Результат интеллектуальной деятельности: ИНДУКЦИОННАЯ ПЕЧЬ И СПОСОБ ОБРАБОТКИ СКЛАДИРУЕМЫХ МЕТАЛЛИЧЕСКИХ ОТХОДОВ
Вид РИД
Изобретение
Изобретение относится к индукционной печи, предназначенной для расплавления металлических отходов, а также к способу обработки таких металлических отходов.
Некоторые металлические или другие отходы подлежат долговременному складированию в соответствующих контейнерах по причине содержащейся в них опасной, зараженной или токсичной фракции. Предпочтительно, производят предварительное расплавление отходов с целью уменьшения их объема. Кроме того, оно позволяет распределить более восстанавливаемые, чем металл, загрязняющие элементы по всему объему получаемого в конечном итоге слитка, и переместить более окисляемые, чем металл, загрязняющие элементы, в шлак соответствующего состава, по возможности на основе оксида. Таким образом, получают хорошие свойства изоляции за счет уменьшения свободной площади металла, подверженной коррозии, а также снижения риска будущего окисления опасных элементов.
Плавильные печи могут быть самого разного типа. Часто применяют индукционный нагрев, и индуктор располагают вокруг тигля, в который засыпают отходы. Индуктор создает в отходах электрические токи большой силы и обеспечивает достаточный для плавления нагрев. Часто тигель приходится охлаждать за счет постоянной циркуляции холодной текучей среды, как правило, воды, которая заполняет каналы, прилегающие к тиглю или выполненные в тигле. Пример такой индукционной печи раскрыт в документе FR 2835620 А.
Однако проектировщик сталкивается с различными трудностями. Прежде всего, тигель подвергается действию значительных термических, химических и механических напряжений, возникающих по причине нагрева расплава, его коррозионных свойств и дифференциальных расширений, связанных с небольшим расстоянием, отделяющим расплав от контура охлаждения. Внутренняя сторона тигля, наиболее подверженная повреждениям, так как она погружена в ванну расплава, часто имеет огнеупорное керамическое покрытие, тогда как остальная часть тигля является металлической, однако существуют риски расслоения между металлом и керамикой или ее выкрашивания, поскольку дифференциальные расширения являются исключительно большими на границе их раздела. Кроме того, следует также избегать разрыва тигля, что может привести к смешиванию расплава и охлаждающей воды. Усилия, действующие на тигель, могут привести к его преждевременному износу и даже к его разрыву и, как следствие, к опасному перемешиванию между ванной расплава и охлаждающей водой.
Необходимо также избегать чрезмерного расхода энергии на индукцию при появлении паразитных токов в стенке тигля. Часто для этого прибегают к разделению тигля на угловые секторы, отделенные изолирующими швами, однако все же на внутренней стороне тигля возникают проблемы, когда эти швы входят в контакт с расплавом, и проблемы, связанные с дифференциальными расширениями, возрастают по причине увеличения числа границ раздела между разными материалами. Такая концепция представлена в документе WO 03/067166 А, где секторы футеруют керамикой, но и здесь решаются далеко не все проблемы.
Другие трудности появляются в ходе осуществления способа. Расплавленный металл может быть залит в изложницу в конце плавки или постепенно извлечен в виде слитка во время этого процесса. Первый из этих способов может привести к нежелательному перемешиванию между металлом и его шлаком во время литья, тогда как второй способ, основанный на применении холодных тиглей, предполагает затвердевание металла вблизи отверстия для извлечения слитка и, следовательно, непосредственную близость между расплавленным металлом и охлаждающей водой, что чревато возрастающим риском аварий, связанных с разрывом тигля. Во всех этих способах необходимо обеспечивать герметичность установки, чтобы избегать выделения паров, образующихся при плавлении металла.
Изобретение позволяет, по меньшей мере, частично решить эти различные проблемы. Прежде всего, оно основано на надежном способе плавления, в котором устранены риски аварий по причине перетекания и распространения расплава во время плавления вследствие разрыва тигля или во время конечного литья. Изобретение также обеспечивает создание тигля с допустимыми электрическими потерями, который в то же время является прочным и имеет большой срок службы.
При этом сохраняется конструкция тигля, обычная для обработки плавлением отходов атомной промышленности, в которой тигель имеет металлический кожух. Металлические кожухи не подвержены непредвиденным разрывам, и их легко встроить в контур охлаждения, но остаются чрезмерные потери при индукции электрической энергии, если только не предусмотреть выполнение тиглей в виде секторов, отделенных изолирующими швами, как было указано выше; в этом случае необходимо обеспечить защиту швов вблизи расплава.
Основной идеей изобретения является разделение устройства на выполненный таким образом кожух и на емкость внутри кожуха, которая и будет выполнять функцию тигля. Тигель содержит внутренний огнеупорный слой, наружный металлический слой и, как правило, промежуточный слой. Внутренний слой обеспечивает изоляцию расплавляемого материала, несмотря на достигаемые температуры, наружный слой обеспечивает механическую прочность и целостность тигля по отношению к рискам разрыва огнеупорного материала, а промежуточный слой предназначен для поглощения дифференциальных тепловых расширений и, по возможности, для обеспечения термической изоляции с целью защиты металла наружного слоя от чрезмерного нагрева. В отличие от кожуха тигель выполнен сплошным по окружности, чтобы гарантировать его целостность и его непроницаемость. При этом наружный слой характеризуется электрическими потерями, которые могли бы быть большими, но на самом деле являются незначительными и допустимыми при условии соблюдения некоторых правил определения размерности, разработанными авторами изобретения. Тигель, который имеет простую конструкцию, может быть использован для одной загрузки шихты и в качестве окончательной емкости для этой шихты после расплавления: его извлекают из кожуха и перевозят, затем заменяют новым тиглем для следующей загрузки шихты. Это позволяет исключить сложный этап литья расплавленных отходов, и конструкция тигля остается сплошной для обеспечения изоляции отходов и предупреждения утечек излучений. Цельные тигли просто опускают в герметичные емкости для их хранения. Тигель устанавливают в кожухе с зазором, сохраняющимся при всех температурах, так как наружный слой тигля и кожух выполнены из идентичных или аналогичных материалов с точки зрения коэффициентов расширения.
Разделение устройства на две части, вставляемые одна в другую (тигель и кожух), раскрыто в документе US 7197061 В, однако в этом решении и кожух, и тигель выполнены из огнеупорных материалов, что неприемлемо в данном случае, когда необходимо соблюдать максимальную безопасность, а также в документе DE 2243769 А, имеющем аналогичное содержание.
Таким образом, изобретение относится к индукционной печи для расплавления металлических отходов с низким расходом энергии и с высоким уровнем безопасности, содержащей индуктор, кольцевой металлический кожух, разделенный на секторы, отделенные электроизолирующими слоями, окруженный индуктором и снабженный каналами для охлаждающей текучей среды, и под, расположенный под кожухом, причем печь включает в себя тигель внутри кожуха, состоящий из кольцевой стенки и дна, при этом тигель размещен на поде, окружен кожухом, отделен от кожуха зазором, является сплошным и однородным по окружности, и содержит три концентричных слоя, включая внутренний огнеупорный слой, промежуточный слой, выполненный из сжимаемого материала, и наружный металлический слой.
Способ в соответствии с изобретением, в котором используют такую печь, заключается в том, что отходы оставляют в тигле до затвердевания после их загрузки и расплавления, после чего тигель извлекают и складируют вместе с отходами.
Внутренний слой противостоит нагреву расплава, с которым он входит в контакт, наружный слой обеспечивает целостность тигля, а промежуточный слой ограничивает передачу тепла наружу. Внутренний слой должен противостоять коррозии от жидкого металла в течение ограниченного времени (от нескольких часов до нескольких дней); он может быть выполнен из керамики (например, на основе карбида кремния); промежуточный слой может быть выполнен из сжимаемого материала (для поглощения дифференциальных тепловых расширений без напряжений в тигле), и наружный слой, как и металлический кожух, предпочтительно, выполнен из плохо проводящего электричество металла, чтобы уменьшить в нем наведенные токи.
Под может быть отделенным от кожуха, чтобы его можно было опускать и получать доступ к тиглю после затвердевания для возможности без труда извлекать этот тигель.
Далее следует описание различных аспектов изобретения со ссылками на единственную фигуру, на которой показан вариант осуществления, представленный в качестве поясняющего примера.
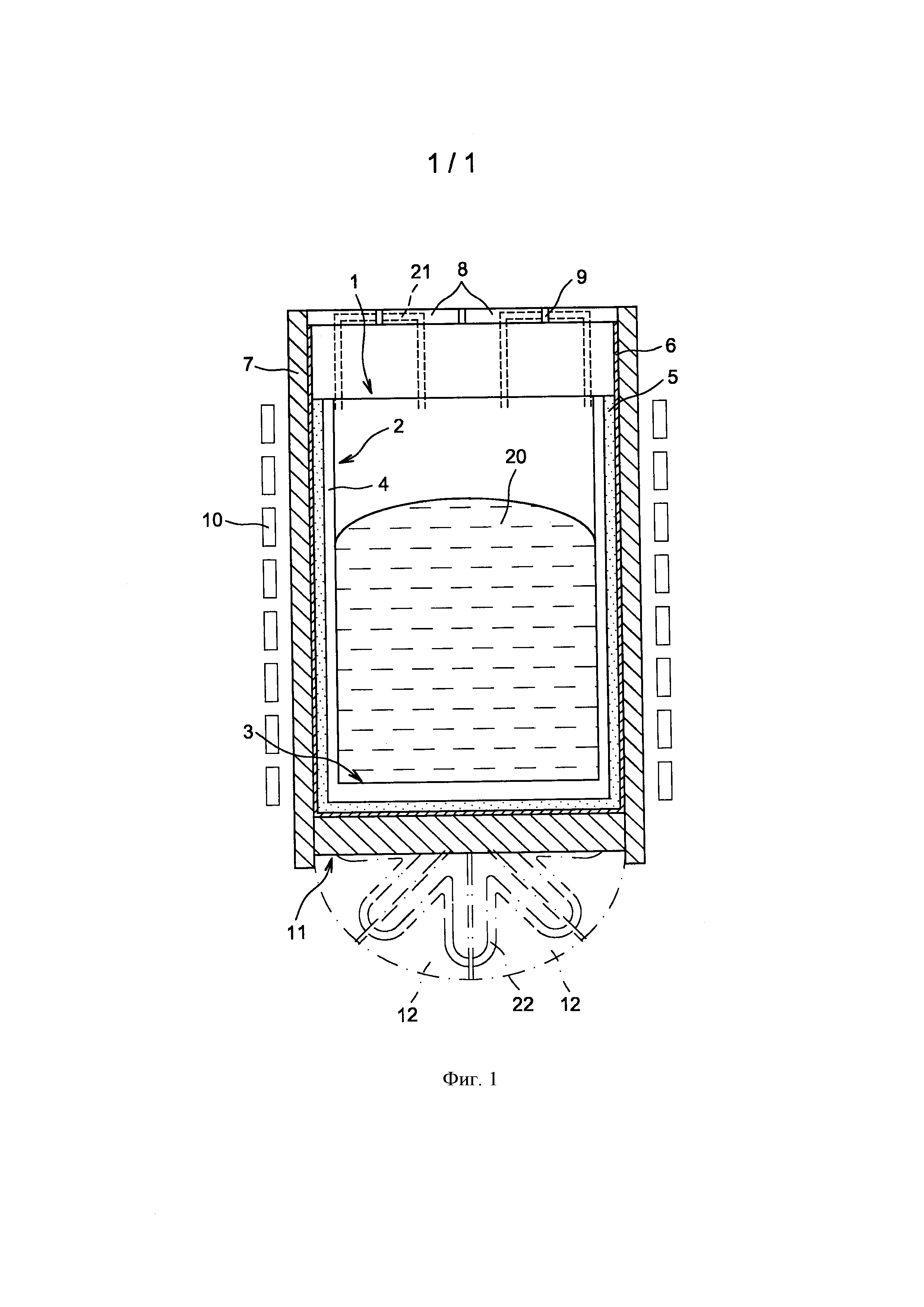
Устройство для плавления содержит многослойный тигель 1, содержащий цилиндрическую боковую стенку 2 и дно 3, соединенное с указанной боковой стенкой 2. Боковая стенка 2 и дно 3 содержат три слоя изнутри наружу и прежде всего внутренний слой 4 из материала, стойкого к коррозии от металлического расплава 20, находящегося в тигле 1 во время всей операции, как правило, в течение нескольких часов; этот материал должен быть электропроводящим, чтобы не слишком нарушать наведенное электромагнитное поле, предназначенное для нагрева шихты тигля. Тигель 1 содержит также промежуточный слой 5 из теплоизоляционного материала для ограничения передачи теплового потока наружу; изоляционный материал может незначительно сжиматься, не теряя при этом свои теплоизоляционные свойства, чтобы соответствовать дифференциальным расширениям между внутренним слоем 4 и наружным слоем 6, между которыми он находится; речь может идти о войлоке, выполненном из огнеупорных волокон. Наконец, наружный слой 6 служит для ограничения и манипуляций с тиглем 1; он является металлическим и тоже выполнен из металла, не очень хорошо проводящим электричество; поскольку он не входит в контакт с расплавленным металлом 20 и находится при температуре, менее высокой, чем внутренний слой 4, то он может выполнять функцию изолирующего барьера в случае разрыва внутреннего слоя.
Тигель 1 размещен в печи, которая прежде всего содержит кольцевой кожух 7, который окружает тигель 1 и поддерживает его наружную поверхность при как можно более низкой температуре порядка нескольких сот градусов. Кожух 7 тоже выполнен из металла, слабо проводящего электричество. Чтобы еще больше уменьшить потери магнитного поля, предпочтительно, кожух 7 разделен на секторы 8, представляющие собой секторы круга и, как известно, разделенные изолирующими швами 9, что почти полностью позволяет устранить наведенные токи. Охлаждение может быть обеспечено посредством внутренней циркуляции воды или даже воздуха по не показанным каналам, выполненным в секторах 8. Потеря мощности в секторах 8 становится ничтожной, если эквивалентный диаметр каждого сектора 8 (эквивалентный диаметр D, вычисленный на основании площади S его сечения, D=(4⋅S/П)0,5) меньше половины глубины Р проникновения наведенных токов в материал секторов (Р=503 (удельное сопротивление материала сектора/частота наведенных токов)0,5). Кожух 7 обеспечивает изоляцию расплавленного металла в случае разрыва тигля 1. Кожух 7 обладает непроницаемостью по отношению к газам, выделяющимся во время плавления шихты тигля 1, для чего его можно дополнить установленной на нем не показанной крышкой. Следует отметить, что тигель 1 не поделен на секторы и, наоборот, является сплошным и однородным по своей окружности, что обеспечивает ему хорошую стойкость по отношению к ванне расплава.
Индукционный соленоид 10 окружает кожух 7; он получает питание переменным током и создает электромагнитное поле нагрева шихты вплоть до ее перехода в жидкое состояние.
Далее следует описание того, каким образом устройство оптимизируют с точки зрения сокращения электрических потерь в основном в наружном слое 6 кожуха 7. Чтобы оценить частоту, начиная от которой потеря мощности в кожухе 7 оказывается ничтожной, на разделенном на секторы кожухе 7 были произведены измерения сопротивления на разных частотах.
Кожух состоит из 32 секторов с эквивалентным диаметром, равным 2,4 см, и высотой 40 см, образующих цилиндр диаметром менее 33,2 см. Секторы 8 выполнены из нержавеющей стали с удельным сопротивлением 70×10-8 Ом.м.
Этот кожух 7 окружен индуктором 10 из 17 витков с внутренним диаметром менее 38 см и высотой 30 см. Его сечение равно 50 мм2.
Сопротивление этого кожуха 7 по отношению к индуктору 10 и, следовательно, рассеиваемую в нем мощность измерили на разных частотах и сравнили с сопротивлением индуктора 10 и, следовательно, с мощностью, рассеиваемой в индукторе 10 (Таблица 1).
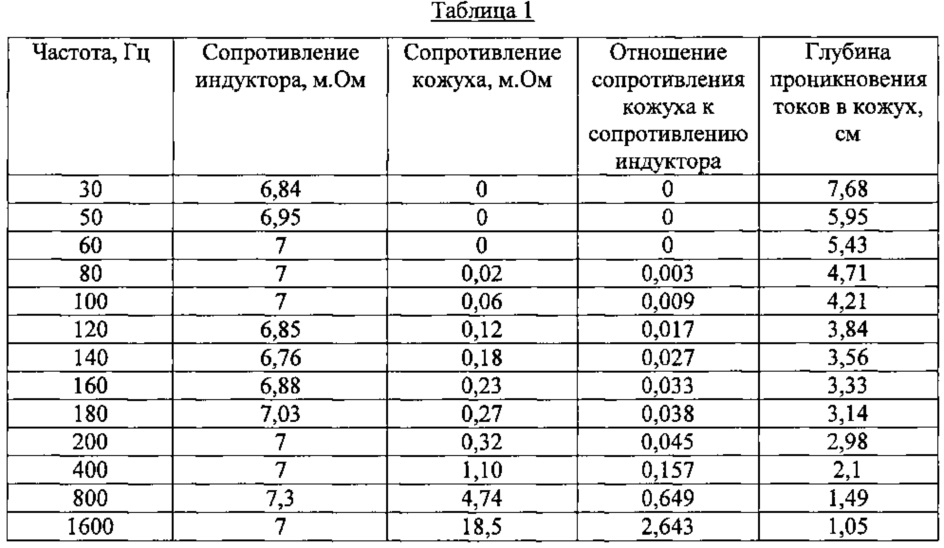
Следует отметить, что потеря мощности в поделенном на секторы кожухе 7 становится ничтожной (менее 0,3% мощности, рассеиваемой в неоптимизированном индукторе), когда глубина проникновения наведенных токов в два раза превышает эквивалентный диаметр секторов.
Специалист в области индукции мог бы сделать вывод, что достаточно уравнять глубину проникновения наведенных токов с эквивалентным диаметром секторов 8 для минимизации потерь, однако было установлено, что при 200 Гц (при глубине проникновения наведенных токов, равной 2,98 см, что можно сравнить с эквивалентным диаметром 2,4 см секторов 8) мощность, теряемая в кожухе 7, все еще равна 4,54% мощности, теряемой в индукторе 10, то есть потеря в 15 раз больше, чем при 80 Гц.
Печь содержит также под 11, на котором размещают тигель 1. Под 11 тоже может быть разделен на секторы 12 для предотвращения потерь электромагнитной энергии. В секторах 12 выполнены каналы 22 для циркуляции текучей среды с целью их охлаждения. Тигель 1 размещен в кожухе 7 с зазором в холодном состоянии, то есть до начала нагрева или после охлаждения тигля 1, и под 11 тоже размещен в кожухе с зазором, что позволяет поднимать его и опускать по мере необходимости любым устройством для возможности извлечения тигля 1 из кожуха 7 через верх или через низ. В горячем состоянии во время плавления этот зазор выбирают за счет расширения тигля 1, который входит в контакт с кожухом 7, что позволяет улучшить охлаждение тигля 1 и избежать его перегрева.
Способ обработки отходов заключается в следующем. Их сначала загружают в тигель 1, затем включают соленоид 10 для наведения электромагнитного поля, которое, в свою очередь, индуцирует токи в шихте, нагревающие ее до расплавленного состояния. Расплав 20 поддерживают в течение необходимого времени, затем оставляют его охлаждаться до затвердевания и образования слитка. Согласно изобретению после этого тигель 1 извлекают из печи и складируют вместе со слитком в соответствующем контейнере. Это позволяет отказаться от литья расплава 20 или от постепенного извлечения затвердевающего слитка и, кроме того, позволяет избежать трудностей, связанных с сохранением герметичности по отношению к газам. Случайный контакт между расплавом 20 и водой в каналах охлаждения 21 и 22 является маловероятным, благодаря множеству слоев и более низкой температуре наружных слоев, что уменьшает коррозию и риски аварий даже после разрыва внутреннего слоя 4. Обработка шлака в верхней части расплава 20 облегчается в отсутствие движений возмущения. Для внутреннего слоя 4 может быть допустима достаточно высокая температура даже с учетом усиления коррозии, так как тигель 1 является одноразовым и срок его работы является коротким (от нескольких часов до нескольких дней). Следовательно, внутренний слой 4 может иметь короткий срок службы. Промежуточный слой 5 ограничивает тепловые потери в сторону кожуха 7 и охлаждаемого пода 12, что позволяет уменьшить мощность нагрева. Дифференциальные расширения создают намного меньшие напряжения, благодаря зазору между тиглем 1 и кожухом 7 и присутствию сжимаемого промежуточного слоя 5.
Согласно одному частному варианту осуществления внутренний слой 4 выполнен из керамики на основе карбида кремния и имеет внутренний диаметр 330 мм, высоту 1050 мм и толщину 25 мм. Промежуточный слой 5 выполнен из минеральных волокон и имеет толщину 10 мм и высоту 1050 мм. Наружный слой 6 выполнен из нержавеющей стали, имеет толщину 5 мм и высоту 1050 мм. Кожух 7 имеет внутренний диаметр 412 мм, толщину 20 мм, содержит тридцать секторов 8, разделенных электрическим изолятором толщиной 3 мм в случае швов 9, и имеет высоту 1300 мм. Дифференциальное расширение наружного слоя 6 позволяет выбрать зазор в 2 мм между тиглем 1 и кожухом 7 при температуре около 300°C этого наружного слоя 6.
Соленоид 10 имеет внутренний диаметр 500 мм и высоту 500 мм и получает питание при частоте около 50 Гц. Он содержит пять витков и выполнен с возможностью перемещения по высоте, чтобы сопровождать подъем уровня расплава 20. Глубина проникновения наведенных токов при такой частоте составляет 7 см в нержавеющей стали. Радиус не менее 10 см для расплава 20 (в данном случае он равен 16,5 см) позволяет получить хороший КПД электромагнитного нагрева и избежать появления паразитных наведенных токов за пределами центра расплава 20.
Под 11 имеет наружный диаметр 412 мм и находится примерно на 20 мм ниже, чем низ соленоида 10. Он выполнен из нержавеющей стали.
При производительности плавления порядка 60 кг в час при температуре около 1450°C необходимая индуктивная мощность равна примерно 230 кВт, и ее достигают посредством подачи напряжения около 45 Вольт на клеммы соленоида 10. Тепловая мощность, удаляемая в индукторе, равна примерно 68 кВт. Тепловая мощность, теряемая от эффекта Джоуля, в наружном слое 6 тигля 1 составляет около 48 кВт, что совместимо с коррозионной стойкостью используемой керамики.
Получаемые преимущества заключаются в следующем. При отделении тигля от наружного металлического кожуха, подвергаемого охлаждению, уменьшаются дифференциальные тепловые расширения как в тигле, так и в кожухе. Сам тигель становится заменяемой и расходной частью после каждой плавки, тогда как металлический кожух перестает входить в контакт с расплавленным металлом и, следовательно, не подвержен коррозии. Если температура расплавленного металла приводит к аварии, разрыв происходит только в тигле, тогда как металлический кожух, в котором находятся охлаждающие каналы, остается невредимым. Кожух может быть, не опасаясь, разделен на секторы, так как поверхность тигля остается сплошной. Сохраняя отходы в тигле до их затвердевания, можно удалить пары до извлечения тигля из кожуха и до складирования затвердевших отходов, поэтому герметичность печи может быть сохранена без какого-либо труда. Наконец, очевидно, что извлечение и складирование слитка являются исключительно простыми операциями, поскольку достаточно просто манипулировать тиглем.
Способ дезактивации жидкого эфлюента, содержащего один или более радиоактивных химических элементов, посредством обработки в кипящем слое
Устройство для измерения скорости текучей среды в трубе
Улучшенный способ переработки отработанного ядерного топлива
Способ очистки урана из природного уранового концентрата
Способ селективного извлечения америция из азотнокислой водной фазы
Топливный стержень и способ изготовления таблеток для такого стержня
Применение некоторых химических элементов для ингибирования образования осадков, содержащих молибдат циркония, в водном растворе, содержащем элемент молибден и элемент цирконий
Способ детектирования с помощью электрохимически-ассистируемого детектора альфа-частиц, предназначенный для ядерных измерений в жидкой среде
Способ детектирования ядерного вещества посредством нейтронного исследования и соответствующая система детектирования
Порошок сплава на основе урана, содержащего молибден, пригодный для изготовления ядерного топлива и мишеней, предназначенных для изготовления радиоизотопов

