Результат интеллектуальной деятельности: Многоканальная направляющая для трубопрокатного стана
Вид РИД
Изобретение
Изобретение относится к области прокатного производства и касается усовершенствования конструкции направляющей, предназначенной для удержания трубы на оси прокатки, и может быть использовано в реконструкции существующих прокатных станов.
Известна проводка проволочного стана (патент на полезную модель №30293, МПК B21B 39/14, дата публикации 13.11.2002), содержащая корпуса с крышкой и замками, расположенные в них желоба с продольными каналами, снабженными по всей длине сменными вставками, расположенными на расстоянии (20-30) диаметров канала друг от друга, каждая из которых расположена в гнезде, выполненном, в продольном канале желоба и являющемся его продолжением, повторяя геометрическую форму и размеры канала, при этом сменная вставка изготовлена из износостойкого материала и имеет длину не менее (5-6) диаметров канала.
Вставки из износостойкого материала обеспечивают сохранение оптимальных размеров каналов продвижения изделий, надежность и долговечность проводки, сокращают простои стана за счет исключения сложных операций замены изношенных желобов.
Однако при высокой надежности и долговечности известная проводка не может быть использована при прокатке труб различных диаметров.
Наиболее близкими по технической сущности и существенным признакам является многоканальная направляющая, установленная на заднем столе автомат-стана, предназначенная для направления прокатываемых труб на выходе из рабочих валков (Ю.Ф. Шевакин, А.П. Коликов, Ю.Н. Райков «Производство труб». - М; Интермет Инжиниринг, 2005, с. 127), где для обеспечения соосности труб последовательно установлено вдоль оси прокатки до девяти проводок в зависимости от длины труб. Каждая проводка, выполненная с определенным количеством направляющих каналов, соответствующих разным диаметрам прокатываемых труб, закреплена с двух сторон в желобе заднего стола. Для обеспечения более широкого диапазона прокатываемых труб (более 7 типоразмеров) используют несколько наборов направляющих проводок. Смена одного набора на другой является трудоемкой операцией, требующей значительных временных и материальных затрат, а именно большой объем сборочно-монтажных работ, необходимость использования крановой транспортировки при монтаже и демонтаже набора проводок, а также большая трудоемкость при монтаже, креплении и выверке другого набора проводок. При этом большое количество известных металлоемких проводок приводит к большому расходу металла на изготовление наборов проводок.
Технической задачей изобретения является уменьшение трудоемкости и металлоемкости изготовления наборов проводок.
Техническим результатом является объединение в одном корпусе всех наборов направляющих проводок.
Указанный технический результат достигается тем, что в многоканальной направляющей для трубопрокатного стана, содержащей, по меньшей мере, один корпус, снабженный проводными каналами, закрепленный в желобе заднего стола, согласно изобретению, корпус выполнен в виде барабана, установленного с возможностью поворота вокруг оси, перпендикулярной оси прокатки трубы, на котором расположен набор направляющих проводок с разными размерами проводных каналов, при этом со стороны торцов корпуса установлены автоматические фиксаторы его положения, каждый из которых выполнен в виде конусного штока, пневматически взаимодействующего с конусным отверстием, выполненным в торце корпуса.
В предпочтительных вариантах изобретения:
- каждая направляющая проводка содержит, по меньшей мере, три проводных канала;
- на барабане установлены, по меньшей мере, три направляющие проводки. Кроме того, многоканальная направляющая может содержать пять корпусов, установленных вдоль оси прокатки.
Выполнение корпуса многоканальной направляющей, в виде барабана, установленного с возможностью поворота вокруг оси, перпендикулярной оси прокатки, на котором расположен набор проводок с разными типоразмерами каналов, позволяет путем поворота барабана на определенный угол производить замену одной направляющей проводки на другую. При этом не требуется демонтаж и монтаж проводок, их крепление и их настройка, что значительно снижает трудоемкость операции перехода на требуемый диаметр труб.
Наличие автоматических фиксаторов положения корпуса при замене проводок позволяет обеспечить точность соосности обрабатываемой трубы и проводных каналов.
Расположение набора из нескольких проводок на одном барабане обеспечивает практически полный комплект типоразмеров каналов, необходимых для прокатки широкого диапазона труб, что в несколько раз снижает трудоемкость замены направляющих проводок. А расположение на одном корпусе комплекта из нескольких направляющих проводок приводит к снижению общей массы металла многоканальной направляющей проводки. Простая и удобная смена проводок путем поворота барабана исключает физический труд и применение крановых операций.
Заявляемые существенные признаки изобретения, предопределяющие получение указанного технического результата, явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии изобретения условию патентоспособности «изобретательский уровень».
Технических решений, совпадающих с совокупностью существенных признаков изобретения, не выявлено, что позволяет сделать вывод о соответствии изобретения условию патентоспособности «новизна».
Условие патентоспособности «промышленная применимость» подтверждено на примере конкретного выполнения изобретения.
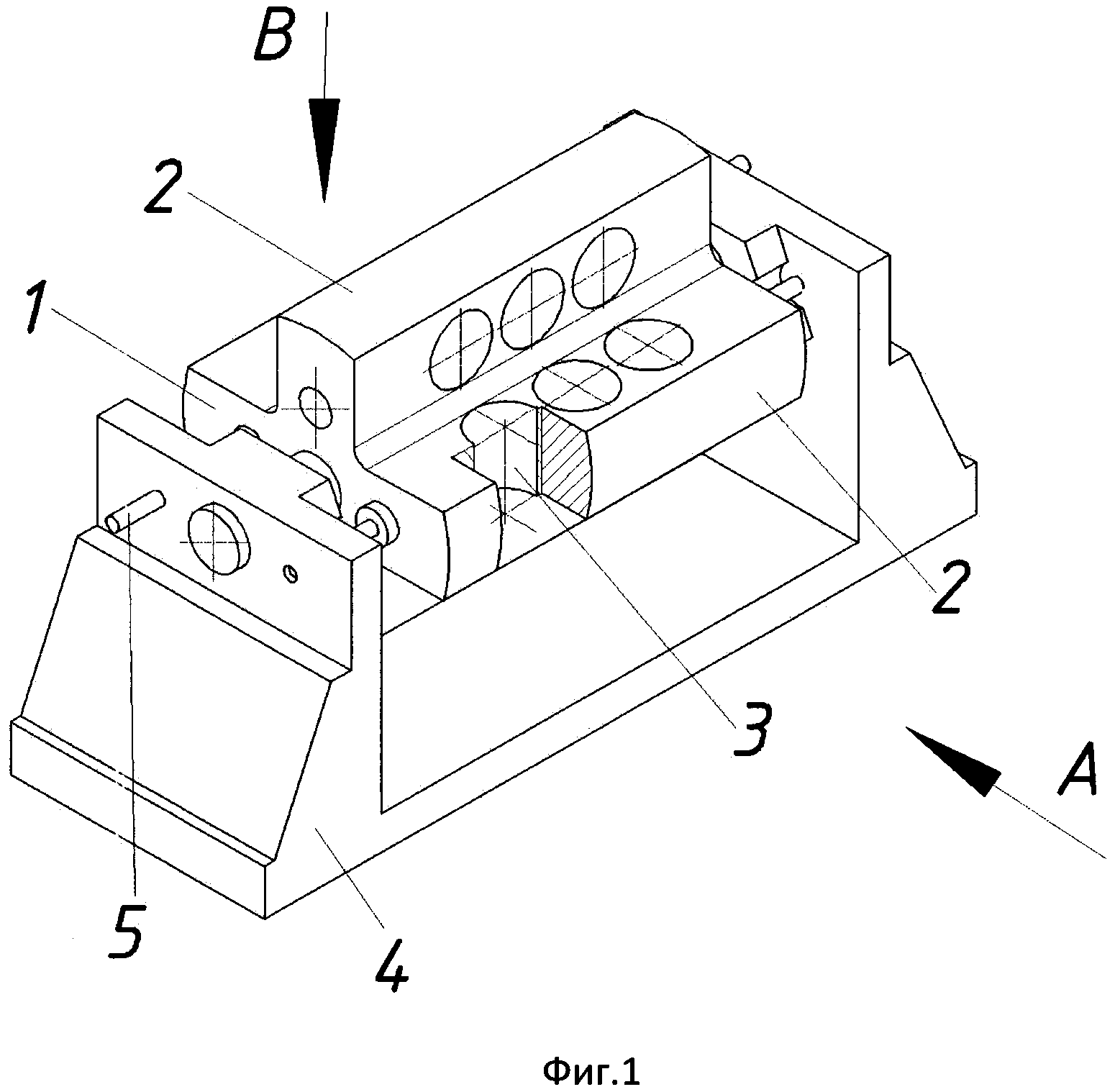
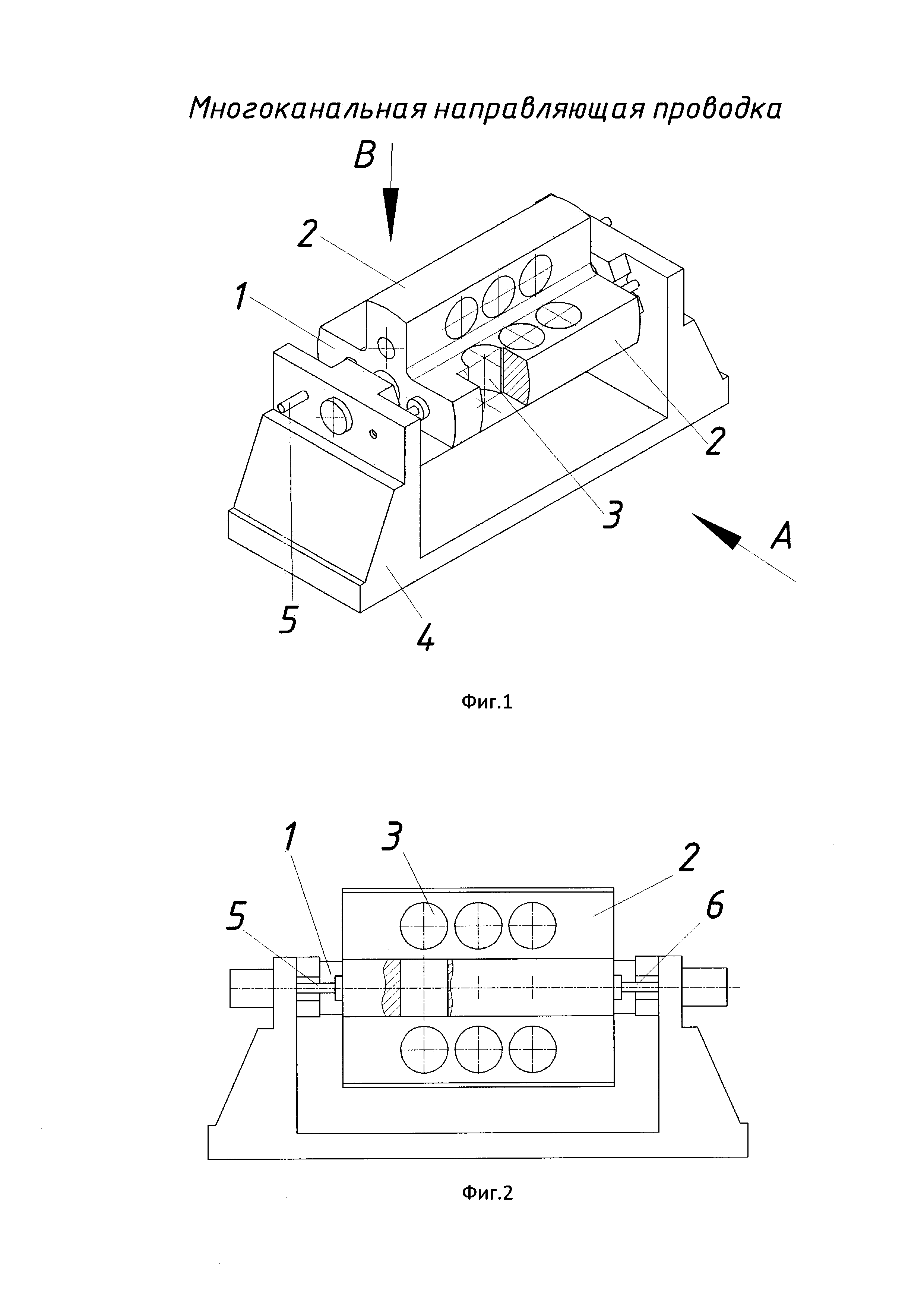
На фигуре 1 изображена многоканальная проводка в аксонометрии.
На фигуре 2 изображен вид по стрелке А фигуры 1.
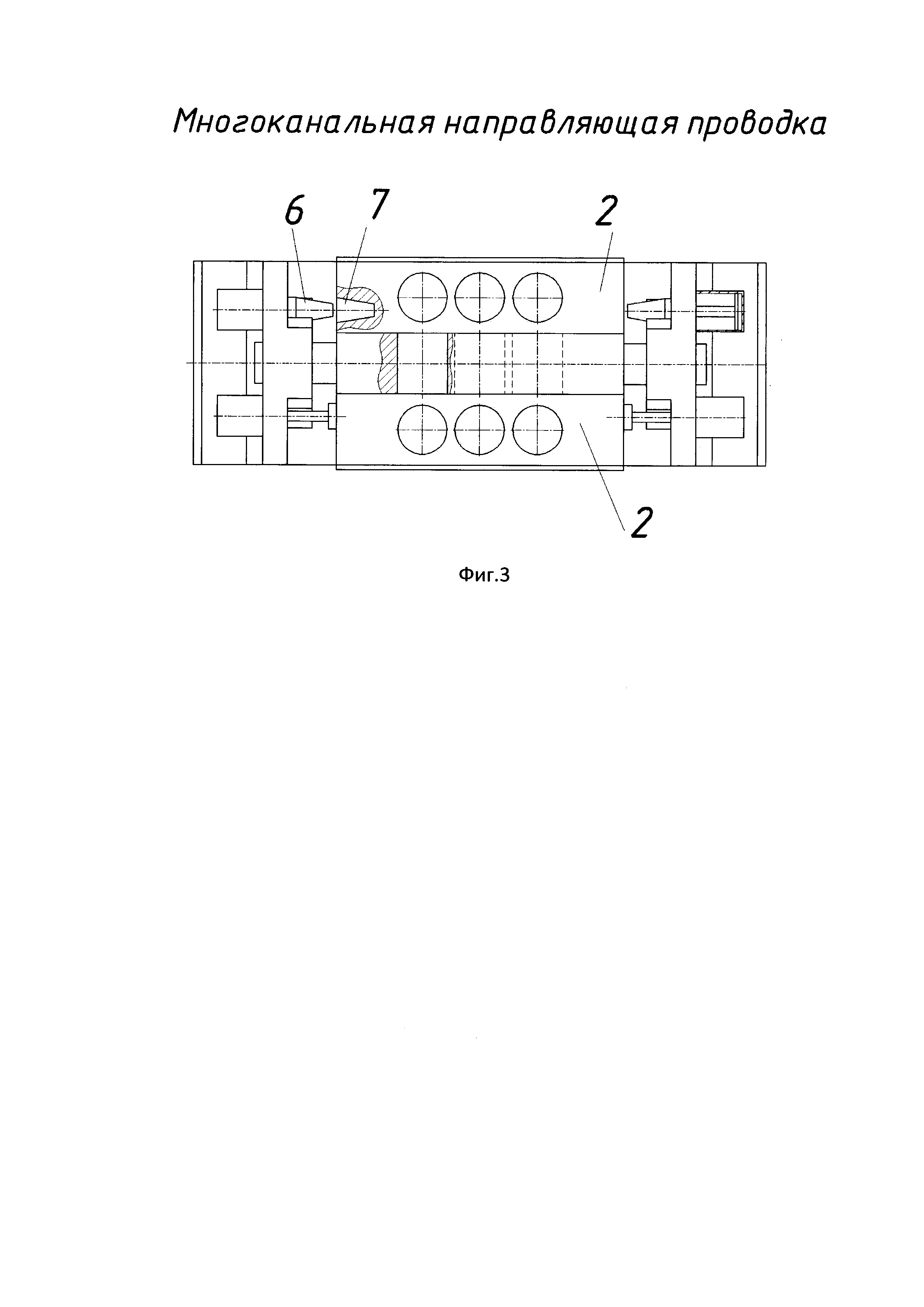
На фигуре 3 изображен вид по стрелке В фигуры 1.
Многоканальная направляющая для трубопрокатного стана содержит корпус 1, выполненный в виде барабана, на котором расположен набор, по меньшей мере, из трех направляющих проводок 2 с разными размерами проводных каналов 3. В каждой направляющей проводке 2 расположено от трех до семи проводных каналов в зависимости от их диаметров.
Корпус 1 закреплен в желобе 4 заднего стола с возможностью поворота вокруг оси, перпендикулярной оси прокатки 5. Вдоль оси прокатки расположено, по меньшей мере, пять корпусов 1 в зависимости от длин прокатываемых труб.
С торцов корпуса 1 расположены фиксаторы 6, положения корпуса 1, каждый из которых выполнен в виде конусного штока, пневматически взаимодействующего с конусным отверстием 7, выполненным на торце корпуса 1.
Применение изобретения поясняется следующим образом. В стационарно установленных вдоль оси прокатки 5 корпусах 1 проводят настройку проводных каналов 3 на соответствующий диаметр трубы путем поворота корпуса 1, а вместе с ним и проводок 2. Фиксируют положение корпуса 1 при помощи фиксаторов 6, обеспечивая соосность всех проводных каналов 3 во всех корпусах 1 по длине прокатки. После прокатки запланированного количества труб переходят на прокатку труб другого диаметра, используя следующий, проводной канал 3 на этой же направляющей проводке 2. При отсутствии необходимого проводного канала 3 на этой направляющей проводке производят расфиксирование положения корпуса 1 путем вывода фиксаторов 6 из конусных отверстий 7, расположенных на торце корпуса 1. После чего из набора направляющих проводок 2 выбирают соответствующую направляющую проводку и проводят поворот корпуса 1 на необходимый угол до тех пор, пока необходимый проводной канал 3 не совпадет с осью прокатки 5. Затем фиксируют положение корпуса 1 при помощи автоматических фиксаторов 6, пневматически взаимодействующих с конусным отверстием 7. Таким образом, производят настройку проводных каналов 3 на всех корпусах 1.
Центрователь трубопрокатного стана
Подающий механизм пилигримового стана
Боек валка пилигримового стана горячей прокатки труб
Привод клети стана холодной прокатки труб
Центрователь трубопрокатного стана
Входное устройство для прокатки тонкостенных труб, предназначенное для использования в автоматическом многоручьевом стане

