Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ СИЛОВЫХ ШПАНГОУТОВ ИЗ ЦЕНТРОБЕЖНОЛИТОЙ ЗАГОТОВКИ-ШАЙБЫ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и металлургии сплавов на основе алюминия и магния - в частности к способам изготовления кольцевых заготовок и может быть использовано в ракетостроении и самолетостроении для получения цельных полуфабрикатов в виде шпангоутов, т.е. без сварных соединений [В21Н 1/06].
Шпангоуты являются основными силовыми элементами в конструкциях ракет, которые воспринимают на себя и испытывают основные знакопеременные и осевые нагрузки в совместном и автономном полетах ракеты, поэтому исходные кольцевые заготовки для изготовления шпангоутов должны обладать высокой надежностью и повышенными механическими свойствами.
В настоящее время на ракетно-космических заводах силовые шпангоуты всех изделий ракетно-космической техники, как выпускаемых серийно, так и перспективных, изготавливаются из прессованных профилей. Количество стадий серийной технологии изготовления шпангоутов из сварных прессованных профилей:
1. Отливка столба;
2. Обдирка слитка;
3. Резка слитка;
4. Нагрев слитка;
5. Прессование профиля;
6. Резка профиля;
7. Отжиг профиля;
8. Гибка профиля на прессе;
9. Отрезка концов;
10. Зачистка кромок;
11. Сварка;
12. Зачистка швов;
13. Отжиг;
14. Правка на прессе;
15. Фрезеровка с промежуточным контролем рентгеном.
Причем, операции 7. и 8. повторяются 3-4 раза в цикле, в зависимости от диаметра шпангоута (см. [http://referatwork.ru/category/tehnologii/view/478283_tehnologicheskiy_process_izgotovleniya_obechayki]).
По существующей технологии шпангоуты из сплавов на основе алюминия или магния изготавливаются из 2-х, 3-х и 4-х частей, полученных гибкой прессованных полос в полукольца, контактно-стыковую сварку (алюминиевые сплавы) или ручную сварку (магниевые сплавы) колец, отжиг и механическую обработку. Из-за низкой технологичности процесса сварки алюминиевых и магниевых профилей большого сечения практически все сварные швы требуют подварки после предварительной механической обработки и контроля рентгеном, что значительно увеличивает трудоемкость и, особенно, влияет на их качество и надежность. В процессе стапельной сборки отсеков бывают случаи разрушения шпангоута по сварному шву из-за недостаточной его прочности, связанной с нестабильным и сложным процессом ручной сварки, что приводит к неисправимому браку и задержки сдачи изделия.
Контактно-стыковая сварка алюминиевых прессованных профилей производится на уникальных сварочных машинах, которые в настоящее время в России и в мире не изготавливаются. В связи со значительным физическим износом данное оборудование часто выходит из строя. Время простоя оборудования из-за внеплановых ремонтов достигает 4-х месяца в году, что сказывается на ритмичности производства и значительных финансовых затратах, а также ставит под угрозу выполнение производственного плана. Известна технология изготовления шпангоутов из цельнокатаных алюминиевых колец (см.
[http://referatwork.ru/category/tehnologii/view/478283_tehnologicheskiy_process_izgotovleniya_obechayki]), исходным материалом которых являются слитки, полученные по технологии полунепрерывного литья с формированием столбчатой структуры. Количество стадий технологии изготовления цельнокатаных шпангоутов из слитка, полученного полунепрерывным литьем:
1. Отливка столба;
2. Обдирка слитка;
3. Резка слитка;
4. Нагрев слитка;
5. Обковка слитка;
6. Нагрев слитка;
7. Осадка;
8. Прошивка;
9. Раскатка кольца.
После удаления поверхностных дефектов слитки разрезают на заготовки, которые нагревают в печи. Горячие заготовки осаживают на прессе и прошивают отверстие в центре. При последующей обработке разгоняют отверстие и придают точные размеры ободу по высоте.
Однако, данный технологический процесс получения кольцевого изделия предопределяет помимо получения слитка, осадки и прошивки многократные нагревы и подсадку заготовки, что необходимо для снятия напряжений получения мелкозернистой изотропной структуры, необходимой при последующей раскатке.
Исходя из вышеизложенного, процесс обладает высокой трудоемкостью изготовления изделия, низким КИМ (коэффициент использования материала), и соответственно, значительной себестоимостью, а также многократные нагревы приводят к снижению уровня механических и структурных параметров изделия.
Известна технология получения заготовок-шайб методом центробежного литья подробно описана в RU 2520249, опубл.: 20.06.2014. В нем описана установка для получения кольцевых отливок из магниевых сплавов методом центробежного литья в среде инертного газа, содержащей герметичную камеру с инертной средой, вращающийся круглый стол, прикрепленный к приводному валу электродвигателя, расположенному вне герметичной камеры, цилиндрическую изложницу с крышкой, закрепленную на вращающемся круглом столе, отличающаяся тем, что она снабжена плавильной печью, электрообогреваемым металлопроводом, выполненным в виде сифона, один конец которого размещен в плавильной печи с образованием жидкостного затвора из расплава металла, а другой конец размещен в герметичной камере, и стаканом-дозатором, расположенным по центру изложницы соосно металлопроводу.
Однако решение в целом ограничено процессом получения кольцевых отливок из магниевых сплавов методом центробежного литья и не описывает способ изготовления цельнокатаных силовых шпангоутов из центробежнолитой заготовки-шайбы. Наиболее близким аналогом является RU 2487776, опубл.: 20.07.2013, способ получения крупногабаритных кольцевых полуфабрикатов из деформируемых алюминиевых сплавов, включающий операции литья, деформационной обработки и отжига, отличающийся тем, что отливку получают способом центробежного литья в среде инертного газа, причем расплав подают в изложницу с максимально возможным секундным расходом, равным 1-4% в секунду в начале литья и 0,02-0,08% в секунду в конце литья от общей массы отливки при постепенном снижении расхода обратно пропорционально времени литья, а скорость вращения изложницы плавно увеличивают на 0,4-6,0% в минуту от начальной скорости, причем деформационную обработку осуществляют двухступенчатой раскаткой отливки при обжатии 5-10% при каждом проходе и суммарной деформации 25-30% на первой ступени и при обжатии 15-20% при каждом проходе и суммарной деформации 65-70% на второй ступени.
Однако, решение в целом ограничено процессом получения кольцевых отливок из алюминиевых сплавов методом центробежного литья и не описывает способ изготовления цельнокатаных силовых шпангоутов из центробежнолитой заготовки-шайбы.
Задачей изобретения является предложить способ изготовления цельнокатаных силовых шпангоутов из центробежнолитой заготовки-шайбы.
Техническим результатом изобретения является упрощение процесса производства до трех стадий, ускорение получения детали, уменьшение энергозатрат, повышение надежности шпангоутов, снижение трудоемкости изготовления шпангоутов, прочностные характеристики шпангоутов соответствуют прочностным характеристикам прессованных профилей.
Указанный технический результат достигается за счет того, что заявлен способ изготовления цельнокатаных силовых шпангоутов из центробежнолитой заготовки-шайбы, характеризующийся получением крупногабаритных кольцевых полуфабрикатов из деформируемых сплавов, включающий операции литья, деформационной обработки и отжига, причем отливку получают способом центробежного литья в среде инертного газа, при этом расплав подают в изложницу, а деформационную обработку раскатки кольца осуществляют двухступенчатой раскаткой отливки, отличающийся тем, что после получения заготовок-шайб методом центробежного литья проводят их обточку с припуском, причем обточку осуществляют на токарно-карусельном станке; в процессе обточки заготовкам-шайбам придают такие необходимые геометрические параметры по высоте, наружному и внутреннему диаметрам заготовок, которые достаточны для последующего получения заданного объема металла при последующей операции; припуск задаваемый на обточку выбирают в зависимости от усадки выбранного материала, глубины залегания литейных дефектов и толщины стенки отливок, при этом по наружной поверхности центробежнолитой заготовки припуски под обточку задают меньше, чем по внутренней; обточенные заготовки нагревают в печи, помещают на гидравлический пресс и выполняют осадку заготовок по высоте, после чего перемещают на радиально-аксиальный кольцераскатный стан, причем перемещение нагретой заготовки-шайбы между нагревательной печью, прессом и кольцераскатным станом осуществляется манипулятором. Обточку осуществляют предпочтительно на двухстоечном токарно-карусельном станке, на котором ведут режимы резания:
Скорость вращения стола - 8,8 об/мин;
Подача - 0,6 мм/мин за оборот при черновой обработке;
Подача - 0,4 мм/мин за оборот при чистовой обработке при приближении к заданным размерам;
Глубина резания - 5 мм на сторону при черновой обработке;
Глубина резания - 2 мм на сторону при чистовой обработке при приближении к заданным размерам.
Очередность обработки на токарно-карусельном станке осуществляют в следующем порядке: сначала, базируясь кулачками за наружный диаметр, производят обработку внутреннего диаметра в размер, затем верхнего торца по высоте заготовки в размер; далее осуществляют переворот заготовки-шайбы на столе токарно-карусельного станка; после чего, базируясь кулачками за внутренний диаметр, производят обработку наружного диаметра в размер, затем верхнего торца по высоте заготовки в размер.
Краткое описание чертежей
На Фиг. 1 показана схема установки получения заготовок-шайб методом центробежного литья, где: 1 - печь сопротивления, 2 - герметичный плавильник, 3 - загрузочный люк, 4 - патрубок металлопровода, 5 - герметизирующее уплотнение, 6 - жидкостный затвор из металла, 7 - герметизирующее уплотнение, 8 - герметичная камера, 9 - съемная крышка, 10 - круглый стол, 11 - литейная изложница, 12 - крышка изложницы, 13 - стол крепежа изложницы, 14-дозатор, 15 - вал литейной машины, 16-электродвигатель, 17 - клиноременная передача.
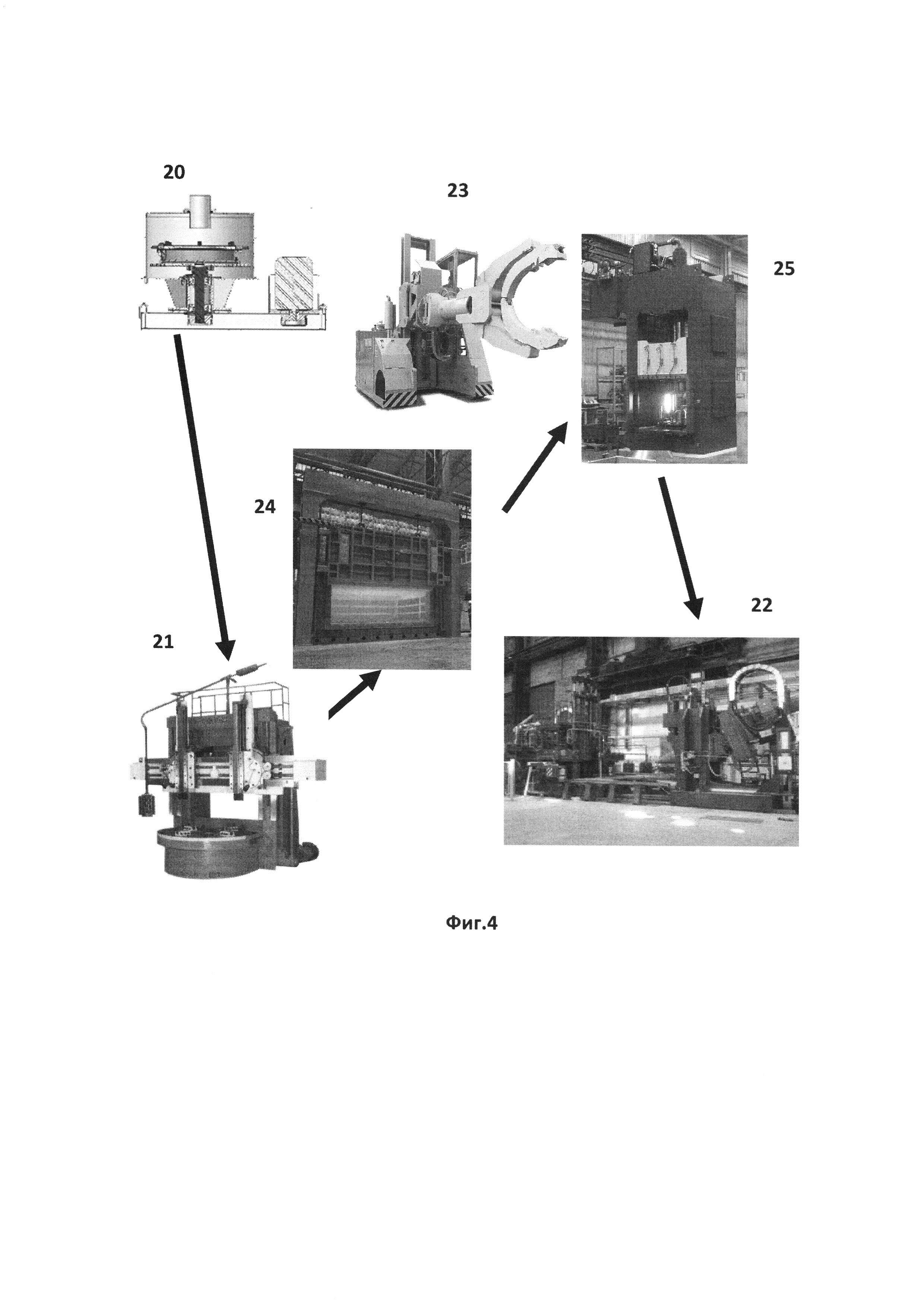
На Фиг. 2 показана схема формирования структуры отливки во вращающейся форме, где 18 и 19 - зоны первой и второй стадий кристаллизации расплава, соответственно. На Фиг. 3 показана фотография готовой отливки, полученной во вращающейся форме. На Фиг. 4 показана блок-схема осуществления способа, где 20 - вертикальная центробежная литьевая машина, 21 - токарно-карусельный станок, 22 - радиально-аксиальный кольцераскатный стан, 23 - манипулятор, 24 - нагревательная печь, 25 - гидравлический пресс для осадки заготовок по высоте.
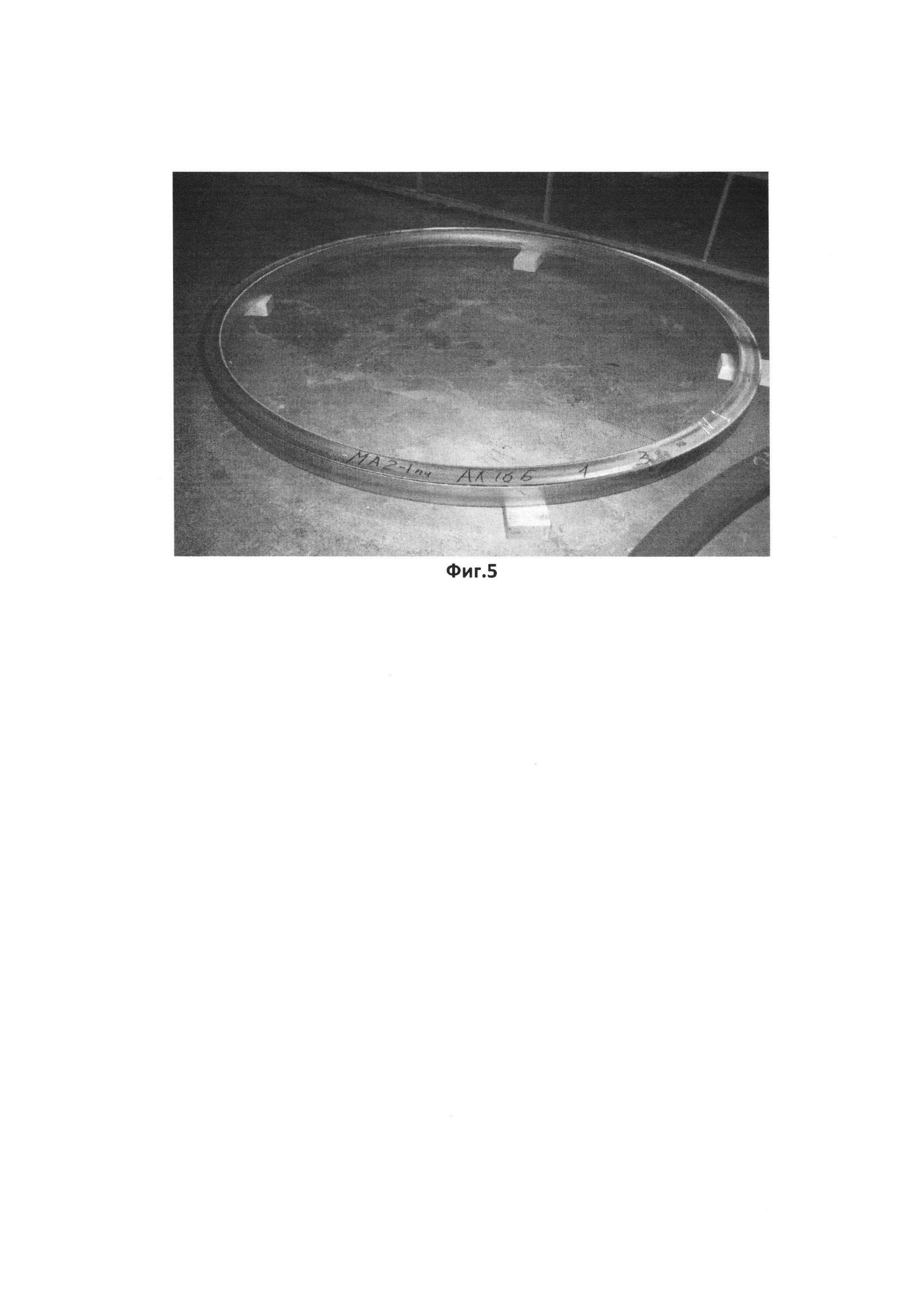
На Фиг. 5 показана фотография готовой заготовки, полученной заявленным способом. Осуществление изобретения
Предлагаемый способ включат в себя только три стадии, а именно:
1. Получение заготовок-шайб методом центробежного литья;
2. Обточка заготовок-шайб;
3. Раскатка кольца.
Полученные центробежным литьем заготовки-шайбы в нейтральной среде имеют существенные преимущества, а именно:
- исключается возможность возгорания, окисления и газонасыщения;
- происходит направленная кристаллизация расплава от периферии к центру;
- в процессе формировании отливок обеспечивается возможность улучшения заполняемости формы изложницы расплавом под действием давления, развиваемого центробежными силами;
- обеспечивается повышение плотности отливок вследствие уменьшения усадочных пор, раковин, газовых, шлаковых и неметаллических включений.
Для получения заготовки-шайбы в нейтральной среде используют вертикальную центробежную литьевую машину 20 (см. Фиг. 4).
Получение цельнокатаных колец из центробежнолитых заготовок-шайб может быть реализовано с помощью устройства, показанного на Фиг. 1, аналогичного прототипу. Устройство (см. Фиг. 1), содержит следующее оборудование: плавильную печь 1 с герметичным плавильником 2, в крышке которого находится загрузочный люк 3 и патрубок ввода металлопровода 4 (труба из сплава титана при литье алюминиевого сплава). Электрообогреваемый металлопровод выполненный в виде сифона, один конец которого через герметизирующее уплотнение 5 погружен в жидкостный затвор из расплава металла 6, а второй конец через герметизирующее электроизоляционное уплотнение 7 введен в герметичную камеру 8 центробежно-литьевой машины через съемную крышку 9. Внутри герметичной камеры установлен круглый стол 13, на котором крепится литейная цилиндрическая изложница 11 с крышкой 12. На дне изложницы, соосно со стаканом-дозатором, крепится распределительный оребренный фланец 10, воспринимающий удар струи заливаемого металла. На крышку изложницы сверху или на крышку герметичной камеры снизу соосно с изложницей и металлопроводом жестко крепится стакан-дозатор 14. Стакан-дозатор представляет собой обогреваемый тигель, рассчитанный на объем 25-50 кг расплава, имеющий носок для слива металла и регулирующее стопорное устройство с затвором шиберного типа. Стопор имеет три положения: «закрыто», «открыто» (начало литья), «частично открыто» (в процессе литья).
Круглый стол при помощи жестко прикрепленного вала 15 приводится во вращение электродвигателем 16 через клиноременную передачу 17.
Прогрев металлопровода 4 и стакана-дозатора 14 осуществляется от внешнего источника электрического питания.
Установка работает следующим образом:
В плавильнике 2 после загрузки исходного продукта закрывается крышка люка 3, и в установке создается инертная атмосфера путем последовательного вакуумирования до остаточного давления 0,5 мм рт.ст. и заполнения инертным газом до избыточного давления 0,05 атм.
При достижении температуры металла в печи температуры плавления, в плавильную печь подается инертный газ, который через сифон барботирует через расплав, тем самым перемешивая его.
Металлопровод и стакан-дозатор предварительно нагревается до температуры, превышающей температуру плавления металла на 10-50°С.
Затем, при достижении температуры металла в печи на 5-20°С превышающей температуру плавления металла, путем создания в плавильнике давления 0,3-0,7 атм, расплав по металлопроводу 4 подается в герметичную камеру центробежной литьевой машины. Расплавленный металл по металлопроводу попадает в стакан-дозатор и заполняет его объем до фиксированного уровня, при этом стопор стакана-дозатора расположен в положении «Закрыто» и соответственно шиберный затвор закрыт.После заполнения металлом стакана-дозатора, положение стопора переводится в положение «Открыто», вследствие чего шиберный затвор открывается и расплав через носок стакана-дозатора попадает во вращающуюся изложницу на оребренный фланец, тем самым осуществляется начало процесса центробежного литья. Расплав попадая на вращающийся оребренный фланец центробежными силами прижимается на боковую стенку изложницы, постепенно заполняя ее объем к центру. Затем, через 1-3 сек, стопор переводится в положение «Частично открыто», шиберный затвор частично перекрывает носок стакана-дозатора, обеспечивая дальнейшую равномерную подачу расплава во вращающуюся изложницу. Частота вращения изложницы при центробежном литье составляет 300-2500 об/мин (в зависимости от внешнего диаметра отливки, имеющей диапазон от 1000 до 2500 мм). После окончания литья процесс прекращается путем стравливания избыточного давления инертного газа в плавильнике.
Изложница вращается до полного затвердевания расплава, которое осуществляется за счет охлаждения теплопередачей к стенке изложницы, происходящей по наружной поверхности и по торцам отливки (после образования усадочного зазора между отливкой и изложницей контактная передача с этих поверхностей частично заменяется теплоизлучением), а также за счет конвекции нейтрального газа со стороны свободной поверхности отливки. После охлаждения кольцевой заготовки вращение изложницы останавливается, открывается крышка герметичной камеры со стаканом-дозатором, затем открывается крышка изложницы. Далее, при помощи специального захвата за внутреннюю поверхность кольца извлекается заготовка-шайба.
Плавильная печь 1 охлаждается до кристаллизации жидкого затвора, вскрывается люк, производится новая загрузка исходного металла и, после создания в плавильнике инертной атмосферы и нагрева металла, производится повторный цикл литья кольцевых заготовок.
После получения заготовок-шайб методом центробежного литья получают зоны первой 18 и второй 19 стадий кристаллизации расплава (см. Фиг. 2, Фиг. 3). Далее необходимо провести их обточку, которая осуществляется на токарно-карусельном станке 21 (см. Фиг. 4).
Обточка проводится как с целью придания заготовкам-шайбам геометрических параметров, необходимых для получения заданного объема металла для последующей операции, так и с целью удаления поверхностных литейных дефектов (неслитины, плени, раковины, трещины и т.д.) по высоте, наружному и внутреннему диаметрам заготовок. Припуск задаваемый на обточку зависит от усадки выбранного материала, глубины залегания литейных дефектов и толщины стенки отливок. По наружной поверхности центробежнолитой заготовки припуски под обточку задаются меньше, чем по внутренней. Так для алюминиевых и магниевых сплавов они составляют 10-15 мм на сторону.
Заготовки могут обрабатываться, например, на двухстоечном токарно-карусельном станке (модели 1553).
Режимы резания:
Скорость вращения стола -8,8 об/мин;
Подача - 0,6 мм/мин за оборот при черновой обработке;
Подача - 0,4 мм/мин за оборот при чистовой обработке (при приближении к заданным размерам);
Глубина резания - 5 мм на сторону при черновой обработке;
Глубина резания - 2 мм на сторону при чистовой обработке (при приближении к заданным размерам).
Очередность обработки на двухстоечном токарно-карусельном станке такая.
Ввиду неровной внутренней поверхности заготовки-шайбы, обточка осуществляется в следующем порядке:
1. Базируясь кулачками за наружный диаметр, производится обработка внутреннего диаметра в размер, затем верхнего торца (по высоте заготовки) в размер.
2. Осуществляется переворот заготовки-шайбы на столе токарно-карусельного станка.
3. Базируясь кулачками за внутренний диаметр, производится обработка наружного диаметра в размер, затем верхнего торца (по высоте заготовки) в размер.
В настоящее время в качестве заготовок для кольцераскатки применяются отливки, штамповки, прокат. Ассортимент изготавливаемых колец для силовых шпангоутов непрерывно расширяется как по геометрическим параметрам, так и по применяемым материалам, как например магниевые сплавы. Это требует разработки новых подходов к моделированию и оптимизации процесса кольцераскатки.
Настоящим изобретением для изготовления силовых шпангоутов предлагается использовать в качестве заготовок для кольцераскатки заготовки-шайбы, полученные методом центробежного литья, с последующей их обточкой.
Применение процесса кольцераскатки заготовок-шайб является важнейшим условием для достижения наилучших результатов по точности и заданной форме готового кольца при минимальных затратах на энергоресурсы, минимальных мощностях, затрачиваемых на деформирование кольца и максимальном коэффициенте использования материала. Кольцераскатку заготовок-шайб с целью получения шпангоутов заданных геометрических параметров необходимо проводить на радиально-аксиальном кольцераскатном стане 22 (см. Фиг. 4), который входит в состав следующего кольцераскатного комплекса: нагревательная камерная печь 24, гидравлический пресс 25 для осадки заготовок по высоте, радиально-аксиальный кольцераскатной стан 22.
В качестве стана 22 может быть использован любой стан из известных в технике (см. http://meer.sms-group.com/fileadmin/user_upload/pdf/publicationgroup/schmiedetechnik/RW_RAW_RU_10-14.pdf).
В камерной печи 24 нагревают заготовку, затем с помощью пресса 25 выполняют осадку заготовок по высоте. После перемещают заготовку на радиально-аксиальный кольцераскатной стан 22. Перемещение нагретой заготовки-шайбы между нагревательной печью, прессом и кольцераскатным станом 22 осуществляется манипулятором 23. В качестве манипулятора может быть использован любой манипулятор из известных применяемых в кольцепрокатном производстве (см. http://www.dango-dienenthal.de/ru). На кольцераскатном стане 22 формируют конечный продукт-шпангоут (см. пример на Фиг. 5).
В результате реализации предлагаемого изобретения достигается целый ряд значимых преимуществ:
- повышается надежность шпангоутов за счет отсутствия сварных швов;
- снижается трудоемкость изготовления шпангоутов;
- сокращается цикл изготовления шпангоутов;
- не менее чем в 1,5 раза сокращаются затраты на изготовления шпангоутов (для магниевого сплава);
- прочностные характеристики соответствуют прочностным характеристикам прессованных профилей.
В таблице 1 показано сравнение трудоемкости и затрат на изготовление цельнокатаных шпангоутов из сплава МА2-1пч по сравнению с существующей серийной технологией.
Таким образом, применение цельнокатаных силовых шпангоутов из сплавов на основе алюминия или магния изготовленных из центробежнолитых заготовок-шайб, позволит не только повысить надежность изделий при существенном снижении трудоемкости, но и за счет повышенных механических характеристик снизить вес шпангоутов.
Способ получения крупногабаритных кольцевых полуфабрикатов из деформируемых алюминиевых сплавов
Устройство для получения кольцевых отливок из магниевых сплавов методом центробежного литья в среде инертного газа
Электролитический мотор
Роботизированный летательный аппарат для мониторинга территорий пожаров, террористических актов и техногенных катастроф
Молекулярный источник электрической энергии
Матрица для прессования полуфабрикатов из гранулированных материалов
Разностно-дальномерный способ и наземно-космическая система измерения пространственных координат летательных аппаратов по сигналам радиоизлучения их бортового радиоэлектронного оборудования
Способ оптического обнаружения слабоконтрастных динамических объектов на сложном атмосферном фоне
Способ получения крупногабаритных кольцевых полуфабрикатов из деформируемых алюминиевых сплавов
Устройство для получения кольцевых отливок из магниевых сплавов методом центробежного литья в среде инертного газа
Электролитический мотор
Роботизированный летательный аппарат для мониторинга территорий пожаров, террористических актов и техногенных катастроф
Молекулярный источник электрической энергии
Матрица для прессования полуфабрикатов из гранулированных материалов
Разностно-дальномерный способ и наземно-космическая система измерения пространственных координат летательных аппаратов по сигналам радиоизлучения их бортового радиоэлектронного оборудования
Способ оптического обнаружения слабоконтрастных динамических объектов на сложном атмосферном фоне
Электрический аккумулятор

