Результат интеллектуальной деятельности: ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к электротехническому стальному листу с ориентированной зеренной структурой, подходящему для сегментного сердечника вращающихся машин, таких как электродвигатель или генератор, для многослойного сердечника неподвижных устройств, таких как трансформатор или дроссель, и подобного. В частности настоящее изобретение относится к электротехническому стальному листу с ориентированной зеренной структурой, в котором высокочастотные магнитные свойства вдоль L-направления являются почти теми же самыми, что и обычно, а высокочастотные магнитные свойства вдоль C-направления предпочтительно являются улучшенными.
Приоритет испрашивается по заявке на патент Японии № 2014-177136, поданной 1 сентября 2014 г., содержание которой включено в настоящий документ посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002]
Электротехнический стальной лист с ориентированной зеренной структурой имеет превосходные магнитные свойства вдоль направления прокатки, потому что его кристаллическая ориентация является сильно ориентированной в ориентации {110} <001>, называемой ориентацией Госса. Таким образом, электротехнический стальной лист с ориентированной зеренной структурой широко применяется в материалах железного сердечника для трансформаторов, генераторов или двигателей. В последние годы в связи с развитием силовой электроники высокочастотный диапазон вдобавок к обычному коммерческому диапазону частот все больше и больше используется в качестве частоты привода для вращающихся машин, таких как двигатели или генераторы, стационарных устройств, таких как трансформатор или дроссель и подобное. Таким образом, ожидается дальнейшее улучшение характеристик потерь в сердечнике в высокочастотном диапазоне для электротехнического стального листа с ориентированной зеренной структурой.
[0003]
В дополнение к этому, в случае использования приводного двигателя с сегментным сердечником для гибридных транспортных средств (HEV), электромобилей (EV) и подобного, желательно иметь превосходные характеристики потерь в сердечнике в высокочастотном диапазоне в обоих направлениях - зубцов и заднего ярма - железного сердечника. Таким образом, в дополнение к характеристикам потерь в сердечнике вдоль направления прокатки (L-направления) в высокочастотном диапазоне, для электротехнического стального листа с ориентированной зеренной структурой ожидается дополнительное улучшение характеристик потерь в сердечнике в высокочастотном диапазоне вдоль поперечного направления (C-направления), перпендикулярного к направлению прокатки. В частности, в электротехническом стальном листе с ориентированной зеренной структурой в дополнение к высокочастотным потерям в сердечнике вдоль L-направления (потерям в сердечнике в L-направлении) требуется, чтобы он обладал превосходным показателем среднего значения высокочастотных потерь в сердечнике вдоль L-направления и C-направления (L&C среднее значение потерь в сердечнике).
[0004]
В настоящем документе сегментный сердечник означает компонент, включаемый в статор, расположенный на периферии ротора электродвигателя. Сегментный сердечник штампуется из электротехнического стального листа с ориентированной зеренной структурой так, чтобы радиальное направление оси вращения электродвигателя было по существу параллельно направлению прокатки (L-направлению) листа электротехнической стали, а круговое направление оси вращения двигателя было по существу параллельно направлению (C-направлению), перпендикулярному направлению прокатки листа электротехнической стали. В частности, в сегментном сердечнике зубец, который является важным для магнитных свойств, в большинстве случаев является по существу параллельным направлению прокатки листа электротехнической стали, а заднее ярмо является по существу параллельным направлению, перпендикулярному к направлению прокатки. В случае статора, в котором заднее ярмо важно для магнитных свойств, сегментный сердечник может быть отштампован так, чтобы заднее ярмо было по существу параллельной направлению прокатки листа электротехнической стали.
[0005]
Кроме того, потери в сердечнике означают потерю энергии, вызываемую взаимным превращением электрической и магнитной энергии. Предпочтительно, чтобы значение потерь в сердечнике было низким. Потери в сердечнике из электротехнического стального листа с ориентированной зеренной структурой можно разделить на два элемента: гистерезисные потери и потери на токи Фуко. В частности, для того, чтобы уменьшить высокочастотные потери в сердечнике, эффективным является уменьшение потерь на токи Фуко за счет регулирования стали таким образом, чтобы она была высоколегированной, а также за счет увеличения электрического сопротивления стали. Хотя можно уменьшить потери на токи Фуко путем управления листом электротехнической стали так, чтобы он был тонким, это неизбежно увеличивает производственные затраты вследствие уменьшения производительности холодной прокатки, отжига, и т.п.
[0006]
В обычных листах электротехнической стали с ориентированной зеренной структурой магнитная анизотропия обеспечивается путем управления текстурой, и тем самым магнитные свойства вдоль L-направления становятся превосходными. Однако магнитные свойства вдоль C-направления при этом являются заметно недостаточными. Таким образом обычный электротехнический стальной лист с ориентированной зеренной структурой является неподходящим для использования в сегментном сердечнике, в котором необходимо соблюдать баланс L&C средних потерь в сердечнике с потерями в сердечнике в L-направления.
[0007]
В дополнение к этому, как было пояснено выше, для того, чтобы уменьшить высокочастотные потери в сердечнике, эффективным является использовать высоколегированную сталь. Однако когда Si, который является главным легирующим элементом листа из электротехнической стали, добавляется в избытке по сравнению с обычным составом, сталь делается хрупкой, и тем самым холодная прокатка становится трудноосуществимой. Кроме того, Al является легирующим элементом, который не делает сталь хрупкой по сравнению с Si. Однако когда Al добавляется к стали в избытке, становится трудно управлять дисперсионным состоянием ингибитора AlN, который выполняет важную функцию управления кристаллической ориентацией при вторичной рекристаллизации.
[0008]
Патентный документ 1 раскрывает способ для производства листа электротехнической стали, обладающего превосходным балансом между магнитными свойствами в L-направлении и C-направлении. В этом способе стальной сляб, содержащий от 2,0 мас.% до 4,0 мас.% Si, 0,5 мас.% или меньше Mn, от 0,003 мас.% до 0,020 мас.% растворимого Al и подобное, подвергается горячей прокатке, отжигу горячей полосы, двойной холодной прокатке с промежуточным отжигом, отжигу для первичной рекристаллизации и отжигу для вторичной рекристаллизации.
[0009]
Патентный документ 2 раскрывает способ для производства листа электротехнической стали, обладающего превосходным балансом между магнитными свойствами в L-направлении и C-направлении. В этом способе стальной сляб, содержащий от 2,5 мас.% до 4,0 мас.% Si, от 2,0 мас.% до 4,0 мас.% Mn, от 0,003 мас.% до 0,030 мас.% кислоторастворимого Al и подобное, подвергается горячей прокатке, опционально отжигу горячей полосы, холодной прокатке, отжигу для первичной рекристаллизации и отжигу для вторичной рекристаллизации.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0010]
[Патентный документ 1] Японская нерассмотренная патентная заявка, Первая публикация № H11-350032
[Патентный документ 2] Японская нерассмотренная патентная заявка, Первая публикация № H07-18334
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
РЕШАЕМАЯ ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0011]
В листе электротехнической стали, произведенном с помощью способа, раскрытого в Патентном документе 1, количество легирующих элементов является недостаточным, и поэтому высокочастотные потери в сердечнике уменьшаются в недостаточной степени.
[0012]
В листе электротехнической стали в соответствии с Патентным документом 2, рассматриваются только потери в сердечнике в коммерческом диапазоне частот от 50 до 60 Гц, и поэтому высокочастотные потери в сердечнике уменьшаются в недостаточной степени. Кроме того, в способе производства в соответствии с Патентным документом 2 вторичная рекристаллизация имеет тенденцию к неустойчивости, и поэтому лист электротехнической стали производится нестабильно.
[0013]
Настоящее изобретение было создано с учетом вышеупомянутых проблем. Задачей настоящего изобретения является предложить электротехнический стальной лист с ориентированной зеренной структурой, обладающий как превосходными высокочастотными магнитными свойствами в L-направлении, так и превосходными средними высокочастотными магнитными свойствами в L-направлении и C-направлении.
РЕШЕНИЕ ПРОБЛЕМЫ
[0014]
Авторы настоящего изобретения обнаружили, что путем включения большого количества Mn, который обычно предотвращает хрупкость стали вместе с Al в зависимости от содержания Si в стали, управления суммарным количеством Sn и Sb в стали, и оптимального управления производственными условиями можно получить лист электротехнической стали, в котором высокочастотные магнитные свойства вдоль L-направления являются почти теми же самыми, что и в обычном листе, а высокочастотные магнитные свойства вдоль C-направления выгодно улучшаются.
[0015]
В электротехническом стальном листе с ориентированной зеренной структурой в соответствии с одним аспектом настоящего изобретения толщина листа составляет от 0,1 до 0,40 мм, а плотность магнитного потока B8 вдоль направления прокатки составляет от 1,60 до 1,77 Тл. Когда плотность магнитного потока B8 вдоль направления прокатки составляет от 1,60 до 1,77 Тл, балансом между потерями в сердечнике в L-направлении и L&C средними потерями в сердечнике можно выгодно управлять. Авторы настоящего изобретения установили, что когда плотность магнитного потока B8 вдоль направления прокатки составляет меньше чем 1,60 Тл, потери в сердечнике в L-направлении являются невыгодными. Кроме того, авторы настоящего изобретения установили, что когда плотность магнитного потока B8 вдоль направления прокатки составляет более 1,77 Тл, потери в сердечнике в L-направлении являются выгодными, однако потери в сердечнике в C-направлении ухудшаются, и в результате L&C средние потери в сердечнике резко ухудшаются.
[0016]
Аспекты настоящего изобретения являются следующими.
(1) Электротехнический стальной лист с ориентированной зеренной структурой в соответствии с одним аспектом настоящего изобретения включает в себя слой стали и изолирующее покрытие, расположенное на слое стали, в котором: слой стали включает в качестве химического состава от 0,0003 мас.% до 0,005 мас.% C, от 2,9 мас.% до 4,0 мас.% Si, от 2,0 мас.% до 4,0 мас.% Mn, от 0,003 мас.% до 0,018 мас.% раств. Al, 0,005 мас.% или меньше S, от 0 мас.% до 0,20 мас.% Sn, от 0 мас.% до 0,20 мас.% Sb, а также остаток, состоящий из Fe и примесей; причем содержание кремния и содержание марганца, выраженные в мас.% в химическом составе слоя стали, удовлетворяют условию 1,2 мас.% ≤ Si - 0,5 × Mn ≤ 2,0 мас.%, а содержание олова и содержание сурьмы, выраженные в мас.% в химическом составе слоя стали, удовлетворяют условию 0,005 мас.% ≤ Sn+Sb ≤ 0,20 мас.%; и изолирующее покрытие находится в непосредственном контакте со слоем стали.
(2) В электротехническом стальном листе с ориентированной зеренной структурой в соответствии с пунктом (1) слой стали может включать в себя в химическом составе от 0,004 мас.% до 0,20 мас.% Sn, и от 0,001 мас.% до 0,20 мас.% Sb.
(3) Способ производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с пунктом (1) или (2) включает в себя процесс литья, процесс горячей прокатки, процесс холодной прокатки, процесс отжига для первичной рекристаллизации, процесс покрытия сепаратором отжига, процесс отжига для вторичной рекристаллизации, а также процесс формирования изолирующего покрытия, в котором: в процессе литья сталь отливается так, чтобы она включала в себя в своем химическом составе: от 0,0003 мас.% до 0,005 мас.% C, от 2,9 мас.% до 4,0 мас.% Si, от 2,0 мас.% до 4,0 мас.% Mn, от 0,003 мас.% до 0,018 мас.% раств. Al, от 0,001 мас.% до 0,01 мас.% N, 0,005 мас.% или меньше S, от 0 мас.% до 0,20 мас.% Sn, от 0 мас.% до 0,20 мас.% Sb, а также остаток, состоящий из железа и примесей, причем содержание кремния и содержание марганца, выраженные в мас.% в химическом составе, удовлетворяют условию 1,2 мас.% ≤ Si - 0,5 × Mn ≤ 2,0 мас.%, и содержание олова и содержание сурьмы, выраженные в мас.% в химическом составе, удовлетворяют условию 0,005 мас.% ≤ Sn+Sb ≤ 0,20 мас.%; в процессе отжига для первичной рекристаллизации отжиг для первичной рекристаллизации проводится для стали при таких условиях, что скорость нагревания на стадии повышения температуры составляет в среднем от 100°C/с до 5000°C/с, атмосфера на стадии повышения температуры содержит от 10 до 100 об.% H2 и H2+N2=100 об.%, температура на стадии выдержки составляет от 800°C до 1000°C, продолжительность стадии выдержки составляет от 5 с до 10 мин, атмосфера на стадии выдержки содержит от 10 до 100 об.% H2, H2+N2=100 об.%, и температура точки росы составляет -10°c или ниже; в процессе покрытия сепаратором отжига на сталь наносится только сепаратор отжига, включающий в себя глинозем в качестве главного компонента; и в процессе отжига для вторичной рекристаллизации отжиг для вторичной рекристаллизации проводится для стали при таких условиях, что атмосфера на стадии повышения температуры содержит от 0 до 80 об.% N2 и H2+N2=100 об.%, температура точки росы в диапазоне температур 500°C или выше на стадии повышения температуры составляет 0°C или ниже, температура на стадии выдержки составляет от 850°C до 1000°C, продолжительность стадии выдержки составляет от 4 до 100 час, атмосфера на стадии выдержки содержит от 0 до 80 об.% N2, H2+N2=100 об.%, и температура точки росы составляет 0°C или ниже.
(4) В способе производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с пунктом (3) в процессе литья сталь может включать в себя в своем химическом составе от 0,004 мас.% до 0,20 мас.% Sn и от 0,001 мас.% до 0,20 мас.% Sb.
(5) В способе производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с пунктом (3) или (4) в процессе отжига для вторичной рекристаллизации сталь нагревается до температуры стадии выдержки с постоянной скоростью нагревания на стадии повышения температуры.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0017]
В соответствии с вышеописанными аспектами настоящего изобретения возможно обеспечить электротехнический стальной лист с ориентированной зеренной структурой, обладающий превосходными высокочастотными магнитными свойствами в L-направлении и превосходными средними высокочастотными магнитными свойствами в L-направлении и C-направлении.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0018]
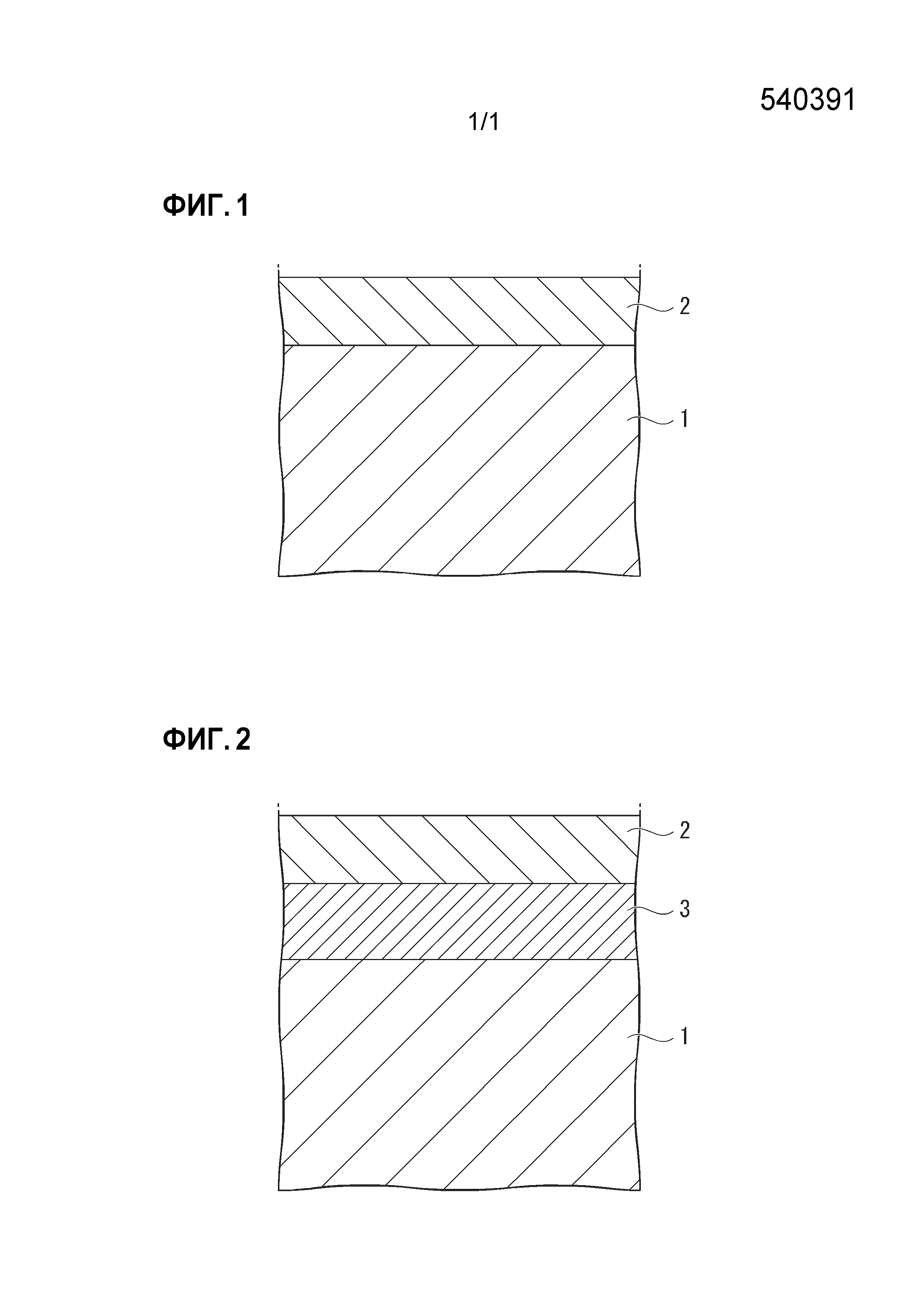
Фиг. 1 представляет собой поперечное сечение электротехнического стального листа с ориентированной зеренной структурой в соответствии с одним вариантом осуществления настоящего изобретения.
Фиг. 2 представляет собой поперечное сечение обычного электротехнического стального листа с ориентированной зеренной структурой.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0019]
Далее будет подробно описан один предпочтительный вариант осуществления настоящего изобретения. Однако настоящее изобретение не ограничивается только конфигурацией, которая раскрыта в этом варианте осуществления, и возможны различные модификации, не отступающие от сути настоящего изобретения. В дополнение к этому, описываемый ниже ограничивающий диапазон включает в себя свой нижний предел и свой верхний предел. Однако значение, выражаемое как «больше чем» или «меньше чем», не включается в этот диапазон.
[0020]
Далее будет подробно описан электротехнический стальной лист с ориентированной зеренной структурой в соответствии с вариантом осуществления.
[0021]
Авторы настоящего изобретения тщательно исследовали химический состав стали и производственные условия, и тем самым преуспели в получении электротехнического стального листа с ориентированной зеренной структурой, обладающего превосходным балансом между высокочастотными потерями в сердечнике в L-направлении и в C-направлении.
[0022]
Электротехнический стальной лист с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления включает в себя слой стали (основную сталь) и изолирующее покрытие, расположенное на слое стали, в котором: слой стали включает в свой химический состав от 0,0003 мас.% до 0,005 мас.% C, от 2,9 мас.% до 4,0 мас.% Si, от 2,0 мас.% до 4,0 мас.% Mn, от 0,003 мас.% до 0,018 мас.% растворимого Al, 0,005 мас.% или меньше S, от 0 мас.% до 0,20 мас.% Sn, от 0 мас.% до 0,20 мас.% Sb, а также остаток, состоящий из Fe и примесей; причем содержание кремния и содержание марганца, выраженные в мас.% в химическом составе слоя стали, удовлетворяют условию 1,2 мас.% ≤ Si - 0,5 × Mn ≤ 2,0 мас.%, а содержание олова и содержание сурьмы, выраженные в мас.% в химическом составе слоя стали, удовлетворяют условию 0,005 мас.% ≤ Sn+Sb ≤ 0,20 мас.%; и изолирующее покрытие находится в непосредственном контакте со слоем стали. В дополнение к этому, предпочтительно, чтобы толщина электротехнического стального листа с ориентированной зеренной структурой составляла от 0,1 до 0,40 мм, а плотность магнитного потока B8 вдоль направления прокатки составляла от 1,60 до 1,77 Тл.
[0023]
Фиг. 1 показывает электротехнический стальной лист с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления в поперечном разрезе, направление которого является параллельным направлению толщины. В электротехническом стальном листе с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления изолирующее покрытие 2 находится в непосредственном контакте со слоем стали 1 (основной сталью). Фиг. 2 показывает обычный электротехнический стальной лист с ориентированной зеренной структурой в поперечном разрезе, направление которого является параллельным направлению толщины. В обычном электротехническом стальном листе с ориентированной зеренной структурой стеклянная пленка 3 (пленка из форстерита) располагается на слое стали 1 (основная сталь), и изолирующее покрытие 2 располагается на стеклянной пленке 3 (пленке из форстерита).
[0024]
(1) Химический состав слоя стали (основной стали)
Далее будет подробно описан химический состав слоя стали электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления. В дальнейшем процентное количество соответствующих элементов указывается в массовых процентах (мас.%), если явно не указано иное.
[0025]
В химическом составе слоя стали электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления основными элементами являются C, Si, Mn и Al.
[0026]
C: от 0,0003 мас.% до 0,005 мас.%
C (углерод) является основным элементом в стали, однако он вызывает ухудшение потерь в сердечнике. Таким образом, предпочтительно, чтобы содержание C было как можно меньше. В электротехническом стальном листе с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления верхний предел содержания C должен составлять 0,005 мас.%. Когда содержание C составляет больше чем 0,005 мас.%, потери в сердечнике электротехнического стального листа с ориентированной зеренной структурой ухудшаются, и таким образом превосходные магнитные свойства не достигаются. Верхний предел содержания C предпочтительно составляет 0,004 мас.%, и более предпочтительно 0,003 мас.%. С другой стороны, хотя нижний предел содержания C особенно не ограничивается, этот нижний предел должен составлять 0,0003 мас.%. В промышленном отношении трудно поддерживать содержание C на уровне меньше чем 0,0003 мас.%, поскольку производственные затраты на изготовление такой стали являются чрезмерными.
[0027]
Si: от 2,9 мас.% до 4,0 мас.%
Si (кремний) обладает эффектом увеличения электрического сопротивления стали, уменьшая тем самым потери на токи Фуко и улучшая высокочастотные потери в сердечнике. Для того, чтобы эффективно получить этот эффект, нижний предел содержания Si должен составлять 2,9 мас.%. Нижний предел содержания Si предпочтительно составляет 3,0 мас.%. С другой стороны, верхний предел содержания Si должен составлять 4,0 мас.%. Когда содержание Si составляет больше чем 4,0 мас.%, обрабатываемость стали резко ухудшается, и таким образом становится затруднительным выполнить холодную прокатку. Верхний предел содержания Si предпочтительно составляет 3,8 мас.%.
[0028]
Mn: от 2,0 мас.% до 4,0 мас.%
Mn (марганец) обладает эффектом увеличения электрического сопротивления стали без ухудшения обрабатываемости стали, уменьшая потери на токи Фуко и тем самым улучшая высокочастотные потери в сердечнике. Для того, чтобы эффективно получить этот эффект, нижний предел содержания Mn должен составлять 2,0 мас.%. Когда содержание Mn составляет меньше чем 2,0 мас.%, эффект уменьшения высокочастотных потерь в сердечнике является недостаточным. Нижний предел содержания Mn предпочтительно составляет 2,2 мас.%, и более предпочтительно 2,6 мас.%. С другой стороны, верхний предел содержания Mn должен составлять 4,0 мас.%. Когда содержание Mn составляет больше чем 4,0 мас.%, плотность магнитного потока резко уменьшается. Верхний предел содержания Mn предпочтительно составляет 3,8 мас.%, и более предпочтительно 3,4 мас.%.
[0029]
Si - 0,5 × Mn: от 1,2 мас.% до 2,0 мас.%
В дополнение к этому, в настоящем варианте осуществления содержание Si и содержание Mn регулируются в связи друг с другом. Для того, чтобы обеспечить устойчивое протекание вторичной рекристаллизации, необходимо управлять микроструктурой горячекатаного стального листа таким образом, чтобы она была однородной и мелкозернистой. Следовательно, в настоящем варианте осуществления используется превращение между α-фазой (ферритом) и γ-фазой (аустенитом). В обычном электротехническом стальном листе с ориентированной зеренной структурой углерод, который является формирующим аустенит элементом, содержится на стадии горячекатаного стального листа. Однако в листе электротехнической стали в соответствии с настоящим вариантом осуществления содержание C является низким на стадии горячекатаного стального листа. Таким образом, в листе электротехнической стали в соответствии с настоящим вариантом осуществления превращение α - γ главным образом затрагивает баланс между количеством Si, который является формирующим феррит элементом, и количеством Mn, который является формирующим аустенит элементом. Содержание Si и содержание Mn необходимо регулировать в их связи друг с другом.
[0030]
В частности, верхний предел значения, вычисляемого по формуле «(содержание Si) - 0,5 × (содержание Mn)», должен составлять 2,0 мас.%. Когда это значение составляет больше чем 2,0 мас.%, превращение α - γ не происходит в достаточной степени, микроструктура горячекатаного стального листа не становится однородной и мелкозернистой, и вторичная рекристаллизация становится неустойчивой. Верхний предел значения «Si - 0,5 × Mn» предпочтительно составляет 1,8 мас.% и более предпочтительно 1,75 мас.%. С другой стороны, хотя нижний предел значения «Si - 0,5 × Mn» особенно не ограничивается, этот нижний предел должен составлять 1,2 мас.%. Для того, чтобы вторичная рекристаллизация протекала устойчиво, нижний предел значения «Si - 0,5 × Mn» предпочтительно составляет 1,6 мас.%. Когда содержание Si и содержание Mn удовлетворяют вышеупомянутому условию, становится возможным получить электротехнический стальной лист с ориентированной зеренной структурой, обладающий превосходным балансом между высокочастотными потерями в сердечнике в L-направлении и C-направлении.
[0031]
Раствор. Al: от 0,003 мас.% до 0,018 мас.%
Раствор. Al (кислоторастворимый алюминий) образует ингибитор, который является важным для управления кристаллической ориентацией при вторичной рекристаллизации. Этот ингибитор представляет собой нитриды в виде выделений, например композитные нитриды (Al, Si, Mn). В настоящем варианте осуществления нижний предел содержания растворимого Al должен составлять 0,003 мас.%. Когда содержание растворимого Al составляет меньше чем 0,003 мас.%, эффект ингибитора получается в недостаточной степени. С другой стороны, верхний предел содержания растворимого Al должен составлять 0,018 мас.%. Когда содержание растворимого Al составляет больше чем 0,018 мас.%, дисперсионное состояние нитридов является неблагоприятным, и таким образом вторичная рекристаллизация протекает неустойчиво. Верхний предел содержания растворимого алюминия предпочтительно составляет 0,016 мас.%.
[0032]
Химический состав слоя стали электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления включает в себя примеси. В настоящем документе «примеси» представляют собой элементы, которые загрязняют сталь во время ее промышленного производства из руд и лома, которые используются в качестве сырья для производства стали, или из окружающей среды производственного процесса. Среди примесей предпочтительно, чтобы содержание серы ограничивалось следующим образом для того, чтобы в достаточной степени получить эффекты настоящего варианта осуществления. Кроме того, поскольку предпочтительно, чтобы количество соответствующих примесей было низким, нижний предел не должен ограничиваться, и нижний предел соответствующих примесей может составлять 0 мас.%.
[0033]
S: 0,005% или меньше
S (сера) является примесью. Сера образует MnS при связывании с Mn в стали, и таким образом магнитные свойства ухудшаются. Следовательно содержание серы ограничивается величиной 0,005 мас.% или меньше. Верхний предел содержания серы предпочтительно составляет 0,004 мас.%, и более предпочтительно 0,003 мас.%.
[0034]
Слой стали электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления включает в себя вышеупомянутые основные элементы, и остаток из Fe и вышеупомянутых примесей. Однако слой стали электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления включает в себя по меньшей мере один элемент из Sn или Sb вместо части железа, которое является остатком.
[0035]
Sn: от 0 мас.% до 0,20 мас.%
Sb: от 0 мас.% до 0,20 мас.%
Sn+Sb: от 0,005 мас.% до 0,20 мас.%
Sn (олово) и Sb (сурьма) являются элементами, которые позволяют вторичной рекристаллизации протекать устойчиво, и которые позволяют уменьшить высокочастотные потери в сердечнике за счет измельчения вторично рекристаллизованных зерен. Для того, чтобы получить этот эффект, содержание Sn должно составлять от 0 мас.% до 0,20 мас.%, содержание Sb должно составлять от 0 мас.% до 0,20 мас.%, и общее количество Sn и Sb должно составлять от 0,005 мас.% до 0,20 мас.%. Когда один элемент из Sn или Sb содержится в слое стали, другой из них не обязательно должен содержаться в этом слое стали. Таким образом, нижний предел количества каждого элемента из Sn и Sb может составлять 0 мас.%. Однако нижний предел общего количества Sn и Sb должен составлять 0,005 мас.%. Нижний предел общего количества Sn и Sb предпочтительно составляет 0,01 мас.%. С другой стороны, верхний предел общего количества Sn и Sb должен составлять 0,20 мас.%. Когда верхний предел общего количества Sn и Sb составляет больше чем 0,20 мас.%, вышеупомянутый эффект насыщается. Верхний предел общего количества Sn и Sb предпочтительно составляет 0,15 мас.% и более предпочтительно 0,13 мас.%.
[0036]
Как было описано выше, по меньшей мере один элемент из Sn или Sb может быть включен в слой стали. Однако предпочтительно, чтобы оба элемента из Sn и Sb были одновременно включены в слой стали. Например, предпочтительно, чтобы нижний предел содержания Sn составлял 0,004 мас.%, а нижний предел содержания Sb составлял 0,001 мас.%. В частности, предпочтительно, чтобы слой стали электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления одновременно включал в себя Mn, Sn и Sb. Когда это условие удовлетворяется, среднее значение высокочастотных потерь в сердечнике вдоль L-направления и C-направления предпочтительно улучшается.
[0037]
В электротехническом стальном листе с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления содержание Mn и общее содержание Sn+Sb одновременно увеличиваются в химическом составе слоя стали. За счет увеличения содержания Mn возможно увеличить электрическое сопротивление стали, уменьшить потери на токи Фуко, и в результате улучшить среднее значение высокочастотных магнитных свойств (потерь в сердечнике) вдоль L-направления и C-направления. Кроме того, за счет увеличения общего содержания Sn+Sb возможно уменьшить зерна при вторичной рекристаллизации с тем, чтобы уменьшить избыточные потери на токи Фуко, и в результате улучшить среднее значение высокочастотных магнитных свойств (потерь в сердечнике) вдоль L-направления и C-направления.
[0038]
С другой стороны, в обычном электротехническом стальном листе с ориентированной зеренной структурой не всегда легко одновременно увеличить содержание Mn и общее содержание Sn+Sb. В частности, когда содержание Mn увеличивается, не всегда легко одновременно с этим включить Sn и Sb. В обычном электротехническом стальном листе с ориентированной зеренной структурой одновременное включение Mn, Sn и Sb вызывает проблему резкого ухудшения адгезии изоляционного покрытия. Авторы настоящего изобретения считают, что вышеописанная проблема имеет своей причиной чрезмерное окисление, которое происходит в непосредственной близости от поверхности слоя стали во время отжига для первичной рекристаллизации и отжига для вторичной рекристаллизации.
[0039]
В обычном электротехническом стальном листе с ориентированной зеренной структурой стальной сляб обычно включает в себя C, содержание которого стабилизирует аустенит при температуре отжига и температуре горячей прокатки, нагрев при отжиге для первичной рекристаллизации проводится со скоростью нагрева медленнее чем 100 °C/с, отжиг для первичной рекристаллизации проводится во влажной атмосфере (обезуглероживающей атмосфере), в качестве сепаратора отжига используется сепаратор на основе оксида магния, и проводится отжиг для вторичной рекристаллизации. При отжиге для первичной рекристаллизации, поскольку атмосфера является влажной (обезуглероживающей атмосферой), в дополнение к обезуглероживанию в стальном листе (слое стали) ускоряется окисление. Кроме того, поскольку MgO в сепараторе отжига, который суспендируется для нанесения на стальной лист (слой стали), превращается в Mg(OH)2, сепаратор отжига из оксида магния имеет тенденцию к окислению стального листа (слоя стали). Кроме того, при вторичном рекристаллизационном отжиге сепаратор отжига из оксида магния и оксидный слой (оксид креминя) на поверхности стального листа (слоя стали) химически реагируют друг с другом, и таким образом формируется стеклянная пленка (пленка форстерита).
[0040]
В случае применения вышеупомянутого обычного способа производства к стальному листу (стальному слою), в котором одновременно увеличены содержание Mn и общее содержание Sn+Sb, область в непосредственной близости от поверхности слоя стали может быть чрезмерно окислена благодаря особому химическому составу стали. В результате может возникнуть проблема резкого ухудшения адгезии изоляционного покрытия. В настоящем варианте осуществления за счет оптимального управления химическим составом слоя стали и производственными условиями возможно одновременно увеличить содержание Mn и общее содержание Sn+Sb. В частности, в дополнение к увеличению содержания Mn возможно одновременно увеличить содержание Sn и Sb. Хотя подробно производственные условия будут описаны ниже, в настоящем варианте осуществления содержанием C в стальном слябе управляют так, чтобы оно было низким, быстрый нагрев по сравнению с обычным нагревом проводится на стадии повышения температуры отжига для первичной рекристаллизации, отжиг для первичной рекристаллизации проводится в сухой атмосфере (необезуглероживающей атмосфере), в качестве сепаратора отжига используется сепаратор на основе оксид алюминия, и вторичный рекристаллизационный отжиг проводится в сухой атмосфере.
[0041]
Электротехнический стальной лист с ориентированной зеренной структурой, производимый с помощью конкретных производственных условий в соответствии с настоящим вариантом осуществления, не включает в себя стеклянную пленку (пленку форстерита) на слое стали, потому что отжиг для первичной рекристаллизации проводится в сухой атмосфере (необезуглероживающей атмосфере), сепаратор на основе оксид алюминия используется в качестве сепаратора отжига, и вторичный рекристаллизационный отжиг проводится в сухой атмосфере. В частности, в электротехническом стальном листе с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления изоляционное покрытие располагается в непосредственном контакте со слоем стали.
[0042]
Даже когда содержание Mn и суммарное содержание Sn+Sb одновременно увеличиваются в слое стали, в частности даже когда Sn и Sb включаются одновременно с увеличением содержания Mn, возможно подавить чрезмерное окисление в непосредственной близости от поверхности слоя стали путем применения конкретных производственных условий в соответствии с настоящим вариантом осуществления. Таким образом, возможно подавить уменьшение адгезии изоляционного покрытия. В результате возможно выгодно улучшить среднее значение высокочастотных магнитных свойств (потерь в сердечнике) вдоль L-направления и C-направления по сравнению с обычным электротехническим стальным листом.
[0043]
В дополнение к этому, в электротехническом стальном листе с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления, даже когда суммарное содержание Sn+Sb увеличивается в дополнение к увеличению содержания Mn, возможно выгодно подавить уменьшение способности к штамповке.
[0044]
Sn и Sb представляют собой элементы, которые стремятся сделать сталь хрупкой. Что касается кремниевой стали (слоя стали), обрабатываемость которой является очень плохой, когда суммарное содержание Sn+Sb увеличивается в дополнение к чрезмерному увеличению содержания Mn, хотя Mn затрудняет увеличение хрупкости стали, обрабатываемость стали может резко ухудшиться.
[0045]
Хотя детали этого неясны, когда кремниевая сталь (слой стали) включает в себя большое количество Mn, оксиды Mn могут сформироваться в дополнение к оксидам Si в непосредственной близости от поверхности слоя стали, Sn и Sb могут сегрегироваться в непосредственной близости от оксидов Si и оксидов Mn, и тем самым способность к штамповке может ухудшиться. С другой стороны, в обычном электротехническом стальном листе с ориентированной зеренной структурой не всегда легко одновременно увеличить содержание Mn и суммарное содержание Sn+Sb. В частности, когда содержание Mn увеличивается, не всегда легко одновременно с этим включить Sn и Sb.
[0046]
В конкретных производственных условиях в соответствии с настоящим вариантом осуществления окисление Mn подавляется в непосредственной близости от поверхности слоя стали во время отжига для первичной рекристаллизации, и стеклянная пленка не формируется во время вторичного рекристаллизационного отжига. Поскольку окисление Mn подавляется и стеклянная пленка не формируется, количество оксидов в непосредственной близости от поверхности слоя стали не становится чрезмерным. В частности, в дополнение к конкретным производственным условиям в соответствии с настоящим вариантом осуществления, когда сталь одновременно включает в себя Sn и Sb, и когда в качестве сепаратора отжига используется сепаратор на основе оксида алюминия, оксидный слой дополнительно утончается. Кроме того, подавляется сегрегация Sn и Sb. Следовательно, ухудшение способности к перфорации выгодно подавляется. Причина этого, похоже, заключается в том, что хрупкое разрушение, начинающееся в непосредственной близости от поверхности (начинающееся на границе между слоем стали и изоляционным покрытием) подавляется за счет утончения оксидного слоя в непосредственной близости от поверхности слоя стали.
[0047]
В частности, в слое стали электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления (во всем слое стали за исключением изоляционного покрытия), количество O (кислорода) предпочтительно составляет 0,03 мас.% (300 частей на миллион) или меньше. Кроме того, когда площадь поверхности слоя стали является площадью в пределах 10 мкм в глубину слоя стали от границы между слоем стали и изоляционным покрытием, содержание O предпочтительно составляет меньше чем 0,01 мас.% (100 частей на миллион) в той площади тела, которая является площадью за исключением площади поверхности слоя стали. Когда содержание O во всем слое стали составляет 0,03 мас.% (300 частей на миллион) или меньше, ухудшение способности к перфорации выгодно подавляется. Содержание O во всем слое стали предпочтительно составляет 0,02 мас.% (200 частей на миллион) или меньше и более предпочтительно 0,01 мас.% (100 частей на миллион) или меньше. В дополнение к этому, хотя нижний предел содержания O во всем слое стали особенно не ограничивается, нижний предел может составлять 0,001 мас.% (10 частей на миллион). Содержание O в слое стали может быть измерено, например, с помощью способа недисперсионного поглощения в инфракрасной области спектра после плавления в потоке инертного газа.
[0048]
Слой стали электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления может дополнительно включать в себя опциональный элемент в дополнение к объясненным выше элементам. Например, слой стали может дополнительно включить в себя в качестве опционального элемента по меньшей мере один элемент, выбираемый из группы, состоящей из N, P, Ni, Cr, Cu и Мо вместо части Fe, которое является остатком. Опциональные элементы могут включаться по мере необходимости. Таким образом, нижний предел содержания соответствующих опциональных элементов не должен быть ограничен, и этот нижний предел может составлять 0 мас.%. Кроме того, даже если опциональные элементы могут быть включены как примеси, это не влияет на вышеупомянутые эффекты.
[0049]
N: от 0 мас.% до 0,01 мас.%
N (азот) образует нитриды, которые действуют в качестве ингибитора. Таким образом, содержание азота в стальном слябе предпочтительно составляет 0,0010 мас.% или больше. Однако когда большое количество N остается в слое стали электротехнического стального листа с ориентированной зеренной структурой в состоянии конечного продукта, это может отрицательно влиять на магнитные свойства. Таким образом, верхний предел содержания N предпочтительно составляет 0,0100 мас.% и более предпочтительно 0,0050 мас.%.
[0050]
P: от 0 мас.% до 0,15 мас.%
P (фосфор) обладает эффектом уменьшения потерь на токи Фуко за счет увеличения электрического сопротивления стали. Таким образом, содержание P может составлять от 0 мас.% до 0,15 мас.%. Нижний предел содержания P предпочтительно составляет 0,0001 мас.%.
[0051]
Ni: от 0 мас.% до 0,3 мас.%
Ni (никель) обладает эффектом уменьшения потерь на токи Фуко за счет увеличения электрического сопротивления стали, а также эффектом улучшения плотности магнитного потока. Таким образом, содержание Ni может составлять от 0 мас.% до 0,3 мас.%. Нижний предел содержания Ni предпочтительно составляет 0,0001 мас.%.
[0052]
Cr: от 0 мас.% до 0,3 мас.%
Cr (хром) обладает эффектом уменьшения потерь на токи Фуко за счет увеличения электрического сопротивления стали. Таким образом, содержание Cr может составлять от 0 мас.% до 0,3 мас.%. Нижний предел содержания Cr предпочтительно составляет 0,0001 мас.%.
[0053]
Cu: от 0 мас.% до 0,3 мас.%
Cu (медь) обладает эффектом уменьшения потерь на токи Фуко за счет увеличения электрического сопротивления стали. Таким образом, содержание Cu может составлять от 0 мас.% до 0,3 мас.%. Нижний предел содержания Cu предпочтительно составляет 0,0001 мас.%.
[0054]
Mo: от 0 мас.% до 0,3 мас.%
Мо (молибден) обладает эффектом уменьшения потерь на токи Фуко за счет увеличения электрического сопротивления стали. Таким образом, содержание Мо может составлять от 0 мас.% до 0,3 мас.%. Нижний предел содержания Мо предпочтительно составляет 0,0001 мас.%.
[0055]
Химический состав слоя стали, описанный выше, может быть измерен с помощью типичных аналитических способов для стали. Например, химический состав слоя стали может быть измерен путем использования ICP-AES (атомный эмиссионный спектрометр с индуктивно связанной плазмой: спектрометрия/спектроскопия излучения индуктивно связанной плазмы). В частности, зернистые образцы для испытания берутся из центрального положения слоя стали после удаления покрытия, химический анализ проводится при условиях, основанных на предопределенной рабочей кривой, и тем самым идентифицируется химический состав. В дополнение к этому, содержание C и S может быть измерено способом поглощения в инфракрасной области спектра при сгорании, содержание N может быть измерено с помощью термокондуктометрического способа при плавлении в потоке инертного газа, и содержание O может быть измерено, например, с помощью способа недисперсионного поглощения в инфракрасной области спектра при плавлении в потоке инертного газа.
[0056]
(2) Толщина электротехнического стального листа с ориентированной зеренной структурой
Далее будет описана предпочтительная толщина электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
В электротехническом стальном листе с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления верхний предел толщины может составлять 0,40 мм. Когда толщина листа составляет более 0,40 мм, потери на токи Фуко могут увеличиться, и высокочастотные потери в сердечнике могут ухудшиться. С другой стороны, хотя нижний предел толщины особенно не ограничивается, этот нижний предел может составлять 0,1 мм. Когда толщина листа составляет менее 0,1 мм, производительность понижается, что является нежелательным.
[0057]
(3) Магнитные свойства электротехнического стального листа с ориентированной зеренной структурой
Далее будут описаны предпочтительные магнитные свойства электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
В электротехническом стальном листе с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления нижний предел плотности магнитного потока B8 вдоль направления прокатки (L-направления) предпочтительно составляет 1,60 Тл. Когда плотность магнитного потока B8 вдоль направления прокатки составляет менее 1,60 Тл, могут ухудшиться как потери в сердечнике в L-направлении, так и L&C средние потери в сердечнике. Нижний предел плотности магнитного потока B8 вдоль направления прокатки предпочтительно составляет 1,62 Тл. С другой стороны, верхний предел плотности магнитного потока B8 вдоль направления прокатки предпочтительно составляет 1,77 Тл. Когда плотность магнитного потока B8 вдоль направления прокатки составляет более 1,77 Тл, потери в сердечнике в L-направлении являются достаточными, однако потери в сердечнике в C-направлении ухудшаются, и в результате L&C средние потери в сердечнике резко ухудшаются. Верхний предел плотности магнитного потока B8 вдоль направления прокатки предпочтительно составляет 1,76 Тл.
[0058]
В дополнение к этому, в электротехническом стальном листе с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления потери в сердечнике W10/400 вдоль L-направления предпочтительно составляют 13,0 Вт/кг или меньше. Кроме того, среднее значение потерь в сердечнике W10/400 вдоль L-направления и C-направления предпочтительно составляет 14,5 Вт/кг или меньше. Для характеристик потерь в сердечнике, поскольку предпочтительно, чтобы их значение было низким, нижний предел особенно не ограничивается. Кроме того, потери в сердечнике W10/400 вдоль C-направления предпочтительно имеют значение, которое в 1,0-2,0 раза больше по сравнению со значением потерь в сердечнике W10/400 вдоль L-направления. Когда вышеописанные условия удовлетворяется, среднее значение высокочастотных потерь в сердечнике вдоль L-направления и C-направления выгодно улучшается.
[0059]
В настоящем документе магнитные свойства, такие как плотность магнитного потока и потери в сердечнике, могут быть измерены с помощью известного способа, например теста Эпштейна в соответствии с японским промышленным стандартом JIS C2550, способа однолистового тестера (SST) в соответствии с японским промышленным стандартом JIS C 2556, и т.п. Кроме того, плотность магнитного потока B8 означает плотность магнитного потока под действием намагничивающего поля 800 А/м, а потери в сердечнике W10/400 означают потери в сердечнике при таких условиях, что максимальная плотность магнитного потока составляет 1,0 Тл, а частота составляет 400 Гц.
[0060]
Далее будет подробно описан способ производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
[0061]
Способ производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления включает в себя процесс литья, процесс горячей прокатки, процесс холодной прокатки, процесс отжига для первичной рекристаллизации, процесс покрытия сепаратором отжига, процесс отжига для вторичной рекристаллизации и процесс формирования изоляционного покрытия. По мере необходимости процесс отжига горячей полосы может быть включен после процесса горячей прокатки и перед процессом холодной прокатки. В процессе холодной прокатки холодная прокатка может быть выполнена один раз, два раза или больше с промежуточным отжигом.
[0062]
Процесс литья
В процессе литья отливка (сляб) отливается так, чтобы она в своем химическом составе включала в себя от 0,0003 мас.% до 0,005 мас.% C, от 2,9 мас.% до 4,0 мас.% Si, от 2,0 мас.% до 4,0 мас.% Mn, от 0,003 мас.% до 0,018 мас.% раств. Al, от 0,001 мас.% до 0,01 мас.% N, 0,005 мас.% или меньше S, от 0 мас.% до 0,20 мас.% Sn, от 0 мас.% до 0,20 мас.% Sb, а также остаток, состоящий из Fe и примесей, причем содержание кремния и содержание марганца, выраженные в мас.% в химическом составе, удовлетворяют условию 1,2 мас.% ≤ Si - 0,5 × Mn ≤ 2,0 мас.%, а содержание олова и содержание сурьмы, выраженные в мас.% в химическом составе, удовлетворяют условию 0,005 мас.% ≤ Sn+Sb ≤ 0,20 мас.%. Например, сляб обычно может отливаться с помощью такого способа литья, как способ непрерывной разливки, способ отливки слитка металла, или способ отливки тонкого сляба. В случае непрерывной разливки сталь может быть подвергнута горячей прокатке после того, как сталь однократно охлаждается до более низкой температуры (например, комнатной температуры) и повторно нагревается, или сталь (сляб) может непрерывно подвергаться горячей прокатке сразу после ее разливки.
[0063]
По меньшей мере один элемент из Sn или Sb может быть включен в вышеупомянутую отливку (сляб). Однако предпочтительно, чтобы оба элемента из Sn и Sb были одновременно включены в сляб. Например, предпочтительно, чтобы нижний предел содержания Sn составлял 0,004 мас.%, а нижний предел содержания Sb составлял 0,001 мас.%. В частности, предпочтительно, чтобы сляб одновременно включал в себя Mn, Sn и Sb в процессе литья в способе производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
[0064]
Процесс горячей прокатки
В процессе горячей прокатки сляб после процесса литья нагревается до температуры от 1050°C до 1400°C, выполняется его горячая прокатка, и горячая прокатка завершается в диапазоне температур от 700°C до 950°C. В процессе горячей прокатки горячая прокатка может быть проведена так, чтобы получить горячекатаный стальной лист с толщиной от 1,8 до 3,5 мм.
[0065]
Процесс отжига горячей полосы
После процесса горячей прокатки по мере необходимости может быть проведен отжиг горячей полосы. В процессе отжига горячей полосы для горячекатаного стального листа после процесса горячей прокатки непрерывный отжиг может быть проведен при условиях температуры от 750°C до 1200°C и времени от 10 с до 10 мин, и отжиг в контейнерах может быть проведен при условиях температуры от 650°C до 950°C и времени от 30 мин до 24 час.
[0066]
Процесс холодной прокатки
В процессе холодной прокатки холодная прокатка проводится для горячекатаного стального листа после процесса горячей прокатки или для отожженного листа после процесса отжига горячей полосы. В процессе холодной прокатки холодная прокатка может быть проведена так, чтобы получить лист холоднокатаной стали с толщиной от 0,1 до 0,4 мм. В том случае, если холодная прокатка может быть проведена два или более раз с промежуточным отжигом, обжатие при холодной прокатке перед промежуточным отжигом может составлять от 40 до 70%, и обжатие при конечной холодной прокатке после промежуточного отжига может составлять от 40 до 90%. Промежуточный отжиг может проводиться при тех же самых условиях отжига, что и вышеупомянутый отжиг горячей полосы.
[0067]
Процесс отжига для первичной рекристаллизации
В процессе отжига для первичной рекристаллизации отжиг для первичной рекристаллизации проводится для листа холоднокатаной стали после процесса холодной прокатки. В процессе отжига для первичной рекристаллизации быстрое нагревание проводят на стадии повышения температуры. За счет выполнения быстрого нагревания на стадии повышения температуры процесса отжига для первичной рекристаллизации можно сократить время нагревания, и в результате подавить поверхностное окисление во время стадии повышения температуры. В дополнение к этому, выдержка проводится в сухой атмосфере (необезуглероживающей атмосфере). В частности, скорость нагревания на стадии повышения температуры составляет в среднем от 100°C/с до 5000°C/с, атмосфера на стадии повышения температуры представляет собой от 10 до 100 об.% H2 и H2+N2=100 об.%, и точка росы атмосферы на стадии повышения температуры предпочтительно составляет 0°C или ниже. На стадии выдержки температура составляет от 800°C до 1000°C, продолжительность стадии выдержки составляет от 5 с до 10 мин, атмосфера на стадии выдержки представляет собой от 10 до 100 об.% H2, H2+N2=100 об.%, и точка росы составляет -10°С или ниже. Скорость нагревания на стадии повышения температуры предпочтительно составляет от 100°C/с до 2000°C/с.
[0068]
Атмосфера на стадии повышения температуры предпочтительно представляет собой меньше чем 50 об.% H2 и более предпочтительно меньше чем 25 об.% H2. Кроме того, атмосфера на стадии выдержки предпочтительно представляет собой меньше чем 50 об.% H2 и более предпочтительно меньше чем 25 об.% H2. Когда вышеописанные условия удовлетворяются, среднее значение высокочастотных потерь в сердечнике вдоль L-направления и C-направления выгодно улучшается.
[0069]
Процесс покрытия сепаратором отжига
В процессе покрытия сепаратором отжига сепаратор отжига, включающий в себя оксид алюминия (Al2O3) в качестве главного компонента, наносится на первично рекристаллизованный стальной лист после процесса отжига для первичной рекристаллизации. Сепаратор отжига, включающий в себя оксид магния (MgO) в качестве главного компонента, не используется, поскольку оксид магния во время покрытия преобразуется в гидроксид, что приводит к большому содержанию кислорода в листе. Путем использования сепаратора на основе оксида алюминия можно подавить чрезмерное окисление в непосредственной близости от поверхности слоя стали в процессе отжига для вторичной рекристаллизации.
[0070]
Процесс отжига для вторичной рекристаллизации
В процессе отжига для вторичной рекристаллизации проводится отжиг для вторичной рекристаллизации покрытого сепаратором стального листа после процесса покрытия сепаратором отжига. В процессе отжига для вторичной рекристаллизации атмосфера на стадии повышения температуры контролируется, и выдержка проводится в сухой атмосфере. В частности, атмосфера на стадии повышения температуры содержит от 0 до 80 об.% N2 и H2+N2=100 об.%, точка росы в диапазоне температур от 500°C или выше на стадии повышения температуры равна 0°C или ниже, температура на стадии выдержки составляет от 850°C до 1000°C, продолжительность стадии выдержки составляет от 4 до 100 час, атмосфера на стадии выдержки содержит от 0 до 80 об.% N2, H2+N2=100 об.%, и точка росы равна 0°C или ниже. Атмосфера на стадии выдержки предпочтительно содержит от 0 до 50 об.% N2.
[0071]
На стадии повышения температуры стальной лист может быть нагрет до вышеупомянутой температуры от 850°C до 1000°C на стадии выдержки с по существу постоянной скоростью нагрева (без двухступенчатого отжига). Скорость нагрева при температуре 800°C или выше предпочтительно составляет в среднем от 10 до 50°C/час. Атмосфера на стадии повышения температуры предпочтительно представляет собой меньше чем 30 об.% N2 и более предпочтительно меньше чем 20 об.% N2. Атмосфера на стадии выдержки предпочтительно представляет собой 100 мас.% H2. Когда вышеописанные условия удовлетворяется, среднее значение высокочастотных потерь в сердечнике вдоль L-направления и C-направления выгодно улучшается.
[0072]
Процесс формирования изолирующего покрытия
В процессе формирования изолирующего покрытия изолирующее покрытие формируется для вторично рекристаллизованного стального листа после процесса отжига для вторичной рекристаллизации. Например, смесь смолы, такой как акриловая, и неорганического материала, такого как фосфат, раствор для изолирующего покрытия, содержащий коллоидный оксид кремния и фосфат, и т.п. может быть нанесена на поверхность стального листа, и термическая обработка может быть проведена в диапазоне температур от 250°C до 400°C в том случае, когда содержится органическое вещество, и в диапазоне температур от 840°C до 920°C в том случае, когда содержится только неорганическое вещество.
[0073]
Электротехнический стальной лист с ориентированной зеренной структурой, произведенный как было упомянуто выше, включает в себя слой стали (основную сталь) и изолирующее покрытие, расположенное на слое стали, в котором: слой стали включает в свой химический состав от 0,0003 мас.% до 0,005 мас.% C, от 2,9 мас.% до 4,0 мас.% Si, от 2,0 мас.% до 4,0 мас.% Mn, от 0,003 мас.% до 0,018 мас.% растворимого Al, 0,005 мас.% или меньше S, от 0 мас.% до 0,20 мас.% Sn, от 0 мас.% до 0,20 мас.% Sb, а также остаток, состоящий из Fe и примесей; причем содержание кремния и содержание марганца, выраженные в мас.% в химическом составе слоя стали, удовлетворяют условию 1,2 мас.% ≤ Si - 0,5 × Mn ≤ 2,0 мас.%, а содержание олова и содержание сурьмы, выраженные в мас.% в химическом составе слоя стали, удовлетворяют условию 0,005 мас.% ≤ Sn+Sb ≤ 0,20 мас.%; и изолирующее покрытие находится в непосредственном контакте со слоем стали.
[0074]
В электротехническом стальном листе с ориентированной зеренной структурой, произведенном путем оптимального и всестороннего управления вышеупомянутыми производственными условиями, даже в том случае, когда содержание Mn и суммарное содержание Sn+Sb одновременно увеличиваются в слое стали, в частности даже когда Sn и Sb включаются одновременно в дополнение к увеличению содержания Mn, возможно подавить чрезмерное окисление в непосредственной близости от поверхности слоя стали. Таким образом, возможно подавить уменьшение адгезии изоляционного покрытия. Кроме того, возможно выгодно улучшить среднее значение высокочастотных магнитных свойств (потерь в сердечнике) вдоль L-направления и C-направления.
Примеры
[0075]
Далее эффекты одного аспекта настоящего изобретения будут подробно описаны со ссылками на следующие примеры. Однако условия в примерах представляют собой примерные условия, используемые для того, чтобы подтвердить работоспособность и эффекты настоящего изобретения, так что настоящее изобретение не ограничивается этими примерными условиями. Настоящее изобретение может использовать различные типы условий, если эти условия не отступают от области охвата настоящего изобретения и позволяют решать задачу настоящего изобретения.
[0076]
(Пример 1)
Стальные слябы, химические составы которых показаны в Таблице 1, с остатком, состоящим из Fe и примесей, нагревались до температуры 1250°C, а затем подвергались горячей прокатке так, чтобы толщина составила 2,6 мм. Холодная прокатка проводилась так, чтобы толщина составляла 1,2 мм, промежуточный отжиг проводился при температуре 900°C в течение 30 с, окончательная прокатка проводилась так, чтобы конечная толщина составляла 0,30 мм, отжиг для первичной рекристаллизации проводился при температуре 920°C в течение 15 с, после чего наносился сепаратор отжига, вторичный рекристаллизационный отжиг проводился при максимальной температуре 940°C, и после этого формировалось изолирующее покрытие.
[0077]
В процессе отжига для первичной рекристаллизации скорость нагрева на стадии повышения температуры была равна 400°C/с, атмосфера на стадии повышения температуры содержала 20 об.% H2 и 80 об.% N2, атмосфера на стадии выдержки содержала 20 об.% H2 и 80 об.% N2, и температура точки росы на стадии выдержки была равна -20°C. В процессе отжига для вторичной рекристаллизации скорость нагрева на стадии повышения температуры до 800°C или выше составляла 20°C/час, температура повышалась до 940°C по сути с постоянной скоростью нагрева, атмосфера на стадии повышения температуры содержала 85 об.% H2 и 15 об.% N2, температура точки росы в диапазоне температур 500°C или выше на стадии повышения температуры была равна -10°C, продолжительность стадии выдержки составляла 10 час, атмосфера на стадии выдержки содержала 100 об.% H2, и температура точки росы на стадии выдержки была равна -30°C. Во всех стальных листах изолирующее покрытие находилось в непосредственном контакте со слоем стали, и адгезия была достаточной.
[0078]
[Таблица 1]
|
Подчеркнутое значение указывает на выход за пределы диапазона настоящего изобретения.
[0079]
Были отштампованы образцы для испытания в виде квадрата со стороной 55 мм, отжиг для снятия напряжения проводился при температуре 750°C в течение 2 час, а затем магнитные свойства (плотность магнитного потока B8 и потери в сердечнике W10/400) вдоль L-направления и C-направления были оценены с помощью способа однолистового тестера (SST). Стальной лист, в котором плотность магнитного потока B8 вдоль L-направления составляла от 1,60 до 1,77 Тл, считался приемлемым, стальной лист, в котором потери в сердечнике W10/400 вдоль L-направления составляли 13,0 Вт/кг или меньше, считался приемлемым, и стальной лист, в котором среднее значение потерь в сердечнике W10/400 вдоль L-направления и C-направления составляло 14,5 Вт/кг или меньше, считался приемлемым. Кроме того, для сравнения с обычным электротехническим стальным листом с ориентированной зеренной структурой также оценивались магнитные свойства коммерческого стального листа, соответствующего японскому промышленному стандарту JIS 30P105. Результаты показаны в Таблице 2.
[0080]
[Таблица 2]
|
Подчеркнутое значение указывает на выход за пределы диапазона настоящего изобретения.
[0081]
Как показано в Таблице 2, в примерах стали типов B, D, E и F (№ 2, 4, 5 и 6), которые представляли собой материалы, содержащие раств. Al, поскольку вторичная рекристаллизация происходила во всей поверхности образца, потери в сердечнике W10/400 в L-направлении и L&C средние потери в сердечнике W10/400 были приемлемыми. С другой стороны, в стали типа А (№ 1), где содержание растворимого Al было меньше, чем нижний предел, и в сталях типов C и G (№ 3 и №7), где содержание растворимого Al было больше, чем верхний предел, поскольку вторичная рекристаллизация не происходила в достаточной степени, плотность магнитного потока B8 была недостаточной, и потери в сердечнике W10/400 в L-направлении и L&C средние потери в сердечнике W10/400 были недостаточными.
[0082]
В дополнение к этому, в сравнении между потерями в сердечнике W10/400 примеров стали типов B, D, E и F (№ 2, 4, 5 и 6) и потерями в сердечнике W10/400 коммерческого стального листа (№ 8) в соответствии с японским промышленным стандартом JIS 30P105, хотя потери в сердечнике в L-направлении были по существу теми же самыми, L&C средние потери в сердечнике для примеров были значительно улучшены.
[0083]
(Пример 2)
Стальные слябы, химические составы которых показаны в Таблице 3, с остатком, состоящим из Fe и примесей, нагревались до температуры 1200°C, а затем подвергались горячей прокатке так, чтобы толщина составила 2,1 мм. Отжиг горячей полосы проводился при температуре 900°C в течение 30 с, холодная прокатка проводилась так, чтобы конечная толщина составляла 0,35 мм, отжиг для первичной рекристаллизации проводился при температуре 920°C в течение 15 с, после чего наносился сепаратор отжига, вторичный рекристаллизационный отжиг проводился при максимальной температуре 940°C, и после этого формировалось изолирующее покрытие. В дополнение к этому, для того, чтобы оценить влияние толщины продукта, был произведен стальной лист, для которого холодная прокатка проводилась так, чтобы конечная толщина составляла 0,50 мм, причем все остальные производственные условия за исключением конечной толщины были теми же самыми.
[0084]
В процессе отжига для первичной рекристаллизации скорость нагревания на стадии повышения температуры была равна 200 °C/с, атмосфера на стадии повышения температуры содержала 25 об.% H2 и 75 об.% N2, атмосфера на стадии выдержки содержала 25 об.% H2 и 75 об.% N2, и температура точки росы на стадии выдержки была равна -20°C. Сепаратор на основе оксида алюминия использовался в качестве сепаратора отжига. В процессе отжига для вторичной рекристаллизации скорость нагревания на стадии повышения температуры до 800°C или выше составляла 15 °C/час, температура повышалась до 940°C по сути с постоянной скоростью нагрева, атмосфера на стадии повышения температуры содержала 90 об.% H2 и 10 об.% N2, температура точки росы в диапазоне температур 500°C или выше на стадии повышения температуры была равна -30°C, продолжительность стадии выдержки составляла 10 час, атмосфера на стадии выдержки содержала 100 об.% H2, и температура точки росы на стадии выдержки была равна -40°C. Во всех стальных листах изолирующее покрытие находилось в непосредственном контакте со слоем стали, и адгезия была достаточной.
[0085]
[Таблица 3]
|
Подчеркнутое значение указывает на выход за пределы диапазона настоящего изобретения.
[0086]
Были отштампованы образцы для испытания в виде квадрата со стороной 55 мм, отжиг для снятия напряжения проводился при температуре 750°C в течение 2 час, а затем магнитные свойства (плотность магнитного потока B8 и потери в сердечнике W10/400) вдоль L-направления и C-направления были оценены с помощью способа однолистового тестера (SST). Стальной лист, в котором плотность магнитного потока B8 вдоль L-направления составляла от 1,60 до 1,77 Тл, считался приемлемым, стальной лист, в котором потери в сердечнике W10/400 вдоль L-направления составляли 13,0 Вт/кг или меньше, считался приемлемым, и стальной лист, в котором среднее значение потерь в сердечнике W10/400 вдоль L-направления и C-направления составляло 14,5 Вт/кг или меньше, считался приемлемым. Результаты показаны в Таблице 4.
[0087]
[Таблица 4]
|
Подчеркнутое значение указывает на выход за пределы диапазона настоящего изобретения.
[0088]
Как показано в Таблице 4, в примерах стали типов H, I, J и K (№ 9, 10, 12 и 13), которые представляли собой материалы с толщиной 0,35 мм, поскольку вторичная рекристаллизация происходила во всей поверхности образца для испытания, потери в сердечнике W10/400 в L-направлении и L&C средние потери в сердечнике W10/400 были приемлемыми. С другой стороны, в стали типа I (№ 11), где толщина составляла 0,5 мм и превышала верхний предел, потери в сердечнике W10/400 в L-направлении и L&C средние потери в сердечнике W10/400 были в значительной степени недостаточными. Кроме того, в стали типов L и M (№ 14 и 15), где значение «Si - 0,5 × Mn» было больше чем верхний предел, поскольку линейный дефект вторичной рекристаллизации образовывался во многих областях, плотность магнитного потока B8 была недостаточной, и потери в сердечнике W10/400 в L-направлении и L&C средние потери в сердечнике W10/400 были недостаточными.
[0089]
(Пример 3)
Стальные слябы, химические составы которых показаны в Таблице 5, с остатком, состоящим из Fe и примесей, нагревались до температуры 1250°C, а затем подвергались горячей прокатке так, чтобы толщина составила 2,8 мм. Первая холодная прокатка проводилась так, чтобы толщина составляла 1,4 мм, промежуточный отжиг проводился при температуре 950°C в течение 30 с, вторая холодная прокатка проводилась так, чтобы конечная толщина составляла 0,23 мм, отжиг для первичной рекристаллизации проводился при температуре 920°C в течение 15 с, после чего наносился сепаратор отжига, вторичный рекристаллизационный отжиг проводился при максимальной температуре 940°C, и после этого формировалось изолирующее покрытие.
[0090]
В процессе отжига для первичной рекристаллизации скорость нагревания на стадии повышения температуры была равна 1000°C/с, атмосфера на стадии повышения температуры содержала 15 об.% H2 и 85 об.% N2, атмосфера на стадии выдержки содержала 15 об.% H2 и 85 об.% N2, и температура точки росы на стадии выдержки была равна -30°C. Сепаратор на основе оксида алюминия использовался в качестве сепаратора отжига. В процессе отжига для вторичной рекристаллизации скорость нагревания на стадии повышения температуры до 800°C или выше составляла 20°C/час, температура повышалась до 940°C по сути с постоянной скоростью нагревания, атмосфера на стадии повышения температуры содержала 95 об.% H2 и 5 об.% N2, температура точки росы в диапазоне температур 500°C или выше на стадии повышения температуры была равна -20°C, продолжительность стадии выдержки составляла 15 час, атмосфера на стадии выдержки содержала 100 об.% H2, и температура точки росы на стадии выдержки была равна -40°C. Во всех стальных листах изолирующее покрытие находилось в непосредственном контакте со слоем стали, и адгезия была достаточной.
[0091]
[Таблица 5]
|
Подчеркнутое значение указывает на выход за пределы диапазона настоящего изобретения.
[0092]
Были отштампованы образцы для испытания в виде квадрата со стороной 55 мм, отжиг для снятия напряжения проводился при температуре 750°C в течение 2 час, а затем магнитные свойства (плотность магнитного потока B8 и потери в сердечнике W10/400) вдоль L-направления и C-направления были оценены с помощью способа однолистового тестера (SST). Стальной лист, в котором плотность магнитного потока B8 вдоль L-направления составляла от 1,60 до 1,77 Тл, считался приемлемым, стальной лист, в котором потери в сердечнике W10/400 вдоль L-направления составляли 13,0 Вт/кг или меньше, считался приемлемым, и стальной лист, в котором среднее значение потерь в сердечнике W10/400 вдоль L-направления и C-направления составляло 14,5 Вт/кг или меньше, считался приемлемым. Кроме того, для сравнения с обычным электротехническим стальным листом с ориентированной зеренной структурой также оценивались магнитные свойства коммерческого стального листа, соответствующего японскому промышленному стандарту JIS 23P95. Результаты показаны в Таблице 6.
[0093]
[Таблица 6]
|
Подчеркнутое значение указывает на выход за пределы диапазона настоящего изобретения.
[0094]
Как показано в Таблице 6, в примерах стали типов N, O и P (№ 16, 17 и 18), поскольку вторичная рекристаллизация произошла, потери в сердечнике W10/400 в L-направлении и L&C средние потери в сердечнике W10/400 были приемлемыми. Кроме того, в сравнении между потерями в сердечнике W10/400 примеров стали типов N, O и P (№ 16, 17 и 18) и потерями в сердечнике W10/400 коммерческого стального листа (№ 19) в соответствии с японским промышленным стандартом JIS 23P95, хотя потери в сердечнике в L-направлении были по существу теми же самыми, L&C средние потери в сердечнике для примеров были значительно улучшены.
[0095]
(Пример 4)
Стальные слябы, химические составы которых показаны в Таблице 7, с остатком, состоящим из Fe и примесей, нагревались до температуры 1230°C, а затем подвергались горячей прокатке так, чтобы толщина составила 2,0 мм. Отжиг горячей полосы проводился при температуре 920°C в течение 30 с, холодная прокатка проводилась так, чтобы конечная толщина составляла 0,30 мм, отжиг для первичной рекристаллизации проводился при температуре 930°C в течение 15 с, после чего наносился сепаратор отжига, вторичный рекристаллизационный отжиг проводился при максимальной температуре 940°C, и после этого формировалось изолирующее покрытие.
[0096]
В процессе отжига для первичной рекристаллизации скорость нагревания на стадии повышения температуры была равна 120°C/с, атмосфера на стадии повышения температуры содержала 20 об.% H2 и 80 об.% N2, атмосфера на стадии выдержки содержала 20 об.% H2 и 80 об.% N2, и температура точки росы на стадии выдержки была равна -25°C, -10°C, 0°C и 30°C. Сепаратор на основе оксида алюминия использовался в качестве сепаратора отжига. В процессе отжига для вторичной рекристаллизации скорость нагревания на стадии повышения температуры до 800°C или выше составляла 20°C/час, температура повышалась до 940°C по сути с постоянной скоростью нагревания, атмосфера на стадии повышения температуры содержала 85 об.% H2 и 15 об.% N2, температура точки росы в диапазоне температур 500°C или выше на стадии повышения температуры была равна 0°C, продолжительность стадии выдержки составляла 5 час, атмосфера на стадии выдержки содержала 100 об.% H2, и температура точки росы на стадии выдержки была равна -30°C. В стальных листах тестов № 20 и 21 изолирующее покрытие находилось в непосредственном контакте со слоем стали, и адгезия была достаточной. С другой стороны, в стальных листах теста № 22 и 23, оксид был сформирован между изоляционным покрытием и слоем стали, и адгезия была недостаточна.
[0097]
[Таблица 7]
|
Подчеркнутое значение указывает на выход за пределы диапазона настоящего изобретения.
[0098]
Были отштампованы образцы для испытания в виде квадрата со стороной 55 мм, отжиг для снятия напряжения проводился при температуре 750°C в течение 2 час, а затем магнитные свойства (плотность магнитного потока B8 и потери в сердечнике W10/400) вдоль L-направления и C-направления были оценены с помощью способа однолистового тестера (SST). Стальной лист, в котором плотность магнитного потока B8 вдоль L-направления составляла от 1,60 до 1,77 Тл, считался приемлемым, стальной лист, в котором потери в сердечнике W10/400 вдоль L-направления составляли 13,0 Вт/кг или меньше, считался приемлемым, и стальной лист, в котором среднее значение потерь в сердечнике W10/400 вдоль L-направления и C-направления составляло 14,5 Вт/кг или меньше, считался приемлемым. Результаты показаны в Таблице 8.
[0099]
[Таблица 8]
|
Подчеркнутое значение указывает на выход за пределы диапазона настоящего изобретения.
[0100]
Как показано в Таблице 8, в примерах тестов №№ 20 и 21, поскольку вторичная рекристаллизация произошла во всей поверхности образца для испытания, потери в сердечнике W10/400 в L-направлении и L&C средние потери в сердечнике W10/400 были приемлемыми. Кроме того, в примерах тестов №№ 20 и 21 содержание O в слое стали, измеренное с помощью способа недисперсионного поглощения в инфракрасной области спектра при плавлении в потоке инертного газа, составляло 0,03 мас.% (300 частей на миллион) или меньше.
[0101]
С другой стороны, в сравнительных примерах тестов №№ 22 и 23 содержание O в слое стали составляло более чем 0,03 мас.% (300 частей на миллион), толстый оксидный слой был сформирован на поверхности слоя стали, адгезия изолирующего покрытия в значительной степени ухудшилась, и таким образом магнитные свойства не могли быть оценены. Кроме того, в сравнительных примерах стали типов R, S и T (№ 24-26) плотность магнитного потока B8 и потери в сердечнике W10/400 были недостаточными.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0102]
В соответствии с вышеописанными аспектами настоящего изобретения возможно обеспечить электротехнический стальной лист с ориентированной зеренной структурой, обладающий превосходными высокочастотными магнитными свойствами в L-направлении и превосходными средними высокочастотными магнитными свойствами в L-направлении и C-направлении. Соответственно, настоящее изобретение имеет значительную промышленную применимость.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0103]
1: СЛОЙ СТАЛИ (ОСНОВНАЯ СТАЛЬ)
2: ИЗОЛИРУЮЩЕЕ ПОКРЫТИЕ
3: СТЕКЛЯННАЯ ПЛЕНКА (ПЛЕНКА ФОРСТЕРИТА)
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ, устройство и программа для анализа разрушения для точечно-сваренной части и машиночитаемый носитель данных
Способ стыковой сварки оплавлением рельсовой стали
Способ определения разрушения, устройство, программа и читаемый компьютером носитель записи для определения разрушения
Сварочное устройство для трубы, свариваемой методом электрического сопротивления
Лист электротехнической стали с ориентированной зеренной структурой
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Горячекатаный стальной лист и способ его изготовления
Стальной рельс и способ его изготовления
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа текстурированной электротехнической стали, лист текстурированной электротехнической стали для ленточного сердечника и ленточный сердечник
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Лист из имеющей ориентированную зеренную структуру электротехнической стали, обладающий низкими потерями в сердечнике и низкой магнитострикцией
Лист текстурированной электротехнической стали с улучшенными характеристиками потерь в сердечнике
Текстурированная электротехническая листовая сталь с исключительно высокими магнитными свойствами и способ ее производства
Способ производства электротехнического стального листа с ориентированной зеренной структурой

