Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВ ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к способу и устройству для изготовления фильтров для курительных изделий.
Сгораемые курительные изделия, такие как сигареты, обычно содержат резаный табак (обычно в виде резаного наполнителя), окруженный бумажной оберткой, образующей табачный стержень. Для использования сигареты потребитель поджигает один ее конец, и стержень из резаного табачного наполнителя начинает гореть. Потребитель затем получает вдыхаемый дым, затягиваясь на противоположном конце (конце, подносимом ко рту, или конце с фильтром) сигареты. Резаный табак может быть табаком одного типа или смесью двух или более типов табака.
В области техники, к которой относится изобретение, предложен также ряд курительных изделий, в которых субстрат, образующий аэрозоль, такой как табак, нагревается, а не сгорает. В нагреваемых курительных изделиях аэрозоль образуется путем нагрева субстрата, образующего аэрозоль. Известные нагреваемые курительные изделия включают, например, курительные изделия, в которых аэрозоль образуется путем электрического нагрева или передачей тепла от сгораемого топливного элемента или источника тепла субстрату, образующему аэрозоль. Во время курения летучие соединения высвобождаются из субстрата, образующего аэрозоль, посредством передачи тепла от источника тепла и захватываются в воздух, втягиваемый через курительное изделие. Когда высвобожденные соединения охлаждаются, они конденсируются с образованием аэрозоля, вдыхаемого потребителем. Известны также курительные изделия, в которых содержащий никотин аэрозоль получают из табачного материала, табачного экстракта или иного источника никотина без сжигания и в некоторых случаях без нагрева, например, посредством химической реакции.
Курительные изделия, особенно сигареты, обычно содержат фильтр, выровненный с источником материала, таким как табачный стержень или иной субстрат, образующий аэрозоль, и расположенный торец к торцу с ним. Обычно фильтр содержит цилиндр из ацетилцеллюлозного волокна, прикрепленный к табачному стержню или субстрату ободковой бумагой. Вентиляция вдыхаемого дыма может достигаться рядом или рядами перфорационных отверстий в ободковой бумаге вокруг места вдоль фильтра.
Вентиляция может уменьшить составляющие как дисперсной фазы, так и газовой фазы вдыхаемого дыма. Однако курительные изделия, имеющие высокие уровни вентиляции, могут иметь уровни сопротивления втягиванию (RTD), являющиеся слишком низкими, чтобы считаться приемлемыми для потребителя. Включение, например, одного или нескольких сегментов фильтра из ацетилцеллюлозы высокой плотности может использоваться для повышения общего RTD курительных изделий с высокой вентиляцией до приемлемого уровня. Однако сегменты фильтра из ацетилцеллюлозы высокой плотности обычно снижают доставки дисперсной фазы (например, смол), при этом оказывая малое влияние или не влияя на доставки газовой фазы (например, оксида углерода). Одним из путей решения этой проблемы является включение в фильтр ограничительного элемента или другого элемента фильтра, увеличивающего RTD без фильтрования дыма. При использовании с высокой вентиляцией ограничительный элемент может повышать RTD, и при этом уровни составляющих как дисперсной фазы, так и газовой фазы вдыхаемого дыма снижаются.
Целью настоящего изобретения является создание способа и устройства для изготовления фильтров для курительных изделий, причем фильтры содержат ограничивающие поток элементы, которые проще известных способов и устройства для их изготовления. В частности, целью настоящего изобретения является создание способа и устройства для изготовления фильтров для курительных изделий, причем фильтры содержат ограничивающие поток элементы, при применении которых требуется меньше этапов изготовления по сравнению с известным уровнем техники.
В соответствии с первым аспектом изобретения предлагается способ изготовления фильтров для курительных изделий, причем способ включает следующие этапы: получения полых трубок из фильтрующего материала, причем каждая полая трубка имеет наружный диаметр и внутренний диаметр; получения вставок в фильтр, причем каждая вставка в фильтр имеет первую часть, имеющую размер поперечного сечения больше внутреннего диаметра полых трубок; и вставления каждой вставки в фильтр в полую трубку из фильтрующего материала так, что при вставлении первая часть вставки в фильтр зацепляется с полой трубкой для удерживания вставки в фильтр в полой трубке.
Предлагаемый способ относительно прост по сравнению со способами, описанными в известных технических решениях, поскольку предлагаемый способ позволяет преодолевать сопротивление, с которым приходится сталкиваться, когда вставка в фильтр вставляется в полую трубку из фильтрующего материала. Для того чтобы вставить вставку в фильтр в полую трубку, не нужно дополнительное направляющее средство. Например, не нужна направляющая гильза в отверстии полой трубки, которая применяется в некоторых способах, описанных в известных технических решениях. Кроме того, поскольку первая часть вставки в фильтр при вставлении зацепляется с внутренней поверхностью полой трубки, вставка в фильтр будет удерживаться в полой трубке. Вставочное средство, используемое для осуществления этапа вставления, может извлекаться из отверстия полой трубки без риска, что вставка в фильтр выпадет.
Фильтр, изготовленный предлагаемым способом, содержит по меньшей мере одну вставку в фильтр, находящуюся в полой трубке из фильтрующего материала. Воздух и дым, втягиваемые через фильтр, по меньшей мере, частично отводятся вокруг вставки или вставок в фильтр и через уменьшенное поперечное сечение фильтрующего материала полой трубки. В частности, воздух и дым, втягиваемые через фильтр, по меньшей мере, частично отводятся между наружной поверхностью вставки или вставок в фильтр и наружным диаметром полой трубки. Таким образом, вставка или вставки в фильтр уменьшает или уменьшают площадь проницаемого поперечного сечения фильтра. Предпочтительно площадь поперечного сечения вставки в фильтр находится в диапазоне от приблизительно 35% до приблизительно 90% площади поперечного сечения фильтра. То есть предпочтительно площадь проницаемого поперечного сечения фильтра находится в диапазоне от приблизительно 10% до приблизительно 65% площади поперечного сечения фильтра. Это может увеличить RTD фильтра до уровня, приемлемого для потребителя.
В одном варианте осуществления этап вставления включает вставление двух вставок в фильтр одновременно в каждую полую трубку из фильтрующего материала, причем две вставки в фильтр вставляют с противоположных концов полой трубки из фильтрующего материала.
В этом варианте осуществления предпочтительно каждая полая трубка из фильтрующего материала имеет длину, вдвое больше, чем требуется для одного курительного изделия. Таким образом, способ может применяться для изготовления фильтров двойной длины, которые могут затем разрезаться на две части и вводиться в курительные изделия. Это является преимущественным, поскольку за данный период времени фильтров можно изготовить в два раза больше. Кроме того, этот способ можно легко скомбинировать с обычными технологиями изготовления, в которых обычно используются фильтры двойной длины. Каждый фильтр двойной длины может крепиться к двум табачным стержням (или другим субстратам, образующим аэрозоль), по одному на каждом конце, и затем разрезаться на две части с получением таким образом двух курительных изделий. Таким образом, в этом варианте осуществления способ может дополнительно включать этап разрезания каждой полой трубки из фильтрующего материала на две части для получения двух фильтров, при этом каждый фильтр содержит полую трубку из фильтрующего материала и вставку в фильтр, расположенную в ней. Этап разрезания могут выполнять до этапа прикрепления полой трубки из фильтрующего материала к одному или нескольким субстратам, образующим аэрозоль, или после него.
Кроме того, поскольку две вставки в фильтр вставляют одновременно в противоположные концы каждой полой трубки из фильтрующего материала, две силы, используемые для вставления вставок в фильтр, действуют в противоположных направлениях. Таким образом, две силы противодействуют друг другу и помогают в преодолении сопротивления, возникающего вследствие того, что по меньшей мере один размер поперечного сечения вставок в фильтр больше внутреннего диаметра полой трубки. Благодаря этим противодействующим силам нет необходимости в дополнительном направляющем средстве для вставления вставок в фильтр в полую трубку. Например, нет необходимости в направляющей гильзе в просвете полой трубки, которая используется в некоторых способах, описанных в известных технических решениях. Этого преимущества можно альтернативно добиться путем использования двух прилегающих полых трубок одинарной длины, а не одной полой трубки двойной длины.
В одном варианте осуществления каждая вставка в фильтр имеет вторую часть, имеющую размер поперечного сечения меньше внутреннего диаметра полой трубки, и на этапе вставления вторая часть вставки в фильтр является передней частью.
Вторая часть вставки в фильтр, имеющая размер поперечного сечения меньше внутреннего диаметра полой трубки из фильтрующего материала, является передней частью, когда вставку в фильтр вставляют в полую трубку. Внутренний диаметр DI полой трубки является диаметром просвета полой трубки. Это обеспечивает легкое вставление вставки в фильтр без необходимости в дополнительном направляющем средстве, также вставляемом в просвет полой трубки. Например, нет необходимости в направляющей гильзе в просвете полой трубки, которая используется в некоторых способах, описанных в известных технических решениях. В этом варианте осуществления размер и форма вставки в фильтр относительно внутреннего диаметра DI полой трубки могут выбираться с таким расчетом, чтобы вторая часть вставки в фильтр обеспечивала легкое вставление вставок в фильтр в полую трубку.
В настоящем описании термин «передняя часть» используется для описания той части вставок в фильтр, которая является передней в направлении вставления вставки в фильтр в полую трубку. Предпочтительно направление вставки параллельно отверстию полой трубки.
Предпочтительно вставка в фильтр представляет собой ограничитель потока. Вставка в фильтр может иметь любую подходящую форму. Первая часть вставки в фильтр, имеющая размер поперечного сечения больше внутреннего диаметра полой трубки, обеспечивает, вставка в фильтр зацепляется с полой трубкой при вставлении и после него, чтобы удерживаться в полой трубке. Больший размер поперечного сечения измеряется перпендикулярно направлению вставления вставки в фильтр в полую трубку. Если вставка в фильтр имеет вторую часть, имеющую размер поперечного сечения меньше внутреннего диаметра полой трубки, этот меньший размер поперечного сечения измеряется перпендикулярно направлению вставления вставки в фильтр в полую трубку. Измерение выполняют перпендикулярно направлению вставки между двумя точками вставки в фильтр, наиболее удаленных друг от друга. Две точки, наиболее удаленные друг от друга, могут находиться в одном продольном положении вдоль полой трубки или могут находиться в разных продольных положениях.
Вставка в фильтр может быть сплошной или может содержать один или несколько каналов для потока воздуха или может содержать оболочку и сердечник. Если вставка в фильтр содержит структуру из сердечника и оболочки, сердечник может быть пустым. В некоторых вариантах осуществления вставка в фильтр может один или несколько каналов для потока воздуха через вставку для фильтра с таким расчетом, чтобы некоторая часть воздуха и дыма, втягиваемых через фильтр, не отводилась вокруг вставки в фильтр. В предпочтительных вариантах осуществления вставка в фильтр образует сплошной барьер, содержащий воздухонепроницаемый материал, чтобы принудительно направлять поток дыма и воздуха вокруг вставки в фильтр, как описано в настоящем документе. Вставка в фильтр может изготавливаться с использованием быстрого непрерывного процесса, такого как процесс с использованием ротационного штампа.
Например, вставка в фильтр может иметь по существу форму цилиндра, призмы, яйца, эллипсоида, сферы, конуса или капли. Предпочтительно вставка в фильтр представляет собой ограничивающий поток шарик. Предпочтительно вставка в фильтр представляет собой ограничивающее поток шарообразное тело. Предпочтительно, однако, вставка в фильтр является по существу сферической. Вставки в фильтр могут иметь значение сферичности по меньшей мере приблизительно 0,9 и предпочтительно значение сферичности, равное приблизительно 1. Сферичность - это показатель, насколько сферическим является предмет, причем идеальная сфера имеет значение сферичности, равное 1. Если вставка в фильтр является по существу сферической, предпочтительно размер поперечного сечения первой части представляет собой диаметр сферы. Если вставка в фильтр является по существу сферической, предпочтительно размер поперечного сечения, который меньше внутреннего диаметра полой трубки, представляет собой (не диаметр) хорду сферы. Сферическую вставку в фильтр легко изготовить. Кроме того, сферическая форма позволяет легко вставлять вставку в фильтр в полую трубку из фильтрующего материала. Кроме того, поскольку сфера является радиально симметричной, этап вставления вставки в фильтр в полую трубку из фильтрующего материала может включать вставление вставки в фильтр в любой ориентации. RTD может получаться одинаковым независимо от ориентации, которую вставка в фильтр принимает в полой трубке.
Независимо от формы вставки в фильтр, размер поперечного сечения первой части вставки в фильтр больше внутреннего диаметра полой трубки, благодаря чему вставка в фильтр удерживается в полой трубке. Трение оказывает сопротивление перемещению вставки в фильтр относительно полой трубки, а также удерживает вставку в фильтр в полой трубке. Когда вставка в фильтр вставляется в полую трубку, между поверхностью вставки в фильтр и внутренней поверхностью полой трубки возникает кинетическое трение. Сила кинетического трения создает сопротивление этапу вставления вставки в фильтр в полую трубку из фильтрующего материала. Размер и форма вставки в фильтр относительно внутреннего диаметра полой трубки могут выбираться с таким расчетом, что обеспечить требуемый уровень кинетического трения и, следовательно, требуемый уровень сопротивления. Статическое трение оказывает сопротивление относительному боковому перемещению между вставкой в фильтр и внутренней поверхностью полой трубки, когда вставка в фильтр неподвижна в полой трубке. Таким образом, статическое трение препятствует выпадению вставки в фильтр из полой трубки после вставления. Размер и форма вставки в фильтр относительно внутреннего диаметра полой трубки могут выбираться с таким расчетом, чтобы обеспечить требуемый уровень статического трения между вставкой в фильтр и полой трубкой. Если вставка в фильтр представляет собой сферу, больший размер поперечного сечения предпочтительно является диаметром сферы. (Больший) размер поперечного сечения первой части вставки в фильтр измеряется в направлении, которое обеспечивает, что вставка в фильтр удерживается в полой трубке. Размер поперечного сечения первой части вставки в фильтр измеряется в направлении внутреннего и наружного диаметров полой трубки, когда вставка в фильтр находится в полой трубке.
Если вставка в фильтр имеет вторую часть, имеющую размер поперечного сечения меньше внутреннего диаметра полой трубки, этот меньший размер поперечного сечения измеряется в направлении, обеспечивающем легкое вставление вставки в фильтр в полую трубку. Размер поперечного сечения второй части вставки в фильтр измеряется в направлении внутреннего и наружного диаметров полой трубки, когда вставка в фильтр расположена в полой трубке.
Предпочтительно полая трубка имеет наружный диаметр DO от приблизительно 3,8 мм до приблизительно 9,5 мм. Предпочтительнее полая трубка имеет наружный диаметр DO от приблизительно 4,6 мм до приблизительно 7,8 мм. Даже предпочтительнее полая трубка имеет наружный диаметр DO приблизительно 7,7 мм. Предпочтительно внутренний диаметр DI полой трубки находится в диапазоне от приблизительно 50% до приблизительно 90% наружного диаметра DO. Предпочтительнее внутренний диаметр DI находится в диапазоне от приблизительно 60% до приблизительно 80% наружного диаметра DO. Еще более предпочтительнее внутренний диаметр DI находится в диапазоне от приблизительно 60% до приблизительно 70% наружного диаметра DO. Еще более предпочтительнее внутренний диаметр DI равен приблизительно 69% наружного диаметра DO. Предпочтительно DO-DI>приблизительно 0,5 мм для достаточной конструктивной целостности трубки. В одном предпочтительном варианте осуществления внутренний диаметр DI полой трубки равен приблизительно 5,3 мм. Наиболее предпочтительно наружный диаметр DO равен приблизительно 7,7 мм, а внутренний диаметр DI равен приблизительно 5,3 мм. Внутренний диаметр и наружный диаметр полой трубки измеряются перпендикулярно продольной оси фильтра и курительного изделия. Размер поперечного сечения первой части вставки в фильтр измеряется в направлении внутреннего и наружного диаметров полой трубки, то есть перпендикулярно продольной оси фильтра и курительного изделия. Размер поперечного сечения второй части вставки в фильтр измеряется в направлении внутреннего и наружного диаметров полой трубки, то есть перпендикулярно продольной оси фильтра и курительного изделия.
Размер и форма вставки в фильтр относительно наружного диаметра DO полой трубки, могут выбираться с таким расчетом, чтобы обеспечить требуемый уровень RTD. Размер поперечного сечения первой части вставки в фильтр может быть в диапазоне от приблизительно 60% до приблизительно 95% наружного диаметра полой трубки. Если вставка в фильтр и полая трубка имеют круглые поперечные сечения, это соответствует уменьшению площади проницаемого поперечного сечения вставкой в фильтр до величины от приблизительно 10% до приблизительно 64% площади поперечного сечения полой трубки. Предпочтительно размер поперечного сечения первой части вставки в фильтр находится в диапазоне от приблизительно 70% до приблизительно 90% наружного диаметра полой трубки. Если вставка в фильтр и полая трубка имеют круглые поперечные сечения, это соответствует уменьшению площади проницаемого поперечного сечения вставкой в фильтр до величины от приблизительно 19% до приблизительно 51% площади поперечного сечения полой трубки. Предпочтительнее, размер поперечного сечения первой части вставки в фильтр находится в диапазоне от приблизительно 70% до приблизительно 80% наружного диаметра полой трубки. Если вставка в фильтр и полая трубка имеют круглые поперечные сечения, это соответствует уменьшению площади проницаемого поперечного сечения вставкой в фильтр до величины от приблизительно 36% до приблизительно 51% площади поперечного сечения полой трубки. Еще более предпочтительнее, размер поперечного сечения первой части вставки в фильтр находится в диапазоне от приблизительно 72% до приблизительно 78% наружного диаметра полой трубки. Если вставка в фильтр и полая трубка имеют круглые поперечные сечения, это соответствует уменьшению площади проницаемого поперечного сечения вставкой в фильтр до величины от приблизительно 39% до приблизительно 48% площади поперечного сечения полой трубки.
Предпочтительно размер поперечного сечения первой части вставки в фильтр находится в диапазоне от приблизительно (DO-3,0 мм) до приблизительно (DO-0,2 мм). Предпочтительнее, размер поперечного сечения первой части вставки в фильтр находится в диапазоне от приблизительно (DO-2,8 мм) до приблизительно (DO-0,4 мм). Еще более предпочтительнее, размер поперечного сечения первой части вставки в фильтр находится в диапазоне от приблизительно (DO-1,5 мм) до приблизительно (DO-0,8 мм). Еще более предпочтительнее, размер поперечного сечения первой части вставки в фильтр находится в диапазоне от приблизительно (DO-1,2 мм) до приблизительно (DO-1,0 мм). Размер поперечного сечения первой части вставки в фильтр может быть приблизительно (DO-1,73 мм). Размер поперечного сечения первой части вставки в фильтр может быть приблизительно (DO-0,58 мм). В одном предпочтительном варианте осуществления размер поперечного сечения первой части вставки в фильтр равен приблизительно 5,55 мм. В еще одном предпочтительном варианте осуществления размер поперечного сечения первой части вставки в фильтр равен приблизительно 6,0 мм. В еще одном предпочтительном варианте осуществления размер поперечного сечения первой части вставки в фильтр равен приблизительно 7,15 мм.
Размер и форма вставки в фильтр относительно внутреннего диаметра DI полой трубки могут выбираться с таким расчетом, чтобы при вставлении первая часть вставки в фильтр зацеплялась с полой трубкой, и чтобы вставка в фильтр удерживалась в полой трубке трением. Внутренний диаметр полой трубки может быть в диапазоне от приблизительно 75% до приблизительно 99% размера поперечного сечения первой части вставки в фильтр. Предпочтительно внутренний диаметр полой трубки находится в диапазоне от приблизительно 80% до приблизительно 95% размера поперечного сечения первой части вставки в фильтр. Предпочтительно внутренний диаметр полой трубки находится в диапазоне от приблизительно 88% до приблизительно 95% размера поперечного сечения первой части вставки в фильтр. В одном варианте осуществления внутренний диаметр полой трубки равен приблизительно 88% размера поперечного сечения первой части вставки в фильтр. В еще одном варианте осуществления внутренний диаметр полой трубки равен приблизительно 95% размера поперечного сечения первой части вставки в фильтр.
Предпочтительно фильтр имеет длину LF от приблизительно 15 мм до приблизительно 40 мм. Еще более предпочтительнее, фильтр имеет длину LF от приблизительно 18 мм до приблизительно 27 мм. В одном варианте осуществления фильтр имеет длину LF приблизительно 27 мм. Однако в одном предпочтительном варианте осуществления фильтр имеет длину LF приблизительно 21 мм. Меньшая длина возможна благодаря тому, что предлагаемая конструкция фильтра позволяет добиться требуемого RTD при более короткой длине.
Каждая полая трубка из фильтрующего материала может иметь длину вдвое больше, чем требуется для одного курительного изделия, например, для комбинирования предлагаемого способа с обычной технологией изготовления. Например, если фильтр курительного изделия имеет длину LF от приблизительно 15 мм до приблизительно 40 мм, полая трубка двойной длины может иметь длину от приблизительно 30 мм до приблизительно 80 мм. Если фильтр курительного изделия имеет длину LF от приблизительно 18 мм до приблизительно 27 мм, полая трубка двойной длины может иметь длину от приблизительно 36 мм до приблизительно 54 мм. Если фильтр курительного изделия имеет длину LF приблизительно 27 мм, полая трубка двойной длины может иметь длину приблизительно 54 мм. Если фильтр курительного изделия имеет длину LF приблизительно 21 мм, полая трубка двойной длины может иметь длину приблизительно 42 мм.
Окончательное продольное положение центра вставки в фильтр в полой трубке может выбираться с таким расчетом, чтобы обеспечить требуемый уровень RTD. Предпочтительно этап вставления вставки в фильтр в полую трубку из фильтрующего материала включает вставление вставки в фильтр в положение, в котором центр вставки в фильтр находится по меньшей мере в приблизительно 6 мм от расположенного ниже по потоку конца фильтра. В настоящем описании «центр» вставки в фильтр означает среднюю точку между частью вставки в фильтр, расположенной ближайшей к расположенному ниже по потоку концу фильтра, и частью вставки в фильтр, расположенной ближайшей к расположенному выше по потоку концу фильтра.
Этап вставления вставки в фильтр в полую трубку из фильтрующего материала может включать использование вставочного средства для вставления вставки в фильтр, причем длина вставочного средства по существу равна требуемому расстоянию вставления. Если в каждой полой трубке из фильтрующего материала требуются более одной вставки в фильтр, способ может дополнительно включать этап вставления по меньшей мере одной дополнительной вставки в фильтр в полую трубку из фильтрующего материала.
Предпочтительно вставка в фильтр содержит воздухонепроницаемый материал. Термин «воздухонепроницаемый материал», используемый по всему тексту настоящего описания, означает материал, не позволяющий проходить текучим средам, в частности, воздуху и дыму, через пустоты или поры в этом материале. Если материал вставки в фильтр непроницаем для воздуха и дыма, воздух и дым, втягиваемые через фильтр, вынуждены протекать вокруг вставки в фильтр и через уменьшенное поперечное сечение фильтрующего материала полой трубки. В частности, воздух и дым, втягиваемые через фильтр, вынуждены протекать между наружной поверхностью вставки в фильтр и наружным диаметром полой трубки. Таким образом, вставка в фильтр уменьшает площадь проницаемого поперечного сечения фильтра. Предпочтительно площадь поперечного сечения вставки в фильтр находится в диапазоне от приблизительно 35% до приблизительно 90% площади поперечного сечения фильтра. То есть предпочтительно площадь проницаемого поперечного сечения фильтра находится в диапазоне от приблизительно 10% до приблизительно 65% площади поперечного сечения фильтра. Это повышает RTD до уровня, приемлемого для потребителя. Хотя вставка в фильтр может содержать воздухонепроницаемый материал, это не исключает формы вставки в фильтр, содержащей один или несколько каналов для потока воздуха. В некоторых случаях вставка в фильтр отводит полностью или по существу полностью дым и воздух от протекания через центральную часть фильтра, а в других случаях вставка в фильтр может вынуждать основную часть дыма и воздуха протекать вокруг ограничителя потока и одновременно позволять небольшому количеству дыма и воздуха протекать через вставку в фильтр, например по одному или нескольким каналам во вставке.
Отведение потока к краю фильтра может быть особенно эффективным для увеличения RTD, поскольку поток воздуха или дыма или и воздуха, и дыма может быть, главным образом, через центральную часть фильтра. Размер и форма вставки в фильтр и тип фильтрующего материала полой трубки могут выбираться с таким расчетом, чтобы требуемым образом влиять на RTD. Например, помещенная в одиночный сегмент фильтра без вентиляции вставка в фильтр может создавать RTD в диапазоне от приблизительно 200 мм вод. ст. (приблизительно 1960 Па) до 500 мм вод. ст. (приблизительно 4900 Па). Предпочтительно вставка в фильтр может создавать RTD в диапазоне от приблизительно 250 мм вод.ст. (приблизительно 2450 Па) до приблизительно 400 мм вод.ст. (приблизительно 3920 Па).
Предпочтительно вставка в фильтр является несжимаемой. Термин «несжимаемый», используемый в тексте настоящего описания, означает стойкий к сжатию от любого из следующего: ручное обращение, когда курительное изделие извлекается из пачки, сжатие пальцами (то есть пальцами пользователя на фильтре), буккальное сжатие (то есть губами и зубами пользователя на конце фильтра, подносимого ко рту) или процесс ручного тушения («бычкование»). Иными словами, термин «несжимаемый» означает не деформируемый или не подверженный разрушению при нормальном обращении с курительным изделием при изготовлении и использовании.
Предпочтительно вставка в фильтр имеет предел текучести при сжатии более приблизительно 8,0 кПа. Предпочтительнее, вставка в фильтр имеет предел текучести при сжатии более приблизительно 12,0 кПа. Предел текучести при сжатии определяется как величина одноосного сжимающего напряжения, достигаемая, когда происходит остаточная деформация вставки в фильтр. Предпочтительно вставка в фильтр имеет прочность на сжатие при деформации 10% более приблизительно 50,0 кПа. Прочность на сжатие при деформации 10% определяется как величина одноосного сжимающего напряжения, достигаемая, когда имеется 10% деформация (то есть изменение на 10% одного размера поперечного сечения) вставки в фильтр.
Вставку в фильтр, имеющую предел текучести при сжатии более приблизительно 8,0 кПа или, предпочтительнее, более приблизительно 12,0 кПа или прочность на сжатие при деформации 10% более приблизительно 50,0 кПа, нелегко удалить из полой трубки. Однако, поскольку первая часть вставки в фильтр имеет размер поперечного сечения больше внутреннего диаметра полой трубки, фильтрующий материал полой трубки должен быть достаточно сжимаемым, чтобы позволить вставить вставку в фильтр в полую трубку. Вставка в фильтр зацепляется с полой трубкой, например, за счет сопротивления, создаваемого силой трения между вставкой в фильтр и внутренней поверхностью деформируемой полой трубки для удерживания вставки в фильтр в полой трубке.
Предел текучести при сжатии и прочность на сжатие при деформации 10% могут определяться экспериментально путем испытания по стандарту ISO 604. Как ясно специалисту, в этом испытании образец (вставка в фильтр) сжимается сжимающими пластинами по оси, что соответствует давлению, обычно прикладываемому пальцами курильщика на вставке в фильтр, когда курильщик держит курительное изделие. Испытание проводят при постоянной скорости перемещения до достижения нагрузкой или деформацией заданного значения. Во время испытания измеряют нагрузку, переносимую образцом (вставкой в фильтр).
Предпочтительно вставка в фильтр представляет собой ограничитель потока. Альтернативно, вставка в фильтр может быть капсулой или любым иным элементом фильтра, который требуется вставить в полую трубку из фильтрующего материала. Вставка в фильтр может содержать любой подходящий материал или любые подходящие материалы. Примеры подходящих материалов включают без ограничения желатин или другие типы гидроколлоидов, альгинат, карбоксиметилцеллюлозу (КМЦ), целлюлозу, крахмал, полимолочную кислоту, полибутиленсукцинат и его сополимеры, полибутиленадипат-со-терефталат и их комбинации. Вставка в фильтр может содержать прессованный табак, табачную пыль, измельченный табак, другие ароматизирующие вещества или их комбинацию.
Предпочтительно вставка в фильтр изготовлена из растворимого полимерного материала, образованного одним или несколькими водорастворимыми полимерами. Предпочтительнее растворимый полимерный материал образован одним или несколькими водорастворимыми термопластами. Термин «растворимый» означает, что полимерный материал способен растворяться в раствор водным растворителем. Это достигается путем использования одного или нескольких водорастворимых материалов для образования этого материала. Вставка в фильтр может полностью изготавливаться из растворимого полимерного материала, или растворимый полимерный материал может комбинироваться с инертными компонентами, такими как инертные неорганические наполнители, которые могут быть или не быть растворимыми. Использование растворимого материала для изготовления вставки в фильтр преимущественно повышает скорость разложения фильтра после того, как он выброшен. Альтернативно или дополнительно, вставка в фильтр может содержать материал, который при добавлении воды диспергирует в суспензию или коллоид.
Предпочтительнее вставка в фильтр изготавливается из биологически разлагаемого полимерного материала. Предпочтительные полимеры являются полностью биологически разлагаемыми, что определяют оценкой аэробного биологического разложения в водной среде (тест Штурма), описанной в европейском стандарте EN13432. Предпочтительные биологически разлагаемые полимеры включают крахмал.
Фильтрующий материал полой трубки может содержать любой подходящий материал или любые подходящие материалы. Тип фильтрующего материала может выбираться с таким расчетом, чтобы обеспечить требуемый уровень RTD. Примеры подходящих материалов включают без ограничения ацетилцеллюлозу, целлюлозу, восстановленную целлюлозу, полимолочную кислоту, поливиниловый спирт, нейлон, полигидроксибутират, термопластичный материал, такой как крахмал, превращенный в пенопласт с открытыми порами, и их комбинации. Фильтр может полностью или частично представлять собой активированный уголь. Фильтр может содержать клей или пластификатор или их комбинацию в помощь удерживанию ограничителя потока в полой трубке. Это может помочь и на этапе вставления каждой вставки в фильтр в полую трубку из фильтрующего материала. Фильтрующий материал предпочтительно является сжимаемым, чтобы позволить вставлять вставку в фильтр в полую трубку.
Предпочтительно фильтрующий материал полой трубки имеет низкую эффективность улавливания твердых частиц. Предпочтительно полая трубка содержит волокна со значением денье от приблизительно 1,5 денье на волокно (днв) до приблизительно 12,0 днв. В одном предпочтительном варианте полая трубка содержит волокна среднего диаметра со значением денье приблизительно 3,3 днв. Предпочтительно полая трубка содержит волокна, имеющие между приблизительно 15000 общего денье (од) и приблизительно 50000 од. В одном предпочтительном варианте осуществления полая трубка содержит волокна среднего диаметра, имеющие приблизительно 44000 од.
Предпочтительно каждая полая трубка из фильтрующего материала содержит обертку фильтра, окружающую фильтрующий материал. Обертка фильтра обеспечивает прочность и конструктивную жесткость полой трубки. Это снижает вероятность того, что полая трубка деформируется или повредится, когда вставка в фильтр будет вставляться в полую трубку. Кроме того, это снижает вероятность того, что полая трубка деформируется на своей наружной поверхности вокруг зоны, где вставка в фильтр расположена внутри полой трубки. Обертка фильтра может представлять собой любой подходящий материал. Предпочтительно обертка фильтра представляет собой жесткую фицеллу, например содержащую жесткую бумагу или картон. Жесткая бумага или картон предпочтительно имеет массу одного квадратного метра более приблизительно 60 г/м2. Жесткая обертка фильтра обеспечивает высокую конструктивную жесткость. Обертка фильтра может содержать шов, содержащий одну или несколько полосок клея. Предпочтительно шов содержит две полоски клея. Это снижает вероятность того, что обертка фильтра разойдется, когда вставка в фильтр будет вставлена в полую трубку. Одна полоска клея может содержать клей-расплав. Одна полоска клея может содержать поливиниловый спирт.
Предпочтительно этап вставления каждой вставки в фильтр в полую трубку из фильтрующего материала включает поддерживание полой трубки из фильтрующего материала на первом вращающемся барабане.
То есть предпочтительно на этапе вставления полая трубка из фильтрующего материала поддерживается на первом вращающемся барабане. Предпочтительно полая трубка из фильтрующего материала поддерживается на первом вращающемся барабане до этапа вставления. Альтернативно или дополнительно, полая трубка из фильтрующего материала поддерживается на первом вращающемся барабане после этапа вставления. Предпочтительно на этапе вставления вставки в фильтр в полую трубку из фильтрующего материала первый вращающийся барабан непрерывно вращается. Первый барабан может быть рабочим барабаном.
Предпочтительно первый вращающийся барабан содержит несколько опор, предназначенных для поддержки нескольких полых трубок из фильтрующего материала. Предпочтительно опоры разнесены по окружности барабана. Предпочтительно опоры расположены для поддерживания полых трубок так, чтобы продольная ось каждой полой трубки была по существу параллельной оси вращения барабана. Каждая опора может представлять собой желоб или углубление, в которое может входить полая трубка.
В одном предпочтительном варианте осуществления каждая опора полой трубки содержит вставочное средство, предназначенное для осуществления этапа вставления вставки в фильтр в полую трубку. В этом варианте осуществления, когда барабан вращается, каждая полая трубка переносится в направлении вдоль окружности вместе с соответствующим вставочным средством. Вставочное средство и полая трубка не перемещаются относительно друг друга в направлении вдоль окружности барабана до удаления полой трубки с барабана. Вставки в фильтр могут подавать в нужное место или нужные места на пути вращения барабана. Вставочным средством могут затем осуществлять этап вставления вставки в фильтр в полую трубку из фильтрующего материала. Это предпочтительно осуществляют при вращении барабана. Затем полую трубку из фильтрующего материала с находящейся в ней вставкой в фильтр могут убрать с барабана.
В одном альтернативном варианте осуществления на барабане предусмотрено меньше вставочных средств, чем опор полых трубок. В этом варианте осуществления при вращении барабана полые трубки могут вращаться в положение относительно вставочного средства. Таким образом, вставочное средство и полые трубки перемещаются относительно друг друга в направлении вдоль окружности барабана, чтобы располагать последовательные полые трубки относительно вставочных средств.
Поддерживание полой трубки из фильтрующего материала на первом вращающемся барабане может обеспечиваться разностью давлений внутри и снаружи первого барабана, за счет которой полая трубка из фильтрующего материала пристает к барабану. Отверстия в поверхности барабана обеспечивают всасывание, благодаря которому полая трубка пристает к барабану.
Если этап вставления представляет собой вставление двух вставок в фильтр одновременно в противоположные концы каждой полой трубки из фильтрующего материала, наличие двух противоположно направленных и противодействующих сил может означать, что требуется лишь небольшая разность давлений.
Способ может дополнительно включать поддерживание каждой полой трубки из фильтрующего материала на втором вращающемся барабане перед передачей каждой полой трубки из фильтрующего материала на первый вращающийся барабан. В этом случае поддерживание каждой полой трубки из фильтрующего материала на втором вращающемся барабане может обеспечиваться разностью давлений внутри и снаружи второго барабана, за счет которой полая трубка из фильтрующего материала пристает ко второму барабану. Отверстия в поверхности барабана обеспечивают всасывание, благодаря которому полая трубка пристает к барабану. Второй барабан может быть барабаном конвейера.
Способ может дополнительно включать передачу каждой полой трубки из фильтрующего материала с находящейся в ней соответствующей вставкой в фильтр с первого вращающегося барабана на третий вращающийся барабан. Иными словами, способ может дополнительно включать после этапа вставления каждой вставки в фильтр в соответствующую полую трубку этап передачи каждой полой трубки из фильтрующего материала с находящейся в ней соответствующей вставкой в фильтр с первого вращающегося барабана на третий вращающийся барабан. В этом случае поддерживание каждой полой трубки из фильтрующего материала с находящейся в ней соответствующей вставкой в фильтр на третьем вращающемся барабане может обеспечиваться разностью давлений внутри и снаружи третьего барабана, за счет которой полая трубка из фильтрующего материала пристает к третьему барабану. Отверстия в поверхности барабана обеспечивают всасывание, благодаря которому полая трубка пристает к барабану. Третий барабан может быть собирающим барабаном.
Способ может дополнительно включать доставку вставок в фильтр в средства для вставления вставок в фильтр в полые трубки. Этап доставки вставок в фильтр может представлять собой доставку вставок в фильтр во вставочное средство по одной. Если этап вставления включает вставление двух вставок в фильтр одновременно в каждую полую трубку из фильтрующего материала, этап доставки вставок в фильтр может включать доставку вставок в фильтр во вставочное средство по две.
Если этап вставления каждой вставки в фильтр в полую трубку из фильтрующего материала включает поддерживание полой трубки на первом вращающемся барабане, этап доставки вставок в фильтр может представлять собой доставку вставок в фильтр в постоянную точку доставки. Таким образом, полые трубки из фильтрующего материала могут поворачиваться в сторону постоянной точки доставки. После того как полая трубка повернулась в соответствующее положение, может быть доставлена по меньшей мере одна вставка в фильтр.
Способ может дополнительно включать перед этапом вставления позиционирование каждой вставки в фильтр относительно полой трубки из фильтрующего материала. Этап позиционирования могут осуществлять гильзой или гильзами, которые должны располагаться смежно с полой трубкой из фильтрующего материала. Предпочтительно на этапе вставления гильза или гильзы остаются неподвижными относительно полой трубки. Если вставки в фильтр являются сферическими, создание разности давлений внутри и снаружи барабана может оказаться не особо эффективным в части приставания вставок в фильтр к барабану из-за ограниченной площади контакта между сферическими вставками в фильтр и поверхностью барабана. Таким образом, позиционирование вставок в фильтр относительно полых трубок, например с помощью гильзы или гильз, может быть особенно применимым. Если вставка в фильтр имеет вторую часть, имеющую размер поперечного сечения меньше внутреннего диаметра полой трубки, этап позиционирования может включать ориентирование вставки в фильтр таким образом, чтобы вторая часть вставки в фильтр при вставлении была передней частью.
Способ может дополнительно включать этап объединения полой трубки из фильтрующего материала с одним или несколькими дополнительными элементами фильтра для образования фильтра. Если фильтр содержит дополнительные элементы, полая трубка с находящейся в ней вставкой в фильтр является лишь компонентом фильтра курительного изделия, а не полностью фильтром курительного изделия. Этап объединения могут выполнять до этапа вставления вставки в фильтр в каждую полую трубку. В этом случае этап объединения представляет собой объединение пустых полых трубок из фильтрующего материала с одним или несколькими дополнительными элементами фильтра. Это может исключить вариант осуществления, в котором две вставки в фильтр вставляют в противоположные концы каждой полой трубки из фильтрующего материала одновременно. Альтернативно, этап объединения могут выполнять после этапа вставления вставки в фильтр в каждую полую трубку. В этом случае этап объединения представляет собой объединение полых трубок из фильтрующего материала с находящимися в них вставками в фильтр с одним или несколькими дополнительными элементами фильтра. Дополнительный элемент или элементы фильтра могут представлять собой цилиндр фильтрующего материала, диск фильтрующего материала, трубчатый элемент или любой иной подходящий элемент фильтра. Предпочтительно дополнительные элементы фильтра выровнены по оси с полой трубкой из фильтрующего материала. Если фильтр содержит один или несколько дополнительных элементов фильтра, способ предпочтительно включает этап обертывания полой трубки из фильтрующего материала и дополнительного элемента или элементов фильтра оберткой фильтра, такой как фицелла. Этап обертывания могут выполнять до этапа вставления вставки в фильтр в каждую полую трубку или после него. Обертка фильтра может уменьшить вероятность повреждения полой трубки при вставлении вставки в фильтр в полую трубку. Обертка фильтра может уменьшить вероятность того, что полая трубка деформируется на своей наружной поверхности вокруг зоны, где внутри полой трубки находится вставка в фильтр. Независимо от того, объединена полая трубка из фильтрующего материала с одним или несколькими дополнительными элементами фильтра или нет, может быть предпочтительным, чтобы фильтр образовывал полость конца, подносимого ко рту. Это уменьшает видимое неприглядное окрашивание на конце, подносимом ко рту.
Способ может дополнительно включать этап объединения полой трубки из фильтрующего материала с субстратом, образующим аэрозоль, для образования курительного изделия. Способ может дополнительно включать этап объединения полой трубки из фильтрующего материала с табачным стержнем для образования курительного изделия. Этап объединения могут выполнять до этапа вставления вставки в фильтр в каждую полую трубку. В этом случае этап объединения представляет собой объединение пустой полой трубки из фильтрующего материала с табачным стержнем или иным субстратом, образующим аэрозоль. Это может исключить вариант осуществления, в котором две вставки в фильтр вставляют в противоположные концы каждой полой трубки из фильтрующего материала одновременно. Альтернативно, этап объединения могут выполнять после этапа вставления вставки в фильтр в каждую полую трубку. В этом случае этап объединения представляет собой объединение каждой полой трубки из фильтрующего материала с находящейся в ней вставкой в фильтр с табачным стержнем или иным субстратом, образующим аэрозоль. Способ может дополнительно включать этап скрепления полой трубки из фильтрующего материала и субстрата, образующего аэрозоль, или табачного стержня с ободковым материалом. Этап скрепления этап могут выполнять до этапа вставления вставки в фильтр в каждую полую трубку или после него. Ободковый материал может придавать полой трубке дополнительную прочность и конструктивную жесткость. Ободковый материал может уменьшать вероятность повреждения полой трубки, когда вставка в фильтр вставляется в полую трубку. Ободковый материал может уменьшать вероятность деформации на наружной поверхности полой трубки в месте, где в полой трубке находится вставка в фильтр.
Ободковый материал может содержать зону вентиляции, содержащую перфорационные отверстия сквозь ободковый материал. Ободковый материал может содержать по меньшей мере один ряд перфорационных отверстий для обеспечения вентиляции вдыхаемого дыма. Если фильтр содержит обертку фильтра, перфорационные отверстия предпочтительно проходят сквозь обертку фильтра. Альтернативно, обертка фильтра может быть проницаемой. Ободковый материал может представлять собой стандартный предварительно перфорированный ободковый материал. Альтернативно, ободковый материал может перфорироваться (например, с помощью лазера) во время технологического процесса изготовления в соответствии с требуемыми количеством, размером и положением перфорационных отверстий. Количество, размер и положение перфорационных отверстий могут выбираться с таким расчетом, чтобы обеспечить требуемый уровень вентиляции. Вентиляция вместе со вставкой в фильтр и фильтрующим материалом полой трубки влияют на требуемый уровень RTD.
Предпочтительно ободковый материал содержит по меньшей мере один кольцевой ряд перфорационных отверстий на расстоянии по меньшей мере приблизительно 1 мм ниже по потоку от центра вставки в фильтр. Предпочтительнее указанный по меньшей мере один кольцевой ряд перфорационных отверстий находится на расстоянии по меньшей мере приблизительно 3 мм ниже по потоку от центра вставки в фильтр. Наиболее предпочтительно зона вентиляции находится ниже по потоку от вставки в фильтр с таким расчетом, чтобы вентиляционный воздух вводился в полость или элемент фильтра ниже по потоку от вставки в фильтр. Это обеспечивает оптимальную смесь окружающего воздуха, втягиваемого через перфорационные отверстия, и смеси воздуха и дыма, протекающей через фильтр.
В соответствии со вторым аспектом изобретения предлагается устройство для изготовления фильтров для курительных изделий, причем каждый фильтр содержит полую трубку из фильтрующего материала, причем полая трубка имеет наружный диаметр и внутренний диаметр, и вставку в фильтр, находящуюся в полой трубке из фильтрующего материала, причем каждая вставка в фильтр имеет первую часть, имеющую размер поперечного сечения больше внутреннего диаметра полой трубки, причем устройство содержит: вставочное средство для вставления вставки в фильтр в полую трубку из фильтрующего материала таким образом, что при вставлении первая часть вставки в фильтр зацепляется с полой трубкой для удерживания вставки в фильтр в полой трубке.
Вставочное средство предпочтительно представляет собой по меньшей мере один подвижный поршень, предназначенный для вталкивания вставки в фильтр в полую трубку из фильтрующего материала.
В одном варианте осуществления вставочное средство предназначено для вставления двух вставок в фильтр одновременно в каждую полую трубку из фильтрующего материала, причем две вставки в фильтр вставляются с противоположных концов полой трубки из фильтрующего материала. В этом варианте осуществления вставочное средство может представлять собой два подвижных поршня, по одному на каждом конце полой трубки из фильтрующего материала.
Предпочтительно каждая полая трубка из фильтрующего материала имеет длину вдвое больше, чем требуется для одного курительного изделия. Таким образом, устройство может использоваться для изготовления фильтров двойной длины, которые затем могут разрезаться на две части и вводиться в курительные изделия. Таким образом, в этом варианте осуществления устройство может дополнительно включать режущие средства, предназначенные для разрезания каждой полой трубки из фильтрующего материала на две части для получения двух фильтров, причем каждый фильтр содержит полую трубку из фильтрующего материала и одну вставку в фильтр, находящуюся в ней.
Кроме того, поскольку две вставки в фильтр вставляются одновременно в противоположные концы каждой полой трубки из фильтрующего материала вставочным средством, две силы, используемые для вставления вставок в фильтр, действуют в противоположных направлениях. Таким образом, две силы противодействуют друг другу и помогают в преодолении сопротивления, возникающего вследствие того, что по меньшей мере один размер поперечного сечения вставок в фильтр больше внутреннего диаметра полой трубки. Благодаря этим противодействующим силам нет необходимости в дополнительном направляющем средстве для вставления вставок в фильтр в полую трубку.
В одном варианте осуществления каждая вставка в фильтр имеет вторую часть, имеющую размер поперечного сечения меньше внутреннего диаметра полой трубки, и вставочное средство предназначено для вставления вставки в фильтр в полую трубку таким образом, что при вставлении вторая часть вставки в фильтр является передней частью.
Вторая часть вставки в фильтр, имеющая размер поперечного сечения меньше внутреннего диаметра полой трубки из фильтрующего материала, является передней частью, когда вставку в фильтр вставляют в полую трубку. Это обеспечивает легкое вставление вставки в фильтр без необходимости в дополнительном направляющем средстве, также вставляемом в отверстие полой трубки.
Как уже отмечалось в отношении первого аспекта изобретения, вставка в фильтр может иметь любой требуемый размер. Как уже отмечалось в отношении первого аспекта изобретения, вставка в фильтр может иметь любое требуемое продольное положение в полой трубке из фильтрующего материала. Как уже отмечалось в отношении первого аспекта изобретения, вставка в фильтр может иметь любую требуемую форму. Однако в одном предпочтительном варианте осуществления вставка в фильтр является по существу сферической.
Как уже отмечалось в отношении первого аспекта изобретения, предпочтительно вставка в фильтр содержит воздухонепроницаемый материал. Как уже отмечалось в отношении первого аспекта изобретения, предпочтительно вставка в фильтр имеет предел текучести при сжатии более приблизительно 8,0 кПа, предпочтительнее более приблизительно 12,0 кПа. Как уже отмечалось в отношении первого аспекта изобретения, предпочтительно вставка в фильтр имеет прочность на сжатие при деформации 10% более приблизительно 50,0 кПа. Как уже отмечалось в отношении первого аспекта изобретения, вставка в фильтр может содержать любой подходящий материал или любые подходящие материалы.
Как уже отмечалось в отношении первого аспекта изобретения, внутренний и наружный диаметры полой трубки из фильтрующего материала могут иметь любой требуемый размер. Как уже отмечалось в отношении первого аспекта изобретения, фильтрующий материал полой трубки может представлять собой любой подходящий материал или любые подходящие материалы. В одном предпочтительном варианте осуществления каждая полая трубка из фильтрующего материала содержит обертку фильтра, окружающую фильтрующий материал.
Предпочтительно устройство дополнительно содержит первый вращающийся барабан, предназначенный для поддерживания полых трубок из фильтрующего материала, когда вставки в фильтр вставляются в полые трубки из фильтрующего материала. Первый барабан может поддерживать полые трубки из фильтрующего материала до вставления. Первый барабан может поддерживать полые трубки из фильтрующего материала после вставления. Первый барабан может быть рабочим барабаном.
Предпочтительно первый вращающийся барабан содержит несколько опор, предназначенных для поддержки нескольких полых трубок из фильтрующего материала. Предпочтительно опоры разнесены по окружности барабана. Предпочтительно опоры расположены для поддерживания полых трубок так, чтобы продольная ось каждой полой трубки была по существу параллельной оси вращения барабана. Каждая опора может представлять собой желоб или углубление, в которое может входить полая трубка. Предпочтительно предусмотрена разность давлений внутри и снаружи первого барабана, за счет которой полые трубки из фильтрующего материала пристают к барабану.
Устройство может дополнительно содержать второй вращающийся барабан, предназначенный для поддерживания полых трубок из фильтрующего материала до того, как полые трубки из фильтрующего материала передаются на первый вращающийся барабан. В этом случае, предпочтительно предусмотрена разность давлений внутри и снаружи второго барабана, за счет которой полые трубки из фильтрующего материала пристают ко второму барабану. Второй барабан может быть барабаном конвейера.
Устройство может дополнительно включать третий вращающийся барабан, предназначенный для поддерживания полых трубок из фильтрующего материала с находящимися в них вставками в фильтр после того, как полые трубки из фильтрующего материала с находящимися в них вставками в фильтр передаются с первого вращающегося барабана. В этом случае, предпочтительно предусмотрена разность давлений внутри и снаружи третьего барабана, за счет которой полые трубки из фильтрующего материала с находящимися в них вставками в фильтр пристают к третьему барабану. Третий барабан может быть собирающим барабаном.
Устройство может дополнительно содержать доставочное средство, предназначенное для доставки вставок в фильтр во вставочное средство. Доставочные средства могут представлять собой по меньшей мере одну воронку для подачи вставок в фильтр во вставочное средство. Предпочтительно доставочное средство предназначено для доставки вставок в фильтр последовательно во вставочное средство. Доставочное средство может предназначаться для доставки вставок в фильтр во вставочное средство по одной. Если вставочное средство предназначено для вставления двух вставок в фильтр одновременно в каждую полую трубку из фильтрующего материала, доставочное средство может предназначаться для доставки вставок в фильтр во вставочное средство по две.
Если вставочное средство представляет собой подвижный поршень, предпочтительно доставочное средство предназначено для доставки вставок в фильтр между поршнем и полой трубкой. Если вставочное средство представляет собой два подвижных поршня, по одному на каждом конце полой трубки, предпочтительно доставочное средство предназначено для доставки вставок в фильтр между каждым поршнем и полой трубкой.
Если устройство содержит первый вращающийся барабан, предназначенный для поддерживания полых трубок из фильтрующего материала, когда вставки в фильтр вставляются в полые трубки из фильтрующего материала, доставочное средство предпочтительно является неподвижным. Таким образом, барабан вращается относительно доставочного средства. Таким образом, полые трубки из фильтрующего материала могут поворачиваться к доставочному средству. Затем доставочное средство может подавать вставку или вставки в фильтр после того, как полая трубка провернулась в соответствующее положение относительно доставочного средства. Затем вставочное средство может вставлять вставку или вставки в фильтр в полую трубку, предпочтительно в тот же момент, когда следующая полая трубка проворачивается в подходящее положение относительно доставочного средства.
Вставочное средство может содержать позиционирующее средство, предназначенное для позиционирования каждой вставки в фильтр относительно полой трубки из фильтрующего материала. Позиционирующее средство может представлять собой гильзу или гильзы, которые должны располагаться рядом с полой трубкой из фильтрующего материала. Гильза может иметь внутренний диаметр по существу такого же размера, как и размер поперечного сечения первой части вставки в фильтр. Таким образом, гильза может точно располагать вставку в фильтр относительно просвета полой трубки, чтобы вставку в фильтр можно было вставить в отверстие полой трубки. Предпочтительно на этапе вставления гильза или гильзы остаются неподвижными относительно полой трубки. Если вставки в фильтр являются сферическими, создание разности давлений внутри и снаружи барабана может оказаться не особо эффективным в части приставания вставок в фильтр к барабану из-за ограниченной площади контакта между сферическими вставками в фильтр и поверхностью барабана. Таким образом, позиционирующее средство для расположения вставок в фильтр относительно полых трубок может быть особенно применимым.
Если вставка в фильтр имеет вторую часть, имеющую размер поперечного сечения меньше внутреннего диаметра полой трубки, позиционирующее средство может предназначаться для ориентирования вставки в фильтр таким образом, чтобы вторая часть вставки в фильтр при вставлении была передней частью.
Если вставочное средство содержит по меньшей мере один подвижный поршень, предпочтительно позиционирующее средство предназначено также для направления поршня, когда оно направляет вставку в фильтр в полую трубку. Если позиционирующее средство представляет собой гильзу, предпочтительно в гильзу, когда она направляет вставку в фильтр в полую трубку, входит по меньшей мере один подвижный поршень.
Если устройство содержит первый вращающийся барабан, на этом барабане может быть предусмотрено позиционирующее средство. Содержать позиционирующее средство может каждая опора полой трубки. Альтернативно, на барабане может быть предусмотрено меньше позиционирующих средств, чем опор полых трубок.
Устройство может дополнительно включать объединяющие средства, предназначенные для объединения полых трубок из фильтрующего материала с одним или несколькими дополнительными элементами фильтра для образования фильтров. Объединяющие средства могут быть предназначены для объединения полых трубок из фильтрующего материала с одним или несколькими дополнительными элементами фильтра либо до того, как вставка в фильтр вставлена в каждую полую трубку, либо после того, как вставка в фильтр вставлена в каждую полую трубку. Устройство может дополнительно включать средства для обертывания полой трубки из фильтрующего материала и дополнительного элемента или элементов фильтра оберткой фильтра, такой как фицелла. Средства для обертывания могут предназначаться для обертывания полой трубки из фильтрующего материала и дополнительного элемента или элементов фильтра оберткой фильтра дополнительного элемента или элементов фильтра оберткой фильтра. Обертка фильтра может уменьшить вероятность повреждения полой трубки при вставлении вставки в фильтр в полую трубку. Обертка фильтра может уменьшить вероятность того, что полая трубка деформируется на своей наружной поверхности вокруг зоны, где внутри полой трубки находится вставка в фильтр.
Устройство может дополнительно содержать средства для прикрепления фильтра к субстрату, образующему аэрозоль, для образования курительного изделия. Средства для прикрепления могут предназначаться для прикрепления каждой полой трубки из фильтрующего материала к субстрату, образующему аэрозоль, либо до того, как вставка в фильтр вставлена в каждую полую трубку, либо после того, как вставка в фильтр вставлена в каждую полую трубку. Как уже отмечалось в отношении первого аспекта изобретения, субстрат, образующий аэрозоль, и фильтр могут скрепляться ободковым материалом.
Фильтры, изготовленные с помощью предлагаемых способа и устройства, могут преимущественно использоваться в сигаретах с фильтром и других курительных изделиях, в которых для образования дыма табачный материал сгорает. Фильтры, изготовленные с помощью предлагаемых способа и устройства, могут альтернативно использоваться в курительных изделиях, в которых табачный материал нагревается, а не сгорает, для образования аэрозоля. Фильтры, изготовленные с помощью предлагаемых способа и устройства, могут также использоваться в курительных изделиях, в которых содержащий никотин аэрозоль создается из табачного материала, табачного экстракта или иного источника никотина без сжигания или нагрева.
Признаки, описанные применительно к предлагаемому способу, могут быть применимы и к предлагаемому устройству, и признаки, описанные применительно к предлагаемому устройству, могут быть применимы и к предлагаемому способу.
Изобретение будет далее описано лишь как пример со ссылками на прилагаемые чертежи, на которых:
фиг. 1 представляет собой вид в перспективном изображении курительного изделия, содержащего фильтр, изготовленный в соответствии с одним вариантом осуществления изобретения;
фиг. 2 представляет собой разрез фильтра, изготовленного в соответствии с одним вариантом осуществления изобретения;
фиг. 3 представляет собой разрез устройства для изготовления фильтров в соответствии с одним вариантом осуществления изобретения;
фиг. 4 представляет собой вид в перспективном изображении рабочего барабана, показанного на фиг. 3;
фиг. 5 представляет собой вид вставочного средства, показанного на фиг. 3 и 4, в первом положении; и
фиг. 6 представляет собой вид вставочного средства, показанного на фиг. 3 и 4, во втором положении.
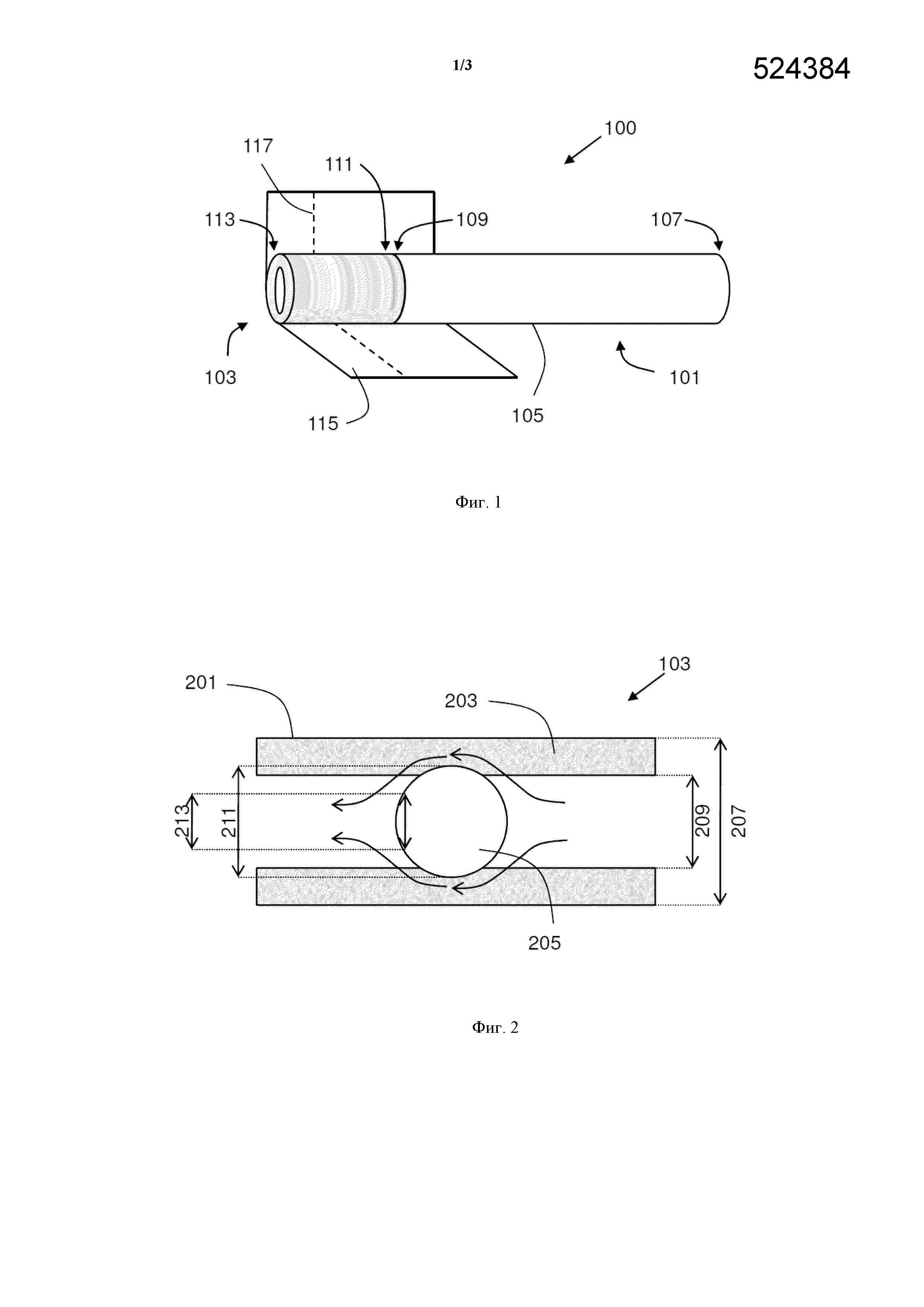
Фиг. 1 представляет собой вид в перспективном изображении курительного изделия 100, содержащего фильтр, изготовленный в соответствии с одним вариантом осуществления изобретения. Курительное изделие 100 содержит обычно цилиндрический табачный стержень 101 и обычно цилиндрический фильтр 103. Табачный стержень 101 и фильтр 103 выровнены по оси и расположены торец к торцу, предпочтительно с упором друг в друга. Табачный стержень содержит наружную обертку 105, оконтуривающую курительный материал. Наружная обертка 105 может представлять собой пористый оберточный материал или бумажную обертку. Табак предпочтительно представляет собой резаный табак или резанный табачный наполнитель. Табачный стержень 101 имеет расположенный выше по потоку зажигаемый конец 107 и расположенный ниже по потоку конец 109. Фильтр 103 имеет расположенный выше по потоку конец 111 и расположенный ниже по потоку конец 113, подносимый ко рту. Расположенный выше по потоку конец 111 фильтра 103 прилегает к расположенному ниже по потоку концу 109 табачного стержня 101. Хотя не видная на фиг. 1, в фильтре 103 расположена вставка в фильтр.
Фильтр 103 прикреплен к табачному стержню 101 ободковым материалом 115, который окружает всю длину фильтра 103 и прилегающую зону табачного стержня 101. На фиг. 1 ободковый материал 115 для наглядности представления показан частично снятым с курительного изделия. Ободковый материал 115 обычно представляет собой продукт, подобный бумаге. Однако может использоваться и любой другой подходящий материал. В этом варианте осуществления ободковый материал 115 содержит кольцевой ряд перфорационных отверстий 117, совпадающих с фильтром 103. Эти перфорационные отверстия предусмотрены для вентиляции вдыхаемого дыма.
В настоящем описании «расположенное выше по потоку» и «расположенное ниже по потоку» относительные положения компонентов курительного изделия описываются относительно направления вдыхаемого дыма, когда он втягивается из табачного стержня 101 и через фильтр 103.
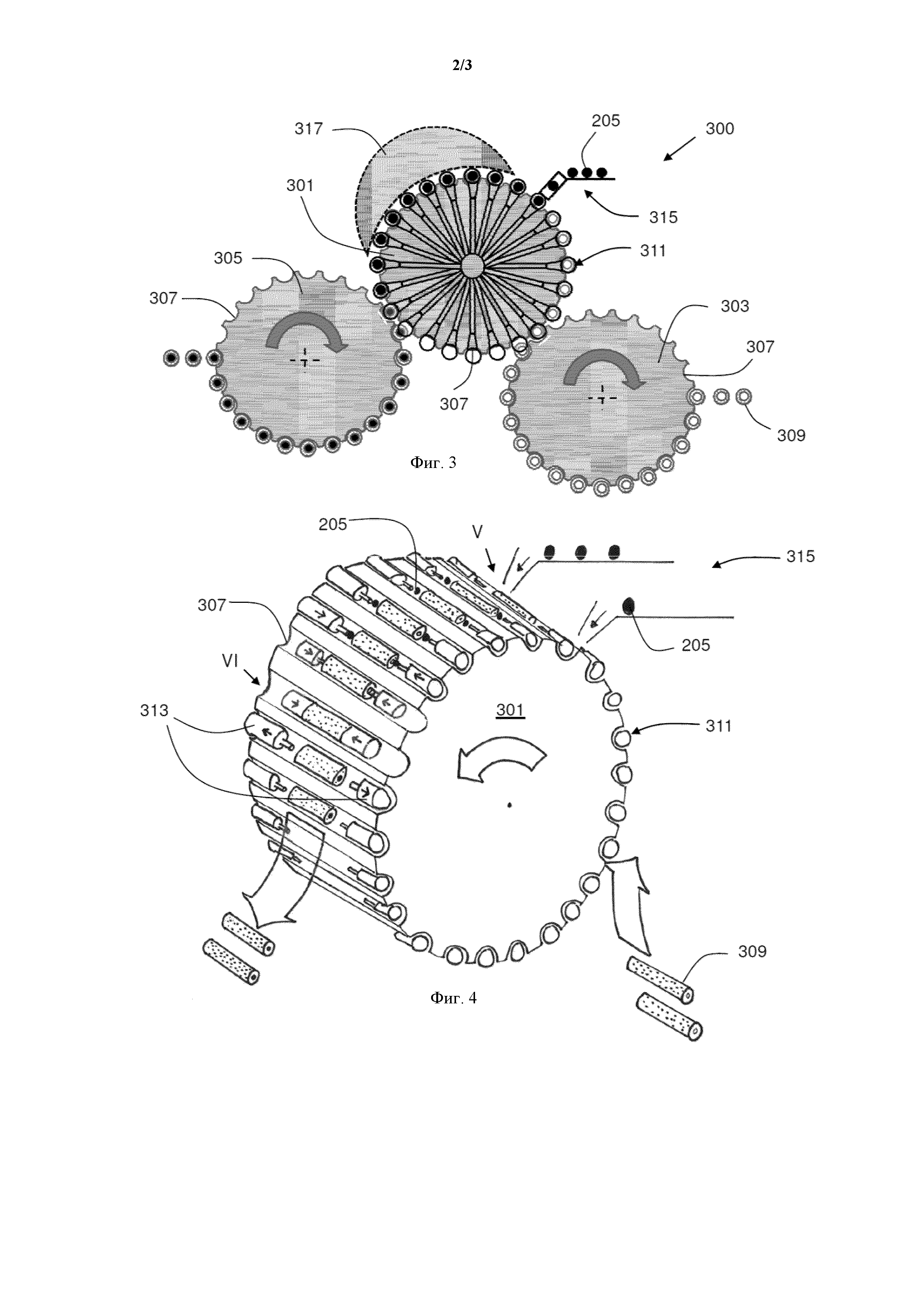
Фиг. 2 представляет собой разрез фильтра 103, изготовленного в соответствии с одним вариантом осуществления изобретения. Фильтр 103 может использоваться в курительном изделии, показанном на фиг. 1. На фиг. 2 фильтр 103 содержит полую трубку 201 из фильтрующего материала 203. Полая трубка 201 имеет наружный диаметр 207 и внутренний диаметр 209. Фильтр 103 дополнительно содержит вставку в фильтр в виде ограничивающего поток шарика 205. Ограничивающий поток шарик 205 может содержать воздухонепроницаемый материал. Ограничивающий поток шарик 205 является по существу сферическим с диаметром 211 и размером 213 поперечного сечения спереди. Ограничивающий поток шарик 205 расположен в полой трубке 201. Диаметр 211 ограничивающего поток шарика 205 немного больше внутреннего диаметра 209 полой трубки 201, и поэтому ограничивающий поток шарик 205 вызывает небольшое сжатие фильтрующего материала, прилегающего к шарику 205, и ограничивающий поток шарик 205 удерживается в полой трубке 201 за счет трения. Размер 213 ограничивающего поток шарика 205 немного меньше внутреннего диаметра 209 полой трубки 201 для помощи вставке ограничивающего поток шарика 205 в полую трубку 201. Иными словами, криволинейная передняя поверхность ограничивающего поток шарика 205 помогает при вставке ограничивающего поток шарика 205 в трубку 201. Как схематически показано стрелками, воздух и дым, втягиваемые через фильтр 103 при использовании курительного изделия, принудительно протекают вокруг ограничивающего поток шарика 205 и через уменьшенное поперечное сечение фильтрующего материала 203 полой трубки 201. На фиг. 2 наружный диаметр 207 полой трубки 201 равен 7,7 мм, внутренний диаметр 209 полой трубки 201 равен 5,3 мм, диаметр ограничивающего поток шарика 205 равен 6,0 мм, длина фильтра 103 равна 21 мм, и центр ограничивающего поток шарика 205 находится в 11 мм от расположенного ниже по потоку конца фильтра 103. Когда фильтр окружен ободковым материалом, диаметр фильтра может составлять 7,73 мм.
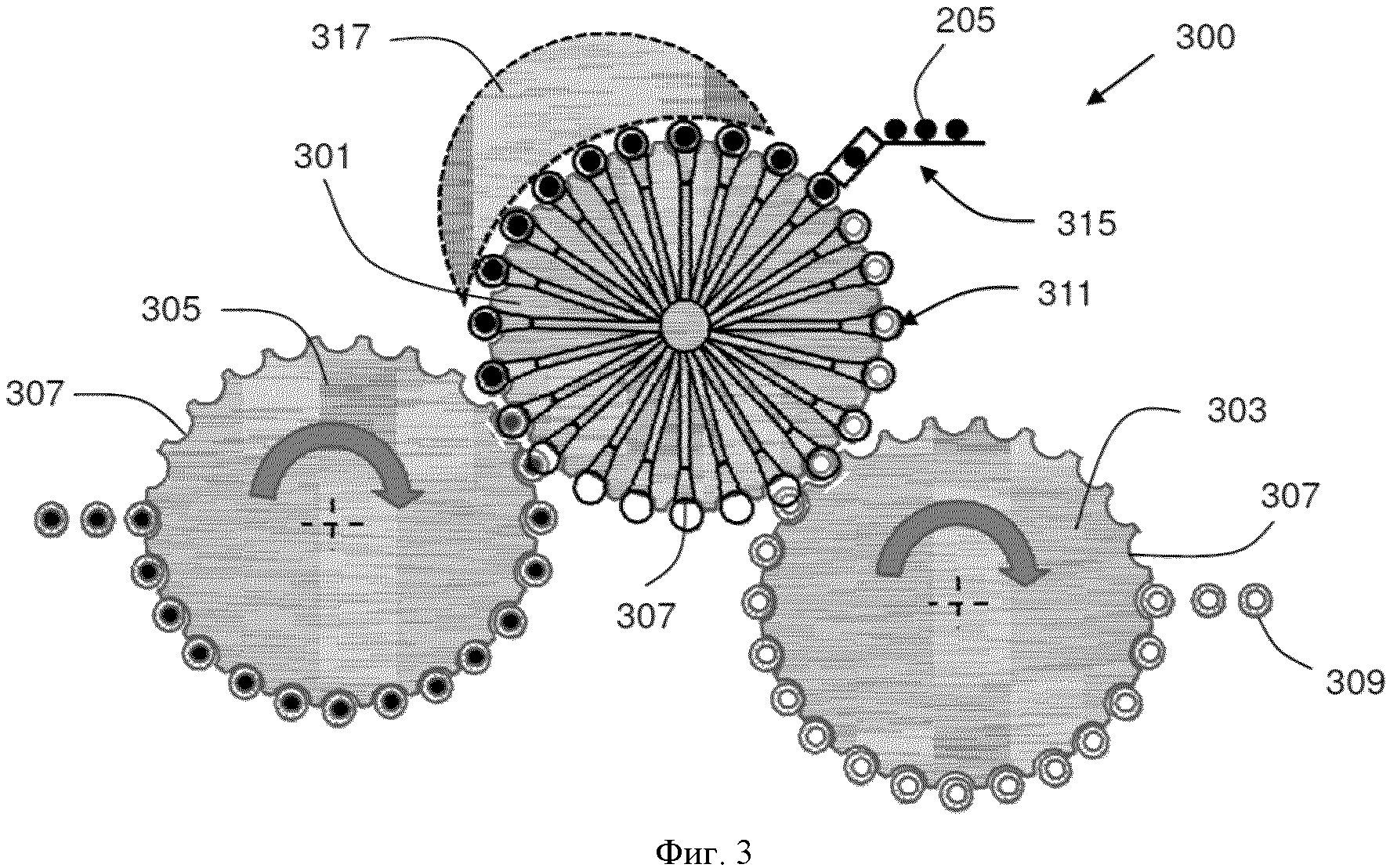
Фиг. 3 представляет собой разрез устройства для изготовления фильтров, подобного показанному на фиг. 2, в соответствии с одним вариантом осуществления изобретения. Устройство 300 содержит рабочий барабан 301, барабан 303 конвейера и собирающий барабан 305. Фиг. 4 представляет собой схематический вид в перспективном изображении рабочего барабана 301.
Как показано на фиг. 3 и 4, каждый барабан 301, 303, 305 содержит на своей окружности несколько опор в виде желобов 307. Каждый желоб 307 предназначен служить опорой полой трубке 309 из фильтрующего материала. Кроме того, рабочий барабан 301 содержит вставочное средство 311, предусмотренное в каждом желобе 307. Каждое вставочное средство 311 содержит два поршня 313 и будет описано подробнее со ссылками на фиг. 5 и 6. Кроме того, устройство содержит доставочное средство 315, предназначенное для подачи ограничивающих поток шариков 205 (подобных показанному на фиг. 2), и коллектор 317.
Работа устройства 300 происходит следующим образом. Полые трубки 309 из фильтрующего материала подаются барабаном 303 конвейера. Каждая полая трубка 309 поддерживается в соответствующем желобе 307 на барабане 303 конвейера. Предпочтительно для удерживания полых трубок 309 в желобах 307 к барабану 303 конвейера прикладывается разрежение. В варианте осуществления, показанном на фиг. 3 и 4, барабан 303 конвейера вращается в направлении по часовой стрелке.
Затем полые трубки 309 переносят с барабана 303 конвейера на рабочий барабан 301, который вращается в направлении, противоположном направлению вращения барабана 303 конвейера. В этом варианте осуществления рабочий барабан 301 вращается в направлении против часовой стрелки. Каждая полая трубка 309 поддерживается в соответствующем желобе 307 на рабочем барабане 301. К тому же, предпочтительно для удерживания полых трубок 309 в желобах 307 к рабочему барабану 301 прикладывается разрежение. Вставочные средства 311 также предусмотрены в каждом желобе 307 на рабочем барабане 301. Вставочное средство 311 содержит два поршня 313, и когда полые трубки 309 передаются с барабана 303 конвейера, каждая полая трубка 309 располагается в центре желоба с поршнем 313 с обеих сторон полой трубки 309. В доставочном средстве 315 предусмотрены ограничивающие поток шарики 205. Каждый желоб 307 принимает два ограничивающих поток шарика 205. Один ограничивающий поток шарик 205 помещается между первым поршнем 313 и полой трубкой 309, и другой ограничивающий поток шарик 205 помещается между вторым поршнем 313 и полой трубкой 309. Когда рабочий барабан 301 вращается, каждый поршень 313 перемещается к полой трубке 309 для вставки ограничивающих поток шариков 205 в полые трубки 309. В каждом конце каждой полой трубки 309 принимается один ограничивающий поток шарик. Коллектор 317 (для наглядности представления на фиг. 4 не показанный) предусмотрен для предотвращения перемещения полых трубок относительно рабочего барабана, их повреждения или деформации относительно рабочего барабана при вставке ограничивающих поток шариков.
Процесс вставки ограничивающих поток шариков 205 в полые трубки будет дополнительно описан со ссылками на фиг. 5 и 6. На фиг. 4 указаны два положения V и VI. Положение V обозначает положение, в котором ограничивающие поток шарики 205 подаются с доставочного средства 315, и которое будет дополнительно описано со ссылками на фиг. 5. Положение VI обозначает положение, в котором ограничивающие поток шарики 205 уже вставлены в полые трубки, и поршни 313 полностью выдвинуты в полые трубки 309, и которое будет дополнительно описано со ссылками на фиг. 6.
Полые трубки 309, каждая с двумя размещенными в ней ограничивающими поток шариками 205, затем передаются с рабочего барабана 301 на собирающий барабан 305, который вращается в направлении, противоположном направлению вращения рабочего барабана 301. В этом варианте осуществления собирающий барабан 305 вращается в направлении по часовой стрелке. Каждая полая трубка 309 с размещенными в ней ограничивающими поток шариками 205 поддерживается в соответствующем желобе 307 на собирающем барабане 305. К тому же, предпочтительно для удерживания полых трубок 309 в желобах 307 к собирающему барабану 305 прикладывается разрежение.
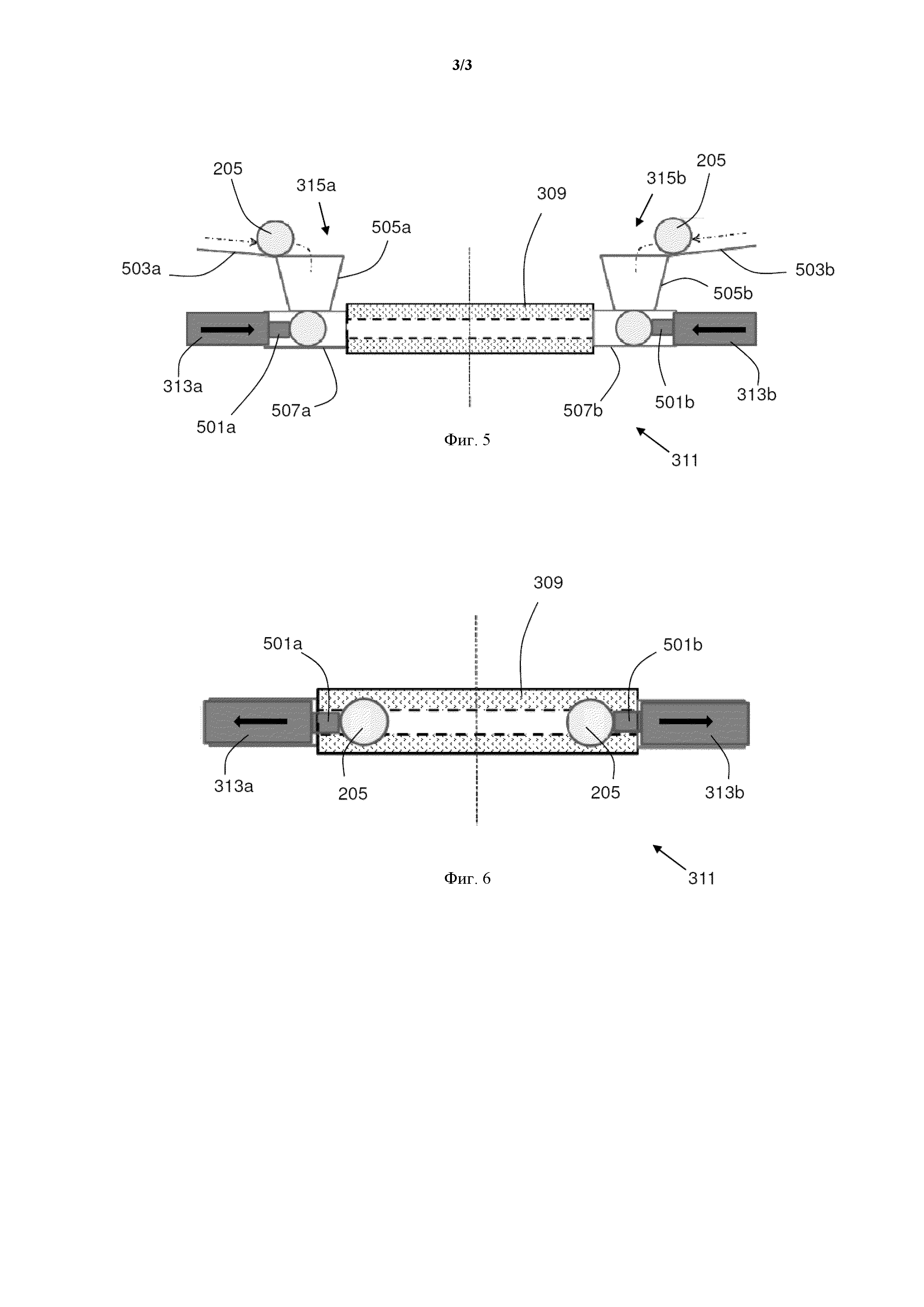
На фиг. 5 и 6 показана работа вставочного средства 311, предусмотренного в каждом желобе 307 на рабочем барабане 301. Как уже отмечалось, в этом варианте осуществления каждое вставочное средство содержит два поршня 313 (на фиг. 5 и 6 обозначенные позициями 313a и 313b). Каждый поршень содержит головку поршня (на фиг. 5 и 6 обозначенную позициями 501a и 501b). Полая трубка 309 из фильтрующего материала расположена в желобе 307 таким образом, что поршень 313a находится с первой стороны полой трубки 309, а поршень 313b - со второй стороны полой трубки 309. На фиг. 5 показано положение поршней 313a, 311b до вставки ограничивающих поток шариков 205 в полые трубки 309, например положение V на фиг. 4. На фиг. 6 показано положение поршней 313a, 313b после вставки ограничивающих поток средств в полые трубки 309, например положение VI на фиг. 4.
На фиг. 5 показано также доставочное средство 315, предназначенное для подачи ограничивающих поток шариков 205. В варианте осуществления, показанном на фиг. 5, предусмотрены два доставочных средства, обозначенные позициями 315a и 315b. Доставочное средство 315a выставлено так, чтобы подавать ограничивающий поток шарик 205 между поршнем 313a и первым концом полой трубки 309. Доставочное средство 315b выставлено так, чтобы подавать ограничивающий поток шарик 205 между поршнем 313b и первым концом полой трубки 309. Доставочное средство 315a содержит доставочную наклонную платформу 503a и загрузочную воронку 505a. Доставочное средство 315b содержит доставочную наклонную платформу 503b и загрузочную воронку 505b. Альтернативно, может предусматриваться одна воронка для обоих доставочных средств. Вставочное средство 311 содержит также позиционирующее средство в виде гильз 507a, 507b. Гильза 507a расположена между поршнем 313a и первым концом полой трубки 309. Гильза 507a имеет отверстие для приема ограничивающего поток шарика 205 из загрузочной воронки 505a. Внутренний диаметр гильзы 507a предпочтительно немного больше поршня 313a и диаметра 211 ограничивающего поток шарика 205. Подобным образом, гильза 507b расположена между поршнем 313b и вторым концом полой трубки 309. Гильза 507b имеет отверстие для приема ограничивающего поток шарика 205 из загрузочной воронки 505b. Внутренний диаметр гильзы 507b предпочтительно немного больше поршня 313b и диаметра 211 ограничивающего поток шарика 205. Предпочтительно гильзы 507a, 507b предусмотрены в каждом желобе 307 на рабочем барабане 301, хотя для наглядности представления на фиг. 4 это не показано.
При вращении рабочего барабана 301 между положением V и положением VI поршни 313a, 313b перемещаются в направлении стрелок, показанных на фиг. 5. Поршень 313a входит в гильзу 507a и вдавливает ограничивающий поток шарик 205 в отверстие полой трубки 309 на первом конце. Каждая из головок 501a, 501b поршней имеет диаметр, чуть меньший внутреннего диаметра 209 полой трубки 309, благодаря чему они могут входить в отверстие полой трубки с небольшим запасом зазора. Головка поршня 501a входит в отверстие полой трубки 309, и длина головки поршня 501a выбирается в зависимости от требуемого положения ограничивающего поток шарика 205 в первом конце полой трубки 309. Подобным образом, поршень 313b входит в гильзу 507b и вдавливает ограничивающий поток шарик 205 в отверстие полой трубки 309 на втором конце. Головка поршня 501b входит в отверстие полой трубки 309, и длина головки поршня 501b выбирается в зависимости от требуемого положения ограничивающего поток шарика 205 во втором конце полой трубки 309. После того как поршни 313a, 313b полностью выдвинуты (фиг. 6), ограничивающие поток шарики 205 располагаются в нужных положениях в полой трубке 309. После чего поршни могут отводиться, как показано стрелками на фиг. 6.
В варианте осуществления, проиллюстрированном на фиг. 3, 4, 5 и 6, каждая полая трубка 309 из фильтрующего материала имеет длину, вдвое большую, чем необходимо для курительного изделия. Поэтому после того как ограничивающие поток шарики 205 вставлены в полые трубки 309, полые трубки 309 могут разрезаться на две части, тем самым создавая отдельные фильтры для курительных изделий. Полые трубки 309 могут разрезаться на две части до объединения с другими элементами в курительное изделие. Альтернативно, полые трубки 309 двойной длины могут крепиться ободковой бумагой к двум табачным стержням, к одному на первом конце и к одному на втором конце, и затем разрезаться для получения двух готовых курительных изделий.
Поскольку диаметр 211 ограничивающих поток шариков 205 больше внутреннего диаметра 209 полых трубок 309, вставка ограничивающего поток шарика 205 в полую трубку 309 из фильтрующего материала должна происходить с преодолением сопротивления трения. В варианте осуществления, проиллюстрированном на фиг. 3, 4, 5 и 6, это сопротивление преодолевается двумя путями. Во-первых, два ограничивающих поток шарика 205 вставляются в противоположные концы полой трубки 309 одновременно. Два усилия, прикладываемые поршнями 313a и 313b, направлены в противоположных направлениях и противодействуют друг другу, чтобы помочь в преодолении сопротивления. Таким образом, хотя гильзы 507a, 507b предусмотрены рядом с полой трубкой 309 для приема поршней 313a, 313b и для правильного расположения ограничивающих поток шариков 205 относительно полой трубки 309, в дополнительной направляющей гильзе в просвете полой трубки нет необходимости. Во-вторых, ограничивающие поток шарики 205 являются сферическими по форме, а это означает, что передняя поверхность ограничивающего поток шарика 205, когда он вставляется в полую трубку 309, является криволинейной. Ограничивающий поток шарик 205 имеет диаметр 213 поперечного сечения спереди меньше внутреннего диаметра 209 полой трубки 309. Это облегчает вставку ограничивающего поток шарика 205, даже хотя диаметр 211 шарика больше внутреннего диаметра 209 полой трубки 309. В этом варианте осуществления материал полой трубки 309 является достаточно сжимаемым и упругим, чтобы позволить вставить шарик в отверстие полой трубки. Этого можно добиться несколькими альтернативными формами для вставки в фильтр, например, помимо прочего, формой яйца, эллипсоида, конуса и капли. Коллектор 317 (для наглядности представления на фиг. 4 не показанный) предусмотрен для уменьшения вероятности перемещения или деформации полых трубок при вставке ограничивающих поток шариков.
Однако возможно, что сопротивление трения может преодолеваться лишь одним из этих двух механизмов. Например, расположение, показанное на фиг. 3 и 4, может использоваться для вставления вставок в фильтр, являющихся цилиндрическими по форме. Два усилия, прикладываемые поршнями 313a и 313b, будут противодействовать друг другу и тем самым помогать в преодолении сопротивления, с которым приходится сталкиваться при вставке цилиндрических вставок в фильтр в полые трубки из фильтрующего материала. Например, может использоваться сферический ограничивающий поток шарик 205, но ограничивающие поток шарики могут вставляться индивидуально, а не в двойном расположении, показанном на фиг. 3, 4 5 и 6. Криволинейная передняя поверхность ограничивающего поток шарика будет помогать преодолеть сопротивление трения при вставке ограничивающего поток шарика в полую трубку из фильтрующего материала. В этом случае ограничивающие поток шарики могут вставляться либо до, либо после того, как полые трубки из фильтрующего материала объединяются с табачными стержнями или другими субстратами, образующими аэрозоль, для образования курительных изделий. Таким образом, предлагаемые способ и устройство могут быть проще и эффективнее, чем способы и устройство, описанные в известных технических решениях.
Оберточная бумага с рисунком с повышенным уровнем мела
Активированный уголь из микрокристаллической целлюлозы
Контейнер с шарнирной крышкой
Система датчиков расхода
Контейнер с шарнирной крышкой
Карманный контейнер для потребительских товаров
Электроподогреваемая курительная система имеющая участок для хранения жидкости
Способ управления образованием компонентов дыма в электрической системе генерирования аэрозоля
Изделие, содержащее идентификационную информацию, для использования в электрически нагреваемой курительной системе
Контейнер с поверхностью для тактильного ощущения
Новый фильтрующий сегмент, содержащий субстрат, загруженный модификатором дыма
Курительное изделие с изменяющим окраску сегментом
Фильтр для курительного изделия
Курительное изделие, содержащее материал доставки аромата
Курительное изделие с видимым содержимым
Курительное изделие с материалом для доставки жидкости
Курительное изделие с профилированным участком фильтра
Гидрофобная фицелла
Курительное изделие, содержащее ограничитель потока
Курительное изделие с уменьшенным окрашиванием мундштука

