Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления композитных материалов и, конкретнее, к способу изготовления полимерных материалов, армированных волокнами.
Уровень техники
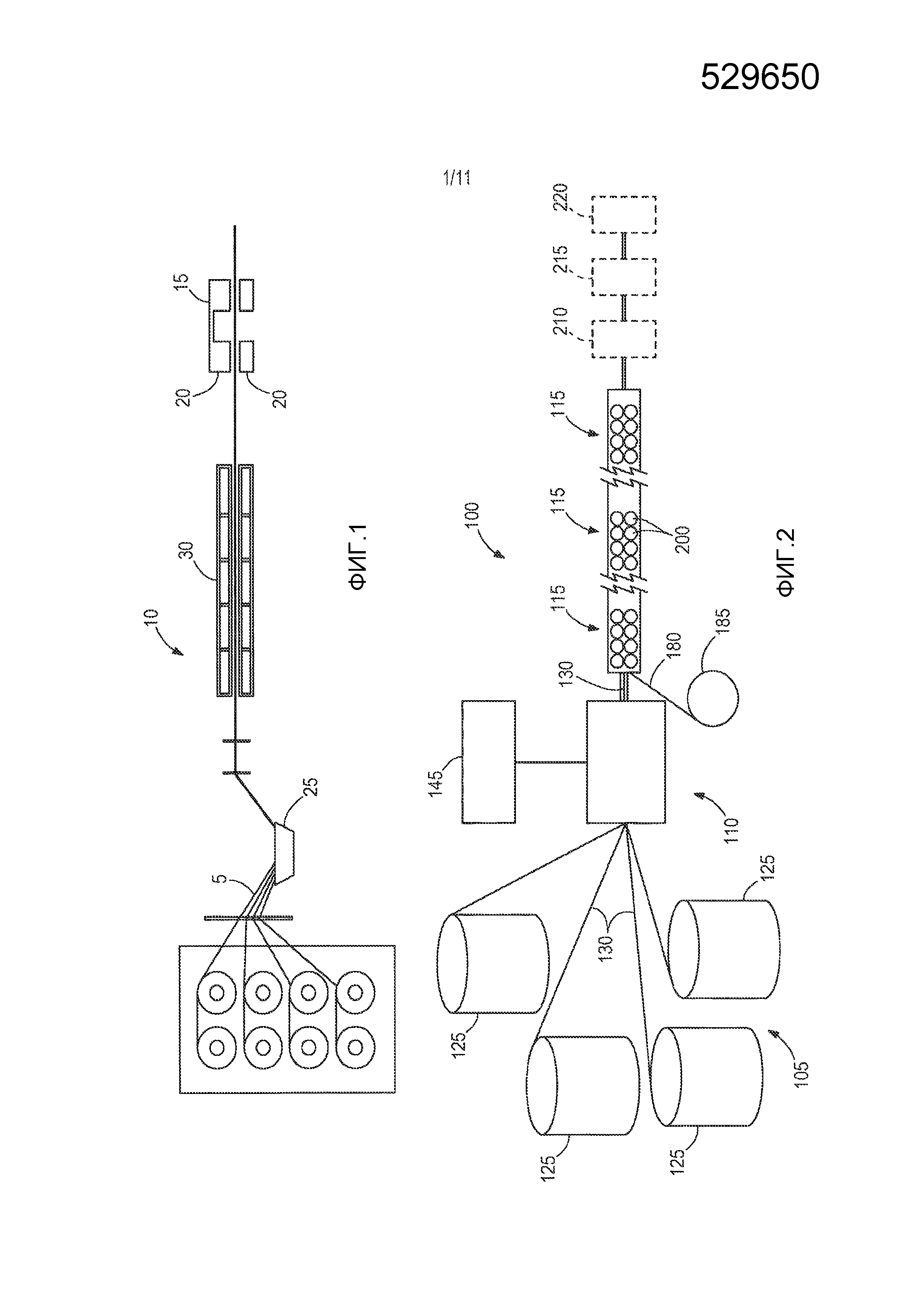
Полимеры, армированные волокнами, включают в себя волокнистый материал, связанный матрицей, обычно обеспеченной связующим, например, смолой. Полимеры, армированные волокнами, традиционно изготавливаются с использованием процесса пултрузии, пример которого проиллюстрирован на Фиг. 1.
В процессе пултрузии входящее волокно 5 протягивается через производственную линию 10 тянущим механизмом 15, например, парой приводных роликов 20. Волокно 5 втягивается в ванну 25, содержащую одно из множества связующих. После смачивания волокно 5 протягивается через неподвижную матрицу 30, которая может иметь одну или более зон нагрева, чтобы инициировать отверждение связующего. В процессе пултрузии матрица 30 выполняет несколько функций. Она создает давление для содействия смачиванию волокна 5, нагревает связующее и волокно 5, управляет отверждением связующего и управляет конечной формой изделия, получаемого пултрузией.
Связующие имеют профили отверждения, которые диктуются химическими реакциями (отверждение, сшивание, высушивание и т.д.). Эти профили отверждения представляют собой функции химической активности связующего, температуры процесса и времени выдержки при температуре процесса. Когда скорости производства увеличиваются, становится все более трудным обеспечивать подходящее отверждение связующего.
Традиционный процесс пултрузии, проиллюстрированный на Фиг. 1, имеет присущие ему ограничения, которые значительно препятствуют скорости процесса. Длина матрицы 30 является основным ограничением на скорость процесса с температурой процесса, трением при процессе и удалением технологического газа, обеспечивающими другие предельные ограничения. Ванна 25 для связующего имеет свои собственные недостатки, включая трудности смешивания и поддержания многокомпонентных реактивных связующих, излишнее количество отходов и высокие эксплуатационные расходы из-за обычно большого объема связующего, необходимого для заполнения ванны 25. Прежде изготовление изделий, армированных волокнами, не было экономически эффективным, в особенности, если один или более быстроотверждающихся термореактивных полимеров и/или многокомпонентный термореактивный полимер использовались в качестве части связующего по меньшей мере по причинам, перечисленным выше.
Сущность изобретения
В некоторых вариантах выполнения изобретение предлагает способ изготовления конструктивного элемента. Способ включает в себя этапы, на которых предварительно нагревают множество волокон до первой температуры, перемещают предварительно нагретые волокна вдоль сборочной линии и наносят связующее на по меньшей мере одно из предварительно нагретых волокон, причем, когда связующее наносят, волокна расположены на расстоянии друг от друга и проходят через первую область. Способ дополнительно включает в себя этап, на котором обеспечивают матрицей, имеющей первый участок с первым диаметром, расположенный с возможностью приема предварительно нагретых волокон, и второй участок со вторым диаметром, расположенный после первого участка, причем первый диаметр больше второго диаметра, и причем матрица сужается между первым участком и вторым участком. После нанесения связующего способ дополнительно включает в себя этап, на котором направляют множество волокон вдоль матрицы. Способ дополнительно включает в себя этап, на котором уменьшают расстояние между множеством волокон с помощью матрицы, причем после уменьшения расстояния между множеством волокон волокна проходят через вторую область, которая меньше, чем первая область, и после уменьшения поддерживают температуру множества волокон на уровне температуры, по существу подобной первой температуре. Способ дополнительно включает в себя этапы, на которых при поддержании температуры формуют множество волокон с помощью первой станции формования, при поддержании температуры формуют множество волокон с помощью второй станции формования, расположенной на расстоянии от первой станции формования, и при поддержании температуры формуют множество волокон с помощью третьей станции формования, расположенной на расстоянии от первой и второй станций формования.
В некоторых вариантах выполнения изобретение предлагает способ изготовления конструктивного элемента. Способ включает в себя этапы, на которых предварительно нагревают множество волокон до первой температуры, перемещают предварительно нагретые волокна вдоль сборочной линии и наносят связующее на по меньшей мере одно из предварительно нагретых волокон, причем, когда связующее наносят, волокна расположены на расстоянии друг от друга и проходят через первую область. Нанесение связующего включает в себя по меньшей мере один из следующих этапов: этапа, на котором распыляют связующее на по меньшей мере одно из множества волокон, и этапа, на котором экструдируют связующее из камеры под давлением и перемещают по меньшей мере одно волокно через экструдированное связующее. После нанесения связующего способ дополнительно включает в себя этап, на котором направляют предварительно нагретые волокна вдоль матрицы и уменьшают расстояние между множеством волокон с помощью матрицы, причем после уменьшения расстояния между множеством волокон волокна проходят через вторую область, которая меньше, чем первая область. После уменьшения способ дополнительно включает в себя этап, на котором поддерживают температуру множества волокон на уровне температуры, по существу подобной первой температуре. Способ дополнительно включает в себя этапы, на которых формуют множество волокон с помощью первой станции формования при поддержании температуры, формуют множество волокон с помощью второй станции формования, расположенной на расстоянии от первой станции формования при поддержании температуры, и формуют множество волокон с помощью третьей станции формования, расположенной на расстоянии от первой и второй станций формования при поддержании температуры.
В некоторых вариантах выполнения изобретение включает в себя способ изготовления непрерывного конструктивного элемента. Способ включает в себя этапы, на которых предварительно нагревают множество волокон до первой температуры, перемещают предварительно нагретые волокна вдоль сборочной линии, наносят связующее на по меньшей мере одно из предварительно нагретых волокон, обеспечивают матрицей, имеющей форму для приема предварительно нагретых волокон, причем матрица перемещается вместе с предварительно нагретыми волокнами вдоль по меньшей мере участка сборочной линии, поддерживают температуру множества волокон на уровне температуры, по существу подобной первой температуре и сжимают множество волокон внутри матрицы при поддержании температуры.
Другие признаки и аспекты изобретения станут очевидными при рассмотрении следующего далее подробного описания и сопровождающих чертежей.
Краткое описание чертежей
Фиг. 1 представляет собой схематическое представление типичного процесса пултрузии.
Фиг. 2 представляет собой схематическое представление сборочной линии согласно некоторым вариантам выполнения изобретения.
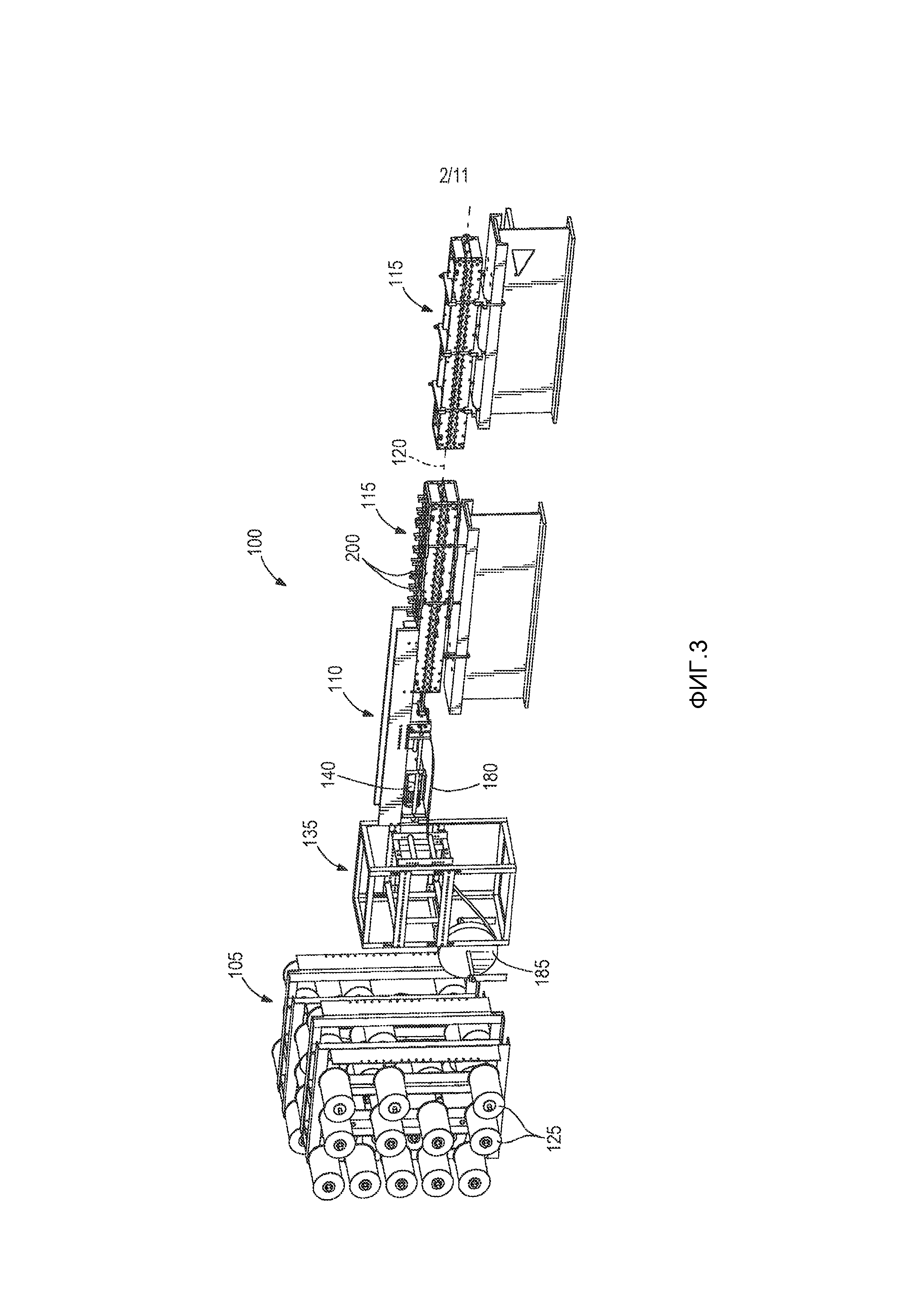
Фиг. 3 представляет собой вид в перспективе участка сборочной линии на Фиг. 2.
Фиг. 4 представляет собой вид в перспективе участка сборочной линии на Фиг. 2.
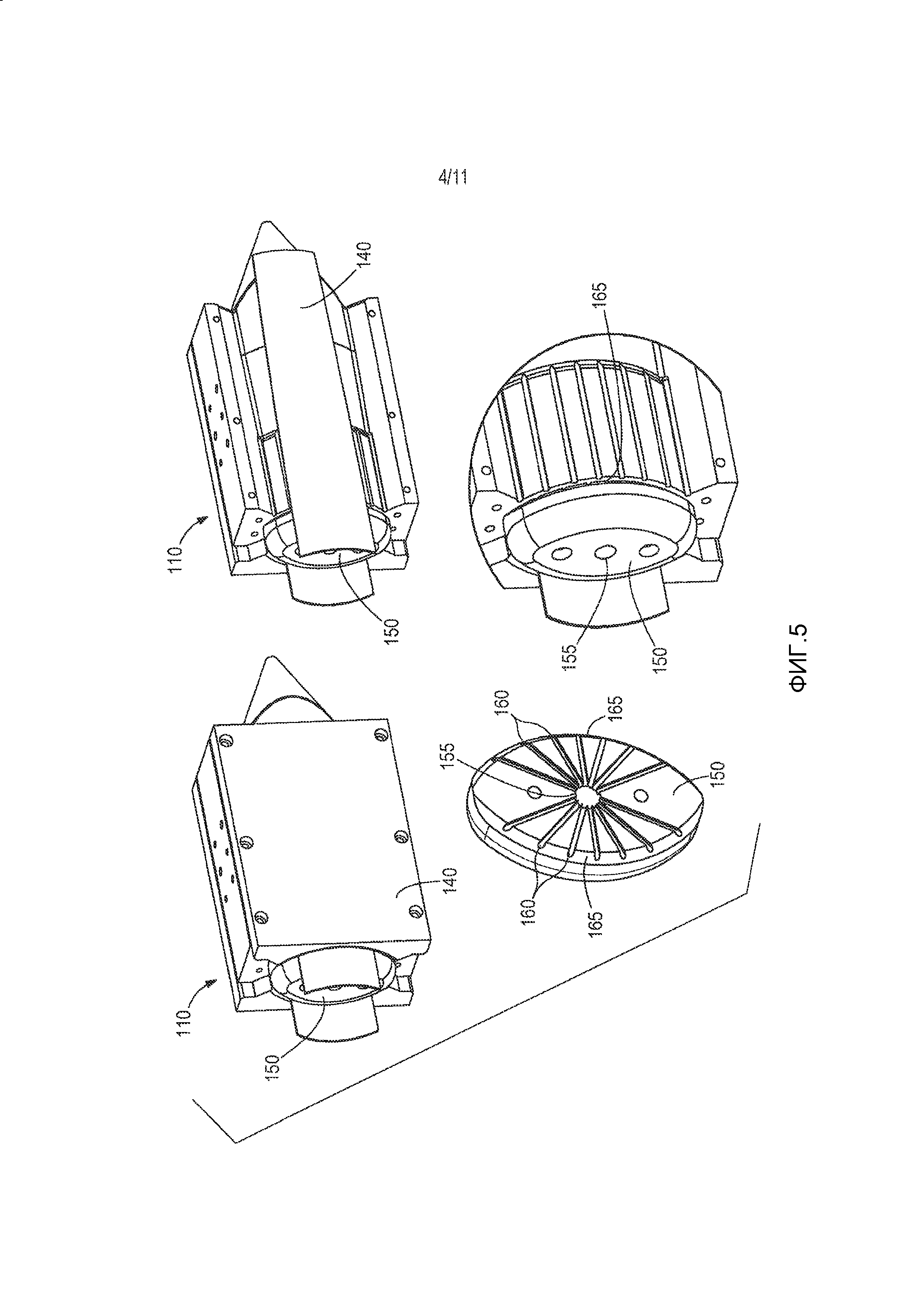
Фиг. 5 иллюстрирует узел нанесения связующего согласно одному варианту выполнения для использования в сборочной линии на Фиг. 2.
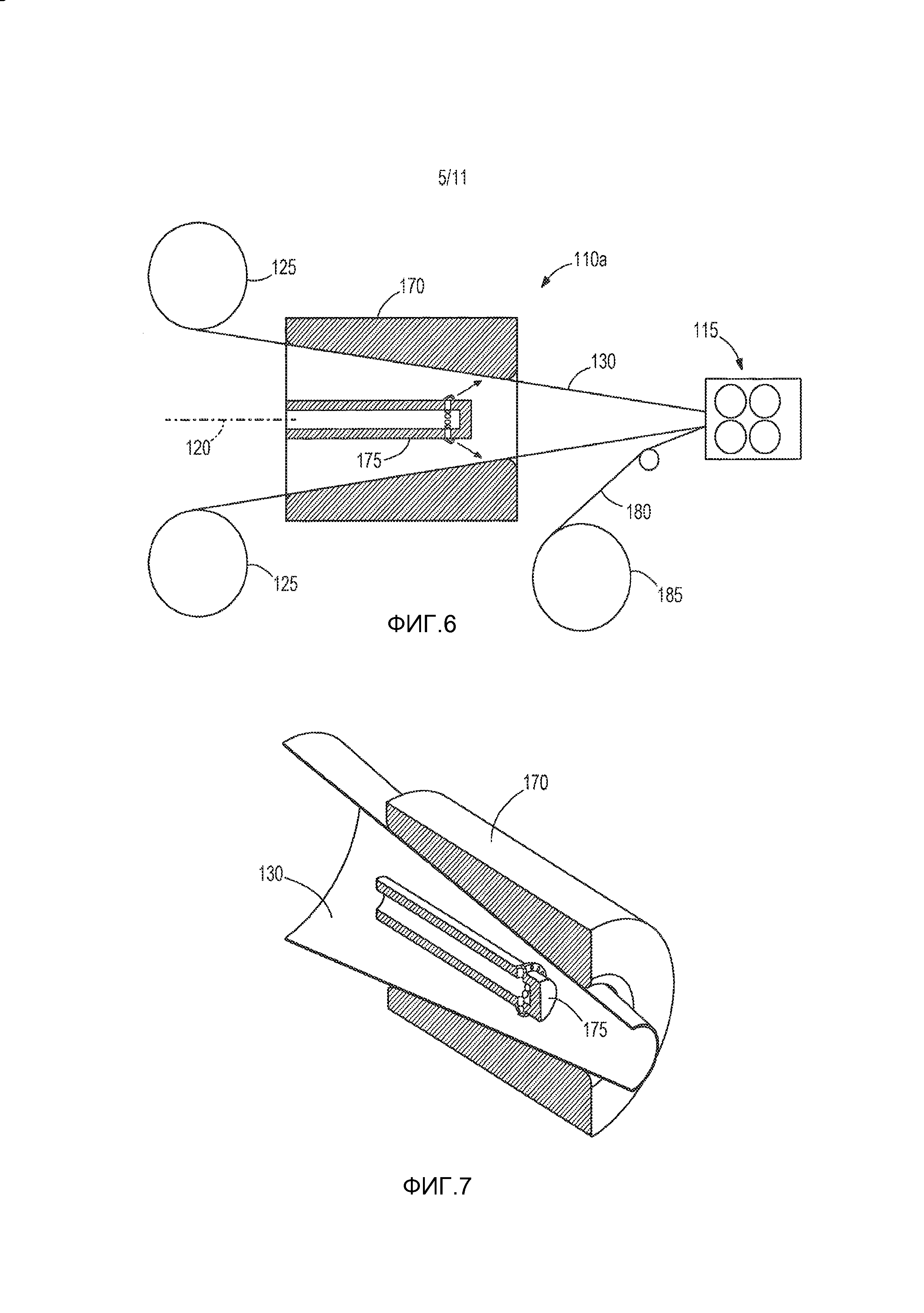
Фиг. 6 и 7 иллюстрируют узел нанесения связующего согласно некоторым вариантам выполнения для использования в сборочной линии на Фиг. 2.
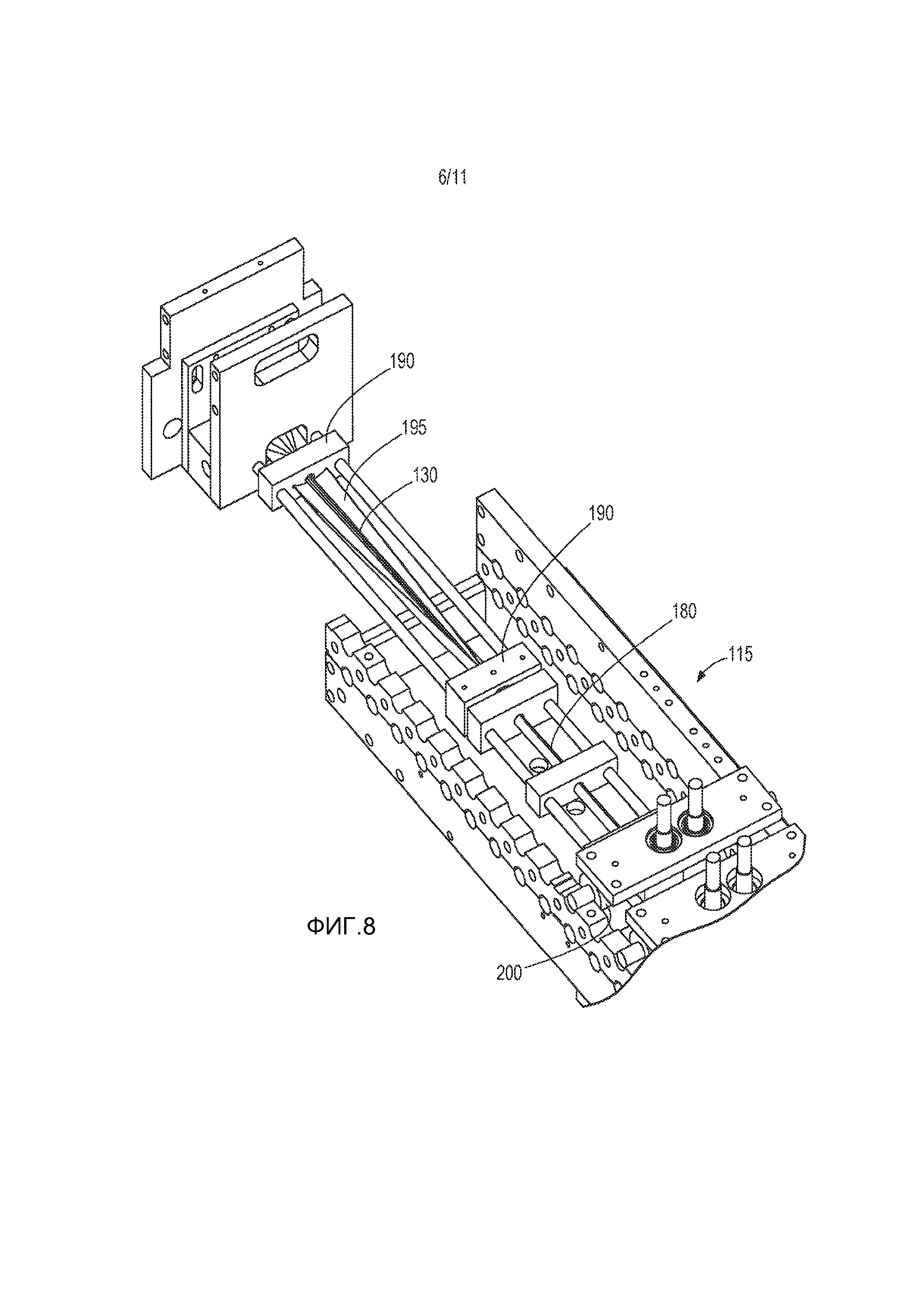
Фиг. 8 представляет собой вид в перспективе другого участка сборочной линии на Фиг. 2, иллюстрирующий матрицу, свернутую по длине смоченных волокон.
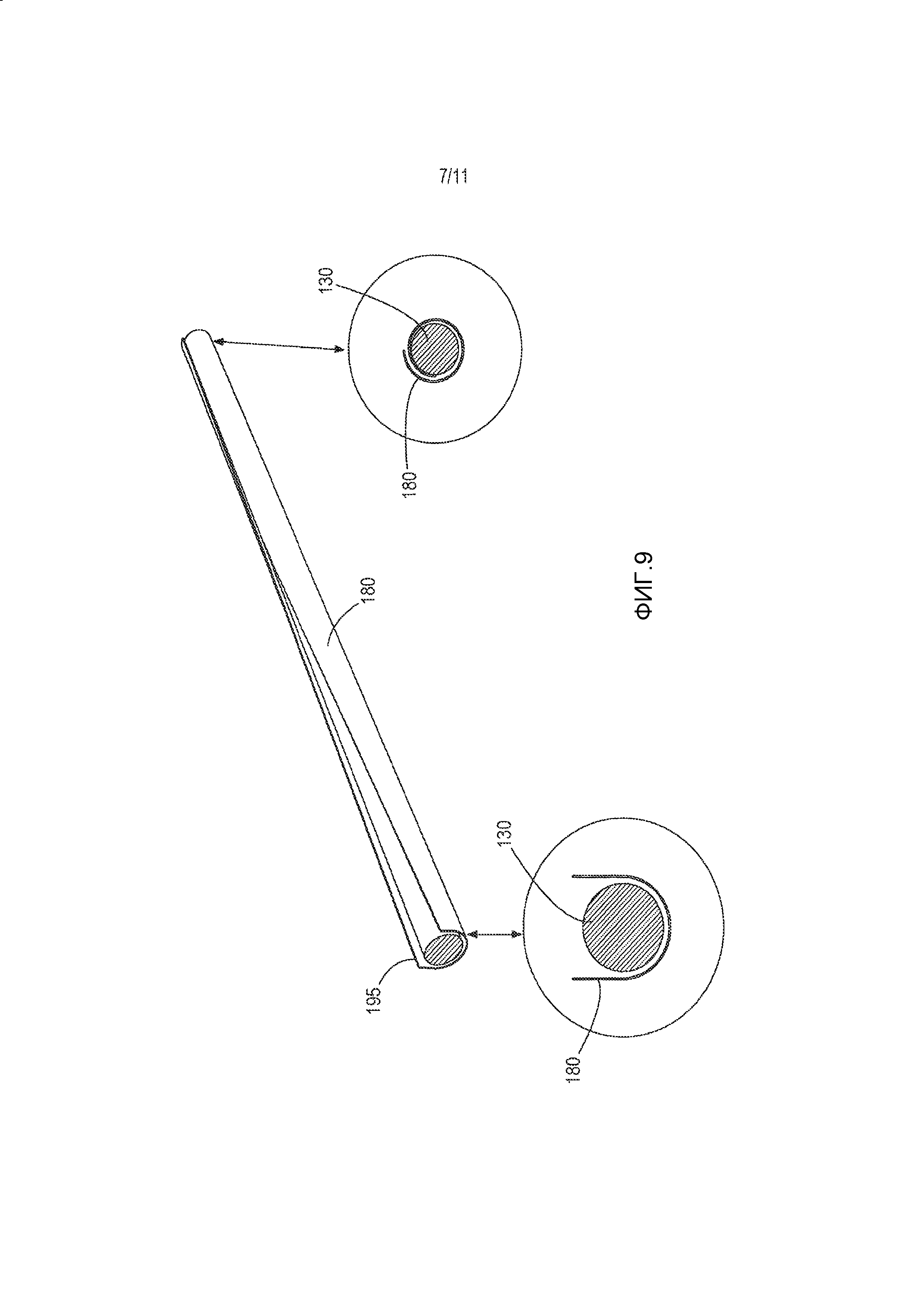
Фиг. 9 представляет собой представление в перспективе матрицы, сворачиваемой по длине смоченных волокон.
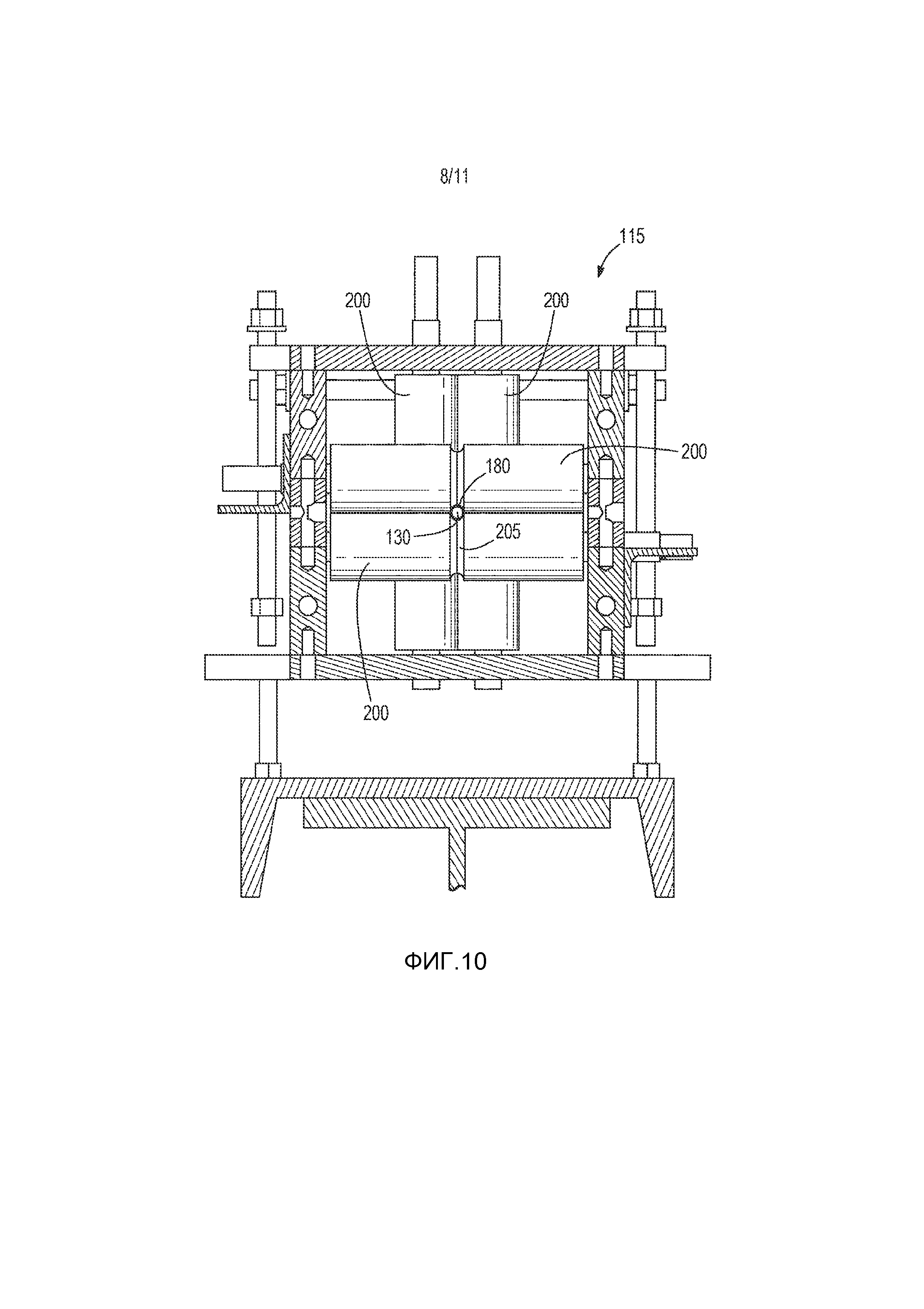
Фиг. 10 представляет собой вид с торца станции формования сборочной линии на Фиг. 2.
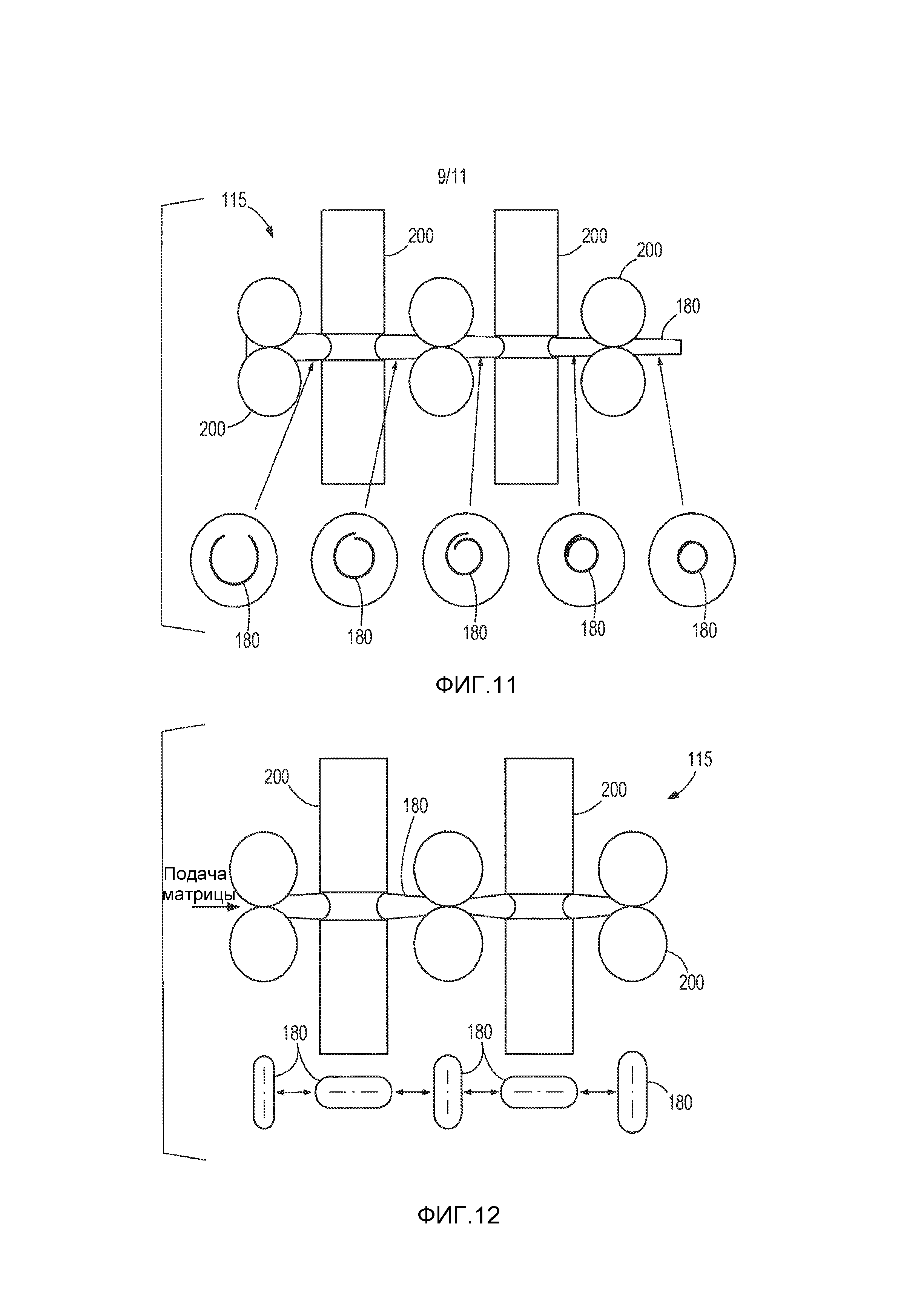
Фиг. 11 представляет собой схематическое представление станции формования согласно некоторым вариантам выполнения.
Фиг. 12 представляет собой схематическое представление станции формования согласно некоторым вариантам выполнения.
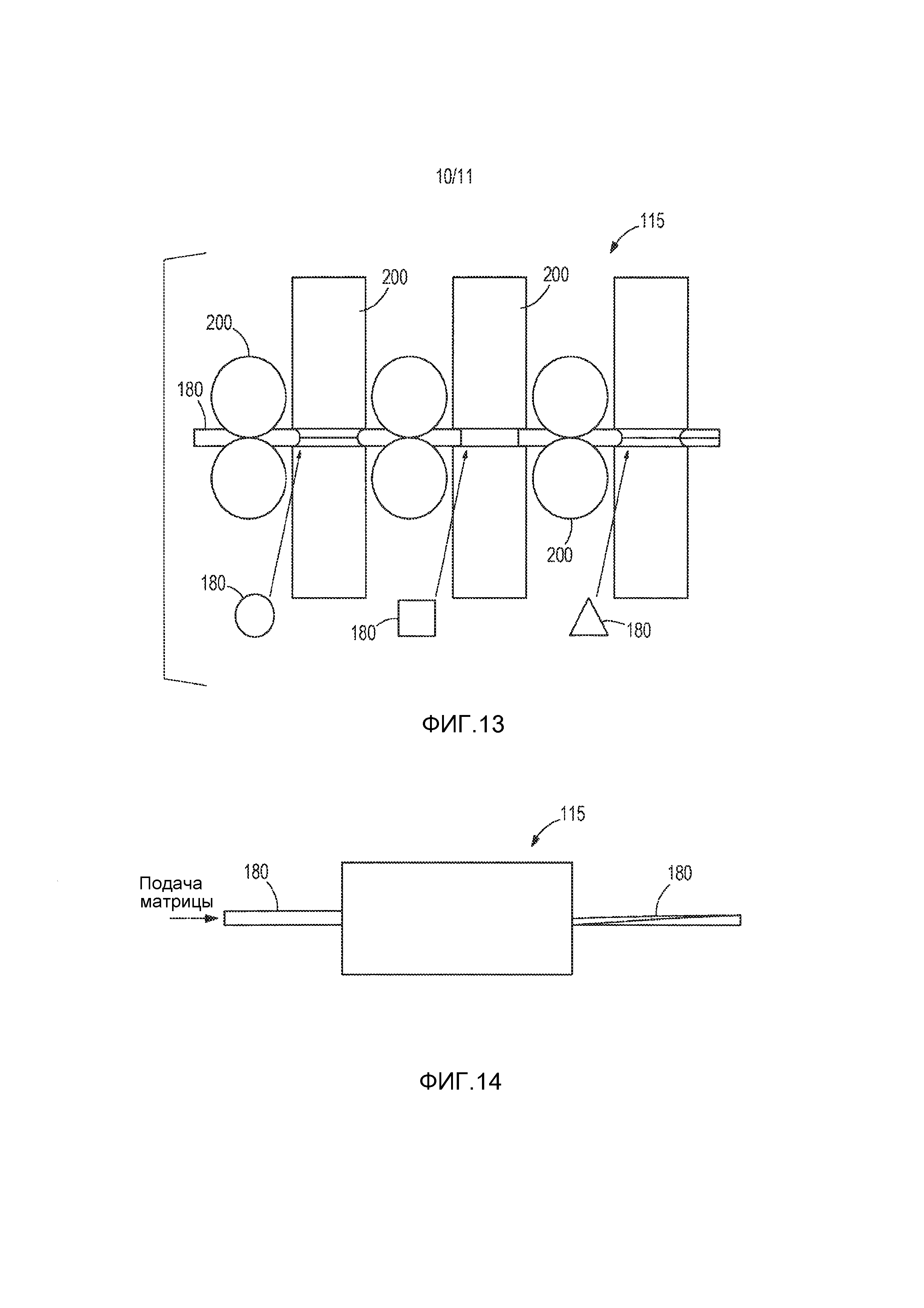
Фиг. 13 представляет собой схематическое представление станции формования согласно некоторым вариантам выполнения.
Фиг. 14 представляет собой схематическое представление станции формования согласно некоторым вариантам выполнения.
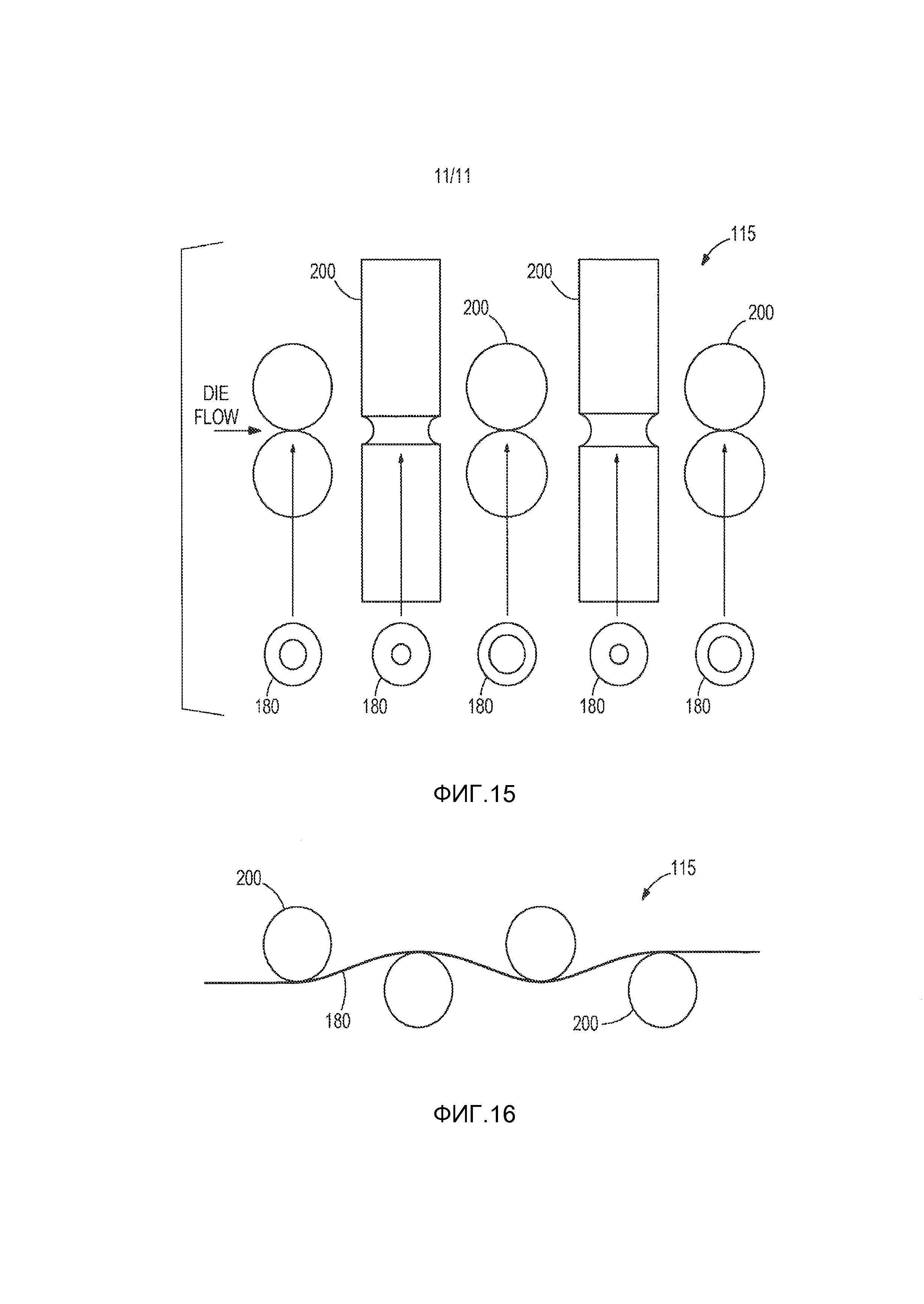
Фиг. 15 представляет собой схематическое представление станции формования согласно некоторым вариантам выполнения.
Фиг. 16 представляет собой схематическое представление станции формования согласно некоторым вариантам выполнения.
Прежде чем какие-либо варианты выполнения изобретения буду подробно объяснены, следует понимать, что изобретение не ограничивается в своем применении деталями конструкции и расположением компонентов, изложенными в нижеследующем описании или проиллюстрированными на следующих чертежах. Изобретение может иметь другие варианты выполнения и быть выполнено на практике или осуществлено различными способами. Также следует понимать, что фразеология и терминология, используемые в данном описании, употребляются здесь с целью описания и их не следует рассматривать в качестве ограничений.
Подробное описание
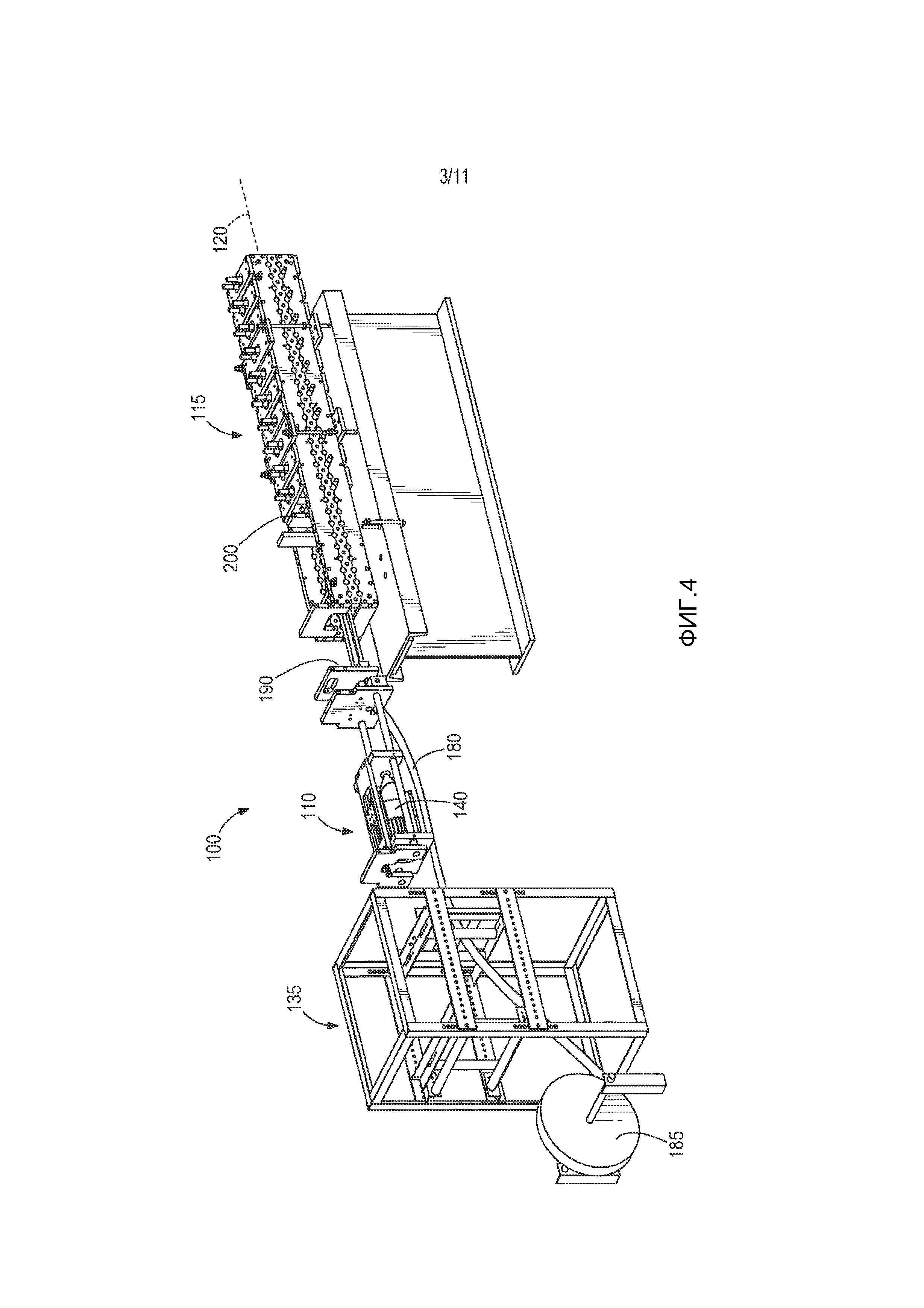
Фиг. 2 и 3 иллюстрируют сборочную линию 100 для изготовления конструкционных композитов из полимера, армированного волокнами (FRP), (т.е. матричных композитов). Конструкционные композиты могут образовывать широкое множество конструктивных элементов, таких как арматура, двутавровые балки, C-образные каналы, трубы, конструкционные многослойные материалы и т.п. Проиллюстрированная сборочная линия 100 включает в себя станцию 105 ровинга, станцию 110 нанесения связующего и множество станций 115 формования. В некоторых вариантах выполнения дополнительные или альтернативные станции могут быть включены в сборочную линию 100. Сборочная линия 100 в общем является линейной и определяет центральную ось 120, вдоль которой производится конструкционный композит (Фиг. 3). Как описано здесь более подробно, сборочная линия 100 позволяет конструкционным композитам из FRP непрерывно изготавливаться при высокой скорости.
Станция 105 ровинга включает в себя множество катушек или бобин 125, которые поддерживают и выдают пряди или ровинги волокна 130, включаемого в конструкционный композит. В проиллюстрированном варианте выполнения волокно 130 включает в себя базальт; однако волокно 130 может включать в себя стекло, арамид, углерод или любой другой требуемый волокнистый материал. Бобины 125 могут быть соединены с системой силового привода, которая управляет скоростью подачи волокна. В таких вариантах выполнения натяжные валики или другие автоматические устройства натяжения (не показаны) могут быть выполнены с возможностью поддержания стабильного натяжения на волокнах 130.
После выдачи с бобин 125 волокна 130 проходят через направляющий узел 135, который размещает волокна 130 для смачивания на станции 110 нанесения связующего (Фиг. 3 и 4). В некоторых вариантах выполнения направляющий узел 135 может размещать волокна 130 в плоскости для обеспечения относительно большой прямоугольной площади поверхности для смачивания. Альтернативно, направляющий узел 135 может размещать волокна 130 в другие узоры, например, цилиндрические, трубчатые или спиральные узоры.
В некоторых вариантах выполнения станция 105 ровинга включает в себя один или более нагревательных элементов (не показаны) для предварительного нагрева волокон 130 до требуемой температуры, прежде чем они будут выданы к станции 110 нанесения связующего. Нагревательные элементы могут быть расположены внутри самих бобин 125 или могут быть внешними по отношению к бобинам 125. Например, нагретый воздух может быть направлен над волокнами 130, когда они покидают станцию 105 ровинга. Предварительный нагрев волокон 130 может уменьшать подвод энергии, требуемый на станции 110 нанесения связующего, и может помогать стабилизировать процесс отверждения связующего, описанный более подробно ниже.
За счет относительно небольшого диаметра волокон (по сравнению с диаметром сгруппированных волокон в матрице и станциях формования) меньше времени и/или энергии требуется для предварительного нагрева отдельных волокон, чем требовалось бы для нагрева сгруппированных волокон в одной или более станциях формования. Станции формования выполнены с возможностью поддержания повышенной температуры предварительно нагретых волокон. В некоторых вариантах выполнения связующее нагревается до нанесения на волокна 130.
На Фиг. 2 и 3 станция 110 нанесения связующего расположена после станции 105 ровинга так, что волокна 130, выходящие из направляющего узла 135, втягиваются в станцию 110 нанесения связующего для смачивания связующим, например, смолой. В проиллюстрированном варианте выполнения связующее представляет собой термореактивный полимер, такой как фенольная смола или эпоксидная смола. В других вариантах выполнения связующее может включать в себя полиэфир, виниловый эфир, портландцемент или любое другое подходящее связующее.
Станция 110 нанесения связующего выполнена с возможностью нанесения требуемого количества связующего на волокна точно дозированным образом. Конкретно, в зависимости от требуемого соотношения связующего и волокон соответствующее количество связующего может быть нанесено непосредственно на волокна. Это прямо противоположно ванне для связующего, показанной на Фиг. 1, которая не управляет количеством связующего, которое наносится на волокна. Избыток связующего должен быть удален, и, таким образом, создается больше отходов. Также вся ванна для связующего должна поддерживаться при соответствующей температуре, что является пустой тратой энергии для нагрева дополнительного связующего, в особенности когда часть нагретого связующего удаляется с волокон. Также изделие, производимое с помощью ванны для связующего, может быть непостоянным, так как соотношение волокон и связующего не регулируется. В настоящем изобретении количество связующего, наносимого на волокна, может регулироваться для обеспечения требуемого качества и однородности производимого изделия.
Фиг. 3-5 иллюстрируют один вариант выполнения станции 110 нанесения связующего. В проиллюстрированном варианте выполнения станция 110 нанесения связующего включает в себя резервуар 140 под давлением. Резервуар 140 под давлением принимает связующее от источника 145 связующего, такого как бункер или емкость для хранения (Фиг. 2). Резервуар 140 включает в себя концевую пластину 150, имеющую впускное отверстие 155, через которое связующее может вводиться (Фиг. 5). Связующее далее экструдируется под давлением через множество каналов 160, проходящих радиально наружу от впускного отверстия 155. Каналы 160 сообщаются с областями 165 смачивания, расположенными на внешней периферии концевой пластины 150.
Во время работы связующее непрерывно экструдируется через каналы 160 и в области 165 смачивания. Волокна 130 проходят через области 165 смачивания для смачивания связующим, начиная формование матричного композита. В проиллюстрированном варианте выполнения концевая пластина 150 включает в себя две области 165 смачивания, смещенные относительно друг друга примерно на 180 градусов. Таким образом, волокна 130 могут быть размещены вдоль двух путей, которые смачиваются одновременно. Волокна 130 расположены на расстоянии друг от друга при перемещении через области 165 смачивания для содействия полному покрытию волокон 130 связующим. В других вариантах выполнения концевая пластина 150 может включать в себя любое количество областей смачивания. Рабочее давление резервуара 140, и количество, и размер каналов 160 могут быть переменными для обеспечения требуемой скорости смачивания.
Фиг. 6 и 7 иллюстрируют участки станции 110а нанесения связующего согласно другому варианту выполнения. Станция 110а нанесения связующего может использоваться с любым из вариантов выполнения, описанных здесь. В некоторых вариантах выполнения станция 110а нанесения связующего используется в дополнение к станции нанесения связующего, проиллюстрированной и описанной в других вариантах выполнения, тогда как в других вариантах выполнения станция 110а нанесения связующего используется на месте станции нанесения связующего, проиллюстрированной и описанной в других вариантах выполнения. В проиллюстрированном варианте выполнения станция 110а нанесения связующего включает в себя матрицу 170, которая направляет входящие волокна 130 в в общем суженную или коническую конструкцию. Матрица 170 может быть способна к перемещению в продольном направлении (т.е. вдоль центральной оси 120). Это перемещение может способствовать формованию входящих волокон 130 в в общем непрерывную стенку или лист. Станция 110а нанесения связующего включает в себя распылительную форсунку 175, которая принимает связующее от источника 145 связующего (Фиг. 2) и выполнена с возможностью распыления струи связующего на входящие волокна 130. Положение форсунки 175 может быть изменено в продольном направлении для регулирования характеристик распыления связующего.
В еще одном альтернативном варианте выполнения станция нанесения связующего может включать в себя ванну для связующего. После прохождения через ванну волокна 130 могут быть направлены через последовательность параллельных роликов для механического перемешивания и физического вовлечения связующего в проходящие волокна. Содержание связующего в пропитанных волокнах может регулироваться с использованием щеток и/или роликов. В дополнение содержание связующего может регулироваться путем направления части волокон 130 в обход ванны для связующего.
В этом альтернативном варианте выполнения сборочная линия 100 может дополнительно включать в себя группирующую станцию печи между станцией нанесения связующего и одной или более станциями 115 формования, чтобы нагревать пропитанное связующим волокно 130, завершать процесс смачивания, начинать процесс отверждения и приближенно формовать смоченные волокна. В дополнение группирующая станция печи может включать в себя один или более приводных роликов для протягивания волокон от станции 105 ровинга и через станцию нанесения связующего.
На Фиг. 2, 4, 8, и 9 сборочная линия 100 дополнительно включает в себя непрерывно соответствующую перемещающуюся матрицу 180, которая оборачивается вокруг смоченных волокон 130, когда они выходят из станции 110 нанесения связующего. Проиллюстрированная матрица 180 представляет собой полосу бумаги, подаваемую из рулона 185 (Фиг. 4). Бумажная матрица 180 перемещается вдоль центральной оси 120 смежно смоченным волокнам 130, и последовательность тефлоновых направляющих пластин 190 постепенно сворачивает матрицу 180 вокруг смоченных волокон 130, пока матрица полностью не окружит и не заключит в себе смоченные волокна 130 (Фиг. 8 и 9). Когда смоченные волокна 130 входят в первый участок или входной участок 195 матрицы 180, волокна 130 сжимаются из относительно большой прямоугольной области в меньшую в общем круглую область, соответствующую диаметру матрицы на входном участке 195.
Матрица 180 перемещается со смоченными волокнами 130 через остальную часть сборочной линии 100. Как описано более подробно ниже, матрица 180 облегчает перемещение смоченных волокон 130 через станцию 115 формования, предотвращая прилипание смоченных волокон 130 к станциям 115 формования. В дополнение матрица 180 удерживает смоченные волокна 130 во время отверждения, облегчает смешивание связующего и волокон 130 для обеспечения тщательного смачивания и помогает поддержать постоянное давление и температуру отверждения.
Скорость процесса или скорость выпуска изделия сборочной линии 100 и любого другого непрерывного процесса изготовления FPR определяется по следующей формуле:

Так как непрерывно соответствующая перемещающаяся матрица 180 перемещается со смоченными волокнами 130, она может быть во много раз длиннее, чем неподвижная матрица 30, используемая в типичном процессе пултрузии (Фиг. 1). Соответственно, сборочная линия 100 может работать со скоростью процесса во много раз большей, чем у типичного процесса пултрузии. Например, если перемещающаяся матрица имеет длину 2000 футов, и связующее требует 2 минуты для отверждения, сборочная линия 100 будет иметь потенциальную скорость процесса 1000 футов в минуту. В некоторых вариантах выполнения сборочная линия 100 выполнена с возможностью иметь скорость процесса больше чем около 20 футов в минуту. В других вариантах выполнения сборочная линия 100 выполнена с возможностью иметь скорость процесса между около 20 футов в минуту и около 40 футов в минуту. В других вариантах выполнения сборочная линия 100 выполнена с возможностью иметь скорость процесса между около 40 футов в минуту и около 60 футов в минуту. В других вариантах выполнения сборочная линия 100 выполнена с возможностью иметь скорость процесса между около 60 футов в минуту и около 80 футов в минуту. В других вариантах выполнения сборочная линия 100 выполнена с возможностью иметь скорость процесса между около 80 футов в минуту и около 100 футов в минуту. В других вариантах выполнения сборочная линия 100 выполнена с возможностью иметь скорость процесса между около 50 футов в минуту и около 100 футов в минуту. В других вариантах выполнения сборочная линия 100 выполнена с возможностью иметь скорость процесса между около 20 футов в минуту и около 100 футов в минуту. В других вариантах выполнения сборочная линия 100 выполнена с возможностью иметь скорость процесса между около 20 футов в минуту и около 1000 футов в минуту. В других вариантах выполнения сборочная линия 100 выполнена с возможностью иметь скорость процесса между около 100 футов в минуту и около 1000 футов в минуту.
Бумажная матрица 180 может быть покрыта разделительным агентом, таким как силикон, для облегчения удаления матрицы 180 из готового конструкционного композита. В дополнение бумажная матрица 180 может быть относительно пористой, чтобы позволять газу и пару выводиться через матрицу 180. Альтернативно, матрица 180 может быть по существу воздухонепроницаемой.
Матрица 180 может включать в себя другие материалы подложки или комбинации материалов, наносимых на смоченные волокна 130 различными способами. Например, В некоторых вариантах выполнения матрица 180 может включать в себя порошок или жидкость (например, расплавленный воск), которая наносится на смоченные волокна 130 и в дальнейшем затвердевает или отверждается с использованием ультрафиолетового света, температуры, химического реагента или других пригодных средств. В других вариантах выполнения матрица 180 может включать в себя паровыводяющую микропористую мембрану, такую как GORE-TEX. В других вариантах выполнения матрица 180 может включать в себя макропористый материал, такой как тканый материал или волокнистый мат. В других вариантах выполнения матрица 180 может включать в себя одну или более металлических пленок, таких как нерасходуемая нержавеющая сталь, покрытие из углеродистой стали или медь и т.д.
В некоторых вариантах выполнения матрица 180 может быть смочена связующим для связывания матрицы 180 с матричным композитом, тем самым создавая встроенную конструкцию, которая включает в себя всю или участок матрицы 180. Таким образом, материал матрицы может быть выбран для обеспечения производимого конструкционного композита дополнительными требуемыми свойствами. Например, матрица 180 может включать в себя электропроводящий материал для обеспечения электрической проводимости для непроводящего композита. Материал матрицы может иметь сродство к внешнему связывающему соединению (например, портландцементу) для облегчения интеграции конструкционного композита (например, арматуры) в его особом применении (например, железобетоне).
На Фиг. 2-4 станции 115 формования расположены после станции 110 нанесения связующего. В проиллюстрированном варианте выполнения сборочная линия 100 включает в себя первую, вторую и третью станции 115 формования, которые расположены на расстоянии друг от друга вдоль центральной оси 120 (Фиг. 2). В других вариантах выполнения сборочная линия 100 может включать в себя любое количество станций 115 формования.
Каждая из станций 115 формования включает в себя по меньшей мере одну направляющую, которая контактирует с и формует волокна 130. В некоторых вариантах выполнения направляющая может включать в себя один или более роликов с одним или более пазами, имеющими размер для приема и формования волокон 130. В некоторых вариантах выполнения направляющая может включать в себя одну или более неподвижных или вращающихся матриц, которые имеют одно или более отверстий, имеющих размер для приема и формования волокон 130. И пазы в роликах и отверстия в неподвижных матрицах могут иметь различные формы и размеры для формования волокон 130 различных форм и размеров.
Каждая из проиллюстрированных станций 115 формования включает в себя множество роликов 200. Ролики 200 размещены по парам, и каждый включает в себя канавку 205, через которую волокна 130 обернутые матрицей прокатываются и формуются (Фиг. 10). В некоторых вариантах выполнения пары роликов 200 может быть размещены в различных ориентациях. Например, пары роликов 200 могут чередоваться между горизонтальной и вертикальной ориентациями. Некоторые или все ролики 200 могут приводиться в движение с использованием приводных двигателей с переменной скоростью для протягивания матрицы 180 и волокон 130 через сборочную линию 100.
На Фиг. 2 и 3 каждая станция 115 формования может дополнительно включать в себя теплопередающие панели (не показаны) для позволения точного управления температурой процесса. Например, каждая станция 115 формования может управляться для поддержания смоченных волокон 130 при стабильной, управляемой температуре, которая отверждает связующее со скоростью, которая соответствует скорости процесса. Конкретная температура зависит от типа используемого связующего и скорости процесса сборочной линии. В некоторых вариантах выполнения фенольная смола используется в качестве связующего, и волокна поддерживается при температуре около 160 градусов Цельсия. В некоторых вариантах выполнения эпоксидная смола используется в качестве связующего, и волокна поддерживаются при температуре между около 50 и около 90 градусами Цельсия. Соответственно, процесс отверждения связующего может быть завершен, тогда как формованные, смоченные волокна 130 перемещаются через станции 115 формования.
Температура процесса может регулироваться в нескольких зонах вдоль длины каждой станции 115 формования для повышения или уменьшения скорости отверждения вдоль длины матрицы 180. Ролики 200 оказывают давление на матрицу 180 для обеспечения требуемого давления отверждения. Когда матрица 180 и волокна 130 проходят между смежными станциями 115 формования, изделие может быть охлаждено, если требуется, (либо под воздействием окружающей среды между смежными станциями 115 формования, либо с помощью управляемых охлаждающих зон), и газ или пар от изделий может быть выпущен через матрицу 180. Это невозможно в типичном процессе пултрузии, так как неподвижные матрицы 30 (Фиг. 1) обычно являются непроницаемыми. В некоторых вариантах выполнения одна или более станций 115 формования охлаждают матрицу 180 и волокна 130 до температуры ниже температуры стеклования связующего. В связи с этим матрица 180 и волокна 130, выдаваемые из станций 115 формования, могут поддерживать свою форму. В других вариантах выполнения матрица 180 и волокна 130 не охлаждаются ниже температуры стеклования до того момента, пока матрица 180 и волокна 130 не выйдут из станций 115 формования для позволения конечного преобразования матрицы 180 и волокон 130 в требуемую конечную форму и/или формования любых конфигураций поверхности (таких как, например, ребра, выступы, выемки и/или другие подходящие конфигурации поверхности).
В типичном процессе зазоры между любыми станциями должны быть минимизированы так, что подходящая опора предлагается для волокон вдоль всей длины сборочной линии. Для сравнения, проиллюстрированные станции 115 формования расположены на расстоянии друг от друга в направлении подачи матрицы, так как матрица 180 обеспечивает достаточные опоры для волокон 130 между станциями 115 формования. Пространство между станциями 115 формования позволяет выпуск воздуха и воды из матрицы 180 и волокон 130. Дополнительно расположенные на расстоянии друг от друга станции 115 формования проходят на большем расстоянии, чем если бы станции 115 формования находились бы непосредственно рядом. Увеличение общей протяженности станций 115 формования позволяет матрице 180 перемещаться через станции 115 формования с более высокой скоростью, в то же время частично или полностью отверждаясь в станциях 115 формования. В связи с этим используя большее количество станций 115 формования и расположенные на расстоянии друг от друга станции 115 формования, скорость процесса может быть увеличена, тем самым увеличивая производительность и рентабельность. Расстояние между станциями 115 формования также уменьшает капитальную стоимость постройки и установки узла по сравнению с конструкцией, в которой станции формования являются смежными по всей длине узла формования. Станции 115 формования могут быть модульными так, что одна или более станций 115 формования могут быть добавлены, удалены или отремонтированы без существенного снижения уровня производства. Вместо прекращения производства на всей сборочной линии (как требовалось бы для блоков, которые использовали одну неподвижную матрицу) производство будет прекращено на кратковременный период, чтобы позволять добавление, удаление или замену одной или более станций 115 формования. Удаленная станция 115 формования может быть отремонтирована или сохранена, в то время как сборочная линия находится в работе.
На Фиг. 11-16 одна или более станций 115 формования также могут динамически воздействовать на матрицу 180 и волокна 130 для содействия тщательному смачиванию и однородному отверждению. Смачивание улучшается с помощью изменений сдвиговой вязкости, которые вызываются динамическим изменением площади поперечного сечения матричного композита. Дальнейшее сдвиговое смешивание матричного композита может вызываться выборочным увеличением и уменьшением механического давления, прикладываемого станцией 115 формования. В некоторых вариантах выполнения станция 115 формования может быть выполнена с возможностью иметь неполное смачивание волокон 130 для увеличения гибкости волокон 130 при отверждении.
В некоторых вариантах выполнения направляющие могут быть выполнены с возможностью прогрессивного увеличения прикладываемого механического давления по длине матрицы 180. В некоторых вариантах выполнения увеличение давления создается перемещением волокон 130 через суженную неподвижную матрицу, которая имеет отверстие с уменьшающимся диаметром вдоль длины. В других вариантах выполнения увеличение механического давление может быть создано путем перемещения волокон 130 через последовательность неподвижных матриц, каждая из которых имеет прогрессивно меньшие отверстия. В некоторых вариантах выполнения отверстия в неподвижных матрицах могут иметь различные формы и размеры отверстий для динамического изменения формы поперечного сечения матрицы 180 и волокон 130.
В проиллюстрированном варианте выполнения на Фиг. 11 ролики 200 выполнены с возможностью прогрессивного увеличения прикладываемого механического давления по длине матрицы 180. В связи с этим площадь поперечного сечения матрицы 180 может уменьшаться посредством каждой последовательной пары роликов 200. Это способствует тщательному смачиванию и уплотнению волокон 130. В других вариантах выполнения ролики 200 могут быть выполнены с возможностью динамического изменения формы поперечного сечения матрицы 180 и волокон 130 (Фиг. 12-15). Например, матрица 180 может быть свернута в овальную форму, которая принимает различные ориентации на чередующихся парах 200 роликов для содействия дальнейшему сдвиговому смешиванию (Фиг. 12). Альтернативно, матрица 180 может быть свернута во множество других форм, таких как овал, круг, прямоугольник, квадрат, треугольник и т.д. (смотри, например, Фиг. 13). В других вариантах выполнения одна или более станций 115 формования могут перекручивать матрицу 180 и волокна 130 вокруг центральной оси 120 (Фиг. 14). В других вариантах выполнения одна или более станций 115 формования могут поочередно увеличивать и уменьшать площадь поперечного сечения матрицы 180 (Фиг. 15). В еще других вариантах выполнения ролики 200 могут быть смещены для создания волнистостей в матрице 180 и волокнах 130 (Фиг. 16). Каждая из станций 115 формования может иметь различные конструкции и конфигурации роликов 200 и/или неподвижных матриц.
В некоторых вариантах выполнения сборочная линия 100 может дополнительно включать в себя станцию 210 выжигания, чтобы термически очищать отвержденную поверхность композитной конструкции (Фиг. 2). Станция 210 выжигания может быть применена для удаления матрицы, чтобы открывать участки волокна, и/или чтобы обеспечивать углеродистое обуглившееся вещество, которое может иметь сродство к внешнему связующему соединению подобно портландцементу.
В некоторых вариантах выполнения сборочная линия 100 может дополнительно включать в себя станцию 215 доотверждения. Станция 215 доотверждения может включать в себя один или более нагревательных элементов, чтобы обеспечивать любое необходимое вспомогательное время отверждения и температурные средства управления. В дополнение станция 215 доотверждения может включать в себя одно или более устройств обработки, выполненных с возможностью формования конструкционного композита в требуемую конечную форму. Например, конструкционный композит может быть согнут или вырезан и сложен в форму C-образного канала, спиральную форму или другую необходимую форму.
В некоторых вариантах выполнения сборочная линия 100 может дополнительно включать в себя упаковочную станцию 220. Упаковочная станция 220 может включать в себя одно или более режущих устройств, выполненных с возможностью разрезания конструкционного композита на требуемую длину для продажи и перевозки. Конструкционный композит может иметь маркировку с информацией об изделии, информацией о фирме или другими знаками и далее упакован для перевозки.
При работе множество волокон 130 выдается от станции 105 ровинга и перемещается вдоль сборочной линии 100 к станции 110 нанесения связующего. Волокна 130 обычно расположены на расстоянии друг от друга, когда они входят в станцию 110 нанесения связующего так, что волокна 130 проходят через первую относительно большую площадь поверхности. После смачивания связующим смоченные волокна 130 направляются в первый участок 195 матрицы 180 вблизи от станции 110 нанесения связующего, и матрица 180 изгибается для оборачивания вокруг смоченных волокон 130. Когда матрица 180 оборачивается вокруг смоченных волокон 130, волокна 130 сжимаются вместе. Смоченные волокна 130, заключенные в матрице 180, далее подаются в станции 115 формования.
В станциях 115 формования матрица 180 и смоченные волокна 130 сжимаются между направляющими, например, наборами роликов 200 или неподвижных матриц для смешивания связующего и волокон 130, для формования формы изделия. Матрица 180 отделяет смоченные волокна 130 от роликов 200 и/или неподвижных матриц для того, чтобы предотвращать прилипание связующего к роликам 200 и/или неподвижным матрицам. Тепло подается по всем станциям 115 формования для содействия отверждению связующего. Так как матрица 180 перемещается между смежными станциями формования, матрица может охлаждать и/или удалять газ и пар от изделий.
В некоторых вариантах выполнения песок может быть нанесен на матрицу 180 и/или волокна 130 до или после завершения отверждения. Песок может быть выбран для улучшения характеристик физической связи между конечным композитом волокон 130 и связующим, и материал конечного композита будет соединен, например, с бетоном.
Различные признаки изобретения изложены в следующей далее формуле изобретения.
Способ изготовления композитного материала

