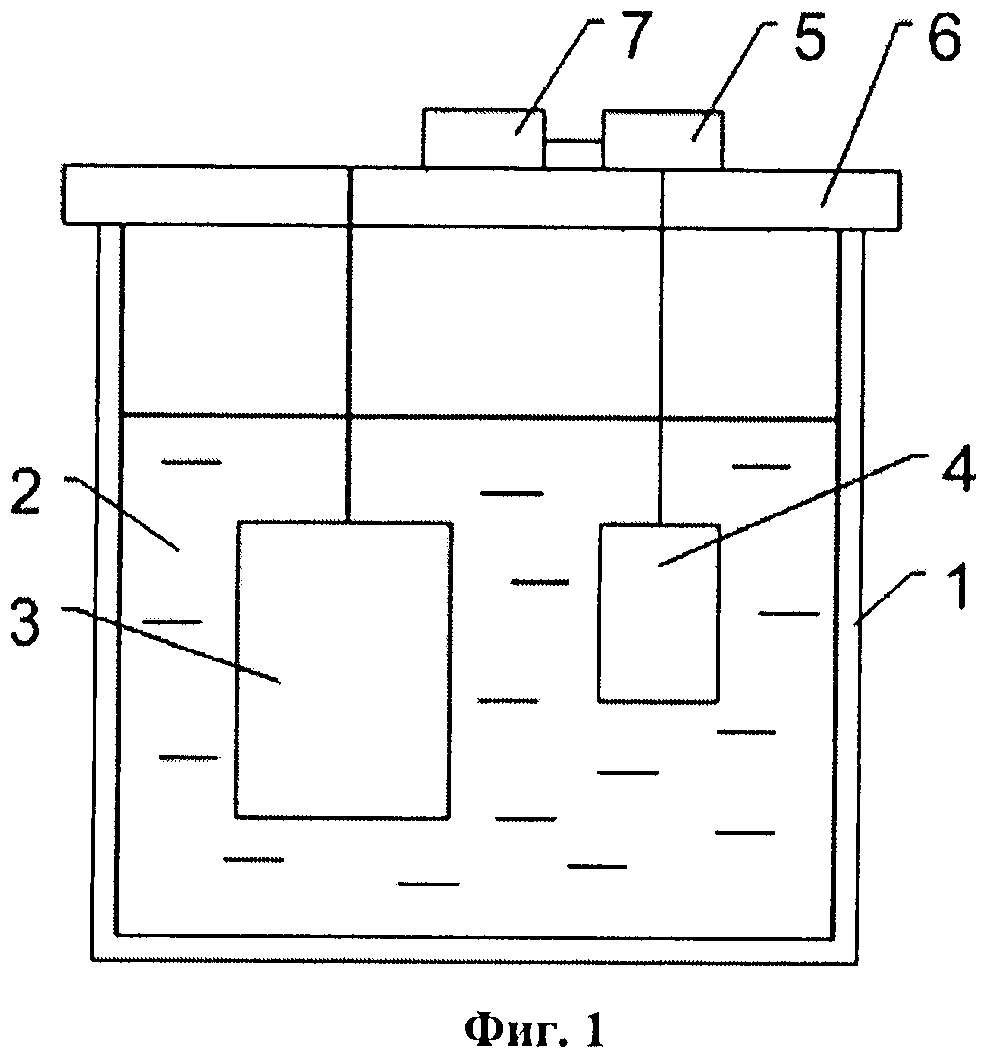
- на фиг. 1 - схема устройства для осуществления заявленного способа;
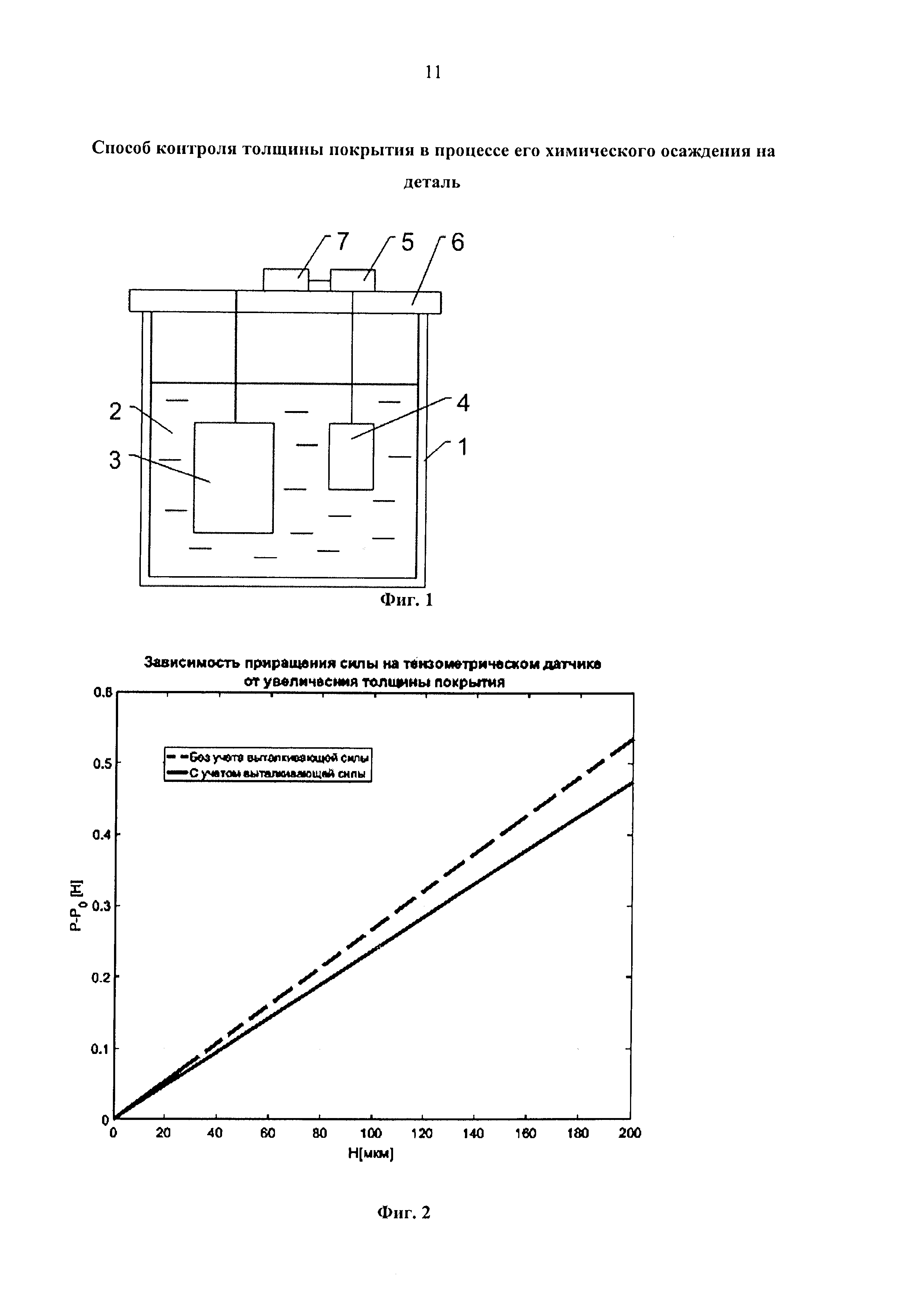
- на фиг. 2 - графики зависимости приращения силы на тензометрическом датчике от увеличения массы (толщины) покрытия с учетом и без учета действующей на контрольный образец силы выталкивания (силы Архимеда).
Заявленный способ осуществляют следующим образом.
Из уровня техники известно, что сущность химического метода осаждения покрытий заключается в реакции взаимодействия ионов металла с растворенным восстановителем на поверхности покрываемого вещества. Окисление восстановителя и восстановление ионов металла с заметной скоростью протекают на металлах, проявляющих автокаталитические свойства. То есть металл, образовавшийся в результате химического восстановления из раствора, катализирует в дальнейшем реакцию окисления восстановителя.
Для химического осаждения металлов используют различные восстановители: гипофосфит, гидразин, формальдегид, борогидрид, боразин, гидразинборан, а также ионы металлов в низшей степени окисления. Выбор восстановителя определяется главным образом природой осаждаемого металла.
Для нанесения покрытия на детали химическим осаждением в гальваническую ванну 1, заполненную раствором 2, погружают детали 3, которые удерживаются в ванне 1 в заданном положении при помощи тросов.
В процессе осаждения покрытия на детали раствор постоянно перемешивается, постоянно контролируются и поддерживаются в заданных пределах температура раствора и концентрация реактивов в нем. Это позволяет обеспечить одинаковые условия для формирования покрытия по всему объему ванны.
Для осуществления заявленного способа в ванну 1 погружают контрольный образец 4. Контрольный образец 4 подсоединен (подвешен) на измерительном элементе тензометрического датчика 5, размещенного на подвесе 6, установленном на верхней части ванны 1. Тензометрический датчик 5 подсоединен к контроллеру 7.
Точность измерения толщины покрытия во многом зависит от точности датчика, используемого для взвешивания контрольного образца, масса которого постоянно меняется при осаждении на него материала. Для реализации заявленного способа с достижением указанного технического результата, наиболее предпочтительно использование тензометрических датчиков, обеспечивающих преобразование действующей на них силы (массы контрольного образца) в электрический сигнал, обрабатываемый контроллером 7. Точность существующих тензометрических датчиков обеспечивает измерение силы с точностью до 0,2%, что позволяет измерять толщину покрытия до 50 мкм с точностью до 1 мкм при отсутствии противовеса. При измерении толщины покрытия до 200 мкм точность измерения составляет 4 мкм.
Контрольный образец 4 наиболее целесообразно выполнять формой и размерами, соответствующими покрываемым деталям и с одинаковой площадью покрываемой поверхности (S). Это облегчает расчет толщины покрытия.
Контрольный образец может быть выполнен из материала, имеющего меньшую массу по сравнению с материалом детали, в том числе с меньшей на кратную величину площадью покрываемой поверхности. В данном случае для подвеса контрольного образца можно использовать тензометрический датчик, рассчитанный на измерение меньших нагрузок, а, следовательно, более точный.
Перед началом операции химического осаждения измеряют действующую на датчик 5 силу (Р0) от массы контрольного образца 4 без покрытия на нем и передают соответствующий ей электрический сигнал с тензометрического датчика в контроллер 7.
В процессе осаждения покрытия, оно в равной степени осаждается на деталь (каждую деталь, если по условиям технологического процесса в ванну 1 погружают партию деталей) 3 и на контрольный образец 4. В процессе осаждения толщина покрытия на деталях и контрольном образце постепенно увеличивается, причем в случае равенства площадей деталей 3 и контрольного образца 4, учитывая равные условия осаждения во всем объеме ванны 1, на них осаждается покрытие одинаковое по массе. Изменение массы контрольного образца 4 постоянно регистрируется датчиком 5 и передается в контроллер 7, который обрабатывает данную информацию и по заданной программе рассчитывает в зависимости от массы толщину нанесенного покрытия практически на каждый момент протекания реакции осаждения, то есть, контролируемым параметром измерения при осуществлении способа является масса контрольного образца.
Данные с тензометрического датчика 5 при поступлении в контроллер обрабатываются фильтром (не показан) низких частот для увеличения точности измерения, что позволяет избавиться от шумов измерения, обусловленных, в том числе, колебаниями подвеса 6, создаваемыми для удаления пузырьков газа с контрольного образца. Таким образом, измерение силы, действующей на тензометрический датчик 5, происходит в течение всего времени осаждения покрытия и постоянно пересчитывается на параметр постепенно увеличивающейся толщины покрытия, то есть, при проведении реакции осаждения в каждый момент времени выдается значение толщины осажденного на деталь покрытия. Информация о толщине покрытия может визуализироваться различным известным образом, например, в виде числового значения на дисплее (не показан), соединенном с контроллером 7.
Процесс осаждения покрытия, при котором постепенно увеличивается толщина осажденного слоя на детали (деталях) и контрольном образце, сопровождается постоянным постепенным увеличением линейных размеров детали и контрольного образца, что постоянно изменяет выталкивающую силу (силу Архимеда), действующую на детали и контрольный образец. Данная сила направлена противоположно силе измеряемой датчиком 5 массы. Поэтому для обеспечения точного измерения силы, действующей на тензометрический датчик (а, следовательно, и точности толщины покрытия) необходимо учитывать данную силу. Влияние действия выталкивающей силы на точность измерений наглядно иллюстрируется графиками, приведенными на фиг. 2.
Для расчета толщины Н[мкм] осажденного слоя на деталь 3 в каждый момент времени его осаждения при протекании реакции и учета при этом силы выталкивания, действующей на контрольный образец, выявлена и экспериментально отработана следующая зависимость:
где: Р0 [Н] - сила, измеренная датчиком после погружения контрольного образца без осаждаемого покрытия в раствор;
Р [Н] - сила, измеренная датчиком силы в текущий момент времени;
g=9,81 [м/с2] - ускорение свободного падения;
S [мм2] - площадь поверхности контрольного образца;
Рпокрытия [кг/м3] - плотность материала покрытия;
Рраствора [кг/м3] - плотность помещенного в ванну раствора.
Расчет толщины покрытия по данной зависимости позволяет в процессе химического осаждения рассчитать толщину слоя покрытия не только по массе нанесенного покрытия, но и с учетом постоянно увеличивающейся силы выталкивания, действующей на контрольный образец в процессе осаждения на него материала, что значительно повышает точность контроля.
По достижении заданной толщины покрытия на контрольном образце (контролируется различным образом, например, контроллером), процесс осаждения прекращают и извлекают из ванны 1 детали 3 и контрольный образец 4.
Для реализации способа используются стандартный тензометрический датчик и стандартный контроллер. Для проведения расчета толщины покрытия использовалась заложенная в контроллер программа.
Сущность заявленного способа будет более понятна из приведенного ниже примера его реализации.
Производился контроль толщины коррозионностойкого химического покрытия никель-фосфор на пластины 150×100×2 из стали марки 14Х17Н2-б, массой 230 г., предназначенные для оценки характеристик покрытия. Толщина наносимого покрытия составляла 15 мкм.
Нанесение покрытия осуществлялось в ванне 1, заполненной деионизированной водой с добавлением ацетата натрия, хлорида никеля и гипофосфита натрия. Равномерность концентрации солей в объеме раствора обеспечивалась двумя циркуляционными насосами. Поддержание температуры раствора в диапазоне 82-92°С осуществлялось при помощи трубчатых электронагревателей.
В ванне 1 путем подвешивания на тросах размещались пластины в количестве 10 шт. В той же ванне размещался контрольный образец 4, выполненный в форме пластины 150×100×2 из стали марки 14Х17Н2-б с массой, равной 230 г., который подвешивали на измерительный элемент тензометрического датчика 5, размещенного на подвесе 6 и соединенного с контроллером 7. В контроллер заложена программа расчета толщины покрытия, реализующая приведенную выше для расчета зависимость.
Перед запуском реакции осаждения датчиком 5 регистрировали массу погруженного в ванну контрольного образца 4 без покрытия и заносили ее значение в контроллер 7.
Реакция осаждения запускается непосредственно после погружения деталей в раствор.
В процессе прохождения реакции на дисплее наблюдались показания приращения толщины покрытия на контрольном образце. При достижении заданной толщины покрытия детали извлекались из ванны 1. Длительность процесса нанесения покрытия составила 53 мин.
Для контроля описанного способа измерения толщины покрытия, при помощи лазерного микрометра было произведено измерение толщин покрываемых деталей (пластин) до начала и после завершения процесса нанесения покрытия. По результатам измерений толщина покрытий на покрываемых пластинах 3 и контрольном образце 4 составила 15±1 мкм.
Морская технологическая платформа
Электромеханическая трансмиссия трактора
Способ определения режущей способности абразивно-алмазного инструмента с однослойным алмазно-гальваническим покрытием
Композиционный полимерный материал для вибропоглощающих покрытий и способ их монтажа
Устройство для проведения гидродинамических испытаний в опытовом бассейне моделей быстроходных судов с воздушной каверной
Способ утоньшения фоточувствительного слоя матричного фотоприемника
Легконагруженный водометный движитель
Установка очистки хозяйственно-бытовых сточных вод
Способ регулирования двигателя внутреннего сгорания
Трехосный автомобиль с комбинированной энергетической установкой
Способ снижения подогрева топлива в топливной системе газотурбинного двигателя на режимах глубокого дросселирования
Способ контроля качества покрытий деталей из алюминиевых сплавов, работающих в условиях кавитации

