Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ВОЛНОВОДОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ
Вид РИД
Изобретение
Изобретение относится к различным областям промышленности, прежде всего ракетно-космической, авиационной. В частности, изобретение относится к области обработки металлов давлением и может быть использовано для изготовления тонкостенных прямоугольных волноводов космических аппаратов (КА).
Одним из главных требований к волноводам является высокое качество внутренней поверхности. Применение тонкостенных труб наталкивается на ряд технологических затруднений. Прежде всего, это проблема гибки тонкостенных прямоугольных волноводов без нарушения геометрии внутренней поверхности. Основные дефекты, возникающие в процессе гибки:
- утонение с разрушением стенки волновода по большему радиусу гибки;
- увеличение толщины и гофрирование стенки (локальная потеря устойчивости) внутренней стороны по малому радиусу гибки волновода;
- искажение поперечного сечения волновода в зоне гибки.
В настоящее время наиболее развита теория и технология гибки труб круглого сечения. Несмотря на широкую область применения труб прямоугольного сечения, тонкостенные трубы как конструкционный материал являются малоизученным элементом.
Далее приводится обзор основных известных способов гибки и возможность их применения для тонкостенных труб прямоугольного сечения.
Первая группа способов, в основе которых лежит использование различных жидких наполнителей, помещаемых внутри изгибаемой трубы.
Так, известен способ (патент RU 2349406) гибки тонкостенных труб с наполнителем, содержащим воду, который охлаждают до температуры заморозки и затем деформируют трубогибочным устройством, отличающийся тем, что в качестве наполнителя используют поролон, пропитанный водой, при этом пористость, т.е. плотность поролона, выбирают такой, чтобы увеличение объема наполнителя вследствие его замораживания до необходимой температуры, т.е. до достижения наполнителем максимальной прочности на сжатие, не приводило к формоизменению трубы до начала ее гибки.
Аналогичный способ (патент RU 2308342), где предварительно в наполнитель, содержащий воду, вносят древесные опилки в пропорции к воде, обеспечивающей увеличение объема наполнителя вследствие его замораживания до необходимой температуры и достижения им необходимой прочности на сжатие без формоизменения трубы до начала ее гибки. Затем замораживают заготовку с наполнителем. Процесс гибки осуществляют в трубогибочном устройстве.
Еще одним вариантом является способ гибки тонкостенных труб с наполнителем (патент RU 2337779), отличающийся тем, что в наполнитель вводят растворимую в воде соль, при этом ее концентрацию выбирают такой, чтобы после заморозки наполнителя его физико-механические параметры обеспечивали ему необходимые прочностные характеристики.
Разновидностью вышеописанных являются способы с применением легкоплавких материалов - например сплава Вуда (SU №1706748).
Общими недостатками всех вышеперечисленных способов являются:
- сложный и дорогостоящий процесс подготовки изделия с наполнителем для гибки, включающий в себя заполнение, герметизацию и поддержание температуры;
- сложности обеспечения температурных режимов - температуру заполнителя необходимо выбирать и поддерживать из условия исключения формоизменения прямоугольной трубы, обеспечивая равенство нулю коэффициента объемного расширения наполнителя, что особенно актуально в нашем случае при малой толщине стенки волновода;
- при использовании наполнителей, содержащих воду, охлажденную до температуры заморозки, нарушение геометрии внутренней поверхности прямоугольной трубы происходит вследствие разрушения льда или наполнителя, из-за повышения температуры в процессе гибки;
- наличие в наполнителе абразивного компонента, который в процессе гибки тонкостенных алюминиевых трубок неизбежно будет повреждать внутреннюю поверхность трубы.
Ко второй группе способов гибки изделий с замкнутым профилем, в частности труб, относятся те, которые заключаются в изгибе заготовки с эластичным наполнителем внутри (SU №386695, 1973; SU №963608, 1982; SU №1299651, 1987; SU №1466084, 1995; RU №1552449, 1995; RU №2094151, 1997; RU №2201308, 2003; US №3841138, 1974; US №6389872, 2002).
В общем случае в этих способах поставленная задача решается за счет того, что при подготовке к процессу гибки полых изделий размещают внутри заготовки наполнитель из твердого эластичного материала, при этом наполнитель по форме и размерам тождественен форме и размерам внутренней полости заготовки.
Общим недостатком всех вышеперечисленных способов являются:
- трудность подготовительных операций по установке наполнителя в полость заготовки изделия и его извлечению через всю длину волновода от места гибки, особенно при необходимости выполнить в волноводе нескольких изгибов, так как наличие трения при введении и извлечении наполнителя о внутреннюю поверхность изделия приводит к деформации и локальным дефектам внутренней поверхности волновода;
- противоречивые требования к свойствам наполнителя - необходимость достаточной твердости для исключения образования гофра, и эластичность - из условия исключения формоизменения тонкостенной прямоугольной трубы.
К третьей группе способов относятся способы с использованием гибочных оправок-металлоконструкций, помещаемых внутри заготовки (RU №2242314, SU №1706747, SU №664714, SU №386695 и т.п.).
Главным недостатком этой группы способов является невозможность их применения при тонкостенных трубах, так как конструкции оправок также предполагают наличие подготовительных операций по установке оправки в полость заготовки изделия и ее извлечение, что особенно при наличии в изделии нескольких изгибов, однозначно ведет к деформации тонких стенок трубы и к локальным дефектам внутренней поверхности волновода.
Конструкции оправок, с помощью которых осуществляют эти способы, дорогостоящи, процесс трудоемок, вследствие сложности установки, регулировки и снятия оправки.
Изготавливать тонкостенные прямоугольные волноводы с толщинами стенок порядка 0,3-0,4 мм сложной формы известными способами не представляется возможным.
В качестве прототипа выбран способ гибки длинномерных изделий с профилем открытого типа (RU №2262404): изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении изогнутых длинномерных изделий. Способ включает размещение внутри заготовки наполнителя из эластичного материала и ее гибку. В качестве наполнителя используют наполнитель, образованный из набора не скрепленных между собой вставок. Вставки размещают путем последовательного их введения во внутреннюю полость заготовки до образования наполнителя, по форме и размерам тождественного форме и размерам внутренней полости заготовки. При этом толщина каждой вставки не превышает ширины открытой части заготовки.
Недостатком прототипа, как и в предыдущих способах, является трудность подготовительных операций по установке наполнителя в полость заготовки изделия и его извлечению через всю длину волновода от места гибки.
Задачей предлагаемого изобретения является повышение качества и снижение массы волноводов за счет реализации и упрощения способа изготовления тонкостенных волноводов сложной формы.
Данная задача решается за счет того, что размещают внутри волновода наполнитель в виде набора тонких пластин, тождественного форме и размерам внутренней полости изгибаемого волновода, производят последующую гибку волновода в трубогибочном устройстве, причем, согласно изобретению, у волновода в месте гибки выполняют сквозное отверстие в плоскости гибки на длину изгиба и удаляют части двух противоположных боковых стенок, при этом наполнитель в виде набора тонких пластин из термостойкого эластичного материала устанавливают в ранее выполненное отверстие, затем после гибки волновода изготавливают две формообразующие детали-вкладыши по требуемому контуру изгиба, каждая из которых в сечении имеет форму крышки с бортиком, предотвращающим проваливание вкладыша внутрь волновода, одну из деталей-вкладышей устанавливают по бортику в отверстие с одной стороны волновода и припаивают по нему, затем извлекают наполнитель через оставшееся боковое отверстие и в это отверстие устанавливают по бортику и припаивают по нему с другой стороны волновода вторую деталь-вкладыш.
Сущность изобретения поясняется чертежами, на которых изображен последовательно процесс выполнения предлагаемого способа гибки:
На фиг. 1 - волновод прямоугольного сечения 1 с толщиной стенки Н, в котором необходимо выполнить два или более изгибов на угол γ от 90°. Для выполнения первого изгиба обрабатывается сквозное отверстие по длине будущего изгиба L=π R γ /180, где R - радиус нейтральной линии требуемого изгиба, и двумя технологическими радиусами R1, равными половине ширины стенки, в которой обрабатывается данное отверстие.
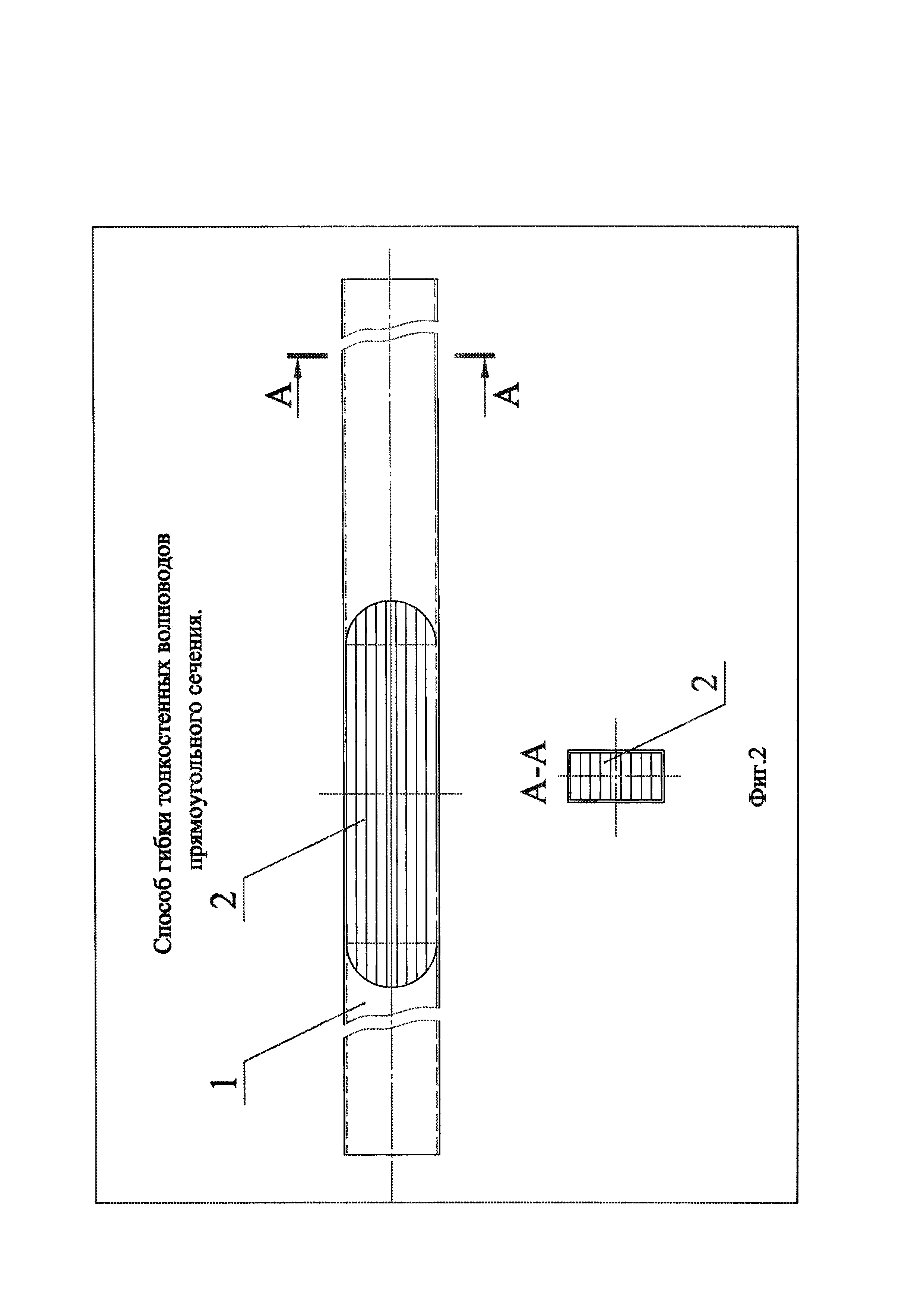
На фиг. 2 - в обработанное ранее отверстие устанавливается наполнитель 2 в виде набора тонких термостойких пластин из эластичного материала.
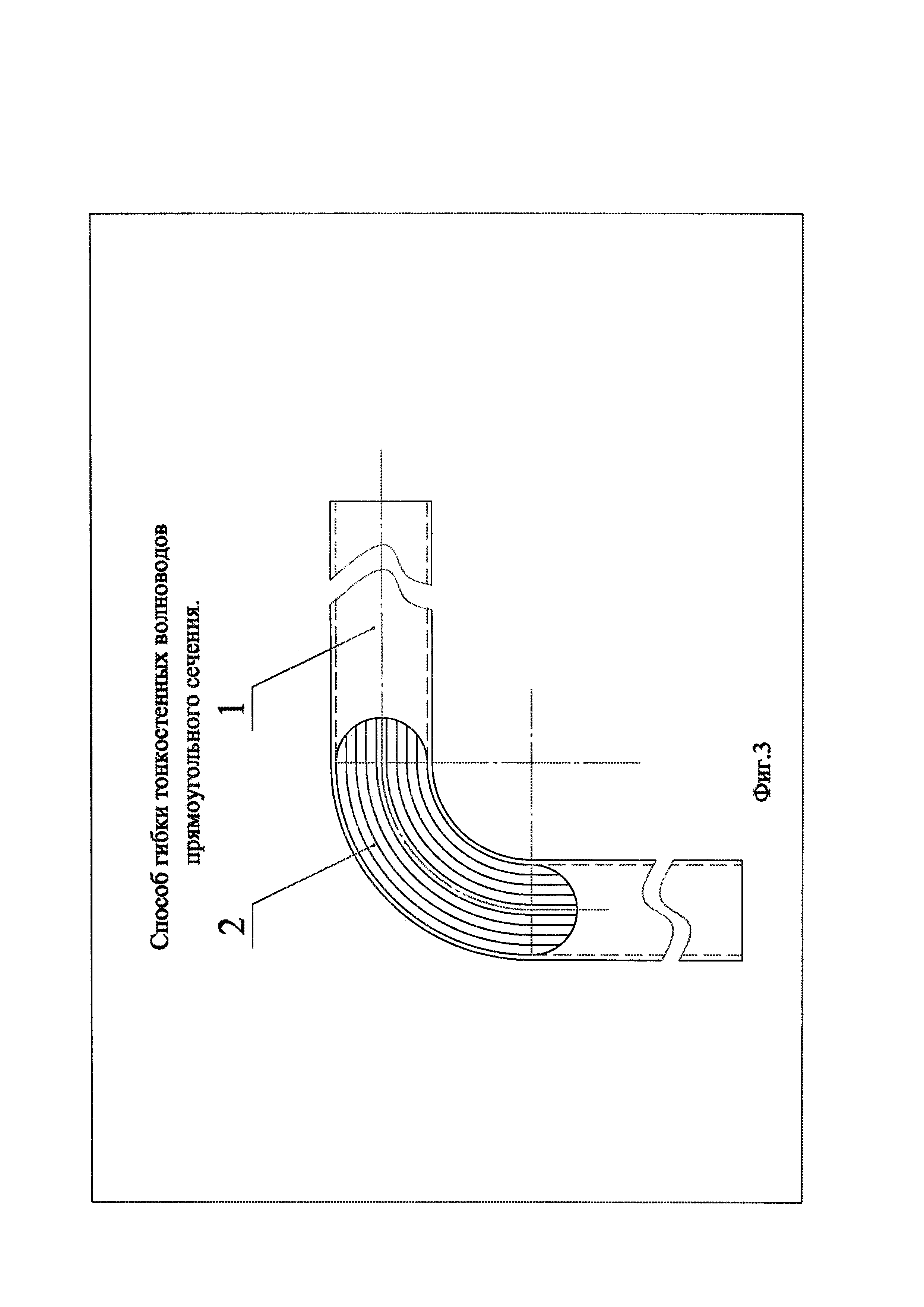
На фиг. 3 - вид волновода после выполнения первого изгиба на 90° в трубогибочном устройстве (на рисунке не показан).
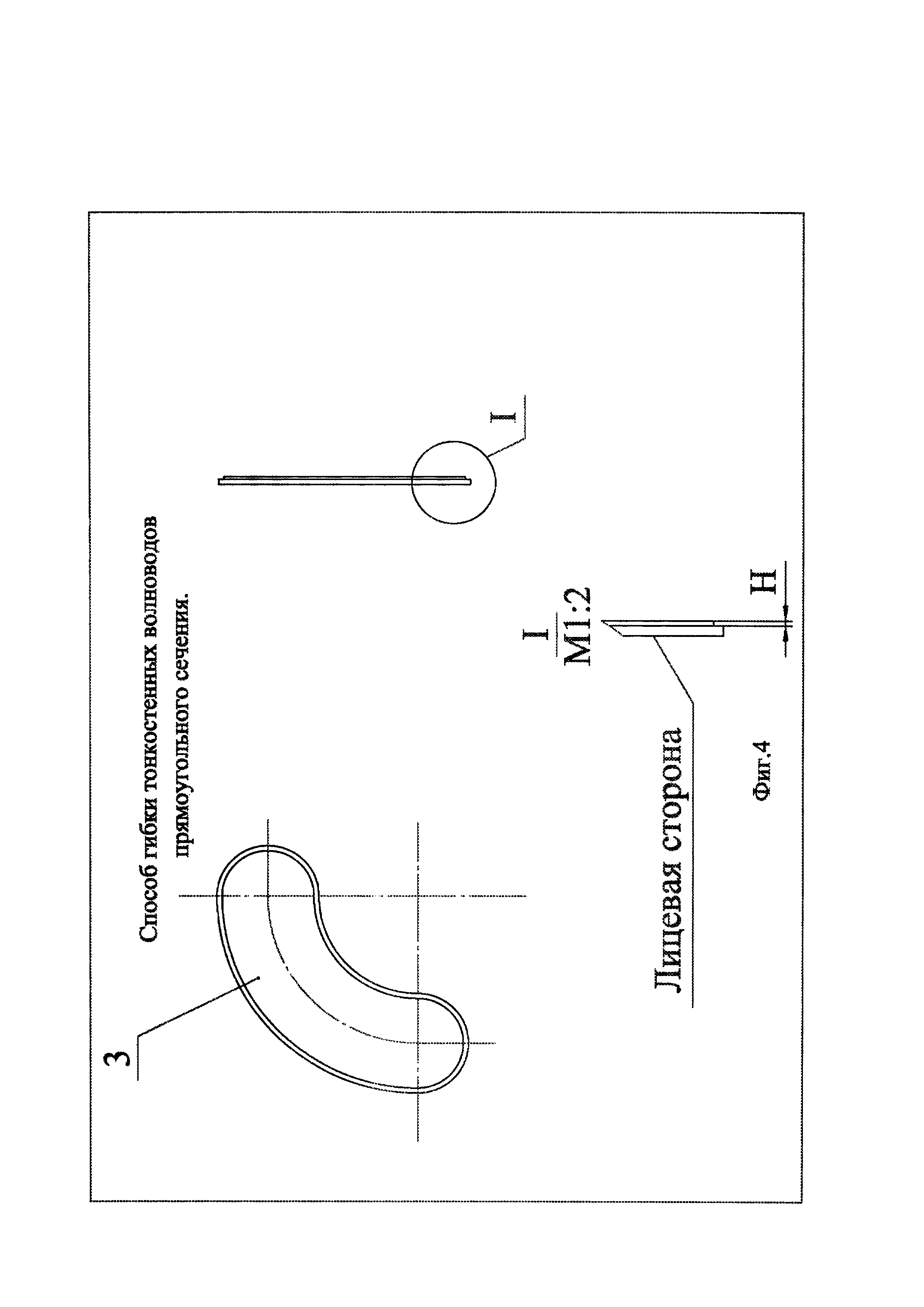
На фиг. 4 - изображена изготавливаемая по требуемому контуру изгиба формообразующая деталь-вкладыш 3, имеющий в сечении форму крышки (Н-толщина стенки волновода). На детали имеется бортик, который предотвращает проваливание вкладыша внутрь трубы.
На фиг. 5 - деталь-вкладыш 3 устанавливается по внутреннему контуру в отверстие и припаивается по своему внешнему контуру (бортику) с одной стороны волновода 1 после этого через оставшееся боковое отверстие извлекается наполнитель 2.
На фиг. 6 - к оставшемуся боковому отверстию, по внешнему бортику, устанавливается и припаивается вторая деталь-вкладыш 4 (зеркальная по отношению к детали-вкладышу 3), завершая процесс формообразования.
На фиг. 7 - вид волновода с выполненным аналогично вторым изгибом,
Осуществление способа: у волновода 1 прямоугольного сечения в месте гибки обрабатывают сквозное отверстие по длине будущего изгиба L=π R γ /180, где R - радиус нейтральной линии требуемого изгиба, и двумя технологическими радиусами R1, равными половине ширины стенки, в которой обрабатывается данное отверстие. Затем удаляют часть двух противоположных боковых стенок, в это отверстие устанавливают наполнитель 2 в виде набора тонких термостойких пластин из эластичного материала. Далее производят гибку в трубогибочном устройстве (например, тремя роликами или посредством вращающегося копира), затем по требуемому контуру изгиба изготавливают формообразующую деталь-вкладыш 3, имеющую в сечении форму крышки. На детали имеется бортик, который предотвращает проваливание вкладыша внутрь трубы. Деталь-вкладыш 3 устанавливается по внутреннему контуру в отверстие и припаивается по своему внешнему контуру (бортику) с одной стороны волновода 1, после этого через оставшееся боковое отверстие извлекается наполнитель 2 к оставшемуся боковому отверстию, по внешнему бортику, устанавливается и припаивается вторая деталь-вкладыш 4 (зеркальная по отношению к детали-вкладышу 3), завершая процесс формообразования.
Достигаемый технический результат предлагаемого способа заключается в том, что появляется технологическая возможность без сложной оснастки, с высокой точностью и высоким качеством внутренней поверхности, изготовить тонкостенный волновод сложной формы, с упрощенным процессом гибки и при этом внутренняя поверхность волновода в процессе изготовления в месте гибки доступна для контроля (и при необходимости для дополнительной обработки).
Способ изготовления тонкостенных волноводов прямоугольного сечения, включающий размещение внутри волновода наполнителя в виде набора тонких пластин, тождественного форме и размерам внутренней полости изгибаемого волновода, и последующую гибку в трубогибочном устройстве, отличающийся тем, что у волновода в месте гибки выполняют сквозное отверстие в плоскости гибки на длину изгиба и удаляют части двух противоположных боковых стенок, при этом тонкие пластины наполнителя выполняют из термостойкого эластичного материала и устанавливают в ранее выполненное отверстие, затем после гибки волновода изготавливают две формообразующие детали-вкладыши по требуемому контуру изгиба, каждая из которых в сечении имеет форму крышки с бортиком, предотвращающим проваливание вкладыша внутрь волновода, одну из деталей-вкладышей устанавливают по бортику в отверстие с одной стороны волновода и припаивают по нему, затем извлекают наполнитель через оставшееся боковое отверстие, и в это отверстие устанавливают по бортику и припаивают по нему с другой стороны волновода вторую деталь-вкладыш.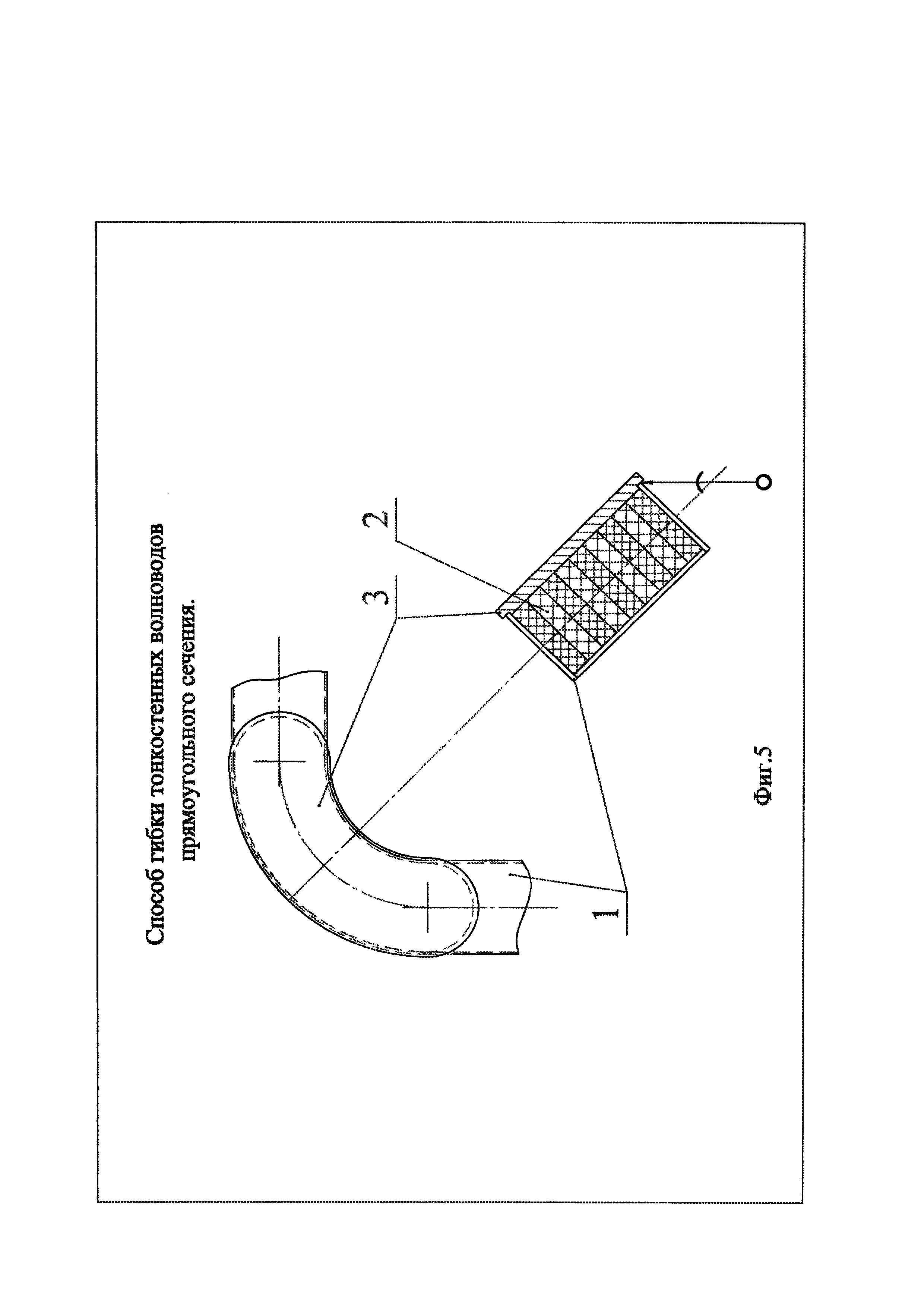
Распределенная измерительно-управляющая система
Способ компоновки приемной системы геостационарного космического аппарата для связи с низкоорбитальными объектами ракетно-космической техники
Силовая конструкция платформы космического аппарата
Способ коррекции орбитального движения космического аппарата
Универсальная платформа космического аппарата
Система измерения дальности космического аппарата
Регулируемый узел крепления конструкций с интерфейсом на стропах
Способ эксплуатации литий-ионной аккумуляторной батареи в составе космического аппарата негерметичного исполнения
Способ эксплуатации литий-ионной аккумуляторной батареи в составе автономной системы электропитания искусственного спутника земли
Способ эксплуатации литий-ионной аккумуляторной батареи в составе космического аппарата негерметичного исполнения
Криогенная установка-газификатор и способ ее работы

