Результат интеллектуальной деятельности: КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ С ПОДЛОЖКОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к конструктивному элементу с подложкой в форме пластины или профиля и с соединённым с подложкой, декоративным поверхностным слоем, причём поверхностный слой образован из термореактивной смолы и имеет трёхмерную, изготовленную методом штампования, поверхностную структуру, которая осуществлена неравномерно. Изобретение относится также к способу изготовления конструктивного элемента, у которого подложка в форме пластины или профиля покрывается декоративным поверхностным слоем, который образуется из термореактивной смолы и в поверхностном слое штампуется трёхмерная, неравномерно осуществлённая поверхностная структура.
Уровень техники
Такие конструктивные элементы известны. Они обрабатываются далее для использования, среди прочего, в качестве элементов мебели, столешниц, стеновых панелей и т.д.
В частности, в случае с элементами мебели, в качестве негативного выявил себя тот факт, что на поверхностях остаются видимые отпечатки пальцев. Известно, что и чистые руки могут оставлять отпечатки пальцев, так как эти отпечатки, как правило, остаются вследствие наличия на руках кожного жира.
В DE 10 2008 034 825 А1 при использовании ДСП предлагается обработка лаковых поверхностей, которая уменьшает склонность к загрязнению лаковых поверхностей и одновременно позволяет добиться эффекта отсутствия отпечатков пальцев. Для этого к защитному лаку, перед его нанесением на поверхности покрываемых лаком предметов, добавляются силаны. За счёт добавления силанов смачиваемость отверждённых лаковых поверхностей существенно снижается и, тем самым, склонность к загрязнениям значительно уменьшается.
WO 02/064382 А2 описывает составы покрытия для напольного и мебельного ламината, которые должны придавать этому покрытию свойства защиты от загрязнений. Для этого предлагается покрывать самый верхний защитный слой ламината, который содержит термореактивную смолу, материалом из замещённого полисилоксана, или замешивать такой материал в самый верхний защитный слой ламината.
Далее EP 1 475 426 А1 описывает способ изготовления удаляемых грязе- и водоотталкивающих плоскостных покрытий на предметах, в котором при покрытии гидрофобные частицы наносятся на поверхность предметов и таким образом формируется поверхностная структура с рельефностью на поверхности предметов, которая имеет грязе- и водоотталкивающие свойства. Способ, отличающийся тем, что гидрофобные частицы суспендируются в растворе силиконовой воскообразной смеси в легколетучий силоксан и эта суспензия наносится, по меньшей мере, на одну поверхность соответствующего предмета, и легколетучий силоксан затем удаляется.
Недостатком вышеуказанного способа уровня техники являются существенные материальные затраты, вызванные добавлением силанов, замещённого полисилоксана или гидрофобных частиц с силиконовой воскообразной смесью и легколетучего силоксана. К тому же, эти присадочные материалы оказывают вредное воздействие на окружающую среду и порой опасны для здоровья.
Раскрытие изобретения
Исходя из этого, в основе предложенного на рассмотрение изобретения лежит задача создания с оптимальными затратами конструктивных элементов с декоративной поверхностью, декоративная поверхность которых имеет хорошую износостойкость и в значительной мере предотвращает наличие отпечатков пальцев. Задачей изобретения является также создание способа изготовления таких конструктивных элементов с оптимальными затратами.
Эта задача решается посредством конструктивного элемента или ламината с признаками, представленными в п.1 формулы изобретения, и, соответственно, в способе с признаками, представленными в п.7 формулы изобретения. Предпочтительные варианты осуществления конструктивного элемента в соответствии с изобретением или способа в соответствии с изобретением представлены в последующих зависимых пунктах формулы изобретения.
Конструктивный элемент или ламинат в соответствии с изобретением сформирован из подложки в форме пластины или профиля и из соединённого с подложкой, декоративного поверхностного слоя, причём поверхностный слой образован из термореактивной смолы и имеет трёхмерную, изготовленную методом штампования поверхностную структуру, которая осуществлена неравномерно. В соответствии с изобретением поверхностная структура имеет поочерёдно упорядоченные и неупорядоченные зоны, которые образованы посредством структур из рёбер и/или канавок, причём упорядоченные зоны с параллельными и/или в известной степени параллельными рёбрами, и/или с параллельными и/или в известной степени параллельными канавками, прерываются посредством неупорядоченных зон или структурных разрывов и, причём значение ширины соответствующего ребра или канавки лежит в диапазоне от 0,5 мкм до 100 мкм, предпочтительно, в диапазоне от 2 мкм до 50 мкм.
Способ в соответствии с изобретением, соответственно, отличающийся тем, что для штампования образованного из термореактивной смолы поверхностного слоя конструктивного элемента используется штамп для тиснения, штамповочная поверхность которого имеет поочерёдно упорядоченные и неупорядоченные зоны, которые образованы посредством структур из рёбер и/или канавок, причём упорядоченные зоны с параллельными и/или в известной степени параллельными рёбрами, и/или с параллельными и/или в известной степени параллельными канавками, прерываются посредством неупорядоченных зон или структурных разрывов и, причём значение ширины соответствующего ребра или канавки лежит в диапазоне от 0,5 мкм до 100 мкм, предпочтительно, в диапазоне от 2 мкм до 50 мкм.
Параллельные и/или в известной степени параллельные друг другу рёбра и/или канавки должны при этом располагаться не полностью параллельно друг другу в том плане, чтобы их контуры или касательные к ним не пересекались ни в какой точке. Более того, в данном случае под определением «параллельные и/или в известной степени параллельные друг другу рёбра и/или канавки» понимаются, в частности, и такие рёбра и/или канавки, которые располагаются рядом друг с другом и, наряду с этим, имеют, в основном, одинаковый контур. Под параллельными и/или в известной степени параллельными друг другу рёбрами и/или канавками в плане предложенного на рассмотрение изобретения могут пониматься, в частности, нерегулярные, имеющие прямоугольную форму рёбра и/или канавки, которые располагаются рядом друг с другом и, наряду с этим, имеют, в основном, одинаковый контур.
Изобретение основывается на идее о том, чтобы на образованном из термореактивной смолы (синтетической смолы) поверхностном слое сформировать нерегулярную микроструктуру в форме линейных структур, значение ширины которых лежит в диапазоне от 0,5 мкм до 100 мкм, посредством соответствующим образом структурированного штампа для тиснения, к примеру, посредством одного или нескольких соответствующим образом структурированных прессующих листов или прессующих лент, причём микроструктуры являются производными от структур лака «муара», отличающимися посредством нерегулярных поочерёдных зон упорядоченных и неупорядоченных линейных структур. Линейные структуры осуществлены при этом, к примеру, в виде нерегулярных рёбер и/или канавок прямоугольной формы, причём эти линейные структуры включают в себя упорядоченные линейные структуры в форме, в основном, прилегающих друг к другу в соответствии с контуром рёбер и/или канавок, а также неупорядоченные, а именно, как менее упорядоченные, так и абсолютно неупорядоченные, линейные структуры в форме расположенных перпендикулярно друг другу рёбер и/или канавок.
Равным образом, в практическом варианте осуществления изобретения могут находить применение целенаправленно сформированные структурные изображения, которые сформированы или формируются из алгоритмов, и/или из фрактальных, и/или из повторяющихся последовательностей узоров, и имеют одинаковые характерные структурные признаки, такие как структуры лака «муара», то есть, последовательность из упорядоченных и неупорядоченных канавок и/или рёбер или структурных разрывов.
Посредством таких нерегулярных мелких линейных структур с упорядоченными или неупорядоченными, как менее упорядоченными, так и абсолютно неупорядоченными, линейными структурами добиваются существенного эффекта отсутствия отпечатков пальцев. Одновременно линейные структуры, за счёт свой микроструктуры, обеспечивают сравнительно небольшой коэффициент отражения и, тем самым, способствуют формированию матовой поверхности. Коэффициент отражения (степень глянцевости) осуществлённого в соответствии с изобретением поверхностного слоя может изменяться при этом посредством геометрии структуры и габаритов структуры, в частности, глубины канавок. К тому же, термореактивная смола (синтетическая смола) придаёт декоративной поверхности хорошую износостойкость.
Конструктивным элементом в соответствии с изобретением является, к примеру, элемент мебели, дверной элемент, стеновая, потолочная или напольная панель или элемент наружного фасада, или же этот конструктивный элемент предназначен для изготовления такого рода элементов или панелей. Под элементом мебели может пониматься, в частности, доска стола, столешница, дверца шкафа, боковая стенка шкафа, вставная полка, фронтальная панель выдвижного ящика, полка этажерки, боковая стенка полки и т.д.
Имеющая форму пластины или профиля подложка конструктивного элемента изготавливается, к примеру, из дерева, слоистого материала и/или из картона. Слоистый материал состоит при этом из нескольких пропитанных в фенол-формальдегидной смоле или в меламиновой смоле бумажных слоёв, которые под высоким давлением соединены друг с другом. Такие состоящие из слоистого материала подложки обозначаются также как ламинат высокого давления. Под изготовленной из дерева подложкой конструктивного элемента в соответствии с изобретением может пониматься древесно-стружечная или волокнистая плита, в частности, древесноволокнистая плита высокой плотности или древесноволокнистая плита средней плотности. Также под имеющей форму пластины или профиля подложкой конструктивного элемента в соответствии с изобретением может пониматься так называемая «сэндвич» плита, которая имеет сердцевину, образованную из пластины картона ячеистой структуры или из пластины жёсткого пенопласта.
Соединённый с подложкой декоративный поверхностный слой может быть осуществлён однослойным или многослойным. Он имеет, к примеру, декоративный бумажный слой, непосредственно напечатанный на подложке декор и/или, по меньшей мере, один слой лака. Декором декоративного бумажного слоя или непосредственно напечатанным декором является, к примеру, деревянный декор, каменный декор, декор натурального камня или фантазийный декор. В частности, под декором может пониматься также стандартный одноцветный поверхностный декор, к примеру, одноцветный, нанесённый по всей поверхности, слой лака или одноцветная декоративная фольга.
Декоративный поверхностный слой образован, соответственно, из термореактивной смолы, предпочтительно из меламиновой смолы, из мочевино-формальдегидной смолы или из смеси таких смол, причём смола располагается или наносится, по меньшей мере, на внешней стороне поверхностного слоя. Декоративный поверхностный слой может иметь также по всей толщине слоя термореактивную смолу или может быть изготовлен из неё. Термореактивная смола может быть осуществлена прозрачной, полупрозрачной или непрозрачной. К тому же, термореактивная смола может быть осуществлена также одноцветной или многоцветной.
Предпочтительный вариант осуществления изобретения предусматривает, что соответствующее ребро или канавка поверхностной структуры имеет высоту или глубину максимум 30 мкм, предпочтительно максимум 10 мкм. Такой вариант осуществления является предпочтительным с точки зрения гигиены, так как при соответствующей небольшой высоте или глубине линейных структурных элементов меньшее количество загрязнений может скапливаться в поверхностной структуре конструктивного элемента. К примеру, рёбра и/или канавки поверхностной структуры имеют высоту или глубину в диапазоне от 0,5 мкм до 15 мкм, предпочтительно в диапазоне от 0,5 мкм до 10 мкм, особо предпочтительно в диапазоне от 0,5 мкм до 8 мкм.
Значение длины спинок отдельных рёбер или длины впадин отдельных канавок поверхностной структуры лежит, к примеру, в диапазоне от 10 мкм до 500 мкм, предпочтительно от 20 мкм до 200 мкм.
В соответствии со следующим предпочтительным вариантом осуществления изобретения рёбра поверхностной структуры имеют круглые спинки. Благодаря этому, поверхностный слой конструктивного элемента в соответствии с изобретением может механически более надёжно относительно так называемых устройств для глянцевания, а также проще и без остатка, извлекаться из соответствующего структурированного штампа для тиснения, к примеру, из прессующего листа или прессующей ленты. В связи с этим, преимуществом является также то, что в соответствии со следующим вариантом осуществления изобретения все наивысшие точки рёбер находятся, в основном, на одной и той же высоте или все точки углубления (впадины) канавок находятся, в основном, на одной и той же глубине.
Структурированная штамповочная поверхность штампа для тиснения может быть получена сравнительно недорогим способом посредством лазерной гравировки, причём канавки формируются непосредственно в металлической поверхности инструмента и поверхность инструмента после выжигания канавок хромируется. Протравливание поверхности инструмента для создания необходимых структур не является при этом необходимым условием.
В альтернативном варианте штамповочная поверхность может быть сформирована посредством лазерной гравировки и таким способом, когда канавки формируются в хромированной металлической поверхности инструмента. В качестве исходного материала при этом может быть использована предварительно отполированная и имеющая достаточную толщину, хромированная поверхность инструмента подходящего листа или корпуса валика. По окончании лазерной гравировки нет необходимости в дальнейшей обработке при изготовлении прессующего листа или прессующей ленты, то есть, в последующем этапе хромирования.
Следующий вариант для изготовления соответствующего штампа для тиснения для формирования поверхностных структур в соответствии с изобретением в термореактивном слое смолы, отличающийся тем, что штамповочная поверхность инструмента изготавливается посредством избирательного выжигания нанесённого по всей поверхности инструмента защитного кислотоупорного лака, причём изготовленная таким образом протравленная заготовка затем подвергается процессу протравливания для формирования канавок с заданной глубиной. При таком варианте для избирательного выжигания защитного кислотоупорного лака может быть использован низкоэнергетический лазер. Возможность использования низкоэнергетического лазера в техническом плане выявляет преимущества в отношении издержек производства.
Краткое описание чертежей
Чертежами поясняется более детально на основании нескольких примеров осуществления, на которых представлены:
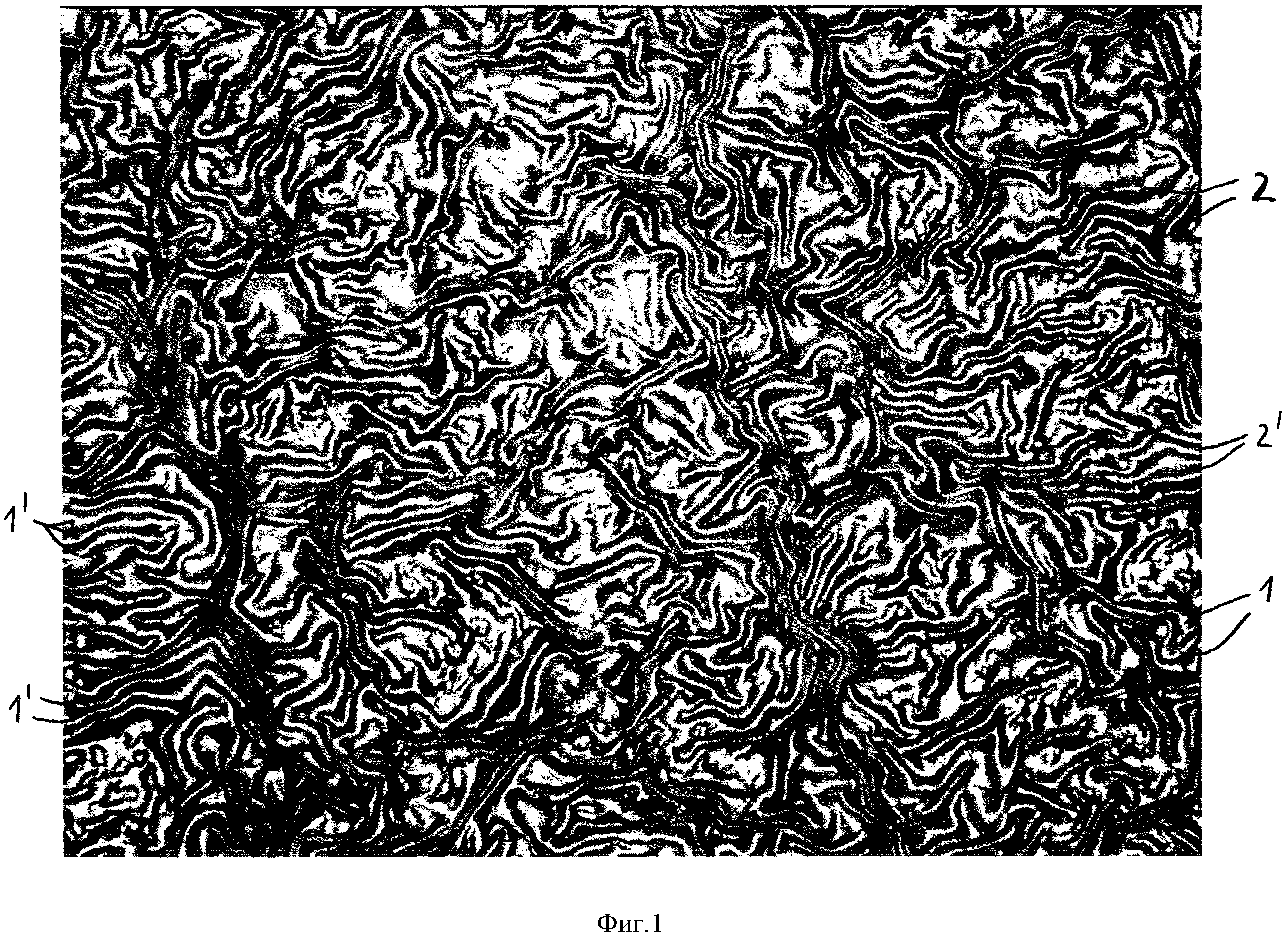
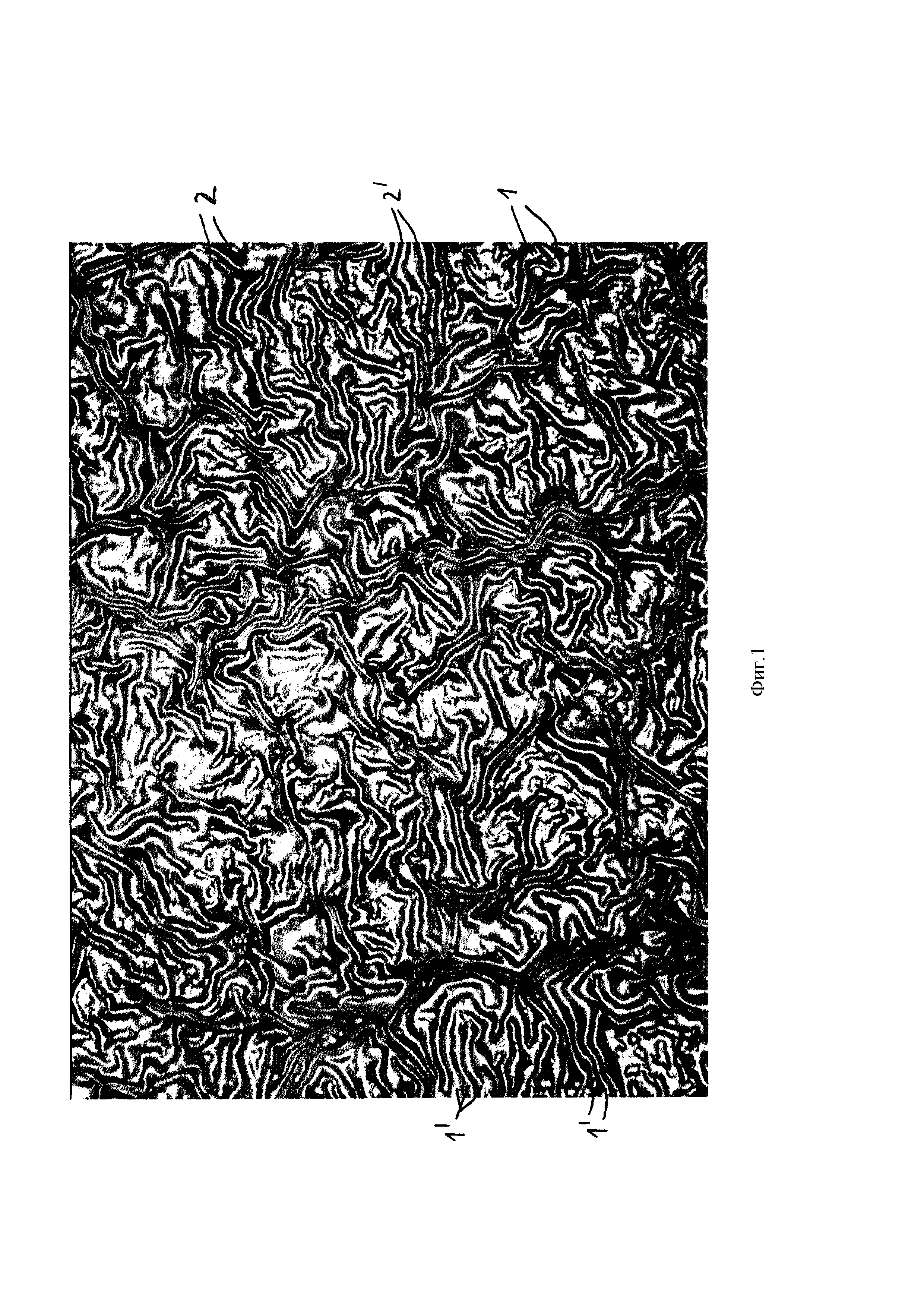
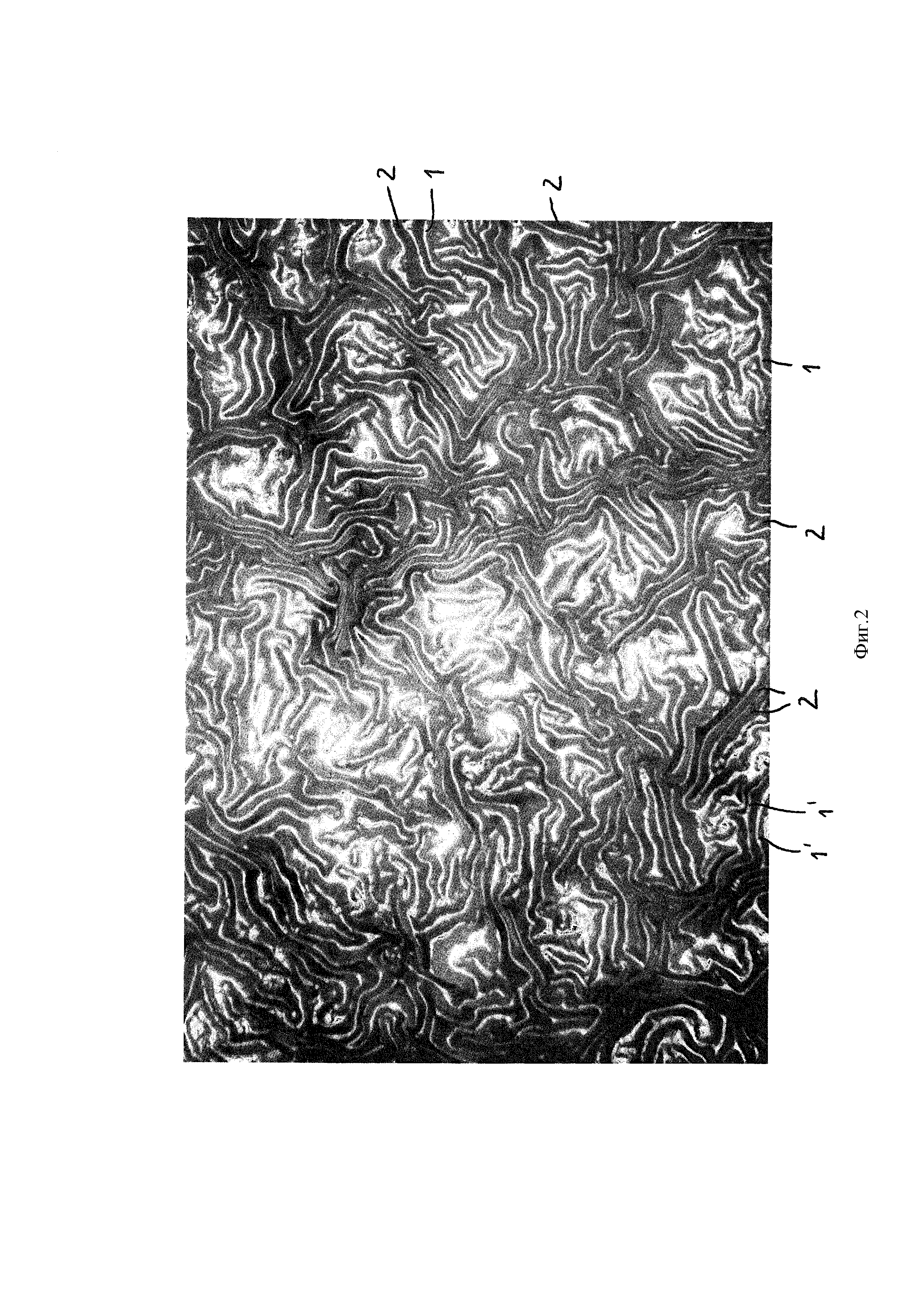
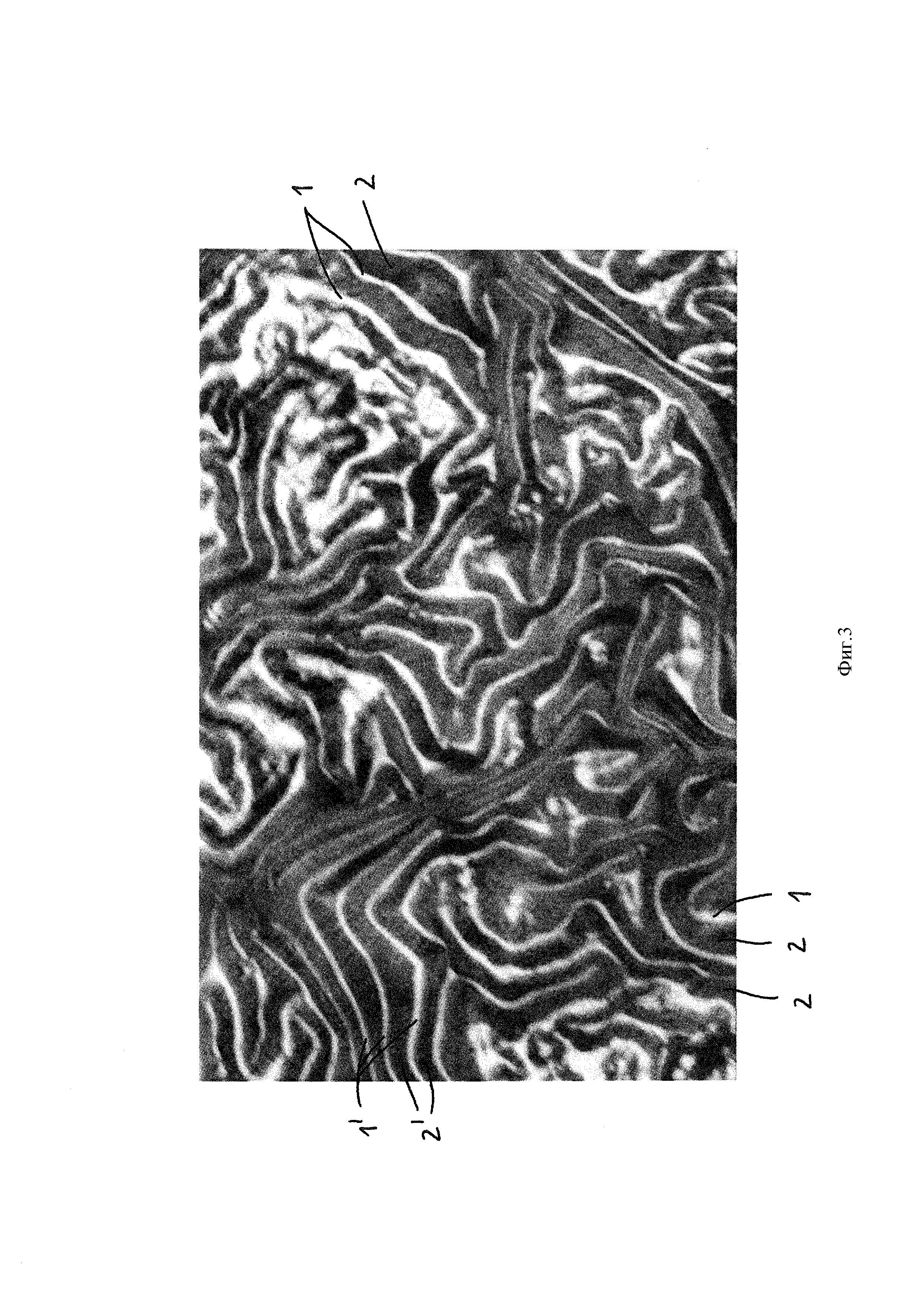
фиг.1-3 - изображения участков поверхностной структуры конструктивного элемента в соответствии с изобретением, которые записаны при помощи растрового силового микроскопа в различных масштабах увеличения;
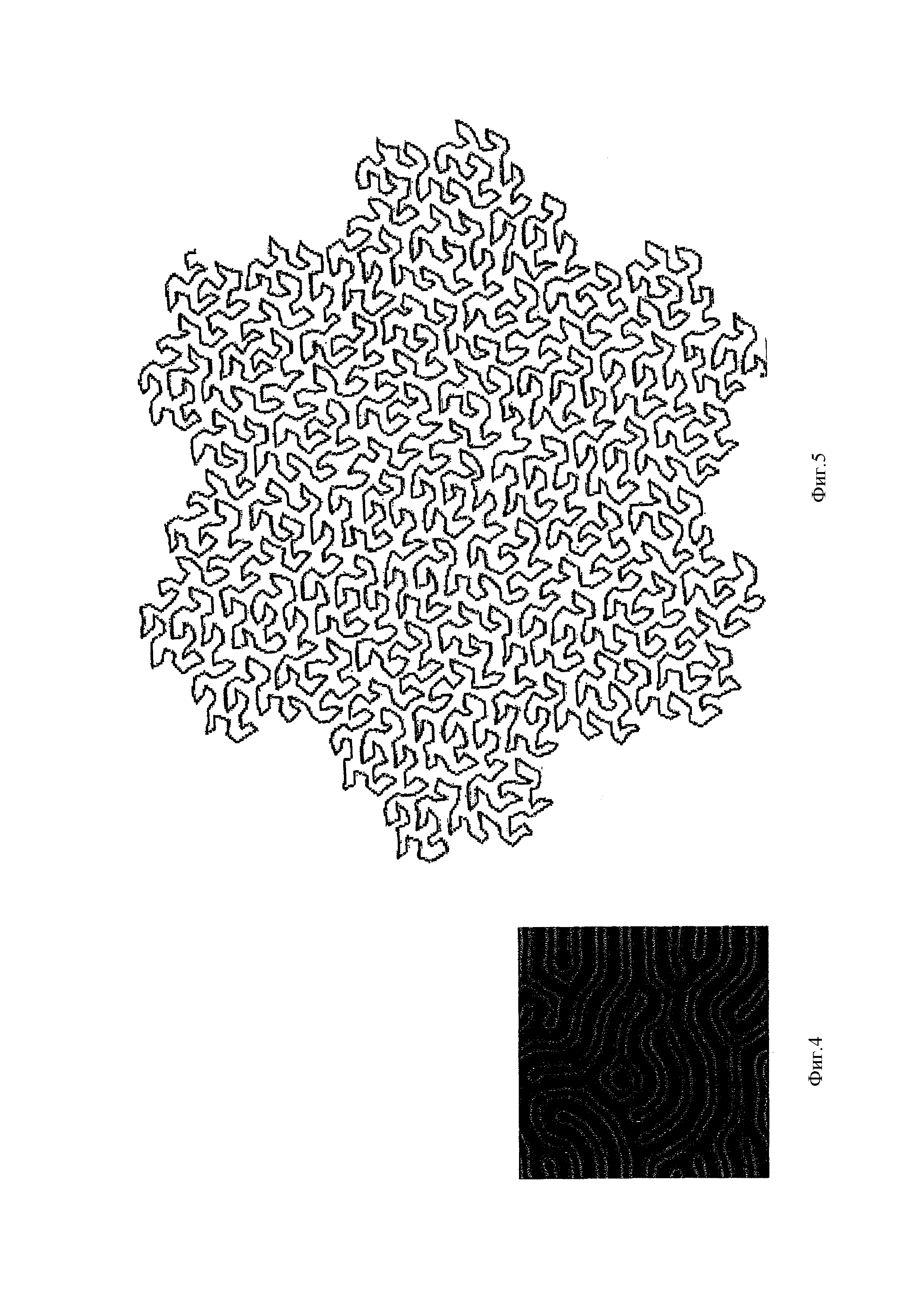
фиг.4 и 5 - два примера изображения структуры, полученные при использовании алгоритма;
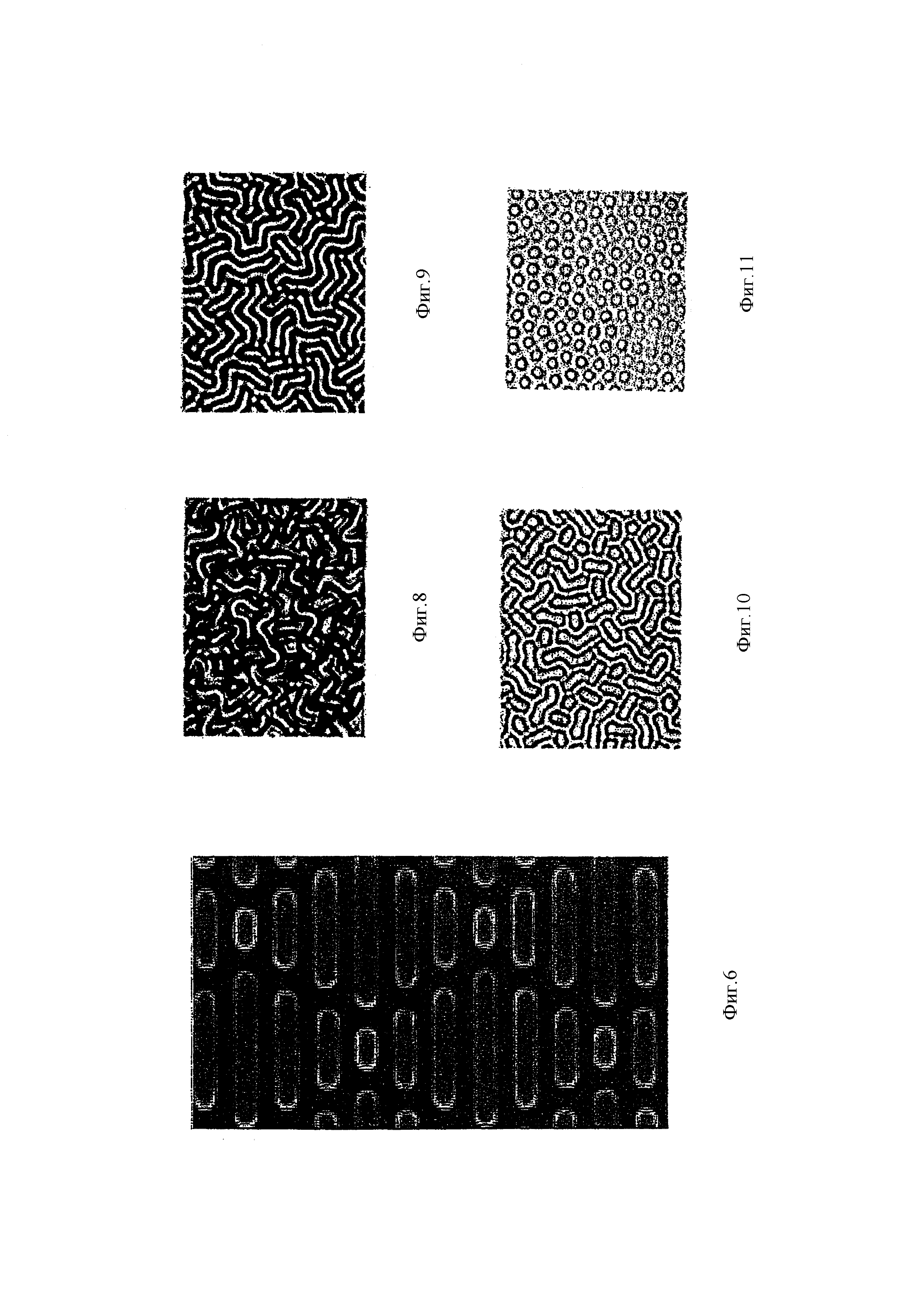
фиг.6 - пример полученного техническими средствами изображения структуры, которое является производным от структуры лака «муара»;
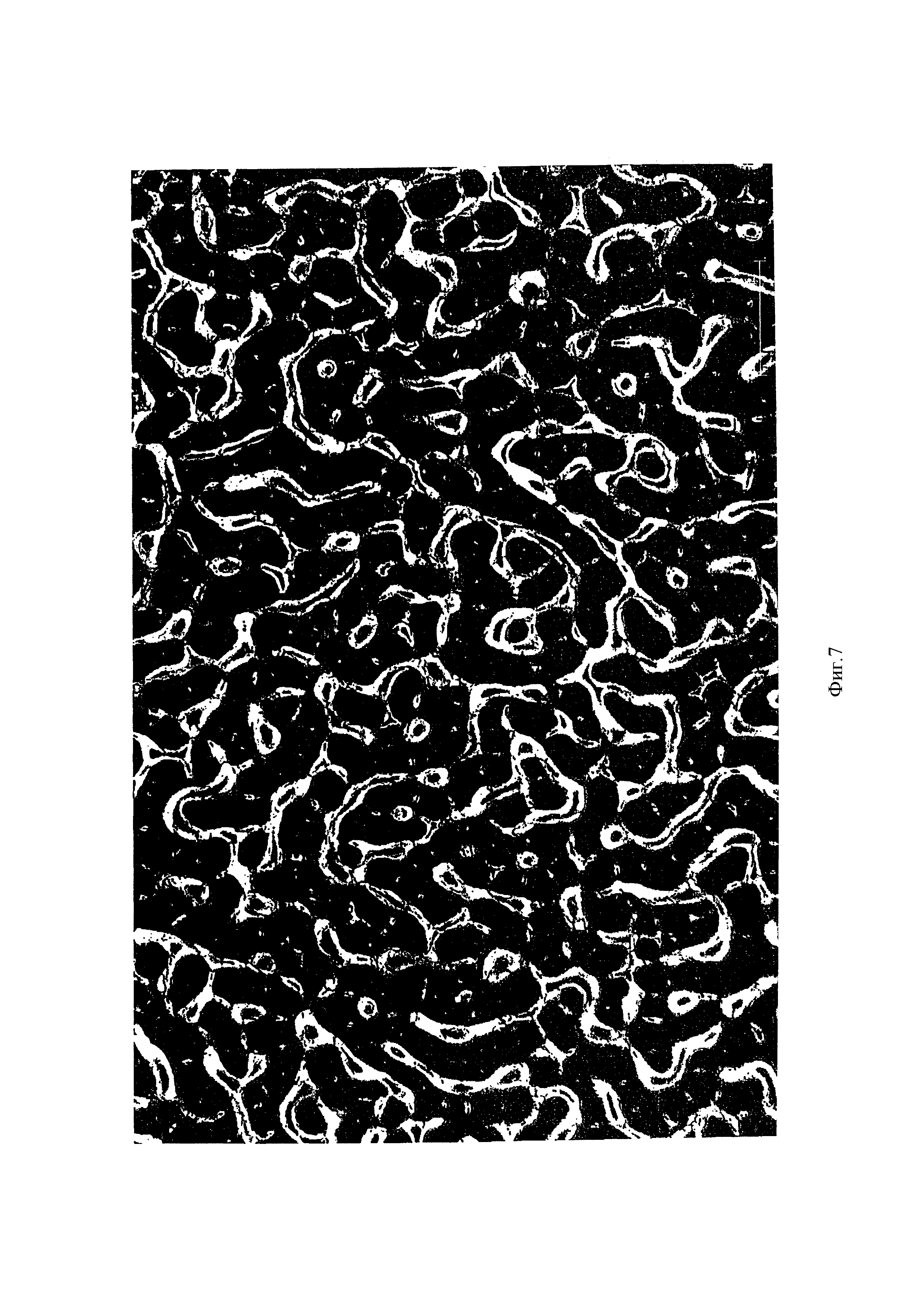
фиг.7 - пример производного от структуры лака «муара», случайного изображения структуры, которое было получено посредством лазера; и
фиг.8-11 - следующие примеры полученных техническими средствами изображений структур, которые, соответственно, являются производными от структуры лака «муара».
Осуществление изобретения
Растровая силовая микроскопия (Atomic Force Microscopy, AFM) является чувствительной к поверхности техникой для отображения структуры и морфологии и, соответственно, топографии поверхности пробы. При этом поверхности исследуемых проб сканируются измерительной иглой и взаимодействие между иглой и поверхностью пробы регистрируется. Измерительная игла, именуемая также кантилевером, имеет упруго-эластичный участок, который служит в качестве отражающей поверхности для лазерного луча. Лазерный луч при этом, в зависимости от эластичного изгиба кантилевера, отклоняется под различными углами и отражённый, отклонённый лазерный луч регистрируется фотодетектором. Эластичный изгиб кантилевера и, таким образом, отклонение лазерного луча зависят от профиля высот поверхности пробы. При сканировании поверхности пробы каждой точке в плоскости ху, в зависимости от величины отклонения лазерного луча, соответствует значение яркости и, таким образом, на экране растрового силового микроскопа формируется изображение профиля поверхности пробы. При этом также определяется перемещение кантилевера в направлении z (расстояние от поверхности).
Фиг.1-3 показывают с различным увеличением изображения участков поверхности исследуемой при помощи растрового силового микроскопа пробы конструктивного элемента в соответствии с изобретением. Конструктивный элемент, под которым понимается, к примеру, мебельная доска или стеновая панель, имеет подложку в форме пластины, которая с одной стороны или с обеих сторон покрыта декоративным поверхностям слоем. Подложка и декоративный поверхностный слой соединены друг с другом неразъёмным образом. Декоративный поверхностный слой образован из термореактивной смолы, предпочтительно из меламиновой смолы и/или из мочевино-формальдегидной смолы, причём смола предусмотрена, по меньшей мере, на верхней стороне декоративного поверхностного слоя.
В поверхностном слое или в слое смолы при помощи структурированного штампа для тиснения, к примеру, структурированного прессующего листа или прессующей ленты, штампуется трёхмерная, неравномерно осуществлённая поверхностная структура.
На фиг.1-3 можно видеть, что поверхностная структура имеет рёбра 1 и канавки 2 неравномерной прямоугольной формы, которые частично располагаются перпендикулярно друг другу и частично, в основном, в соответствии с контуром, располагаются рядом друг с другом. Расположенные перпендикулярно друг другу рёбра и/или канавки образуют друг с другом различные по величине углы, значения которых лежат, в частности, в диапазоне от 30° до 150°. Расположенные, в соответствии с контуром, рядом друг с другом рёбра 1´ и/или канавки 2´ имеют, в основном, одинаковую кривизну.
Рёбра 1, 1´ и канавки 2, 2´ осуществлены очень тонкими, в частности, очень узкими. Значения ширины соответствующих рёбер 1, 1´ или канавок 2, 2´ лежат в диапазоне от 0,5 мкм до 100 мкм, предпочтительно в диапазоне от 2 мкм до 50 мкм. Значения высоты и глубины рёбер 1, 1´ или канавок 2, 2´ лежат в диапазоне от 0,5 мкм до 15 мкм, предпочтительно в диапазоне от 0,5 мкм до 10 мкм, особо предпочтительно в диапазоне от 0,5 мкм до 8 мкм. Значения длины спинки отдельных рёбер 1, 1´ прямоугольной формы или значения длины впадины отдельных канавок 2, 2´ прямоугольной формы поверхностной структуры лежат, к примеру, в диапазоне от 10 мкм до 500 мкм, в частности, в диапазоне от 20 мкм до 200 мкм.
Различные структурные зоны (структурные элементы) поверхности имеют различные показатели преломления или коэффициенты отражения и, тем самым, эффект, по меньшей мере, частичной невидимости отпечатков пальцев. Изменение толщины этих поверхностных структур определяет, во-первых, степень матирования и, во-вторых, в сочетании с выбранным типом структурирования, свойства отсутствия отпечатков пальцев. Чем тоньше трёхмерная поверхностная структура в форме рёбер и/или канавок в вышеупомянутых зонах, тем меньше степень глянцевости поверхности. Чем грубее эта поверхностная структура в вышеупомянутых зонах, тем лучше свойства отсутствия отпечатков пальцев.
Спинки рёбер 1, 1´ в поперечном сечении осуществлены закруглёнными. Рёбра 1, 1´ имеют, к примеру, в основном, параболаобразный или, в основном, полукруглый про форме контур поперечного сечения. То же самое относится в предпочтительном варианте также и к контуру поперечного сечения канавок 2, 2´.
Для изготовления конструктивных элементов с декоративной поверхностью, декоративная поверхность которых имеет хорошую износостойкость и надёжно предотвращает возможность оставления отпечатков пальцев, изобретение предусматривает, таким образом, что характеристика структуры поверхности лака «муара», то есть, последовательность из упорядоченных и неупорядоченных элементов структуры в микронном диапазоне, заштамповывается или запрессовывается в поверхностный слой из термореактивной смолы. Для этого в предпочтительном варианте могут использоваться также технически специально изготовленные структурные изображения, полученные за счёт того, что структурное изображение выбирается на поверхности штампа для тиснения, к примеру, прессующего листа, или используется в виде образца при изготовлении поверхности инструмента (штамповочной поверхности). В качестве целенаправленно изготовленных структурных изображений при этом могут использоваться, в частности, такие структурные изображения, которые изготавливаются посредством алгоритма и/или из фрактальных и/или повторяющихся последовательностей образцов. На фиг.4-11 представлено несколько примеров.
На фиг.4 показано сгенерированное посредством одного или нескольких дифференциальных уравнений структурное изображение, а на фиг.5 основанное на векторной графике, представленное ломаными линиями, структурное изображение. На фиг.6 показана технически простая смена упорядоченных и неупорядоченных элементов структуры или структур, причём неупорядоченные структурные элементы (структуры) определяют структурный разрыв (прерывание). На фиг.7 показано изображение полученного посредством лазерного луча случайного образца с упорядоченными и неупорядоченными структурными элементами в форме канавок и рёбер.
На фиг. 8-11 показаны образцы, производные от структур лака «муара», которые имеют аналогичные характеристики, что и структуры лака «муара», а именно, последовательность из (большого количества) упорядоченных или подвергаемых упорядочению, или неупорядоченных, или менее упорядоченных, структурных элементов, причём фиг.8 опять же демонстрирует случайную структуру, фиг.9 структуру в форме ламелей или полосок с большим количеством структурных элементов в форме полосок, фиг.10 структуру в форме «земляного ореха» с большим количеством имеющих форму земляного ореха структурных элементов, а фиг.11 структуру с большим количеством гексагональных структурных элементов.
Подходящий для формирования представленных на фиг.1-11 структурных изображений или соответствующей поверхностной структуры, штамп для тиснения, к примеру, структурированный прессующий лист или структурированный прессующий валик, может быть изготовлен посредством лазерной обработки (лазерной гравировки) поверхности инструмента (штамповочной поверхности).
Вариант осуществления лазерной гравировки металлической поверхности инструмента для формирования поверхностных структур в соответствии с изобретением в слоях поверхности из термореактивной смолы, в частности, из меламиновой смолы, отличающийся тем, что необходимые для этого канавки или структуры выжигаются непосредственно в металлической поверхности инструмента, который в предпочтительном варианте изготовлен из стали, и поверхность инструмента после выжигания канавок или структур хромируется. Протравливание поверхности инструмента для формирования канавок (структур) в данном случае не является необходимым условием. Структурированные при помощи непосредственной лазерной гравировки прессующие листы или прессующие валики могут быть использованы сразу же по окончании завершающего этапа хромирования. При этом не требуется применение матового хрома для уменьшения степени глянцевости штамповочных поверхностей прессующих листов или прессующих валиков.
Следующая возможность для изготовления прессующих листов или прессующих валиков с необходимыми микроструктурами для формирования поверхностных структур в соответствии с изобретением в термореактивных слоях смолы состоит в изготовлении штамповочной поверхности посредством лазерной гравировки, причём канавки формируются в хромированной металлической поверхности инструмента. В этом случае не было бы необходимости в последующем этапе хромирования. В качестве исходного материала при этом мог бы быть использован предварительно отполированный и имеющий достаточно толстый хромированный слой металлический лист, в предпочтительном варианте стальной лист, в котором посредством лазерной гравировки формируются необходимые микроструктуры.
Следующий вариант изготовления прессующих листов или прессующих валиков с необходимыми микроструктурами для формирования поверхностных структур в соответствии с изобретением в термореактивных слоях смолы состоит в изготовлении этих микроструктур посредством целенаправленного избирательного выжигания сформированного по всей поверхности листа или по боковой поверхности валика защитного кислотоупорного лака посредством, по меньшей мере, одного низкоэнергетического лазера. Полученная таким образом протравленная заготовка затем подвергается процессу травления для формирования на определённой глубине необходимых канавок в прессующем листе или в боковой поверхности валика.
Осуществление предложенного на рассмотрение изобретения не ограничено представленными на чертежах примерами. Возможны многочисленные варианты, которые находят применение и в случае отличного от данного примера варианта осуществления изобретения, описанного в приложенной формуле изобретения.
Способ изготовления многослойной плиты из слоистого материала
Способ изготовления bsh-несущей балки из ламелей и bsh-несущая балка из ламелей
Способ и устройство для изготовления плитообразного изделия с имеющей декор поверхностью
Система, по меньшей мере, из двух панелей
Способ изготовления половой панели и половая панель
Способ изготовления панели для мебели или пола
Устройство и способ для покрытия частиц древесины
Облегченная плита, соединительное устройство и способ его изготовления
Расслоившаяся дисперсия для гидрофобизации материала, содержащего лигноцеллозу
Способ изготовления имеющих углубления панелей

