Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ЭЛЕМЕНТА, А ТАКЖЕ МНОГОСЛОЙНЫЙ ЭЛЕМЕНТ
Вид РИД
Изобретение
Изобретение касается способа изготовления многослойного элемента, имеющего слой подложки и выполненный на и/или в этом слое подложки одно- или многослойный декоративный слой, а также многослойного элемента, защитного элемента и защищенного документа.
Оптические защитные элементы часто применяются для того, чтобы затруднить копирование документов или продуктов для предотвращения злоупотребления ими, в частности предотвратить подделку. Так, оптические защитные элементы находят применение для защиты документов, банкнот, кредитных и платежных карт, пропусков, упаковок ценных продуктов и тому подобного. При этом известно применение в качестве оптических защитных элементов оптически изменяемых элементов, которые не могут дублироваться традиционными способами копирования. Известно также оснащение защитных элементов структурированным металлическим слоем, который выполнен в виде текста, логотипа или другого рисунка.
Создание структурированного металлического слоя, например, на плоско нанесенном путем ионного напыления или осаждения пара металлическом слое, требует множества процессов, в частности, когда должны создаваться особенно тонкие структуры, которые обладают высокой защищенностью от подделки. Так, например, известна частичная деметаллизация и вместе с тем структурирование металлического слоя, нанесенного по всей поверхности путем позитивного или негативного травления или путем лазерной абляции. Альтернативно этому возможно нанесение металлических слоев на подложку посредством применения масок для напыления уже в структурированном виде.
Чем больше предусмотрено технологических этапов для изготовления защитного элемента, тем большее значение приобретает точность совмещения или приводки отдельных этапов способа, т.е. точность позиционирования отдельных инструментов друг относительно друга при образовании защитного элемента в отношении уже имеющихся на защитном элементе признаков или слоев или структур.
Задачей настоящего изобретения является предложить особенно трудно воспроизводимый многослойный элемент и способ изготовления такого многослойного элемента.
Задача решается с помощью способа изготовления многослойного элемента, в частности оптического защитного элемента или оптического декоративного элемента, причем при этом способе:
a) на слой подложки наносится одно- или многослойный первый декоративный слой;
b) по меньшей мере один металлический слой наносится на обращенную от слоя подложки сторону первого декоративного слоя;
c) указанный по меньшей мере один металлический слой структурируется таким образом, чтобы этот металлический слой в одной или нескольких первых зонах многослойного элемента был предусмотрен с первой толщиной слоя, и в одной или нескольких вторых зонах многослойного элемента был предусмотрен с отличающейся от первой толщины слоя второй толщиной слоя, при этом, в частности, вторая толщина слоя равна нулю;
d) на обращенную от первого декоративного слоя сторону металлического слоя наносится одно- или многослойный второй декоративный слой;
e) первый и/или второй декоративный слой структурируется с использованием металлического слоя в качестве маски в первой области многослойного элемента таким образом, что первый и/или второй декоративный слой в первых или вторых зонах по меньшей мере частично удаляется.
Этапы a)-e) предлагаемого изобретением способа должны предпочтительно выполняться в указанной последовательности.
Задача решается также с помощью многослойного элемента, имеющего одно- или многослойный первый декоративный слой, одно- или многослойный второй декоративный слой и по меньшей мере один, расположенный между первым и вторым декоративным слоем металлический слой, причем этот металлический слой структурирован таким образом, что указанный по меньшей мере один металлический слой в первой области многослойного элемента в одной или нескольких первых зонах многослойного элемента предусмотрен с первой толщиной слоя, и в одной или нескольких вторых зонах многослойного элемента предусмотрен с отличающейся от первой толщины слоя второй толщиной слоя, при этом, в частности, вторая толщина слоя равна нулю, и при этом первый и второй декоративный слой структурированы конгруэнтно друг другу, а также металлическому слою. Первый и второй декоративный слой, а также металлический слой имеют предпочтительно отдельные структуры, так что первый и второй декоративный слой в первой области в указанных первых или вторых зонах по меньшей мере частично удалены конгруэнтно друг другу, а также металлическому слою.
Такой многослойный элемент может получаться предпочтительно посредством описанного выше способа.
Предлагаемый изобретением многослойный элемент, например, в виде этикетки, ламинирующей пленки, пленки горячего тиснения или переводной пленки может использоваться для создания оптического защитного элемента, который применяется для защиты документов, банкнот, кредитных и платежных карт, пропусков, упаковок ценных продуктов и тому подобного. При этом декоративные слои и указанный по меньшей мере один расположенный с точным совмещением к ним металлический слой могут служить оптическим защитным элементом.
С помощью изобретения достигается выполнение особенно защищенных от подделки многослойных элементов. При этом способе во время изготовления многослойного элемента металлический слой служит маской, предпочтительно экспонированной маской для экспонировании, т.е. фотоактивации фотоактивируемого слоя, который может быть включен в первый и/или второй декоративный слой, или в качестве маски для защиты первых зон или, соответственно, вторых зон, например, от воздействия растворителя, и на готовом многослойном элементе для получения оптического эффекта. То есть металлический слой выполняет несколько совершенно разных функций.
При этом структурирование в соответствии с этапом c) и/или этапом e) может также осуществляться только в одной отдельной области многослойного элемента, которая тогда, в частности, представляет собой первую область.
Предпочтительно первый и второй декоративный слой структурируются с использованием металлического слоя в качестве маски в первой области таким образом, что первый и второй декоративный слой соответственно в первых или вторых зонах по меньшей мере частично удаляются, или что металлический слой структурируется с использованием первого или второго декоративного слоя в качестве маски.
Благодаря этому достигается структурирование с точным совмещением друг к другу первого декоративного слоя, второго декоративного слоя и металлического слоя без дополнительного применения регистрирующих устройств, и становится возможным очень прецизионное, с точным положением структурирование этих слоев друг относительно друга.
При традиционных способах создания маски для травления посредством экспонирования по маске, причем эта маска имеется либо в виде отдельного элемента, напр., в виде отдельной пленки или в виде отдельной стеклянной пластины/стеклянного валика, либо в виде напечатанного впоследствии слоя, может возникнуть та проблема, что линейные и/или нелинейные искажения в многослойном элементе, вызванные предыдущими, в частности создающими термическую и/или механическую нагрузку этапами процесса, не могут выравниваться полностью по всей поверхности многослойного элемента путем ориентации маски на многослойном элементе, хотя осуществляется ориентация маски по имеющимся (чаще всего расположенным на горизонтальных и/или вертикальных краях многослойного элемента) метках приводки или совмещения. При этом допуск колеблется по всей поверхности многослойного элемента в сравнительно большом диапазоне. С помощью этого способа предпочтительно заданные структурированием первого или второго декоративного слоя или металлического слоя первые или вторые зоны непосредственно или опосредствованно используются в качестве маски для структурирования остальных слоев, так что эти проблемы предотвращаются.
То есть выполненная в виде декоративного слоя или, соответственно, металлического слоя маска подвергается всем последующим этапам процесса многослойного элемента, и поэтому автоматически следует всем возможно вызванным этими этапами процесса искажениям в самом многослойном элементе. Поэтому не возникают никакие дополнительные допуски, в частности также никакие дополнительные колебания допусков по поверхности многослойного элемента, так как не происходит последующее создание маски и необходимое в связи с этим последующее позиционирование с наиболее точным возможным совмещением этой маски, не зависимой от предыдущего хода процесса. Допуски или, соответственно, точности совмещения при предлагаемом изобретением способе объясняются только, возможно, не абсолютно точно выполненными краями первых и вторых зон, а также металлического слоя, качество которых определяется применяемым в каждом случае способом изготовления. Допуски или, соответственно, точности совмещения при предлагаемом изобретением способе находятся примерно в микронном диапазоне, и поэтому намного ниже разрешающей способности глаза; т.е. невооруженный человеческий глаз уже не может воспринимать имеющиеся допуски.
Под совмещением или точностью совмещения следует понимать расположение в точном положении находящихся друг над другом слоев.
Слой включает в себя по меньшей мере один слой. Декоративный слой включает в себя один или несколько декоративных и/или защитных слоев, которые, в частности, выполнены в виде слоев лака. Декоративные слои могут быть расположены на слое подложки по всей поверхности или в структурированной в виде рисунка форме.
Когда ниже описывается расположение предмета в первой зоне и/или второй зоне, то под этим следует понимать, что предмет расположен так, что предмет и первая и/или вторая зона перекрываются, если смотреть перпендикулярно плоскости слоя подложки.
Указанный по меньшей мере один металлический слой может состоять из одного единственного металлического слоя или их некоторой последовательности двух или нескольких металлических слоев, предпочтительно различных металлических слоев. В качестве металла для металлических слоев предпочтительно применяется алюминий, медь, золото, серебро или сплав из этих металлов.
Кроме того, предпочтительно, если на этапе c), т.е. для структурирования металлического слоя, на обращенную от первого декоративного слоя сторону металлического слоя наносится активируемый посредством электромагнитного излучения первый слой резиста, и этот первый слой резиста экспонируется с применением экспонирующей маски посредством упомянутого электромагнитного излучения. Тогда после этого следуют предпочтительно другие этапы для структурирования металлического слоя, такие как, например, проявление, травление и снятие стриппером.
Предпочтительно, если далее поступают следующим образом: нанесенный на этапе d) второй декоративный слой включает в себя один или несколько вторых активируемых посредством электромагнитного излучения, окрашенных слоев резиста. На этапе e) эти один или несколько вторых окрашенных слоев резиста посредством упомянутого электромагнитного излучения экспонируются со стороны слоя подложки, при этом металлический слой служит экспонирующей маской. Таким образом, второй декоративный слой может структурироваться при безукоризненном совмещении к металлическому слою.
В другом предпочтительном варианте осуществления этот один или несколько вторых, окрашенных слоев резиста включают в себя по меньшей мере два слоя резиста, содержащие различные красящие средства или красящие средства различной концентрации. При этом один или несколько из указанных одного или нескольких вторых окрашенных слоев резиста могут наноситься каждый посредством способа печати в виде рисунка. Эти окрашенные слои резиста выполняются при этом предпочтительно в виде рисунка для образования первого мотива.
Особенно предпочтительно, если первый слой резиста на этапе c) экспонируется со стороны слоя подложки, при этом маска для экспонирования первого слоя резиста образуется первым декоративным слоем. Для этого первый декоративный слой, если смотреть перпендикулярно плоскости слоя подложки, в первой области в указанных одной или нескольких первых зонах имеет первый коэффициент пропускания, а в указанных одной или нескольких вторых зонах - больший по сравнению с первым коэффициентом пропускания второй коэффициент пропускания, при этом упомянутые коэффициенты пропускания предпочтительно относятся к электромагнитному излучению с длиной волны, подходящей для фотоактивации первого слоя резиста.
При экспонировании фотоактивируемого слоя посредством упомянутого электромагнитного излучения с обращенной от фотоактивируемого слоя стороны слоя подложки сквозь первый декоративный слой этот первый декоративный слой действует, таким образом, в качестве экспонирующей маски, так как он имеет в первой зоне коэффициент пропускания, который снижен по сравнению с коэффициентом пропускания второй зоны. Кроме того, просвечивание осуществляется сквозь металлический слой и вместе с тем слой, подлежащий структурированию.
Кроме того, целесообразно, если на отдельную область металлического слоя, в которой не предусмотрен первый слой резиста, частично наносится, в частности окрашенный, слой резиста, стойкого к травлению. С помощью этого слоя резиста, стойкого к травлению, в этой отдельной области при более позднем процессе травления металлический слой может структурироваться независимо от экспонирования первого слоя резиста, благодаря чему могут достигаться другие графические эффекты. Предпочтительно слой резиста, стойкого к травлению, состоит при этом из поливинилхлорида.
Первый декоративный слой также выполняет здесь несколько совершенно разных функций, а именно, функцию экспонирующей маски, а также предоставления оптической информации.
Предпочтительно первый декоративный слой выполнен так, что наблюдатель предмета, декорированного посредством многослойного элемента, может рассматривать указанный по меньшей мере один металлический слой сквозь первый декоративный слой. Для этого первый декоративный слой может быть, например, прозрачным или просвечивающим. Кроме того, возможно также, чтобы первый декоративный слой образовывал (цветной) второй, видимый для наблюдающего человека мотив, который выполнен независимо от первых и вторых зон. Для этого первый декоративный слой может быть, например, прозрачным или окрашен просвечивающим образом.
Благодаря использованию первого декоративного слоя в качестве экспонирующей маски первый слой резиста структурирован с точным совмещением с первыми и вторыми зонами многослойного элемента, т.е. структуры структурированного первого слоя резиста расположены с совмещением к первым и вторым зонам декоративного слоя. Кроме того, по этому варианту осуществления способа указанный по меньшей мере один металлический слой структурирован с точным совмещением со слоем резиста. То есть этот способ позволяет выполнять по меньшей мере четыре слоя, выполненных с точным совмещением друг с другом: первый декоративный слой, первый слой резиста, указанный по меньшей мере один металлический слой и второй декоративный слой. В результате способа многослойный элемент имеет металлический слой, а также два декоративных слоя с точным совмещением в первой зоне или во второй зоне многослойного элемента.
Благодаря использованию первого декоративного слоя в качестве экспонирующей маски для первого слоя резиста или, соответственно, металлического слоя в качестве экспонирующей маски для второго слоя резиста, при необходимости включенного во второй декоративный слой, неизбежно получается абсолютная точность совмещения данной экспонирующей маски к металлическому слою или, соответственно, второму декоративному слою, т.е. первый декоративный слой и структурированный металлический слой сами по меньшей мере в отдельных областях выполняют функцию экспонирующих масок. То есть, первый декоративный слой или, соответственно, металлический слой и экспонирующая маска образуют соответственно один общий функциональный узел. Благодаря этому столь же простому, как и эффективному способу возникает значительное преимущество по сравнению с традиционными способами, в которых отдельная экспонирующая маска должна устанавливаться с совмещением со слоями многослойного элемента, при этом на практике полностью избежать отклонений совмещения удается в минимальном количестве случаев.
Возможно, чтобы первый декоративный слой включал в себя первый слой лака, который располагается на слое подложки в первой зоне с первой толщиной слоя, а во второй зоне либо не располагается, либо располагается с меньшей по сравнению с первой толщиной слоя второй толщиной слоя, так что первый декоративный слой в первой зоне имеет упомянутый первый коэффициент пропускания, а во второй зоне имеет упомянутый второй коэффициент пропускания. Благодаря этому простым образом осуществляется функция маски первого декоративного слоя.
Слои лака могут при этом особенно просто наноситься в виде рисунка способом печати, например, глубокой печати, офсетной печати, трафаретной печати, струйной печати, так что осуществляются как функция маски, так и желаемый оптический эффект.
Чтобы можно было осуществлять разнообразные оптические эффекты или, соответственно, защитные признаки, предпочтительно также, если слои лака содержат абсорбер ультрафиолетовых лучей и/или красящее средство.
В вариантах способа, которые включают в себя экспонированию сквозь первый декоративный слой, выяснилось, что предпочтительно выбирать толщину и материал первого декоративного слоя так, чтобы первый коэффициент пропускания был больше нуля. Толщина и материал первого декоративного слоя выбраны так, что электромагнитное излучение с подходящей для фотоактивации длиной волны частично проникает сквозь первый декоративный слой в первой зоне. То есть образованная первым декоративным слоем экспонирующая маска выполнена в первой зоне проницаемой для излучения.
Оказалось целесообразным, если толщина и материал первого декоративного слоя выбирается так, чтобы отношение между вторым и первым коэффициентом пропускания было равно или больше 2. Отношение между первым и вторым коэффициентом пропускания составляет предпочтительно примерно 1:2, также называется контрастом 1:2. Контраст 1:2 по меньшей мере на один порядок величины меньше, чем у традиционных масок. До сих пор не было принято использовать для экспонирования слоя резиста маску, которая имеет такой низкий контраст, как и описанный здесь предпочтительно применяемый первый декоративный слой. При экспонировании резиста с помощью традиционной маски (напр., хромовой маски) имеются непросвечивающие (ОП > 2) и совершенно прозрачные области; то есть маска имеет высокий контраст. Традиционная алюминиевая маска имеет характерный контраст 1:100, так как характерный коэффициент пропускания алюминиевого слоя составляет значения около 1%, соответственно оптической плотности (= ОП) 2,0. Коэффициент пропускания (= Т) и ОП связаны друг с другом следующим образом: Т=10-ОП (т.е. ОП=0 соответствует Т=100%; ОП=2 соответствует Т=1%; ОП=3 соответствует Т=0,1%). В противоположность традиционным способам экспонирования слой резиста просвечивается не только через маску с низким контрастом (= декоративный слой), но и сквозь металлический слой.
Экспонируемая сквозь первые зоны область фотоактивируемого первого слоя резиста (меньший коэффициент пропускания) активируется предпочтительно в меньшей степени, чем экспонируемая сквозь вторые зоны область фотоактивируемого первого слоя резиста (больший коэффициент пропускания). Первый слой резиста может при этом временно наноситься на металлический слой во время изготовления многослойного элемента, где он служит для структурирования металлического слоя, или же также быть составной частью второго декоративного слоя или служить для структурирования второго декоративного слоя.
Оказалось целесообразным, если толщина и материал первого декоративного слоя выбирается так, чтобы электромагнитное излучение, измеренное после прохода через пакет слоев, состоящий из слоя подложки и декоративного слоя, в первой зоне имело коэффициент пропускания прибл. от 0% до 30%, предпочтительно прибл. от 1% до 15%, а во второй зоне - коэффициент пропускания прибл. от 60% до 100%, предпочтительно прибл. от 70% до 90%. Предпочтительно коэффициенты пропускания выбираются из этих диапазонов значений так, чтобы получился контраст 1:2.
По второму примеру осуществления первый слой резиста на этапе c) экспонируется с обращенной от слоя подложки стороны, при этом для экспонирования первого слоя резиста между первым слоем резиста и источником света, который используется для экспонирования, располагается маска. Эта маска, если смотреть перпендикулярно плоскости слоя подложки, имеет в первой области в указанных одной или нескольких первых зонах первый коэффициент пропускания, а в указанных одной или нескольких вторых зонах больший по сравнению с первым коэффициентом пропускания второй коэффициент пропускания, при этом упомянутые коэффициенты пропускания предпочтительно относятся к электромагнитному излучению с длиной волны, подходящей для фотоактивации первого слоя резиста.
Так как в этой стадии способа в многослойном элементе еще не выполнены никакие структуры, внешняя маска может использоваться без возможности возникновения проблем совмещения. Тогда созданные посредством внешней маски структуры в металлическом слое позднее сами действуют описанным образом в качестве маски для создания других структур с точным совмещением в первом и/или втором декоративном слое.
Оказалось целесообразным, если для образования фотоактивируемых слоев, в частности активированного посредством электромагнитного излучения первого и/или второго слоя резиста, применяется позитивный фоторезист, растворимость которого при активации путем экспонирования повышается, или применяется негативный фоторезист, растворимость которого при активации путем экспонирования понижается. Экспонированием называют селективное облучение фотоактивируемого слоя сквозь экспонирующую маску с целью локального изменения растворимости фотоактивируемого слоя путем фотохимической реакции. По виду фотохимически достижимого изменения растворимости различают следующие фотоактивируемые слои, которые могут быть выполнены в виде фотолаков: у первого типа фотоактивируемых слоев (напр., негативный лак; англ. «negative resist») его растворимость при экспонировании по сравнению с неэкспонированными зонами слоя понижается, например, потому что свет приводит к отверждению слоя; у второго типа фотоактивируемых слоев (напр., позитивный лак; англ. «positive resist») его растворимость при экспонировании по сравнению с неэкспонированными зонами слоя повышается, например, потому что свет приводит к разложению слоя.
Кроме того, оказалось целесообразным, если первый и/или второй слой резиста при применении позитивного фоторезиста во второй зоне или при применении негативного фоторезиста в первой зоне удаляется. Это может осуществляться с помощью растворителя, такого как щелочь или кислота. При применении позитивного фоторезиста сильнее экспонированная вторая область слоя резиста в указанных одной или нескольких вторых зонах имеет более высокую растворимость, чем менее экспонированная первая область слоя резиста в указанных одной или нескольких первых зонах. Поэтому растворитель растворяет материал слоя резиста (позитивный фоторезист), который расположен во второй зоне, быстрее и лучше, чем материал слоя резиста, который расположен в первой зоне. Таким образом, слой резиста может структурироваться путем применения растворителя, т.е. слой резиста во второй зоне удаляется, но в первой зоне сохраняется.
После этого первый слой резиста предпочтительно используется в качестве маски для травления для этапа травления, с помощью которого удаляются не покрытые первым слоем резиста области металлического слоя или один из металлических слоев. После этого первый слой резиста может сниматься стриппером, т.е. удаляться.
Предпочтительно, если для экспонирования первого и/или второго слоя резиста применяется ультрафиолетовое излучение, предпочтительно имеющее максимум излучения в диапазоне 365 нм. При этом пропускающие свойства используемого в качестве маски декоративного слоя в ультрафиолетовом диапазоне могут быть иными, чем в визуальном диапазоне. При этом структура маски не зависима от визуально воспринимаемого оптического эффекта, который должен достигаться с помощью декоративных слоев. К тому же в диапазоне 365 нм ПЭТ (= полиэтилентерефталат), который может являться существенной составной частью слоя подложки, прозрачен. Около этой длины волны находится максимум эмиссии ртутного излучателя высокого давления.
Возможно, чтобы первый и/или второй слой резиста имел толщину в диапазоне от 0,3 мкм до 0,7 мкм.
В другом предпочтительном варианте осуществления изобретения этап c) выполняется после этапа d), и на этапе c) металлический слой структурируется с использованием второго декоративного слоя в качестве маски, в частности путем нанесения травильного средства и удаления незащищенных маской областей металлического слоя. Потом на этапе e) первый декоративный слой структурируется с использованием металлического слоя в качестве маски, в частности путем нанесения растворителя и удаления не защищенных маской областей первого декоративного слоя.
Таким образом, второй декоративный слой имеет здесь, наряду с достигнутой путем окрашивания оптической функцией, дополнительную функцию маски, с помощью которой впоследствии осуществляется структурирование металлического слоя с точным совмещением. Таким образом, без использования внешних масок может достигаться безукоризненное соблюдение совмещения между вторым декоративным слоем и металлическим слоем, так что структуры двух слоев точно перекрываются. Одновременно этот вариант осуществления обходится без этапов экспонирования и проявления, так что получается особенно простое осуществления способа. После того, как металлический слой был структурирован с помощью второго декоративного слоя, металлический слой может, в свою очередь, использоваться в качестве маски для структурирования первого декоративного слоя, например, когда с помощью растворителя удаляются не закрытые металлическим слоем зоны первого декоративного слоя.
Также предпочтительно, если второй декоративный слой наносится путем печати в виде рисунка, при этом второй декоративный слой предусмотрен в первых зонах с третьей толщиной слоя, а во вторых зонах - с отличающейся от третьей толщины слоя четвертой толщиной слоя, при этом, в частности, четвертая толщина слоя равна нулю. Благодаря этому простым образом могут осуществляться как функция маски, так и желаемый оптический эффект второго декоративного слоя.
В другом предпочтительном варианте осуществления второй декоративный слой стоек по отношению к травильному средству, применяемому для структурирования металлического слоя, а также по отношению к растворителю, применяемому для структурирования второго декоративного слоя. При этом второй декоративный слой может служить как защитной маской для структурирования металлического слоя, так и для структурирования первого декоративного слоя.
Кроме того, предпочтительно, если второй декоративный слой включает в себя один или несколько цветных слоев, которые, в частности, наносятся способом печати.
В другом предпочтительном варианте осуществления первый слой резиста и/или не защищенные металлическим слоем области первого декоративного слоя удаляются с помощью растворителя. Один из предпочтительных вариантов осуществления предусматривает также практически полное удаление (снятие «стриппером») слоя резиста во время рабочего этапа структурирования металлического слоя или в отдельном, следующем за ним, более позднем рабочем этапе. При этом путем сокращения количества находящихся друг над другом слоев в многослойном элементе его стойкость и носкость может повышаться, так как минимизируются проблемы адгезии между граничащими слоями. Кроме того, оптический внешний вид многослойного элемента может улучшаться, так как после удаления слоя резиста, который, в частности, может быть окрашенным и/или не совсем прозрачным, а только просвечивающим или непросвечивающим, снова открываются находящиеся под ним области. Однако для специальных целей применения без особенно высоких требований к стойкости или оптическому внешнему виду можно также оставлять первый слой резиста на структурированном слое.
Оказалось целесообразным, если на этапе c) не защищенные первым слоем резиста и/или вторым декоративным слоем зоны металлического слоя удаляются с помощью травильного средства. Это может осуществляться с помощью травильного средства, такого как кислота или щелочь. Предпочтительно, если в отдельных областях удаление слоя резиста в данной области и открытых вследствие этого областей металлического слоя осуществляется на одном и том же этапе способа. Это может достигаться простым образом с помощью растворителя/травильного средства, такого как щелочь или кислота, который в состоянии удалять как слой резиста, в случае позитивного резиста в экспонированной области, в случае негативного резиста в неэкспонированной области, так и подлежащий структурированию слой, т.е воздействует на оба материала. При этом слой резиста должен быть выполнен так, чтобы он сопротивлялся растворителю или, соответственно, травильному средству, используемому для удаления слоя, подлежащего структурированию, при применении позитивного резиста в неэкспонированной области, при применении негативного резиста в экспонированной области, по меньшей мере, в течение достаточного времени, т.е. во время воздействия растворителя или, соответственно, травильного средства.
Оказалось целесообразным, если слой подложки на обращенной к первому декоративному слою стороне включает в себя по меньшей мере один функциональный слой, в частности отслаивающий слой и/или слой защитного лака. Это, в частности, предпочтительно при применении многослойной пленки в качестве переводной пленки, при котором функциональный слой позволяет осуществлять без затруднений отслоение слоя подложки от переносимого слоя, который включает в себя по меньшей мере один слой первого и второго декоративного слоя и металлический слой.
Предпочтительно также, если первый и/или второй декоративный слой включают в себя слой реплицирующего лака, в котором сформирован поверхностный рельеф, и/или если в обращенной к первому декоративному слою поверхности слоя подложки сформирован поверхностный рельеф.
Предпочтительно поверхностный рельеф включает в себя дифракционную структуру, предпочтительно имеющую пространственную частоту от 200 до 2000 линий/мм, в частности голограмму, кинеграмму®, линейную решетку или крестообразную решетку, дифракционную структуру нулевого порядка, в частности имеющую пространственную частоту больше 2000 линий/мм, блестящую решетку, рефракционную структуру, в частности микролинзовое поле или ретро-отражающую структуру, оптическую линзу, структуру с поверхностью свободной формы и/или матовую структуру, в частности изотропную или анизотропную матовую структуру. Матовой структурой называется структура, обладающая рассеивающими свет свойствами, которая предпочтительно располагает стохастическим матовым профилем поверхности. Макроструктуры имеют предпочтительно глубину рельефа (англ. Peak-to-Valley, P-V, отношение максимума к минимуму) от 100 нм до 5000 нм, более предпочтительно от 200 нм до 2000 нм. Матовые структуры имеют предпочтительно шероховатость поверхности (Ra) от 50 нм до 2000 нм, более предпочтительно от 100 нм до 1000 нм. Эффект матовости может быть либо изотропным, т.е. одинаковым при всех азимутальных углах, либо анизотропным, т.е. изменяющимся при разных азимутальных углах.
Под реплицирующим слоем обычно понимается слой, изготавливаемый с рельефной структурой поверхности. Сюда относятся, например, органические слои, такие как полимерные или лаковые слои, или неорганические слои, такие как неорганические полимеры (напр., силиконы), полупроводниковые слои, металлические слои и т.д., а также их комбинации. Предпочтительно, чтобы реплицирующий слой был выполнен в виде слоя реплицирующего лака. Для выполнения рельефной структуры может наноситься отверждаемый излучением или термоотверждаемый (англ. thermosetting, термореактивный) реплицирующий слой или термопластичный слой реплицирующего лака, формироваться рельеф в реплицирующем слое и реплицирующий слой при необходимости отверждаться с вытисненным в нем рельефом.
Также предпочтительно, если после структурирования металлического слоя наносится выравнивающий слой, который, в частности, ложится на обращенные от слоя подложки области поверхности первого декоративного слоя, второго декоративного слоя и/или слоя подложки.
Предпочтительно, если после структурирования металлического слоя металлический слой и первый слой резиста удален в первой или второй зоне и имеется в другой области, или, соответственно, при соответствующих вариантах способа имеется в зонах, защищенных вторым слоем резиста, а в остальной области удален. Путем нанесения выравнивающего слоя могут по меньшей мере частично заполняться углубленные области/углубления металлического слоя, первого декоративного слоя и/или второго декоративного слоя. Возможно, чтобы путем нанесения выравнивающего слоя также заполнялись углубленные области/углубления первого и второго слоя резиста. Выравнивающий слой может включать в себя один или несколько разных материалов слоя. Выравнивающий слой может быть выполнен в виде защитного и/или клейкого и/или декоративного слоя.
Возможно, чтобы на обращенную от слоя подложки сторону выравнивающего слоя наносился адгезионный слой (клейкий слой), который сам может быть также выполнен многослойным. При этом многослойный элемент, выполненный в виде ламинирующей пленки или переводной пленки, может соединяться с граничащим с адгезионным слоем целевым субстратом, напр., в способе горячего тиснения или IMD (англ. IMD In-Mould Decoration, декорирование внутри формы). Целевой субстрат может представлять собой, например, бумагу, картон, текстиль или другой волокнистый материал, или полимер или композитный материал, например, из бумаги, картона, текстиля и полимера и при этом быть гибким или преимущественно жестким.
Предпочтительно на обращенной от слоя подложки стороне многослойного элемента на многослойный элемент наносится защитный лак. Это защищает многослойный элемент от влияний окружающей среды и механических манипуляций.
Также предпочтительно, если первый и/или второй декоративный слой обесцвечивается путем экспонирования. При этом приводятся в реакцию возможно, еще имеющиеся фотореактивные вещества в неэкспонированных зонах многослойного элемента, и предотвращается позднейшее неконтролируемое обесцвечивание. Таким образом получается многослойный элемент, имеющий особенно устойчивый цвет.
Предпочтительно многослойный элемент включает в себя, в частности, сплошной слой подложки. Этот слой подложки должен быть проницаемым для излучения, используемого при данном этапе экспонирования. В случае следующих материалов подложки возможно также применение электромагнитного излучения с длиной волны в диапазоне от 254 до 314 нм: олефиновый материал подложки, такой как ПП (=полипропилен) или ПЭ (=полиэтилен), материал подложки на основе ПВХ (поливинилхлорид) и ПВХ-сополимера, материал подложки на основе поливинилового спирта и поливинилацетата, полиэфирная подложка на основе алифатических сырьевых материалов.
Возможно, чтобы слой подложки включал в себя одно- или многослойную пленку-подложку. Хорошо зарекомендовала себя толщина пленки-подложки предлагаемого изобретением многослойного элемента в диапазоне от 12 до 100 мкм. В качестве материала для пленки-подложки возможен, например, ПЭТ, а также другие полимерные материалы, такие как ПММА (=полиметилметакрилат).
Особенно целесообразно, если первый декоративный слой, если смотреть перпендикулярно плоскости слоя подложки, в первой зоне имеет первый коэффициент пропускания, а во второй зоне - больший по сравнению с первым коэффициентом пропускания второй коэффициент пропускания, при этом упомянутые коэффициенты пропускания относятся к электромагнитному излучению в визуальном и/или ультрафиолетовом и/или инфракрасном спектре. Как уже пояснялось в связи со способом, такой первый декоративный слой сам может служить экспонирующей маской для структурирования металлического слоя, так что получается многослойный элемент, имеющий систему слоев с особенно точным совмещением.
Кроме того, возможно, чтобы второй декоративный слой в первой зоне или второй зоне имел по меньшей мере один слой резиста, фотоактивируемый посредством упомянутого электромагнитного излучения, при этом указанный по меньшей мере один металлический слой и слой резиста ориентированы с точным совмещением друг с другом.
Возможно, чтобы первый и/или второй декоративный слой включал в себя один или несколько слоев, которые окрашены по меньшей мере одним непросвечивающим и/или по меньшей мере одним прозрачным красящим средством, которое по меньшей мере в одном диапазоне длин волн электромагнитного спектра является цветным или создающим цвет, в частности разноцветным или создающим разные цвета, в частности, чтобы в одном или нескольких из слоев первого и/или второго декоративного слоя содержалось красящее средство, которое может возбуждаться вне видимого спектра и создает визуально различимый цветной отпечаток. Предпочтительно, если первый и/или второй декоративный слой является по меньшей мере частично проницаемым для видимого света с длиной волны в диапазоне приблизительно от 380 до 750 нм.
Возможно, чтобы первый и/или второй декоративный слой был окрашен по меньшей мере одним пигментом или по меньшей мере одним красящим средством цвета голубой (Cyan), пурпурный (Magenta), желтый (Yellow) или черный (Black) (CMYK=Cyan Magenta Yellow Key; Key: черный как глубина цвета) или цвета красный, зеленый или синий (RGB, Red, Green, Blue), в частности, для создания субтрактивного смешанного цвета, и/или содержит по меньшей мере один флуоресцирующий красным и/или зеленым и/или синим, возбуждаемый излучением пигмент или краситель, и поэтому, в частности, при облучении может создаваться аддитивный смешанный цвет. Альтернативно смешанному цвету могут также находить применение пигменты или красители, которые создают специфический, предварительно смешанный в виде особого цвета или в виде цвета из специальной системы цветов (напр., RAL, HKS, Platone®), например, оранжевый или фиолетовый.
Благодаря этому первый декоративный слой в вариантах способа, в которых экспонирование осуществляется сквозь первый декоративный слой, выполняет двойную функцию. С одной стороны, первый декоративный слой служит экспонирующей маской для образования по меньшей мере одного металлического слоя, который расположен с точным совмещением к первой и второй зоне многослойного элемента. В частности, первый декоративный слой служит экспонирующей маской для деметаллизации металлического слоя в отдельных областях. С другой стороны, оба декоративных слоя, или по меньшей мере один или несколько слоев данного декоративного слоя, служат на многослойном элементе оптическим элементом, в частности одно- или многоцветным цветным слоем для окрашивания указанного по меньшей мере одного структурированного слоя, при этом цветной слой с точным совмещением расположен над и/или рядом/гранича с указанным по меньшей мере одним металлическим слоем/слоем.
Возможно, чтобы первый и/или второй декоративный слой включал в себя слой реплицирующего лака, в котором сформирован поверхностный рельеф, включающий в себя по меньшей мере одну рельефную структуру, и указанный по меньшей мере один металлический слой был расположен на поверхности указанной по меньшей мере одной рельефной структуры.
Возможно, чтобы указанная по меньшей мере одна рельефная структура располагалась частично в первой зоне и/или во второй зоне. При этом конфигурация поверхности рельефной структуры может быть, например, адаптирована к конфигурации поверхности первой и второй зон, в частности выполнена с совмещением к ней, или конфигурация поверхности рельефной структуры выполнена, например, в виде непрерывного бесконечного рисунка, независимо от конфигурации поверхности первой и второй зон. Рельефная структура может, разумеется, также выполняться в вариантах способа, которые не требуют зон с различным пропусканием в декоративном слое, и адаптироваться к конфигурации поверхности декоративного слоя. Благодаря предлагаемому изобретением расположению слоя резиста на первой стороне слоя подложки так, что слой резиста расположен на обращенной от слоя подложки стороне указанного по меньшей мере одного металлического слоя, а декоративный слой - на другой стороне указанного по меньшей мере одного металлического слоя, возможно расположение подлежащего структурированию слоя по меньшей мере частично на рельефной структуре, в противоположность требующему структурирования способу с применением смывного лака.
Возможно, чтобы первый и/или второй декоративный слой включал в себя один или несколько из следующих слоев: жидкокристаллический слой, полимерный слой, в частности проводящий или полупроводящий полимерный слой, интерферентный тонкопленочный пакет слоев, пигментный слой.
Возможно, чтобы первый и/или (второй?) декоративный слой имел толщину в пределах от 0,5 мкм до 5 мкм.
Возможно, чтобы в материал для образования декоративного слоя добавлялись абсорберы ультрафиолетовых лучей, в частности в случае если материал декоративного слоя не содержит достаточного количества компонентов, абсорбирующих ультрафиолетовые лучи, таких как, например, абсорбирующие ультрафиолетовые лучи пигменты или абсорбирующие ультрафиолетовые лучи красители. Возможно, чтобы декоративный слой включал в себя неорганические абсорберы с высокой долей рассеяния, в частности наномасштабные абсорберы ультрафиолетовых лучей на основе неорганических оксидов. Подходящими оксидами оказались, прежде всего, TiO2 и ZnO в высокодисперсном виде, которые также применяются в солнцезащитных кремах с высоким фактором защиты от света. Эти неорганические абсорберы приводят к высокому рассеянию и поэтому, в частности, подходят для матового, в частности шелковисто-матового окрашивания декоративных слоев.
Однако возможно также, чтобы декоративные слои включали в себя органические абсорберы ультрафиолетовых лучей, в частности бензотриазол-дериваты, с массовой долей в пределах прибл. от 3% до 5%, в частности, в случае если материал декоративных слоев не содержит достаточного количества компонентов, абсорбирующих ультрафиолетовые лучи, таких как, например, абсорбирующие ультрафиолетовые лучи пигменты или абсорбирующие ультрафиолетовые лучи красители. Подходящие органические абсорберы ультрафиолетовых лучей предлагаются на рынке под торговой маркой Tinuvin® фирмы BASF. Возможно, чтобы декоративный слой включал в себя флуоресцирующие красители или органические или неорганические флуоресцирующие пигменты, в частности Mikrolith®. При возбуждении этих флуоресцирующих пигментов ультрафиолетовое излучение большей частью отфильтровывается уже в данном декоративном слое, так что только лишь незначительная дробная часть излучения достигает слоя резиста. Флуоресцирующие пигменты могут находить применение в многослойном элементе в качестве дополнительного защитного признака.
Применение слоев резиста, активируемых ультрафиолетовыми лучами, дает преимущества: благодаря применению абсорбера ультрафиолетовых лучей, который в визуальном диапазоне длин волн выглядит прозрачным, в первом и/или втором декоративном слое свойство «цвет» данного декоративного слоя в визуальном диапазоне длин волн может отделяться от желаемых свойств данного декоративного слоя для структурирования данного слоя резиста (напр., чувствительный в диапазоне, близком к ультрафиолетовому) и вместе с тем указанного по меньшей мере одного металлического слоя. Таким образом, может достигаться высокий контраст между первой и второй зоной, независимо от визуально различимой окраски декоративных слоев.
Возможно, чтобы указанный по меньшей мере один металлический слой имел толщину в диапазоне от 20 нм до 70 нм. Предпочтительно, чтобы металлический слой многослойного элемента служил отражающим слоем для света, падающего со стороны реплицирующего слоя. Благодаря комбинации рельефной структуры реплицирующего слоя и расположенного под ним металлического слоя могут генерироваться множество разных и эффективно используемых для аспектов защиты оптических эффектов. Металлический слой может, например, состоять из алюминия или меди или серебра, которое гальванически упрочняется на последующем этапе способа. Металл, который применяется для гальванического упрочнения, может быть одинаковым или отличающимся от металла структурированного слоя. Одним из примеров является, напр., гальваническое упрочнение тонкого алюминиевого слоя, медного слоя или серебряного слоя медью.
Возможно, чтобы выемки первого и/или второго декоративного слоя, а также металлического слоя были заполнены выравнивающим слоем.
Предпочтительно, если показатель n1 преломления выравнивающего слоя в видимом диапазоне длин волн находится в пределах от 90% до 110% показателя n2 преломления реплицирующего слоя. Предпочтительно, если в первых или вторых зонах, в которых металлический слой удален, и на поверхности выполнена пространственная структура, т.е. рельеф, углубления и возвышения этого рельефа сглаживаются посредством выравнивающего слоя, который имеет показатель преломления, близкий к показателю преломления реплицирующего слоя (An=[n2-n1]<0,15). Таким образом, оптический эффект, созданный рельефом, в зонах, в которых выравнивающий слой нанесен непосредственно на реплицирующий слой, больше не воспринимаем, потому что вследствие сглаживания материалом с достаточно близким показателем преломления не может возникать оптически достаточно заметная граничная поверхность.
Возможно, чтобы выравнивающий слой был выполнен в виде адгезионного слоя, напр., клейкого слоя.
Изобретение поясняется в качестве примера с помощью чертежей. Показано:
фиг.1a: схематичное сечение первой стадии изготовления многослойного элемента, изображенного на фиг.1d;
фиг.1b: схематичное сечение второй стадии изготовления многослойного элемента, изображенного на фиг.1d;
фиг.1c: схематичное сечение третьей стадии изготовления многослойного элемента, изображенного на фиг.1d;
фиг.1d: схематичное сечение предлагаемого изобретением многослойного элемента, изготовленного по первому варианту осуществления предлагаемого изобретением способа;
фиг.2a: схематичное сечение первой стадии изготовления многослойного элемента, изображенного на фиг.2d;
фиг.2b: схематичное сечение второй стадии изготовления многослойного элемента, изображенного на фиг.2d;
фиг.2c: схематичное сечение третьей стадии изготовления многослойного элемента, изображенного на фиг.2d;
фиг.2d: схематичное сечение предлагаемого изобретением многослойного элемента, изготовленного по второму варианту осуществления предлагаемого изобретением способа;
фиг.3a: схематичное сечение первой стадии изготовления многослойного элемента, изображенного на фиг.3e;
фиг.3b: схематичное сечение второй стадии изготовления многослойного элемента, изображенного на фиг.3e;
фиг.3c: схематичное сечение третьей стадии изготовления многослойного элемента, изображенного на фиг.3e;
фиг.3d: схематичное сечение четвертой стадии изготовления многослойного элемента, изображенного на фиг.3e;
фиг.3e: схематичное сечение предлагаемого изобретением многослойного элемента, изготовленного по третьему варианту осуществления предлагаемого изобретением способа;
фиг.4a: сечение первой стадии изготовления многослойного элемента, изображенного на фиг.4d;
фиг.4b: схематичное сечение второй стадии изготовления многослойного элемента, изображенного на фиг.4d;
фиг.4c: схематичное сечение третьей стадии изготовления многослойного элемента, изображенного на фиг.4d;
фиг.4d: схематичное сечение предлагаемого изобретением многослойного элемента, изготовленного по четвертому варианту осуществления предлагаемого изобретением способа.
Фиг.1a-3e начерчены каждая схематично и без соблюдения масштаба для обеспечения ясного изображения существенных признаков.
На фиг.1a: показан промежуточный продукт 100a при изготовлении многослойного элемента 100, который в готовом состоянии изображен на фиг.1d.
Многослойный элемент 100 в соответствии с фиг.1d включает в себя слой подложки, имеющий первую сторону 11 и вторую сторону 12. Слой подложки включает в себя пленку 1 подложки и функциональный слой 2. На функциональном слое 2 расположен первый декоративный слой 3, который включает в себя выполненный в первой зоне 8 первый слой 31 лака и реплицирующий слой 4. На реплицирующем слое 4 расположен металлический слой 5 с совмещением к первому слою 3 лака. На металлическом слое 5 предусмотрен второй декоративный слой 7, расположенный с совмещением к металлическому слою 5. Выравнивающий слой 10 заполняет различия высоты между реплицирующим слоем 4, металлическим слоем 5 и вторым декоративным слоем 7.
Пленка 1 подложки представляет собой предпочтительно прозрачную полимерную пленку с толщиной от 8 мкм до 125 мкм, предпочтительно в пределах от 12 до 50 мкм, более предпочтительно в пределах от 16 до 23 мкм. Пленка 1 подложки может быть выполнена в виде механически и термически устойчивой пленки из пропускающего свет материала, напр., из АБС (= акрилнитрил-бутадиен-стирол), ДОПП (англ. BOPP, Biaxially Oriented Polypropylebe=двухосно-ориентированный полипропилен), но предпочтительно из ПЭТ. Пленка 1 подложки может быть при этом одноосно или двухосно растянутой. Кроме того, возможно также, чтобы пленка 1 подложки состояла не только из одного слоя, а из нескольких слоев. Так, например, возможно, чтобы пленка 1 подложки, наряду с полимерной подложкой, например описанной выше полимерной пленкой, включала в себя отслаивающий слой, который обеспечивает возможность отслаивания структуры слоев, состоящей из слоев 2-6 и 10, от полимерной пленки, например, при применении многослойного элемента 100 в качестве пленки горячего тиснения.
Функциональный слой 2 может включать в себя отслаивающий слой, напр., из горячеплавкого материала, который облегчает отслаивание пленки 1 подложки от слоев многослойного элемента 100, расположенных на обращенной от пленки 1 подложки стороне отслаивающего слоя 2. Это, в частности, предпочтительно, если многослойный элемент 100 выполнен в виде переводного слоя, который, напр., используется в способе горячего тиснения или способе IMD. Кроме того, оказалось целесообразным, в частности, в случае использования многослойного элемента 100 в виде переводной пленки, если функциональный слой 2, кроме отслаивающего слоя, имеет защитный слой, напр., слой защитного лака. После соединения многослойного элемента 100 с субстратом и отслоением пленки 1 подложки от слоев многослойного элемента 100, которые расположены на обращенной от пленки 1 подложки стороне отслаивающего слоя 2, защитный слой образует один из верхних слоев тех слоев, которые расположены на поверхности субстрата, и может защищать расположенные под ним слои от истирания, повреждения, химических воздействий и т.п. Многослойный элемент 100 может представлять собой участок переводной пленки, например, пленки горячего тиснения, который может располагаться на субстрате посредством клейкого слоя. Клейкий слой предпочтительно расположен на обращенной от пленки 1 подложки стороне выравнивающего слоя 10. Клейкий слой может представлять собой плавкий клей, который плавится при термическом воздействии и соединяет многослойный элемент 100 с поверхностью субстрата.
На функциональном слое 2 в зоне 8 напечатан прозрачный, цветной слой 31 лака. Прозрачный значит, что слой 31 лака в видимом диапазоне длин волн, по меньшей мере, частично проницаем для излучения. Цветной означает, что слой 31 лака при достаточном дневном свете создает видимый цветной отпечаток.
Слой 31 лака может при этом включать в себя несколько различно окрашенных отдельных областей, как, например, обозначено на фиг.1d различной штриховкой. Благодаря этому может создаваться первый мотив. Кроме того, также декоративный слой 7, как обозначено на фиг.1d различными штриховками, может иметь различные цветные области или области с различными оптическими свойствами, которые, в частности, создают второй мотив.
Как запечатанные слоем 31 лака зоны 8, так и незапечатанные зоны 9 функционального слоя 2 покрыты реплицирующим слоем 4, который предпочтительно сглаживает имеющиеся при известных условиях рельефные структуры декоративного слоя 3, т.е. отличающиеся уровни в запечатанных 8 и незапечатанных зонах 9.
При совмещении и, при рассмотрении перпендикулярно плоскости слоя 1 подложки, конгруэнтно слою 31 лака на реплицирующем слое 4 расположен тонкий металлический слой 5. Конгруэнтно к металлическому слою 5 расположен второй декоративный слой 7. Как покрытые металлическим слоем 5 и декоративным слоем 7 зоны 8 реплицирующего слоя 4, так и непокрытые зоны 9 реплицирующего слоя 4 покрыты выравнивающим слоем 10, который сглаживает, т.е. перекрывает и заполняет структуры (напр., рельефная структура, различные толщины слоя, смещение высоты), вызванные рельефными структурами и расположенным в отдельных областях 8 металлическим слоем 5, так что многослойный элемент на обращенной от пленки 1 подложки стороне выравнивающего слоя 10 имеет ровную, по существу бесструктурную поверхность.
Если выравнивающий слой 10 имеет показатель преломления, близкий к показателю преломления реплицирующего слоя 4, т.е. если разность показателей преломления меньше примерно 0,15, то не покрытые металлическим слоем 5, непосредственно граничащие с выравнивающим слоем 10 зоны рельефных структур в реплицирующем слое 4 оптически стираются, потому что там из-за близкого показателя преломления двух слоев больше нет оптически различимых границ слоев между реплицирующим слоем 4 и выравнивающим слоем 10.
На фиг.1a-1c теперь показаны стадии изготовления многослойного элемента 100, изображенного на фиг.1d. Такие же, как на фиг.1d, элементы обозначены одинаковыми ссылочными обозначениями.
На фиг.1a показана первая стадия 100a изготовления многослойного элемента 100, при которой пленка-подложка 1 на первой стороне 11 включает в себя функциональный слой 2, на котором, в свою очередь, расположен декоративный слой 3. Одна сторона функционального слоя 2 граничит с пленкой 1 подложки, его другая сторона – с декоративным слоем 3. Декоративный слой 3 имеет первую зону 8, в которой выполнен слой 31 лака, и вторую зону 9, в которой слоя 31 лака нет. Слой 31 лака напечатан на функциональном слое 2, напр., путем трафаретной печати, глубокой печати или офсетной печати. Благодаря выполнению в отдельных областях (в первых зонах 8) слоя 31 лака получается рисунчатое исполнение декоративного слоя 3. Кроме того, возможно также, чтобы слой лака состоял из нескольких, в частности в отдельных областях перекрывающихся отдельных слоев, которые, в частности, обладают различными оптическими свойствами, в частности различно окрашены. Слой 31 лака имеет предпочтительно толщину слоя от 0,1 мкм до 2 мкм, особенно предпочтительно от 0,3 мкм до 1,5 мкм.
На функциональный слой 2 и расположенный на нем в отдельных областях (в зонах 8) слой 31 лака нанесен реплицирующий слой 4, который является составной частью первого декоративного слоя 3. При этом речь может идти об органическом слое, который наносится классическими способами нанесения покрытий, таким как печать, наливка или распыление, в жидком виде. Нанесение реплицирующего слоя 4 здесь предусмотрено по всей поверхности. Толщина реплицирующего слоя 4 изменяется, так как она выравнивает/сглаживает различные уровни декоративного слоя 3, включая запечатанную первую зону 8 и незапечатанную вторую зону 9; в первой зоне 8 толщина реплицирующего слоя 4 тоньше, чем во второй зоне 9, так что обращенная от слоя 1 подложки стороне реплицирующего слоя 4 до выполнения рельефных структур имеет ровную, по существу бесструктурную поверхность.
Реплицирующий слой 9 имеет предпочтительно толщину от 0,1 мкм до 3 мкм, особенно предпочтительно от 0,1 мкм до 1,5 мкм.
Но нанесение реплицирующего слоя 4 может быть также предусмотрено только в одной отдельной области многослойного элемента 100. Поверхность реплицирующего слоя 4 может структурироваться известными способами в отдельных областях. Для этого, например, в качестве реплицирующего слоя 4 наносится термопластичный реплицирующий лак путем печати, распыления или лакирования, и формируется рельефная структура, в частности, в термически отверждаемом/высушиваемом реплицирующем лаке 4 посредством нагреваемого штемпеля или нагреваемого реплицирующего валика. Реплицирующий слой 4 может представлять собой также отверждаемый ультрафиолетовыми лучами реплицирующий лак, который, например, структурирован реплицирующим валиком и одновременно и/или после этого отвержден посредством ультрафиолетового излучения. Но структурирование может быть также создано ультрафиолетовым облучением сквозь экспонирующую маску.
На реплицирующий слой 4 нанесен металлический слой 5. Металлический слой 5 может быть, например, выполнен в виде нанесенного осаждением пара металлического слоя, напр., из серебра или алюминия. Нанесение металлического слоя здесь предусмотрено по всей поверхности. Но может быть также предусмотрено нанесение только в одной отдельной области многослойного элемента 100, напр., при помощи прикрывающей отдельные области маски для напыления.
Металлический слой имеет предпочтительно толщину от 20 нм до 70 нм.
На металлический слой 5 нанесен фотоактивируемый слой 6 резиста. Слой 6 резиста в настоящем примере осуществления выполнен в виде позитивного резиста (растворение активируемых=экспонированных областей). Слой 6 резиста может представлять собой органический слой, который наносится классическим способом нанесения покрытий, таким как печать, наливание или распыление, в жидком виде. Может быть также предусмотрено, чтобы слой 6 резиста наносился осаждением пара или приламинировался в виде сухой пленки.
Фотоактивируемый слой 6 может, например, представлять собой позитивный фоторезист AZ 1512 фирмы Clariant или MICROPOSIT® S1818 фирмы Shipley, который наносится на подлежащий структурированию слой 5 с поверхностной плотностью от 0,1 г/м2 до 10 г/м2, предпочтительно от 0,1 г/м2 до 1 г/м2. Толщина слоя ориентируется на желаемое разрешение и процесс. Нанесение предусматривается здесь по всей поверхности. Но может быть также предусмотрено нанесение только в одной отдельной области многослойного элемента 100.
На фиг.1b показана вторая стадия 100b изготовления многослойного элемента 100, при которой первая стадия 100a изготовления многослойного элемента 100 была облучена и после этого проявлена. Электромагнитное излучение с длиной волны, которая подходит для активации фотоактивируемого слоя 6 резиста, со второй стороны 12 пленки 1 подложки, т.е. стороны пленки 1 подложки, которая находится напротив покрытой слоем 6 резиста стороны пленки 1 подложки, облучается сквозь многослойный элемент 100d. Облучение служит для активации фотоактивируемого слоя 6 резиста во второй зоне 9, при этом декоративный слой 3 имеет больший коэффициент пропускания, чем в первой зоне 8. Плотность мощности и продолжительность экспонирования электромагнитным облучением согласована с многослойным элементом 100a так, что облучение во второй зоне 9 приводит к активации фотоактивируемого слоя 6 резиста, а в запечатанной слоем 31 лака первой зоне 8 не приводит к активации фотоактивируемого слоя 6 резиста. Оказалось целесообразным, если вызванный слоем 31 лака контраст между первой зоной 8 и второй зоной 9 больше двух. Кроме того, оказалось целесообразным, если слой 31 лака выполнен так, что излучение после прохождения сквозь весь многослойный элемент 100a имеет отношение коэффициентов пропускания, т.е. отношение контраста примерно 1:2 между первой зоной 8 и второй зоной 9.
Экспонирование осуществляется предпочтительно с плотностью мощности облучения от 100 мВт/см2 до 500 мВт/см2, предпочтительно от 150 мВт/см2 до 350 мВт/см2.
Для проявления экспонированного слоя 6 резиста раствор проявителя, напр., растворитель или щелочь, в частности раствор карбоната натрия или раствор гидроксида натрия наносится на обращенную от пленки 1 подложки поверхность экспонированного фотоактивируемого слоя 6 резиста. Благодаря этому экспонированный слой 6 резиста во второй зоне 9 был удален. В первой зоне 8 слой 6 резиста сохранен, потому что в этих зонах абсорбированное количество излучения не привело к достаточной активации. Как уже упомянуто, в изображенном на фиг.1a примере осуществления слой 6 резиста выполнен из позитивного фоторезиста. У такого фоторезиста экспонируемые с большей плотностью мощности зоны 9 растворимы в растворе проявителя, напр., растворителе. В противоположность этому, у негативного фоторезиста неэкспонированные или, соответственно, экспонированные с меньшей плотностью мощности зоны 8 растворимы в растворе проявителя.
После этого металлический слой 5 во второй зоне 9 удаляется с помощью травильного средства. Это возможно потому, что во второй зоне 9 металлический слой 5 не защищен от воздействия травильного средства служащим маской для травления проявленным слоем 6 резиста. Травильное средство может, например, представлять собой кислоту или щелочь, например, NaOH (гидроксид натрия) или Na2CO3 (карбонат натрия) в концентрации от 0,05% до 5%, предпочтительно от 0,3% до 3%. Таким образом, выполняются показанные на фиг.1b области металлического слоя 5.
На следующем этапе сохранившиеся области слоя 6 резиста также удаляются (снимаются «стриппером»).
То есть, таким образом, металлический слой 5 без дополнительных технологических издержек может структурироваться с точным совмещением к заданным слоем 31 лака первым и вторым зонам 8 и 9. При традиционных способах создания маски для травления посредством экспонирующей маски, причем эта маска имеется либо в виде отдельного элемента, напр., в виде отдельной пленки или в виде отдельной стеклянной пластины/стеклянного валика, или в виде напечатанного впоследствии слоя, возникает та проблема, что линейные и/или нелинейные искажения в многослойном элементе 100, вызванные предыдущими, в частности создающими термическую и/или механическую нагрузку этапами процесса, напр., при создании реплицирующей структуры в реплицирующем слое 4, не могут выравниваться полностью по всей поверхности многослойного элемента 100, хотя осуществляется ориентация маски по имеющимся (чаще всего расположенным на горизонтальных и/или вертикальных краях многослойного элемента) меткам приводки или совмещения. При этом допуск колеблется по всей поверхности многослойного элемента 100 в сравнительно большом диапазоне.
То есть заданные слоем 31 лака первые и вторые зоны 8 и 9 используются в качестве маски, при этом слой 31 лака наносится на раннем этапе процесса при изготовлении многослойного элемента 100, как описано выше. Благодаря этому не могут возникать никакие дополнительные допуски, а также никакие дополнительные колебания допусков по поверхности многослойного элемента 100, так как не происходит последующее создание маски и необходимое в связи с этим позиционирование с наиболее точным возможным совмещением этой маски, не зависимой от предыдущего хода процесса. Допуски или, соответственно, точности совмещения при предлагаемом изобретением способе объясняются исключительно не абсолютно точном прохождением цветового края первых и вторых зон 8 и 9, заданных слоем 31 лака, качество которого определяется применяемым в каждом случае способом печати, и находятся примерно в микронном диапазоне, и поэтому намного ниже разрешающей способности глаза; т.е. невооруженный человеческий глаз уже не может воспринимать имеющиеся допуски.
Следующий, изображенный на фиг.1c промежуточный продукт 100c получается из промежуточного продукта 100b, при этом другой, второй декоративный слой 7 наносится на покрытые структурированным слоем 5 зоны 8 и на не покрытые структурированным слоем 5 зоны 9 реплицирующего слоя 4, в частности частично. Второй декоративный слой 7 включает в себя при этом по меньшей мере один второй фотоактивируемый слой резиста. Предпочтительно второй декоративный слой 7 имеет два или несколько, в частности различно окрашенных вторых слоев резиста. Вторые слои резиста могут при этом также печататься в виде рисунка. Вторые слои резиста могут также иметь частично многослойную конструкцию. Вторые слои резиста могут быть также частично бесцветно прозрачными или просвечивающими, т.е. не имеют окраски.
Как и первый слой 6 резиста, второй слой резиста может представлять собой, например, позитивный фоторезист AZ 1512 фирмы Clariant или MICROPOSIT® S1818 фирмы Shipley, который наносится с поверхностной плотностью от 0,1 г/м2 до 10 г/м2, предпочтительно от 0,5 г/м2 до 1 г/м2. Нанесение предусматривается здесь по всей поверхности. Но может быть также предусмотрено нанесение только в одной отдельной области многослойного элемента 100. Так как второй декоративный слой 7 должен сохраняться в готовом многослойном элементе 100 по меньшей мере в отдельных областях, в лак могут дополнительно вводиться красители, пигменты, наночастицы или т.п. для достижения оптического эффекта.
Второй декоративный слой 7 также экспонируется теперь со стороны 12 слоя 1 подложки, для чего могут находить применение параметры, уже описанные в связи с экспонированием первого слоя 6 резиста. При экспонировании второго декоративного слоя 7 теперь слой 31 лака и металлический слой 5 вместе действуют в качестве маски, так что указанный по меньшей мере один слой резиста второго декоративного слоя 7 экспонируется только в зоне 9, в то время как закрытая слоем 31 лака и структурированным слоем 5 зона 8 остается неэкспонированной. Как и первый слой 6 резиста, теперь уже второй декоративный слой 7 для проявления обрабатывается раствором проявителя, напр., щелочью, в частности, раствором карбоната натрия или раствором гидроксида натрия. При этом удаляется экспонированный слой резиста второго декоративного слоя 7 во второй зоне 9. В первой зоне 8 второй слой резиста сохраняется, потому что в этих зонах абсорбированное количество излучения не привело к достаточной активации. При применении негативного резиста это происходит, как уже описано, наоборот, так что второй слой резиста в первой зоне 8 удаляется, а во второй зоне 9 сохраняется.
Изображенный на фиг.1d многослойный элемент 100 образуется из изображенной на фиг.1c стадии 100c изготовления многослойного элемента 100, при этом выравнивающий слой 10 наносится на расположенный в первой зоне 8, открытый второй декоративный слой 7, а также на расположенный во второй зоне 9, открытый вследствие удаления металлического слоя 5 и первого 6 и второго слоя резиста реплицирующего слоя 4. Нанесение выравнивающего слоя 10 здесь предусмотрено по всей поверхности.
В качестве выравнивающего слоя используется, в частности, лак, образующий сетчатую структуру под вилянием ультрафиолетовых лучей или образующий сетчатую структуру под вилянием тепла.
Возможно, чтобы выравнивающий слой 10 в первой зоне 8 и второй зоне 9 наносился в каждом случае с различной толщиной слоя, напр., путем нанесения раклей, печати или напыления, так чтобы выравнивающий слой 10 на своей обращенной от слоя 1 подложки стороне имел ровную, по существу бесструктурную поверхность. Толщина выравнивающего слоя 10 изменяется, так как различные уровни расположенного в первой зоне 8 металлического слоя 5 и открытого во второй зоне 9 реплицирующего слоя 4 выравниваются/сглаживаются. Во второй зоне 9 толщина выравнивающего слоя 10 выбрана больше, чем толщина металлического слоя 5 в первой зоне 8, так что обращенная от слоя 1 подложки сторона выравнивающего слоя 10 имеет ровную поверхность. Но может быть также предусмотрено нанесение выравнивающего слоя 10 только в одной отдельной области многослойного элемента 100. Возможно, чтобы на ровный выравнивающий слой 10 наносились один или несколько других слоев, напр., адгезионный или клейкий слой.
Таким образом, при описанном способе заданные слоем 31 лака, а также металлическим слоем 5 первые и вторые зоны 8 и 9 используются в качестве маски для структурирования второго декоративного слоя 7. Благодаря этому не могут возникать никакие дополнительные допуски, а также никакие дополнительные колебания допусков по поверхности многослойного элемента 100, так как не происходит последующее создание маски и необходимое в связи с этим позиционирование с наиболее точным возможным совмещением этой маски, не зависимой от предыдущего хода процесса. При этом получают многослойный элемент 100, у которого слой 31 лака декоративного слоя 3, металлический слой 5 и второй декоративный слой 7 расположены с безукоризненным совмещением.
На фиг.2d показан другой многослойный элемент 200, который изготавливается одним из вариантов способа. Этапы способа и промежуточные продукты 200a, 200b и 200c показаны на фиг.2a-2c. Другой многослойный элемент 200 соответствует многослойному элементу 100, изображенному на фиг.1d. Поэтому для одинаковых структур и функциональных элементов используются одинаковые ссылочные обозначения.
Многослойный элемент 200 также включает в себя слой-подложку, имеющий первую сторону 11 и вторую сторону 12. Слой подложки включает в себя пленку 1 подложки и функциональный слой 2. На функциональном слое 2 расположен первый декоративный слой 3, который образуется реплицирующим слоем 4. Альтернативно этому декоративный слой 3 может быть также выполнен многослойным и, например, иметь окрашенный слой и реплицирующий слой. На реплицирующем слое 4 расположен металлический слой 5. На металлическом слое 5 предусмотрен расположенный с совмещением к металлическому слою 5 второй декоративный слой 7. Выравнивающий слой 10 заполняет различия высоты между реплицирующим слоем 4, металлическим слоем 5 и вторым декоративным слоем 7. Для отдельных слоев могут при этом находить применение материалы и способы нанесения, уже описанные в связи с многослойным элементом 100.
Многослойный элемент 200 отличается от многослойного элемента 100 только тем, что декоративный слой 3 не имеет никаких отдельных областей 31 лака, а полностью образован из окрашенного реплицирующего лака, который может содержать красители, пигменты, активируемые ультрафиолетовыми лучами вещества, наночастицы или тому подобное, или альтернативно полностью образован из соответственно окрашенного слоя лака и прозрачного бесцветного реплицирующего лака.
При изготовлении многослойного элемента 200 сначала подготавливается показанный на фиг.2a промежуточный продукт 200a. Аналогично изготовлению многослойного элемента 100, сначала пленка-подложка 1 снабжается функциональным слоем 2, на который по всей поверхности наносится декоративный слой 3. Как уже описано, в реплицирующем слое 4 декоративного слоя 3 могут также дополнительно выполняться рельефы, например, дифракционные структуры. После этого реплицирующий слой 4 металлизируется по всей поверхности уже описанным образом. На полученном таким образом металлическом, подлежащем структурированию слое 5 на части поверхности теперь печатается второй декоративный слой 7, включающий в себя один или несколько также различно окрашенных слоев резиста, так что в зоне 8 металлический слой 5 защищается вторым декоративным слоем 7, в то время как в зоне 9 металлический слой 5 не покрыт вторым декоративным слоем 7. Для создания желаемых оптических эффектов второй декоративный слой 7 включает в себя слои, в частности слои резиста, которые могут содержать красители, пигменты, активируемые ультрафиолетовыми лучами вещества, наночастицы или тому подобное. Второй декоративный слой 7 может быть, например, образован из лака на основе ПВХ.
Чтобы получить показанный на фиг.2b промежуточный продукт 200b, промежуточный продукт 200a многослойного элемента 200 теперь обрабатывается травильным средством, в частности раствором карбоната натрия или раствором гидроксида натрия, который наносится на обращенную от пленки 1 подложки поверхность промежуточного продукта 200a. В то время как зоны 8 защищены от воздействия вторым декоративным слоем 7, щелочь может растворять металлический слой 5 в зоне 9, так что металлический слой 5 в зоне 9 удаляется. Благодаря этому может достигаться образование металлического слоя 5 с безукоризненным совмещением ко второму декоративному слою 7. То есть второй декоративный слой 7 действует здесь в качестве резиста, стойкого к травлению.
Затем промежуточный продукт 200b обрабатывается растворителем, который предпочтительно должен иметь температуру воспламенения больше 65°C. При этом растворитель выбирается так, чтобы второй декоративный слой 7 был нечувствителен к растворителю, в то время как материал реплицирующего слоя 4 мог растворяться в растворителе.
Подходящими лаками, в частности, для реплицирующего лака 4, которые располагают этими свойствами, являются, например, полиакрилаты или полиакрилаты в комбинации с целлюлозными дериватами.
Однако в зоне 8 реплицирующий слой защищен от воздействия растворителя металлическим слоем 5 и вторым декоративным слоем 7, так что реплицирующий слой 4 растворяется только в незащищенной зоне 9. Благодаря этому получается показанный на фиг.2c промежуточный продукт 200c.
Чтобы получить готовый многослойный элемент 200, после этого наносится также выравнивающий слой 10, который выравнивает имеющиеся при известных условиях рельефные структуры в реплицирующем слое 4, а также удаленные зоны 9 реплицирующего слоя 4 и металлического слоя 5, так что получается гладкая поверхность многослойного элемента 200. Как и у многослойного элемента 100, могут, разумеется, также наноситься и другие функциональные слои или тому подобное.
В противоположность описанному выше способу здесь, таким образом, нет необходимости в экспонировании, чтобы получить расположение трех слоев (первого декоративного слоя 3, металлического слоя 5 и второго декоративного слоя 7) с соблюдением совмещения. Разрешение созданных структур ограничивается при этом только разрешением, достижимым при печати второго декоративного слоя 7, а также боковым введением путем диффузии щелочи или, соответственно, растворителя при соответствующих этапах способа.
На фиг.3e показан другой многослойный элемент 300, который изготавливается одним из вариантов способа. Этапы способа и промежуточные продукты 300a, 300b, 300c и 300d показаны на фиг.3a-3d. Другой многослойный элемент 300 соответствует также изображенным на фиг.1d и фиг.2d многослойным элементам 100 и 200. Поэтому для одинаковых структур и функциональных элементов применяются одинаковые ссылочные обозначения.
Также многослойный элемент 300 включает в себя слой подложки, имеющий первую сторону 11 и вторую сторону 12, который включает в себя пленку 1 подложки и функциональный слой 2. На нем расположен реплицирующий слой 4, который окрашен и одновременно выполняет функцию первого декоративного слоя 3. Альтернативно этому декоративный слой 3 может быть также выполнен многослойным и, например, иметь окрашенный слой и реплицирующий слой. На реплицирующем слое 4 предусмотрен металлический слой 5 с совмещением с первым декоративным слоем 3 и расположенный с совмещением с металлическим слоем 5 второй декоративный слой 7. Различия высоты реплицирующего слоя 4, металлического слоя 5 и второго декоративного слоя 7 заполнены выравнивающим слоем 10.
Для отдельных слоев могут при этом находить применение материалы и способы нанесения, уже описанные в связи с многослойным элементом 100. Как и многослойный элемент 200, многослойный элемент 300 отличается от многослойного элемента 100 только тем, что декоративный слой 3 не имеет отдельных областей 31 лака, а полностью образован из окрашенного реплицирующего лака, который может содержать красители, пигменты, активируемые ультрафиолетовыми лучами вещества, наночастицы или тому подобное или, альтернативно, полностью образован из соответственно окрашенного слоя лака и прозрачного бесцветного реплицирующего лака.
На фиг.3a показан промежуточный продукт 300a при изготовлении многослойного элемента 300 по одному из вариантов способа. Аналогично изготовлению многослойного элемента 100 и 200, сначала пленка 1 подложки снабжена функциональным слоем 2, на который по всей поверхности наносится декоративный слой 3. Как уже описано, в реплицирующем слое 4 декоративного слоя 3 могут также дополнительно выполняться рельефы, например, дифракционные структуры. После этого реплицирующий слой 4 металлизируется по всей поверхности уже описанным образом. На полученный таким образом металлический слой 5 теперь по всей поверхности наносится резист 6.
На обращенную от пленки 1 подложки сторону резиста 6 теперь накладывается маска 13. Но в противоположность способу, описанному при изготовлении многослойного элемента 100, маска 13 здесь представляет собой отдельную часть, то есть образуется не структурами самого многослойного элемента 300. Маска включает в себя зоны 8, которые непрозрачны для излучения, применяемого для экспонирования фотоактивируемого резиста 6, а также зоны 9, которые прозрачны для упомянутого излучения. Так как маска 13 расположена на обращенной от пленки 1 подложки стороне резиста 6, экспонирование резиста 6 тоже должно осуществляться с этой стороны, то есть не может, как при изготовлении многослойного элемента 100, осуществляться со стороны пленки 1 подложки. Однако все другие параметры экспонирования и последующего проявления резиста 6 соответствуют способу, поясненному в связи с изготовлением многослойного элемента 100. После экспонирования резиста 6 маска 13 может удаляться, и уже описанным образом проявляться резист 6. После этого тоже уже описанным образом металлический слой 5 структурируется с помощью травильного средства.
В показанном примере используется комбинация позитивного резиста 6 с позитивной маской 13. То есть резист 6 в зоне 8 защищается маской и только в зоне 9 экспонируется. Таким образом, в зоне 9 резист 6 при проявлении удаляется, так что металлический слой 5 в зоне 5 открыт и на последующем этапе травления удаляется с помощью травильного средства. Разумеется, может также использоваться негативная маска в комбинации с негативным резистом.
После травления получается показанный на фиг.3b промежуточный продукт 300b, в котором структурированный слой имеется только лишь в зонах 8, в то время как в зонах 9 реплицирующий слой 4 открыт. В зонах 8, к тому же, еще имеется резист 6 на обращенной от пленки 1 подложки поверхности металлического слоя 5.
Чтобы получить из промежуточного продукта 300b показанный на фиг.3c промежуточный продукт 300c, резист 6 удаляется путем обработки растворителем (снятия «стриппером»). Для этого ссылаемся на варианты осуществления в соответствии с фиг.2c и 2d. Это может осуществляться также уже описанным в связи с изготовлением многослойного элемента 100 образом. При удалении резиста 6 при этом одновременно удаляется реплицирующий слой 4 в зоне 9, так как он не защищается металлическим слоем 5.
В следующем этапе способа теперь второй декоративный слой 7 наносится по всей поверхности на металлический слой 5 или, соответственно, открытые зоны 9 функционального слоя 2, так что получается показанный на фиг.3d промежуточный продукт 300d. Второй декоративный слой 7 включает в себя по меньшей мере один слой из фотоактивируемого резиста, предпочтительно два или несколько фотоактивируемых, различно окрашенных слоя, и действует при этом одновременно в качестве выравнивающего слоя, который выравнивает различия высоты вследствие частичного удаления металлического слоя 5 и реплицирующего слоя 4. Как и у многослойного элемента 100, второй декоративный слой 7 частично остается в готовом многослойном элементе и выполняет там оптическую функцию. Поэтому второй декоративный слой 7 включает в себя по меньшей мере один слой, который окрашен красителями, пигментами, активируемыми ультрафиолетовыми лучами веществами, наночастицами или тому подобным.
В промежуточном продукте 300d зона 8, образованная оставшимся декоративным слоем 3 и металлическим слоем 5, непрозрачна для электромагнитного излучения, применяемого для экспонирования резиста второго декоративного слоя 7. То есть, аналогично изготовлению многослойного элемента 100, теперь экспонирование резиста второго декоративного слоя 7 может осуществляться со стороны пленки подложки, и после этого резист проявляться уже описанным образом. Так как остающийся декоративный слой 3 вместе с металлическим слоем 5 действует в качестве маски, резист экспонируется, таким образом, только в зоне 9. То есть при применении позитивного резиста этот резист в зоне 9 во время проявления отслаивается, так что он сохраняется только там, где он непосредственно лежит на металлическом слое 5.
Чтобы прийти к готовому многослойному элементу 300, зона 9, в которой резист второго декоративного слоя 7 был удален, снабжается выравнивающим слоем 10, чтобы выровнять различия высоты. Опционально может еще наноситься образовавший сетчатую структуру, прозрачный запечатывающий слой 14 на обращенную от пленки 1 подложки сторону многослойного элемента 300, чтобы защитить его поверхность от механического повреждения.
Также с помощью этого способа получается структура из трех точно совмещенных слоев, а именно, первого декоративного слоя 3, металлического слоя 5 и второго декоративного слоя 7. Так как внешняя маска применяется только для структурирования металлического слоя 5, который после этого служит в качестве маски для удаления реплицирующего слоя в зоне 8 или, соответственно, для экспонирования резиста второго декоративного слоя 7 в зоне 8, описанные выше проблемы при применении масок здесь не возникают. Остающиеся зоны 8 первого декоративного слоя 3 и второго декоративного слоя 7 возникают необходимым образом точно по растру с металлическим слоем 5.
На фиг.4d показан другой многослойный элемент 400, который изготавливается одним из вариантов способа. Этапы способа и промежуточные продукты 400a, 400b и 400c показаны на фиг.4a-4c.
Многослойный элемент 400 отличается от показанного на фиг.1a многослойного элемента 100 только тем, что второй декоративный слой 7 в первой отдельной области образован фотоактивируемым слоем резиста, а во второй отдельной области частично нанесенным слоем резиста, стойкого к травлению. Во второй отдельной области декоративный слой 3 может, как и в первой отдельной области, иметь первые зоны 8 и/или вторые зоны 9.
В первой отдельной области конструкция многослойного элемента 400 соответствует многослойному элементу 100 на фиг.1a-1d, и выполнятся также описанные там этапы способа для изготовления многослойного элемента 400, который показан на фиг.4d в первой отдельной области. В отличие от многослойного элемента 100, теперь предусмотрена вторая отдельная область, в которой вместо фотоактивируемого слоя 6 резиста частично наносится слой 15 резиста, стойкого к травлению. Мотив или, соответственно, внешний вид слоя 15 резиста, стойкого к травлению, должен определять мотив или, соответственно, внешний вид достигаемой частичной металлизации. Слой 15 резиста, стойкого к травлению, может, например, состоять из лака на основе ПВХ и быть окрашен посредством пигментов и/или красителей или быть бесцветно прозрачным или просвечивающим.
После проявления фотоактивируемого слоя резиста металлический слой 5 во второй зоне 9 удаляется с помощью травильного средства. Это возможно потому, что во второй зоне 9 металлический слой 5 не защищен от воздействия травильного средства служащим маской для травления слоем 6 резиста в первой отдельной области, а также тоже служащим маской для травления слоем 15 резиста, стойкого к травлению, во второй отдельной области. Травильное средство может, например, представлять собой кислоту или щелочь, например, NaOH (гидроксид натрия) или Na2CO3 (карбонат натрия) в концентрации от 0,05% до 5%, предпочтительно от 0,3% до 3%. Таким образом, выполняются показанные на фиг.4b области металлического слоя 5.
На следующем этапе удаляются также и сохранившиеся области слоя 6 резиста (снимаются «стриппером»). При этом, однако, на металлическом слое 5 сохраняется слой 15 резиста, стойкого к травлению.
Таким образом металлический слой 5 без дополнительных технологических издержек может структурироваться в первой отдельной области с точным совмещением к заданным слоем 31 лака первым и вторым зонам 8 и 9 и во второй отдельной области с точным совмещением к слою 15 резиста, стойкого к травлению.
Как и на фиг.1c, теперь на фиг.4c в первой отдельной области другой, второй декоративный слой 7 наносится на покрытые структурированным слоем 5 зоны 8 и на не покрытые структурированным слоем 5 зоны 9 реплицирующего слоя 4. Второй декоративный слой 7 включает в себя при этом по меньшей мере один второй фотоактивируемый слой резиста. Предпочтительно второй декоративный слой 7 имеет два или несколько, в частности различно окрашенных вторых слоев резиста. Вторые слои резиста могут при этом также печататься в виде рисунка. Еще имеющийся во второй отдельной области слой 15 резиста, стойкого к травлению, образует при этом тоже часть декоративного слоя 7.
Альтернативно этому нанесение декоративного слоя 7 в первой отдельной области может также отсутствовать, так чтобы в первой отдельной области имелся металлический слой 5 без покрытия, а во второй отдельной области снабженный нанесенным слоем 15 резиста, стойкого к травлению. Благодаря этому, например, окраска металлического слоя 5 посредством окрашенного слоя 15 резиста, стойкого к травлению, может осуществляться только во второй отдельной области, а в первой отдельной области, хотя имеется металлический слой 5 с точным совмещением к первому декоративному слою, однако на обращенной от первого декоративного слоя стороне не окрашен и в случае алюминия является отражающим с серебряным блеском.
Как описано в связи с фиг.1c и 1d, декоративный слой 7 в первой отдельной области экспонируется, проявляется и частично удаляется.
Как показано на фиг.1d, также изображенный на фиг.4d многослойный элемент 400 образуется из изображенной на фиг.4c стадии 400c изготовления многослойного элемента 400, при этом выравнивающий слой 10 наносится на расположенный в первой зоне 8, открытый второй декоративный слой 7, а также на расположенный во второй зоне 9, открытый вследствие удаления металлического слоя 5 и первого 6 и второго слоя резиста реплицирующий слой 4. Нанесение выравнивающего слоя 10 здесь предусмотрено по всей поверхности. Выравнивающий слой 10 может быть выполнен одно- или многослойным или же отсутствовать. Возможно, чтобы на обращенную от слоя подложки сторону выравнивающего слоя 10 наносился (не показанный здесь) адгезионный слой (клейкий слой), который также сам может быть выполнен многослойным.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Пленка подложки
2 Функциональный слой
3 Первый декоративный слой
4 Реплицирующий слой
5 Металлический слой
6 Слой резиста
7 Второй декоративный слой
8 Первая зона
9 Вторая зона
10 Выравнивающий слой
11 Первая сторона
12 Вторая сторона
13 Маска
14 Запечатывающий слой
15 Слой резиста, стойкого к травлению
31 Первый слой лака (поз.3)
32 Второй слой лака (поз.3)
100 Многослойный элемент
200 Многослойный элемент
300 Многослойный элемент
400 Многослойный элемент
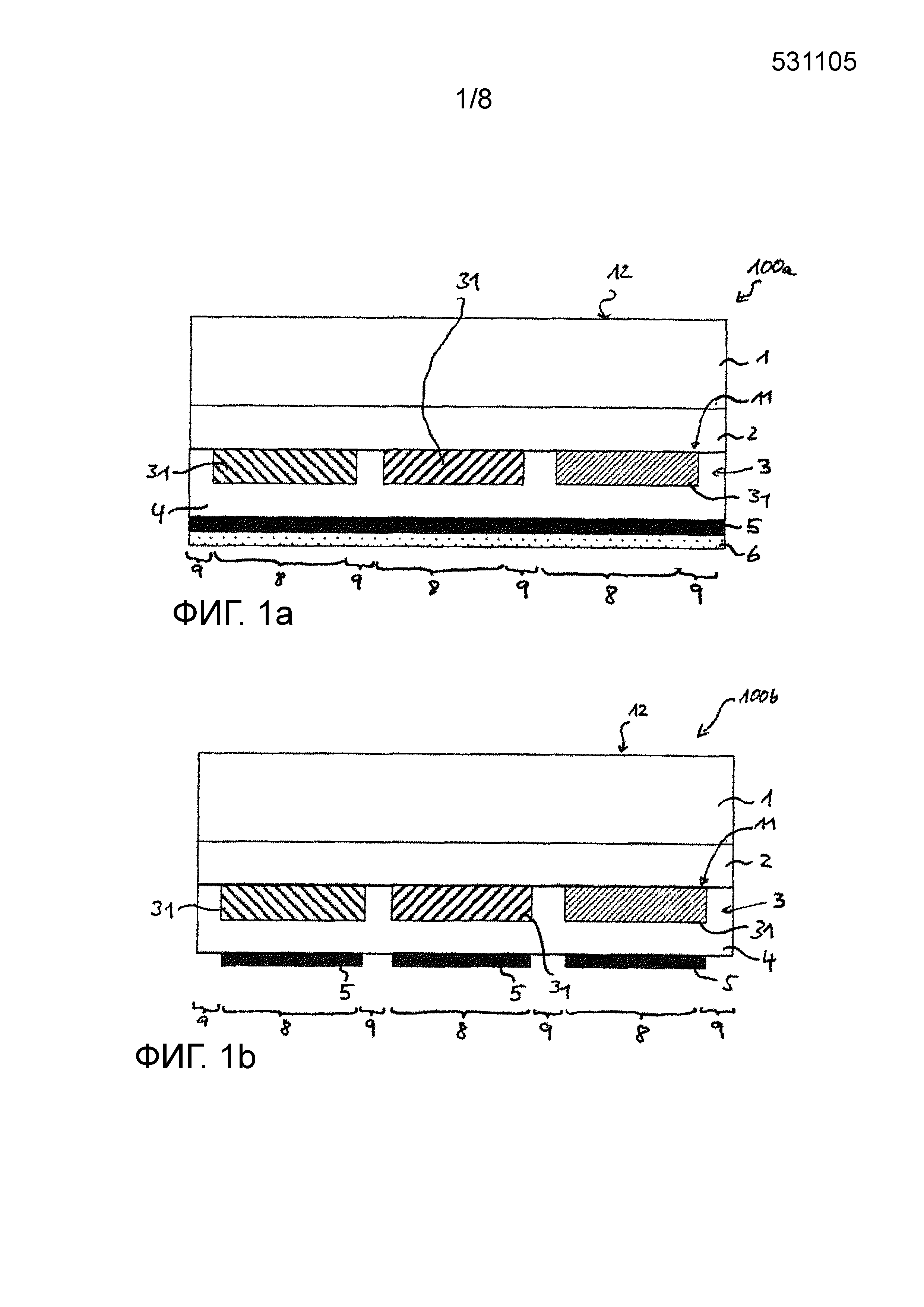
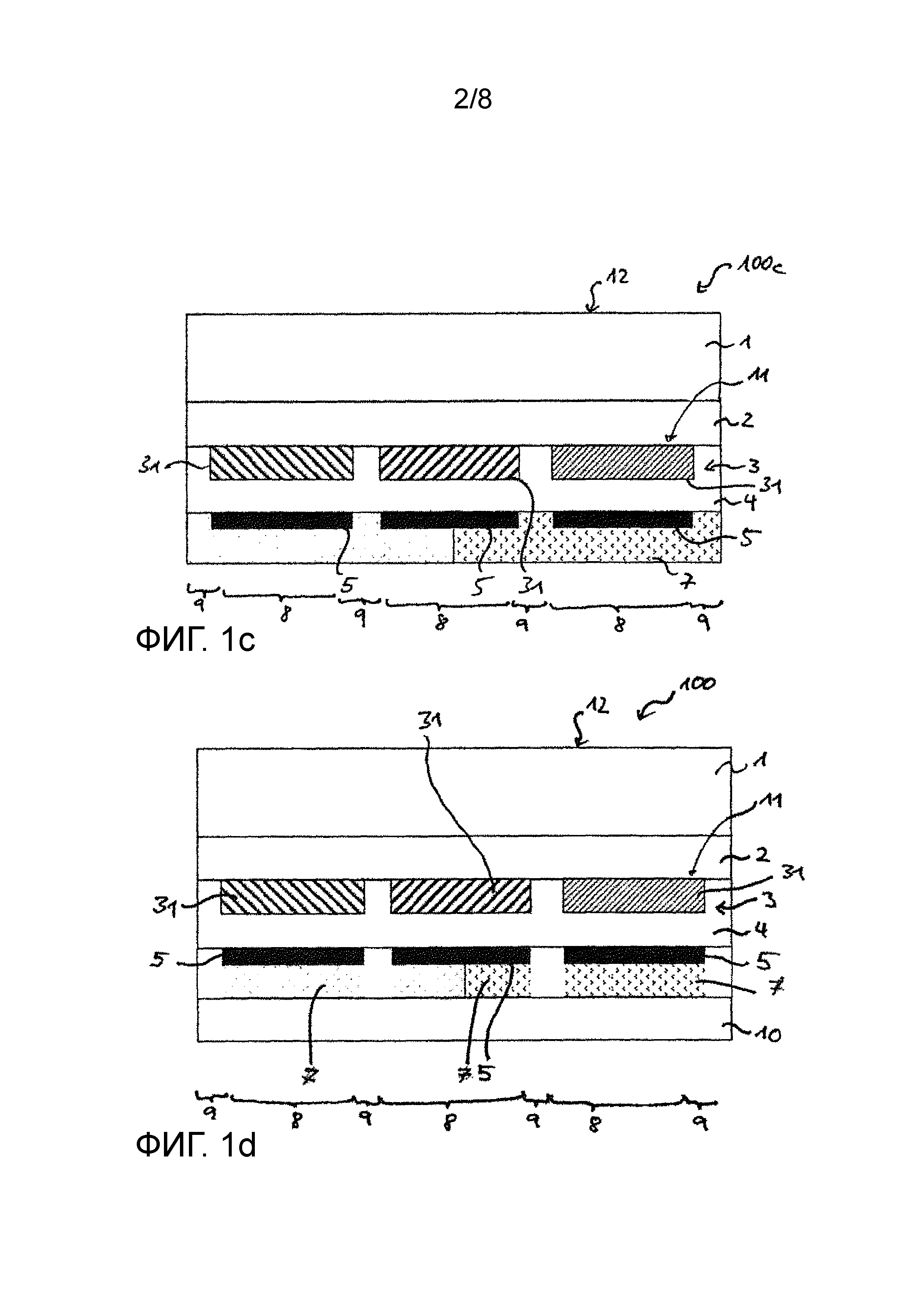
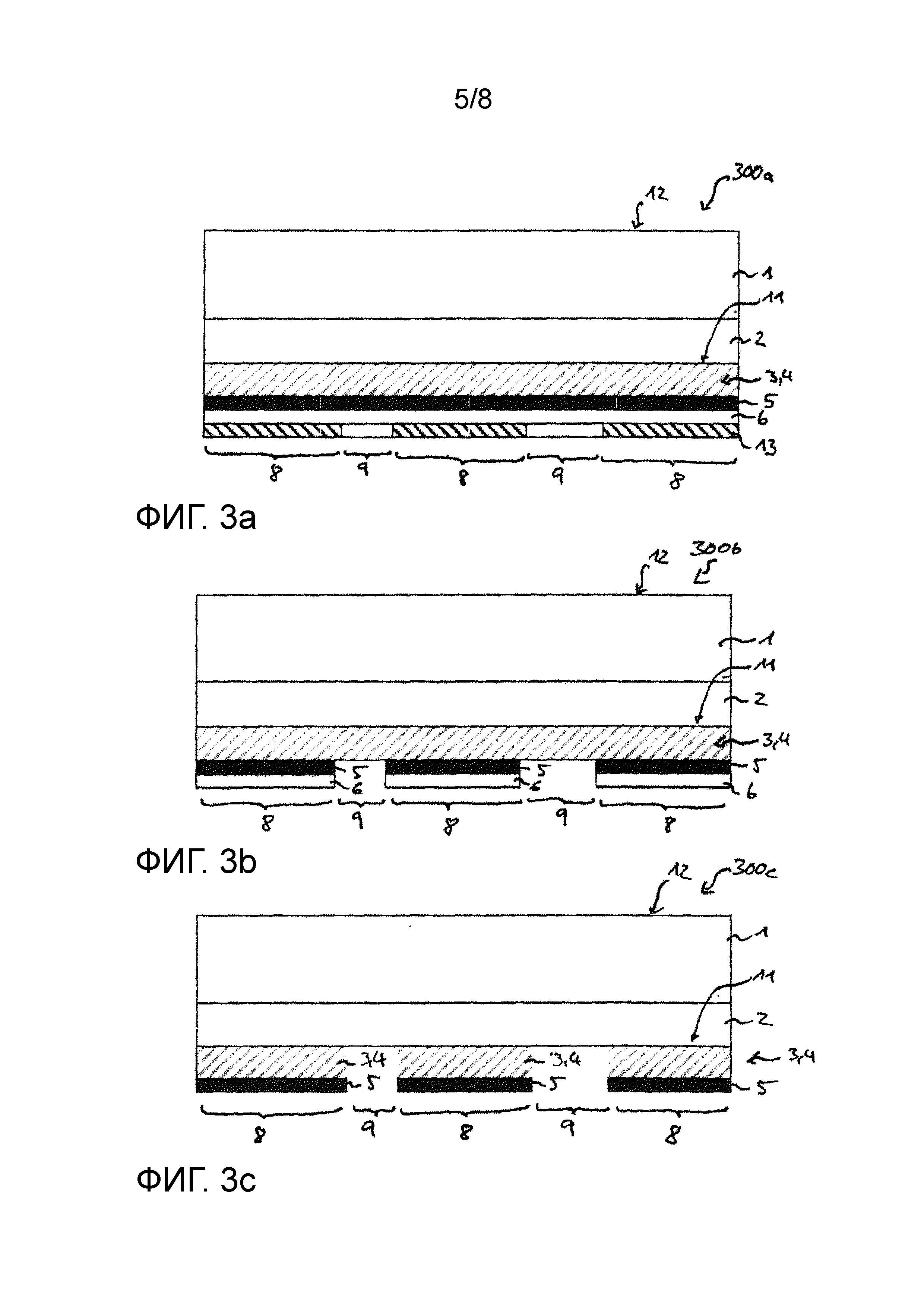
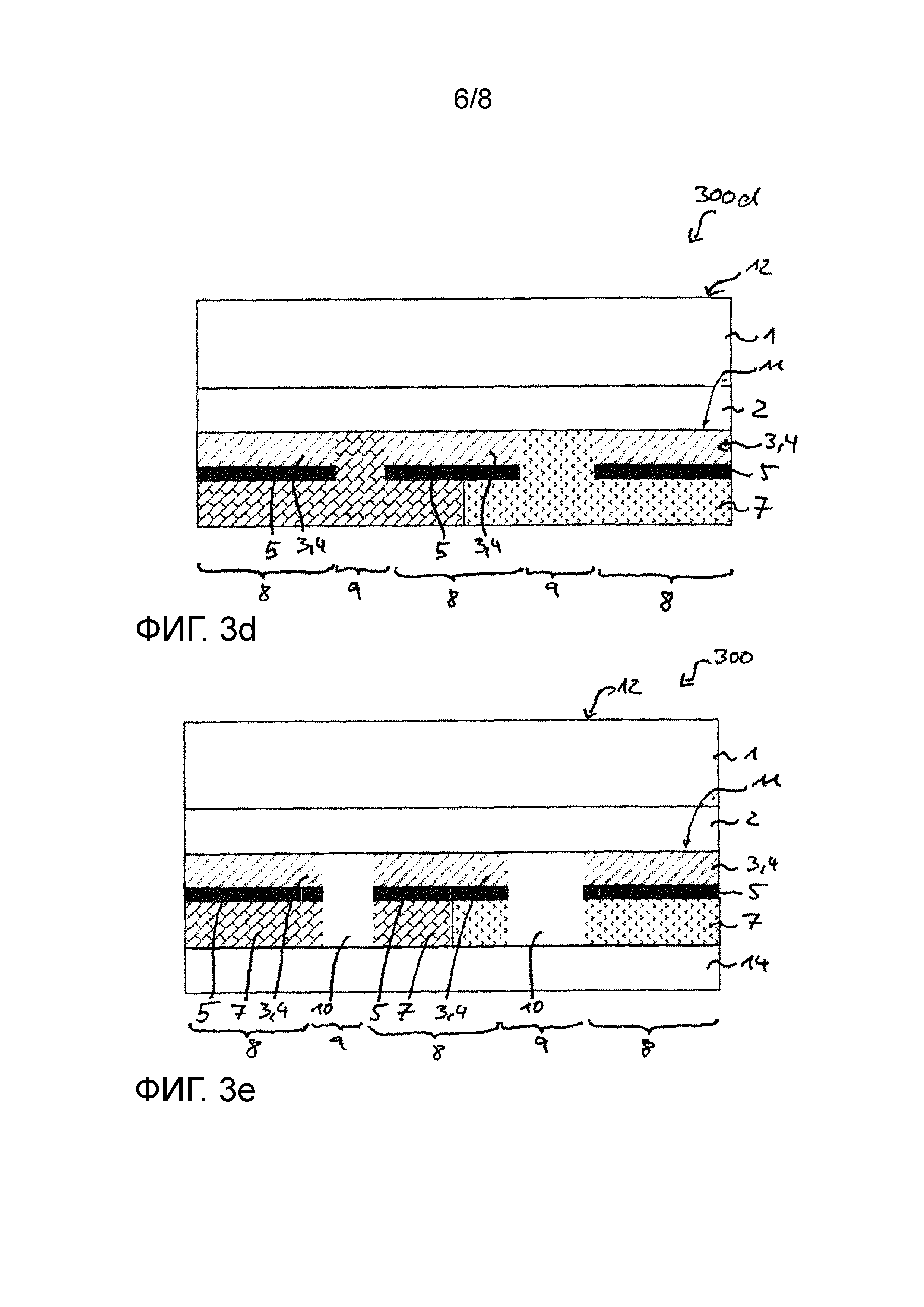
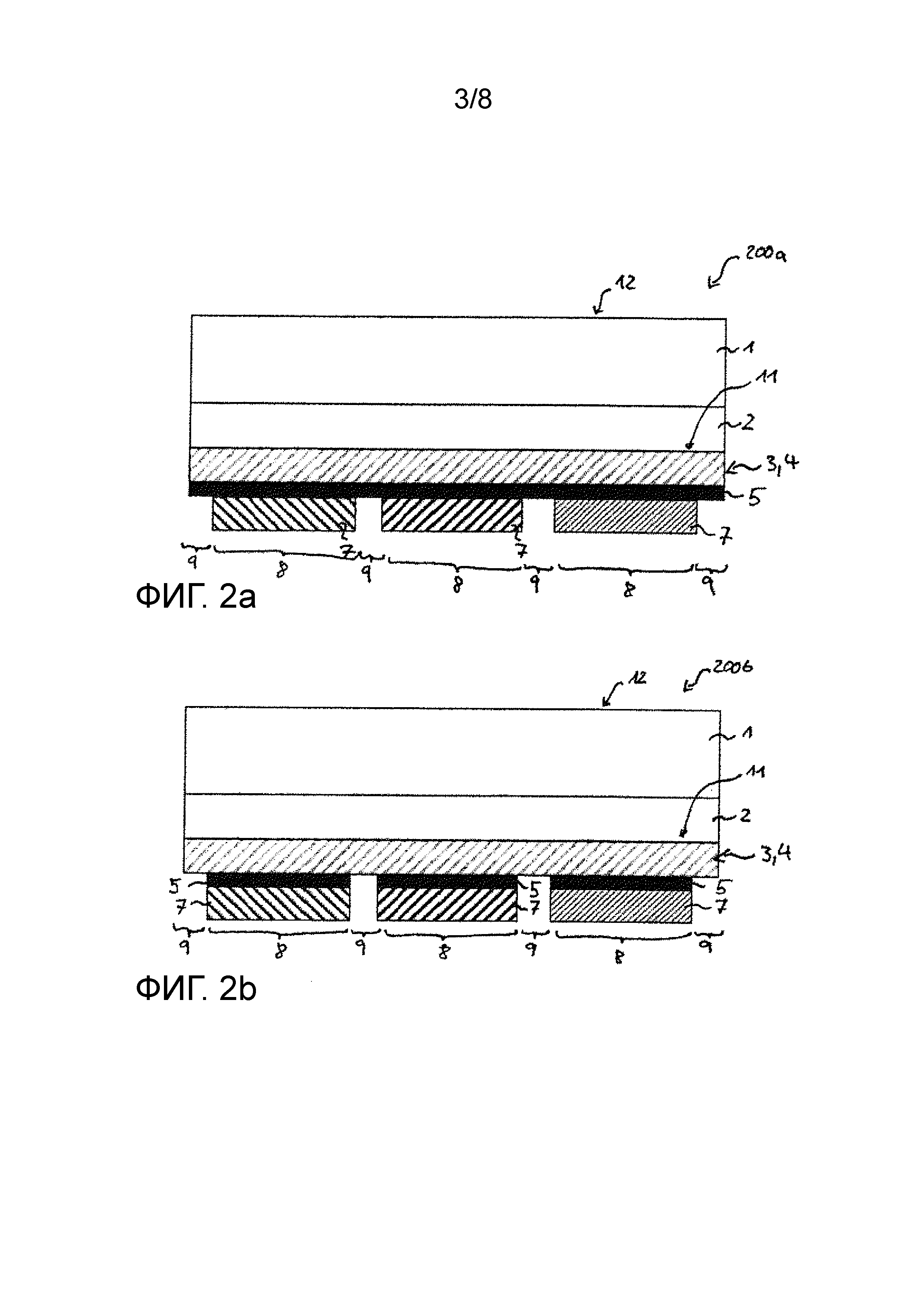
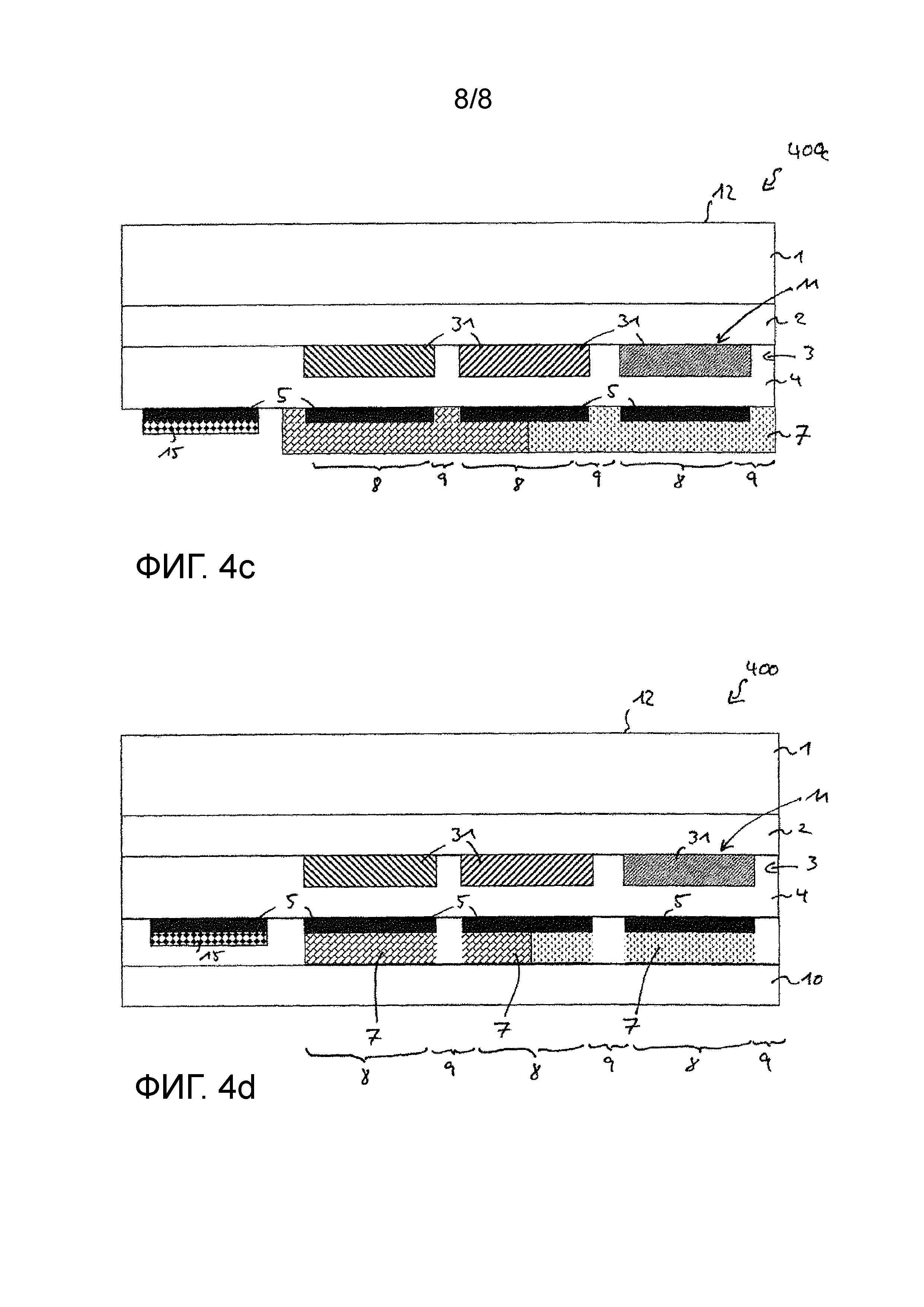
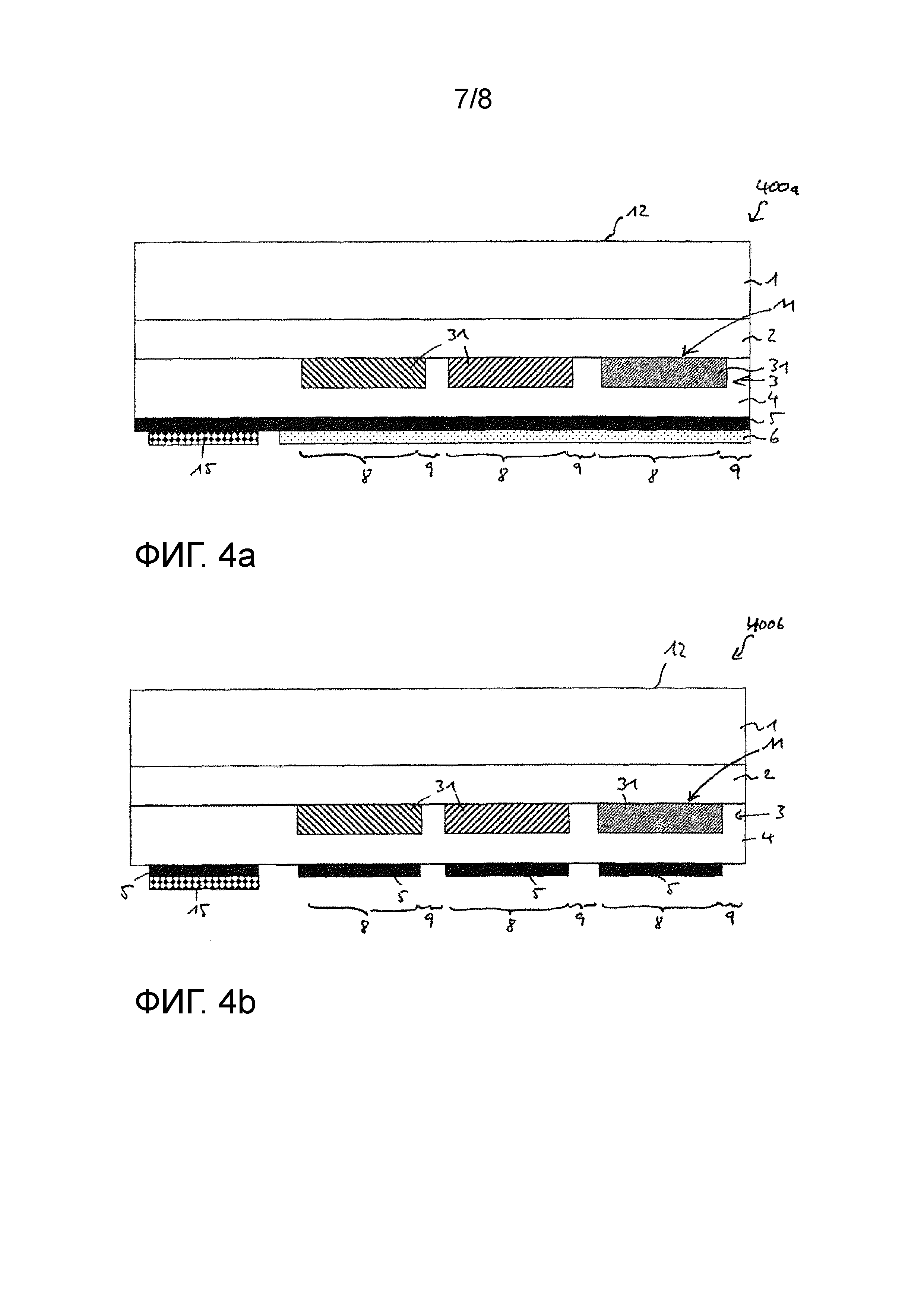
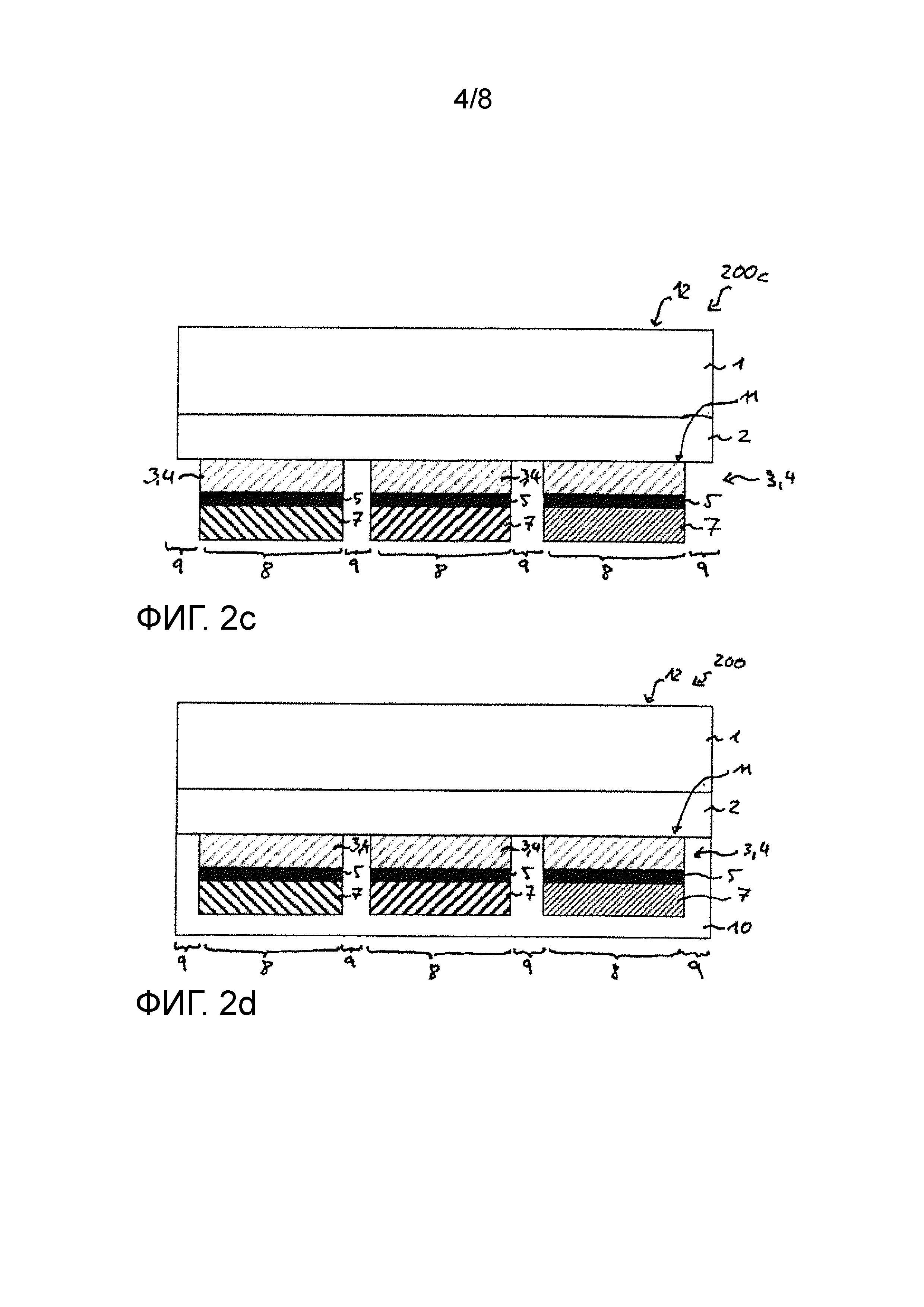
Тиснильный валик с обогревом
Защитный элемент и способ создания защитного элемента
Пленка, способ ее получения и ее использование
Способ изготовления многослойного тела, а также многослойное тело
Пленка и способ ее изготовления
Способ и устройство для горячего тиснения
Элемент защиты для защищенного документа и способ его изготовления
Элемент защиты
Защищенный документ
Способ и устройство для переноса декоративного участка тиснильной пленки
Способ изготовления многослойного тела, а также многослойное тело
Пленка и способ ее изготовления
Элемент защиты для защищенного документа и способ его изготовления
Защищенный документ и/или ценная бумага
Многослойный объект, имеющий объемную голограмму
Способ получения металлического покрытия в определенных областях, а также пленка, перенесенная на контртело, и их применение
Полутоновое изображение, полученное методом печати
Оптически изменяющийся элемент с промежуточным слоем изменяющейся толщины

