Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КАРТЫ МАЛОЙ ТОЛЩИНЫ, ОТДЕЛЯЕМОЙ ОТ ПЛАСТИНЫ БОЛЬШОЙ ТОЛЩИНЫ
Вид РИД
Изобретение
Настоящее изобретение относится к области карт, таких как карты с микросхемой, и к изготовлению таких карт.
Карты с микросхемой используются в различных областях, таких как банковская сфера, для изготовления денежных или кредитных карт, удостоверений личности, для изготовления идентифицирующих документов, либо также для сотовой телефонной связи, для выполнения абонентских телефонных карт или SIM-карт.
В этих областях толщина карт остается той же со времен изобретения и стандартизации карт с микросхемой.
В частности, в области телефонии формат карт с микросхемой или SIM-карт уменьшается с уменьшением размера конечных устройств.
Так, первые карты имели практически прямоугольный формат ID1 размером 54×85,6 мм при толщине 0,76+/-0,08 мм. Этот формат далее был заменен форматом 2FF меньшего размера 15×25 мм при той же толщине. Недавно был принят еще более уменьшенный формат 3FF с размерами 12×15 мм и той же толщиной.
Проблема возникает с новым форматом 8,8×12,3 мм, у которого толщина уменьшена и должна быть равна 0,65+0,03/-0,07 мм.
Следует отметить, что зона перекрывания, общая для двух интервалов толщины, или [0,68, 0,70] имеет очень малую ширину в 20 мкм, чтобы изготовить пластину, соответствующую по толщине двум форматам.
Обычной практикой является изготовление отделяемой карты в пластине формата ID1 большой толщины 0,76+/-0,08 мм. Предпочтительно иметь возможность продолжать использовать существующие пластины и особенно многочисленное оборудование и существующие средства изготовления, включая изготовление новых карт 4FF.
Кроме того, различные упомянутые выше форматы должны сосуществовать и следует выполнить по меньшей мере один адаптер формата для перехода от нового формата 4FF к старым форматам 3FF, 2FF, ID1. Такой адаптер имеет наружный формат, подобный одному из старых форматов. Существует также практика размещения одного или нескольких адаптеров, совмещающихся с картой в одной и той же пластине ID1. Таким образом, один такой адаптер имеет обязательно большую толщину.
В настоящем изобретении предлагается решить проблему путем изготовления карты малой толщины в пластине большой толщины.
Объектом изобретения является способ изготовления карты малого формата и малой толщины, отделяемой от пластины большой толщины, содержащий следующие этапы: выполнение в пластине большой толщины по меньшей мере одного углубления, напротив, общей глубиной, равной разности между большой толщиной и малой толщиной, предварительное надрезание карты малого формата, вписанной в упомянутое по меньшей мере одно углубление.
В соответствии с другой характеристикой изобретения, способ включает в себя также этап предварительного надрезания адаптера большого формата.
В соответствии с другой характеристикой изобретения адаптер окружает карту.
В соответствии с другой характеристикой изобретения адаптер окружает углубление.
В соответствии с другой характеристикой изобретения адаптер расположен сбоку карты.
В соответствии с другой характеристикой изобретения углубление выполняют штамповкой пластины с помощью пуансона, комплементарного упомянутому углублению.
В соответствии с другой характеристикой изобретения углубление выполняют формованием пластины с помощью литейной формы, имеющей форму, комплементарную упомянутому углублению.
В соответствии с другой характеристикой изобретения углубление выполняют обработкой пластины.
В соответствии с другой характеристикой изобретения этап предварительного надрезания включает в себя частичный разрез по длине и полный по толщине.
В соответствии с другой характеристикой изобретения этап предварительного надрезания включает в себя полный разрез по длине и частичный по толщине.
В соответствии с другой характеристикой изобретения карта является картой с микросхемой, содержащей контактную пластину, расположенную на одной из ее сторон, а на этапе выполнения выполняют углубление на стороне, противоположной контактной пластине.
В соответствии с другой характеристикой изобретения на этапе выполнения выполняют углубление на той же стороне, что и контактная пластина.
Изобретение относится также к изделию, полученному способом по любому из пунктов формулы изобретения на способ.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
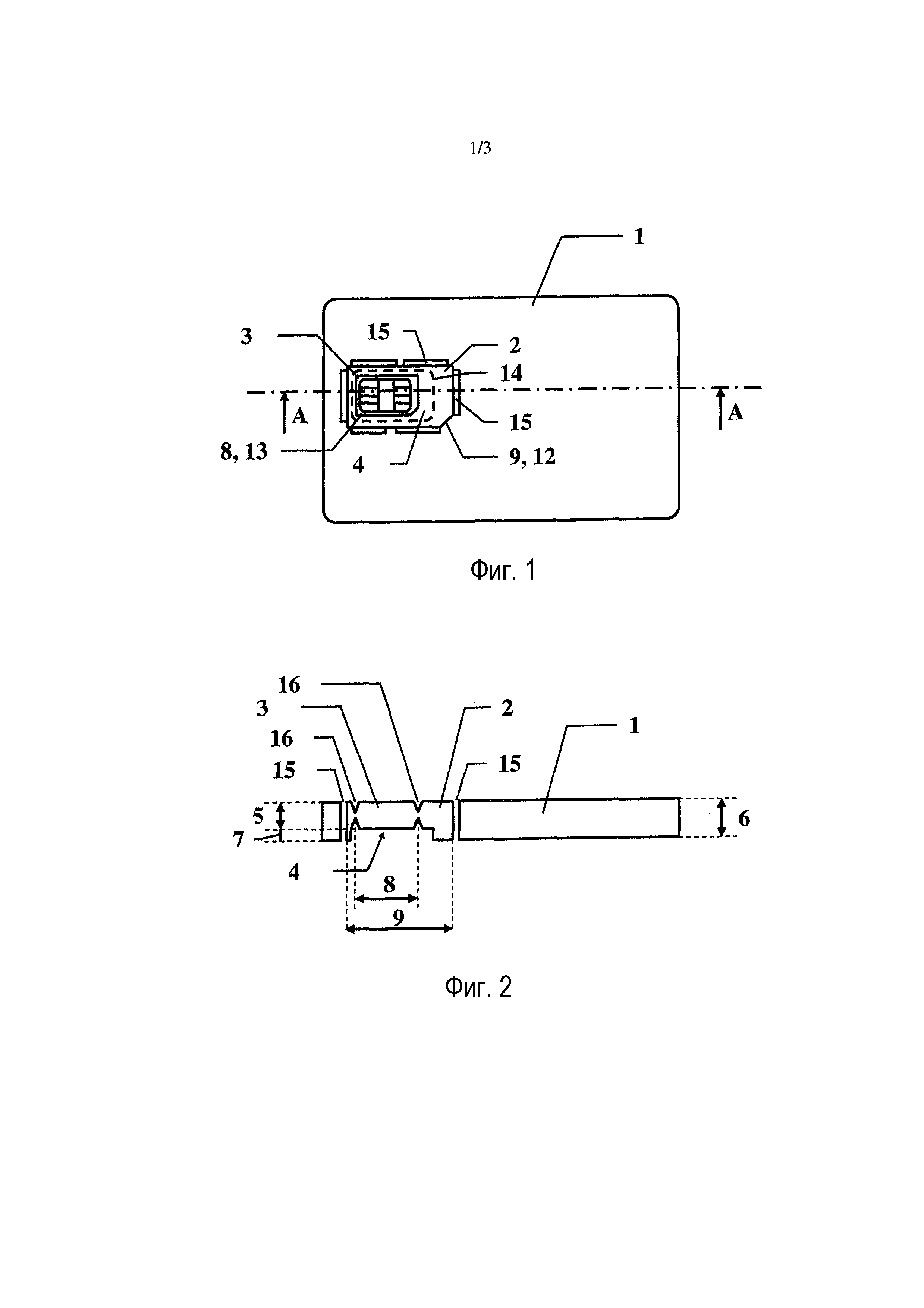
- Фиг. 1 изображает на виде спереди вариант выполнения карты и адаптера в пластине,
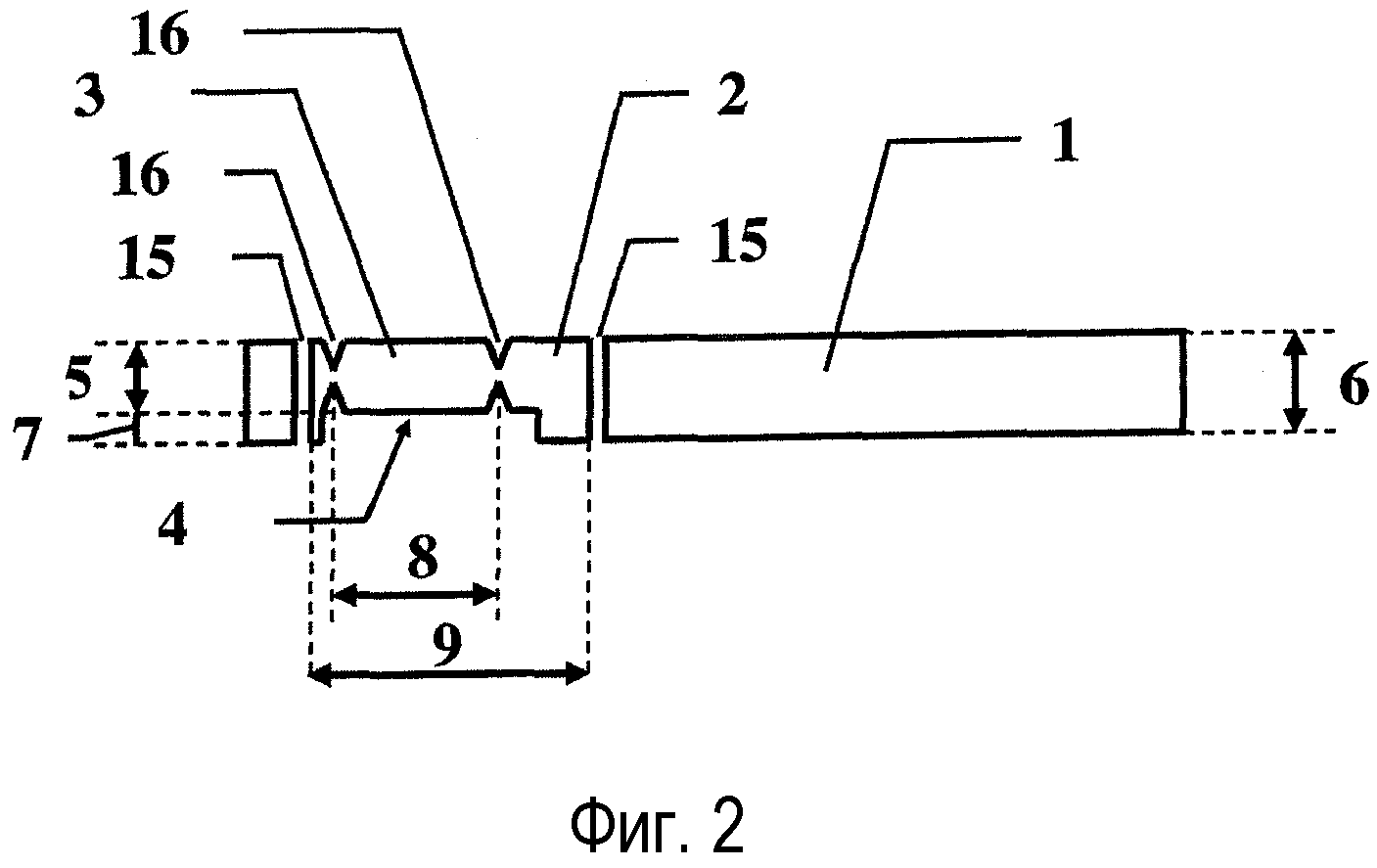
- Фиг. 2 изображает вид в разрезе по сечению А-А вариант воплощения по Фиг. 1,
- Фиг. 3 изображает блок-схему способа,
- Фиг. 4 изображает промежуточное изделие,
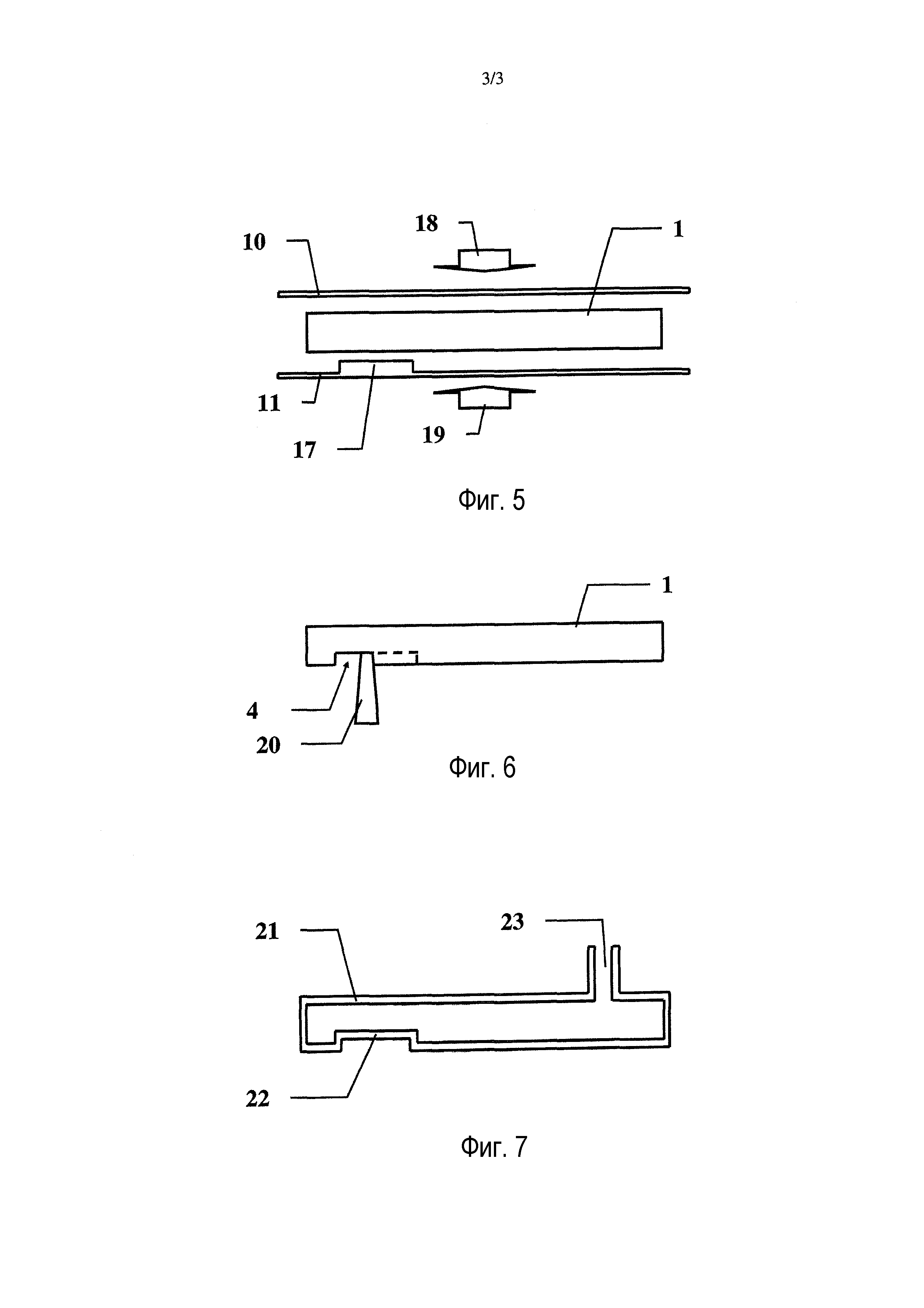
- Фиг. 5 изображает вариант выполнения углубления прессованием,
- Фиг. 6 изображает вариант выполнения углубления формованием,
- Фиг. 7 изображает вариант выполнения углубления обработкой.
Фиг. 1 изображает вариант выполнения изделия по изобретению. Такое изделие содержит тонкую пластину 1. Под «тонкой» в настоящем изобретении понимают, что ее толщина является незначительной по сравнению с другими размерами. Упомянутая пластина 1 является, например, прямоугольной, а ее размеры достаточны, чтобы ею можно было манипулировать вручную. Обычный размер является размером ID1: 54×85,6 мм. Этот формат стандартизирован, например, в стандарте ISO 7816.
В такой пластине 1 размещена карта 3. Карта 3 является, например, картой с микросхемой. Эта карта 3 является картой, соответствующей малому формату 8. Эта карта 3 является отделяемой без инструмента от пластины 1 благодаря наличию предварительного надреза, выполненного вдоль внешнего контура 13 упомянутой карты 3.
В такой пластине 1 предпочтительно расположен также адаптер 2. Такой адаптер 2 может быть расположен в собственной пластине, отличной от пластины 1, в которой расположена карта 3. Он может быть также расположен в той же пластине 1 сбоку от карты 3. Он может быть так же, как изображено на Фиг. 1 и 2, быть расположенным в той же пластине 1 вокруг карты 3.
Действительно, такой адаптер 2 соответствует большому формату 9. Он содержит внешний контур 12 и внутренний контур той же формы, комплементарной внешнему контуру 13 карты 3. Таким образом, в соответствии с вариантом воплощения, проиллюстрированным Фиг. 1 и 2, адаптер 2 расположен вокруг карты 3. Такое расположение является предпочтительным, так как оно позволяет занять минимальную площадь пластины 1.
Можно также расположить адаптер 2 вокруг карты 3 и по меньшей мере один другой адаптер сбоку от карты 3 в той же пластине 1. Одна и та же пластина 1 может предпочтительно служить держателем (носителем) для совместного размещения карты 3, адаптера для первого большого формата и, в необходимых случаях, второго адаптера для второго большого формата.
В соответствии с особенностью изобретения карта 3 имеет малую толщину 5, меньшую, чем большая толщина как пластины 1, так одного или нескольких адаптеров 2.
Изготовление карты 3 и пластины 1 из материала и, в необходимом случае, по меньшей мере одного адаптера 2 выгодно и может быть достигнуто способом, который будет описан ниже.
Такой способ включает в себя первый этап 31, заключающийся в выполнении первого промежуточного продукта, изображенного на Фиг. 4, в соответствии с видом в разрезе по оси А-А, сравнимым с видом по Фиг. 2. В ходе этого первого этапа 31 в пластине 1 практически постоянной толщины, равной большой толщине 6, выполняют по меньшей мере одно углубление 4.
Возможно выполнить единственное углубление 4. В этом случае это углубление 4 может быть расположено с той или другой стороны пластины 1. Глубина 7 такого единственного углубления 4 равна разности между большой толщиной 6 пластины 1 и малой толщиной 5 карты 3. Таким образом, в месте углубления 4, которое представляет собой уменьшение глубины 7 по сравнению с большой толщиной 6, остается остаточная толщина, равная малой толщине 5.
Возможно также выполнить углубление 4 с каждой стороны пластины 1. В этом случае эти два углубления расположены один напротив другого. Эти углубления предпочтительно имеют практически одинаковые контуры, предпочтительно накладывающиеся друг на друга. Общая глубина двух таких углублений 4 или глубина первого углубления, прибавленная к глубине второго углубления, равна разности между большой толщиной 6 пластины 1 и малой толщиной 5 карты 3. Таким образом, в месте обоих углублений 4, которые создают уменьшение глубины 7 по отношению к большой толщине 6, остается остаточная толщина, равная малой толщине 5.
В дальнейшем считается, что контуры обоих углублений являются практически одинаковыми и соответствуют единому контуру углубления 14.
В ходе второго этапа 32 производят предварительное надрезание карты 3 малого формата 8. Такой предварительный надрез следует по внешнему контуру 13 карты 3.
Так как карта 3 должна иметь толщину, равную малой толщине 5 по всей своей площади, то упомянутый предварительный надрез предпочтительно выполняют вписанным в упомянутое углубление 4. Другими словами, внешний контур 13 карты 3 вписан в контур 14 углубления 5. Термин «вписан» в данном случае включает равенство: внешний контур 13 карты 3 может совпадать с контуром 14 углубления. Таким образом, при отделении, выполняемом разламыванием по упомянутому предварительному надрезу, карта 3 вынимается из пластины 1 и имеет по всей своей площади толщину, равную малой толщине 5.
Малый формат карты 3 может быть любой формы и размера. В соответствии с предпочтительным вариантом это может быть формат 4FF, определяемый размерами 8,8×12,3 мм для внешнего контура 13 и малой толщиной в 0,65+0,03/-0,07 мм.
В соответствии с третьим этапом 33, являющимся необязательным потому, что он позволяет выполнить необязательный адаптер 2, осуществляют предварительное надрезание адаптера большого формата 9. В ходе этого этапа выполняют предварительное надрезание по внешнему контуру 12 адаптера 2, который соответствует большому формату 9. Выполняют второе предварительное надрезание по внутреннему контуру адаптера 2. Это второе предварительное надрезание совмещается с предыдущим этапом 32, когда адаптер 2 расположен вокруг карты 3. Если же нет, то он должен быть выполнен независимо.
Большой формат адаптера 2 может быть большой формы и размера. В соответствии с предпочтительным вариантом это может быть формат 3FF, определяемый размерами 12×15 мм для внешнего контура 12 и большой толщиной в 0,76+/-0,08 мм, и/или формат 2FF, определяемый размерами 15×25 для внешнего контура 12 и большой толщиной в 0,76+/-0,08 мм.
Как было упомянуто, адаптер 2 может быть предпочтительно расположен вокруг карты 3 в относительном положении, соответствующем конечному положению его использования. Такой адаптер 2 окружает карту 3. Другими словами, внешний контур 12 адаптера 2 окружает внешний контур 13 карты 3.
Альтернативно или дополнительно, адаптер может быть также расположен сбоку от карты 3 на той же пластине 1.
В случае, когда адаптер 2 расположен вокруг карты 3, нужно, чтобы он имел толщину, равную большой толщине 6. Это необходимо для того, чтобы упомянутый адаптер 2 можно было бы вставить и использовать надежно удерживаемым в считывателе карт, предназначенном для карт большого формата 9. Это условие осуществляется, если большая толщина 6 существует на заданных участках площади адаптера 2. Считыватель карт имеет обычно боковые направляющие, лежащие на по меньшей мере части внешнего контура 12 большого формата 9. Поэтому удобно, когда адаптер 2 имеет большую толщину 6 по меньшей мере на соответствующей части своего внешнего контура 12. Средством реализации такого условия является то, что адаптер 2 окружает углубление 4.
Другими словами, выгодно, чтобы внешний контур 12 адаптера 2 окружал внешний контур 14 углубления 4. Поскольку, как показано выше, выгодно, чтобы адаптер 2 имел равную большой толщине 6 толщину на по меньшей мере части своей площади, это окружение (вписывание) в данном случае подразумевается строгим: внешний контур 12 адаптера 2 не может быть равен внешнему контуру 14 углубления.
Представляется, что это условие не применимо к адаптеру, расположенному сбоку от карты 3. Действительно, в этом случае толщина адаптера 2 является постоянной по всей его площади и равна большой толщине 6.
Два первых этапа 31, 32 или три этапа 31, 32, 33 способа представлены в произвольной последовательности. Однако следует отметить, что эти этапы могут быть выполнены в различных порядках.
Этап предварительного надрезания 32 карты 3 может быть выполнен перед этапом 31 выполнения углубления, в частности, в случае частичного предварительного надрезания по длине, которое будет описано ниже. В соответствии с вариантами воплощения эти два этапа могут быть выполнены одновременно. Этап предварительного надрезания 33 адаптера 2 может быть выполнен до, во время или после того или другого из двух этапов 31 и 32.
Осуществление этапа 31 способа, который приводит к промежуточному изделию, изображенному на Фиг. 4, реализует по меньшей мере одно углубление 4 в пластине 1 большой толщины 6. Для этого предложены несколько вариантов способов получения.
В соответствии с первым вариантом получения, изображенным на Фиг. 5, пластина 1 получают прессованием. Пластину 1, выполненную из одного или нескольких слоев материала, например, пластмассового, такого как поликарбонат, прессуют между двумя взаимодополняющими (комплементарными) инструментами 10-11. Эти инструменты 10-11 могут быть плоскими, приводимыми в действие прессом, либо также могут быть выполнены в виде валков, между которыми пластина 1 прессуется при вращении упомянутых валков. Эти два инструмента известным образом спрессовывают между собой компоненты пластины 1, сближая их в направлении, обозначенном стрелками 18, 19. Такое прессование может, в случае необходимости, сопровождаться повышенной температурой.
Известным образом два гладких инструмента, подобных инструментам 10, делают пластину 1 равномерной толщины. Напротив, в соответствии с изобретением по меньшей мере один из инструментов 10-11, в данном случае - инструмент 11, снабжен пуансоном 17, выступающим с формой, полностью комплементарной форме полости углубления 14. Этот пуансон 17 при прессовании осуществляет изготовление пластины 1 и при этом формирует углубление 4. В данном случае следует отметить, что этот этап штамповки выполняют совместно с этапом прессования при изготовлении пластины 1. Таким образом, пластину 1 изготавливают с упомянутым по меньшей мере одним углублением 4.
В соответствии с другим вариантом получения, изображенным на фиг. 7, пластину 1 и углубление 4 выполняют формованием. Пластину 1 в данном случае изготавливают с помощью литейной формы 21. Литейная форма 21 имеет геометрическую форму, комплементарную пластине 1, снабженной по меньшей мере одним углублением 4, как изображено на Фиг. 4. Упомянутая литейная форма 21 имеет по меньшей мере обращенную внутрь нее геометрическую форму 22, полностью комплементарную форме полости, которая необходима для углубления 4. Материал, образующий пластину 1, вводят в жидком виде во входной канал 23. После отверждения получают пластину 1 с по меньшей мере одним выполненным углублением 4.
В соответствии с другим вариантом получения, изображенным на Фиг. 6, углубление 4 выполняют обработкой. В этом варианте получения пластину 1 предварительно выполняют любым способом, таким как прессование, литье, обработка и т.д., с равномерной толщиной, равной большой толщине 6. Далее осуществляют удаление излишнего материала в месте по меньшей мере одного углублении 4 с помощью инструмента 20. Упомянутая обработка может быть механической, например, резанием с помощью фрезы 20. Она может быть также термической с помощью лазерного инструмента 20, либо химической, с помощью растворителя.
Независимо от варианта этапа 31 выполнения по меньшей мере одного углубления 4 получают пластину 1, снабженную по меньшей мере одним углублением 4, примерная форма которого изображена на Фиг. 4, в соответствии с вариантом воплощения с единственным углублением 4.
На этой форме может быть осуществлен этап предварительного надрезания 32 карты 3 и/или этап предварительного надрезания 33 адаптера 2. Предварительное надрезание может быть выполнено в соответствии с по меньшей мере двумя вариантами воплощения, которые могут быть использованы отдельно или совместно.
Целью предварительного надрезания является обеспечение связи двух элементов до разделения этих двух элементов путем разламывания оставшейся после предварительного надрезания части. Предварительное надрезание, таким образом, предназначено для ослабления контурной разделительной линии, чтобы разламывание было возможно при небольшом усилии, а предпочтительно без инструментов. Предварительное надрезание является частичным разрезанием.
В соответствии с первым вариантом воплощения предварительное надрезание, будь то предварительное надрезание по внешнему контуру 13 карты 3 или предварительное надрезание по внешнему контуру 12 адаптера 2, включает частичное разрезание по длине и полное разрезание по толщине. Вдоль контура 12, 13 предварительного надрезания пластину 1 разрезают по всей ее толщине. Однако этот разрез выполняют не по всей длине упомянутого контура 12, 13, и между двумя последовательными разрезами 15 остается перемычка из материала. Такое частичное разрезание по длине также называют просечкой.
В соответствии со вторым вариантом воплощения предварительное надрезание содержит полное разрезание по длине и частичное по толщине. Вдоль контура 12, 13 предварительного надрезания пластину 1 разрезают по всей длине упомянутого контура 12, 13. Однако этот разрез выполняют не по всей толщине пластины 1, и существует некая остаточная толщина.
Эти два варианта воплощения можно комбинировать. Выполняют частичное предварительное надрезание по длине, а на оставшихся частях контура 12, 13 выполняют частичное предварительное надрезание по толщине.
Для иллюстрации этих двух вариантов воплощения Фиг. 1, 2 представляют пример реализации, в котором первый пример реализации, частичный по длине, использован для выполнения предварительного надрезания 33 адаптера 2, а второй пример реализации, частичный по толщине, использован для выполнения предварительного надрезания 32 карты 3.
Таким образом, можно видеть, что контур 12 адаптера 2 частично вырезан по длине, а вся толщина 6 пластины 1 имеет разрезы 15, в данном случае - в количестве шести. Между этими разрезами 15, которые обычно выполняют с помощью пуансона, имеются остатки материала, которые обеспечивают удержание адаптера 2 вместе с пластиной 1. Отделение адаптера 2 от пластины 1 осуществляют, разламывая остатки материала.
Напротив, контур 13 карты 3 частично вырезан по толщине, а по всей длине упомянутого контура 13 снабжен канавкой 16 на по меньшей мере одной из двух сторон. В представленном примере канавка 16 выполнена на каждой из двух сторон. Эти две канавки 16 предпочтительно расположены одна напротив другой. Они остаются с остаточной толщиной, которая позволяет удерживать карту вместе с пластиной 1 и/или адаптером 2. Отделение карты 3 от пластины 1 осуществляют путем разламывания этой остаточной толщины по канавке (канавкам) 16.
Описанный выше способ по изобретению предпочтительно используется для карты (3) с микросхемой или карты с чипом. Такая карта известным образом содержит контактную пластину, обеспечивающую электрическую связь с микроконтроллером или чипом, обычно расположенным в толще карты 3 под упомянутой контактной пластиной. Эта контактная пластина также расположена в толще карты 3 так, чтобы находиться на одном уровне с поверхностью одной из сторон карты 3.
Для того чтобы контактная пластина находилась на одном уровне с поверхностью стороны пластины 1, углубление 4, предпочтительно единственное, предпочтительно выполнено так, чтобы углубление выходило на сторону карты 3, противоположную стороне контактной пластины.
Однако такое выполнение не является обязательным и можно выполнить углубление 4 с той же стороны, что и контактная пластина.
Если выполнены два углубления 4, то первое углубление находится на одной стороне, а второе углубление выполнено на противоположной стороне.
Изобретение относится также к полученной таким образом пластине 1, содержащей по меньшей мере одну отделяемую карту 3.
Способ и устройство для персонализации, по меньшей мере, двух карт и карта, полученная таким способом

