Результат интеллектуальной деятельности: ЗАХВАТНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ТАРЫ
Вид РИД
Изобретение
Настоящее изобретение относится к упаковке, в частности к многослойной упаковке, изготовленной из покрытого термопластиком картона.
В JP-A-2003276725 раскрыта бумажная тара, выполненная из многослойного материала, в основном состоящего из бумаги, и содержащая выемки и выступы на внешней поверхности тары для улучшения нескользящих свойств и для красоты дизайна. Многослойный материал имеет внутренний слой, содержащий по меньшей мере слой термоклейкой смолы на одной из бумажных поверхностей, и внешний слой, содержащий по меньшей мере слой термоклейкой смолы на другой своей поверхности. Выемки и выступы расположены в одной части бумажной тары для улучшения нескользящих свойств.
WO-A-0075038 относится к коммерческой упаковке, содержащей по меньшей мере одну плоскую или изогнутую поверхность и защитную полосу с канавкой, выполненной в поверхности, в которой расположена защитная полоса.
В EP-A-0615285 раскрыты интегральные схемы, такие как приемопередатчики, прикрепленные к подложке, такой как картонный упаковочный материал, путем приклеивания интегральной схемы к подложке, присоединения прямоугольной микрополосковой антенны к подложке и интегральной схеме и присоединения уплотняющего слоя поверх интегральной схемы и по меньшей мере части антенны. В подложке может быть выполнено углубление, в котором размещена интегральная схема. Прямоугольная микрополосковая антенна может быть нанесена методом трафаретной печати на подложку и интегральную схему с помощью проводящих чернил или может представлять собой металлическую фольгу, присоединенную к подложке и интегральной схеме. Если интегральная схема представляет собой приемопередатчик, она может быть запрограммирована идентификационным кодом до или после присоединения к подложке.
В GB-A-2471268 раскрыта штабелируемая коробка, содержащая вертикальные лапки на верхних частях соответствующих торцевых панелей и удерживающие лапки в нижних частях боковых панелей, и углубление вблизи центра основания коробки. Такая конфигурация позволяет образовывать штабель перекрывающих друг друга коробок, в котором вертикальные лапки первой коробки сцепляются с удерживающими лапками второй коробки и/или углублением второй коробки, когда вторая коробка размещена поверх первой.
Согласно первому аспекту настоящего изобретения предоставлена заготовка тары для образования тары, имеющей соответствующие противостоящие первую и вторую плоские поверхности и содержащей ряд панелей, образующих основную часть, расположенных бок о бок, при этом границы между указанными панелями определены соответствующими граничными ослабленными линиями, проходящими сверху вниз по указанным панелям по существу перпендикулярно указанному ряду, причем по меньшей мере одна панель, образующая основную часть, содержит линию углубления в первой поверхности, невидимую на соответствующей противоположной второй поверхности, при этом в линии углубления расположено вещество, способствующее захвату.
Согласно второму аспекту настоящего изобретения предоставлена тара, содержащая замкнутый контур из панелей основной части, при этом границы между указанными панелями определены соответствующими граничными ослабленными линиями, проходящими сверху вниз по указанным панелям по существу перпендикулярно указанному замкнутому контуру, причем каждая панель основной части имеет соответствующие внешнюю и внутреннюю плоские поверхности, внешняя поверхность по меньшей мере одной из панелей основной части содержит линию углубления, невидимую на соответствующей внутренней поверхности, при этом в линии углубления расположено вещество, способствующее захвату.
Согласно третьему аспекту настоящего изобретения предоставлен способ изготовления заготовки тары из листового материала, содержащий разметку листового материала рисунком ослабленных линий, ограничивающих панели, образующие основную часть заготовки тары, при этом заготовка тары имеет соответствующие внешнюю и внутреннюю плоские поверхности, образование линии углубления в первой поверхности по меньшей мере одной из панелей, образующих основную часть, невидимую в соответствующей области второй поверхности, и размещение вещества, способствующего захвату, в указанной линии углубления.
Благодаря этим аспектам вещество с нескользящими свойствами может быть нанесено на внешнюю поверхность упаковочного материала, не препятствуя любой части процесса изготовления тары.
Создание линии углубления в первой плоской поверхности многослойного материала, не изменяющей профиль поверхности противоположной второй поверхности, обладает преимуществом, заключающимся в том, что внутренняя поверхность деталей упаковочного материала, образующих основную часть, остается заметно гладкой и не содержит оттисков, образованных тиснениями или т.п., выполненными на первой поверхности упаковочного материала. Это особенно полезно для асептической упаковки, где желательна как можно более гладкая внутренняя поверхность, во избежание любых действий по отношению к упаковочному материалу, угрожающих целостности барьерных свойств получаемой в результате тары.
В предпочтительном варианте осуществления материал, способствующий захвату, представляет собой материал, повышающий трение, для увеличения трения между пальцами потребителя и панелями основной части тары. Также могут использоваться другие вещества, например, для передачи информации пользователю, такой как индикация температуры содержимого.
Варианты осуществления настоящего изобретения далее будут описаны лишь в качестве примеров со ссылками на сопроводительные графические материалы, на которых:
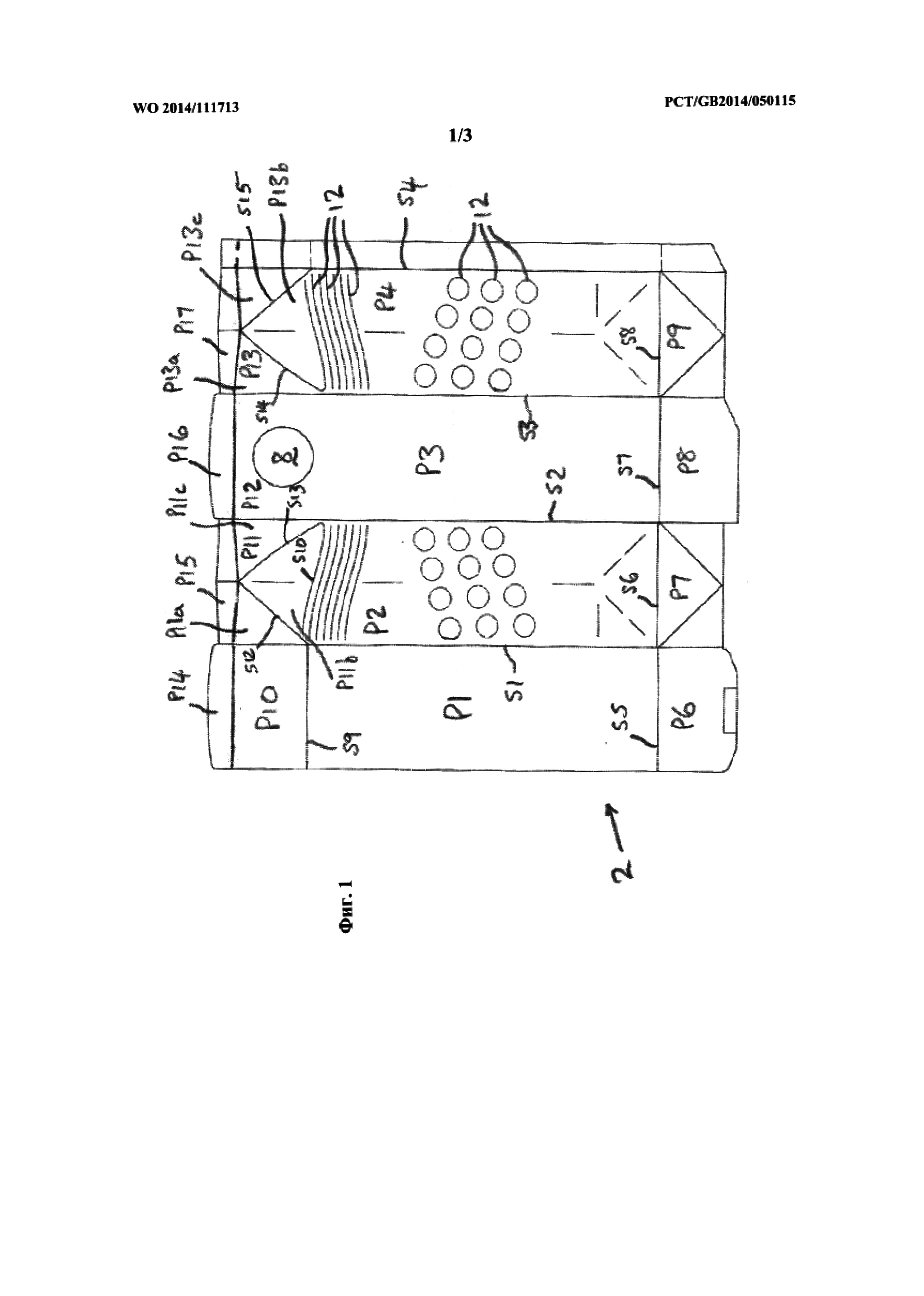
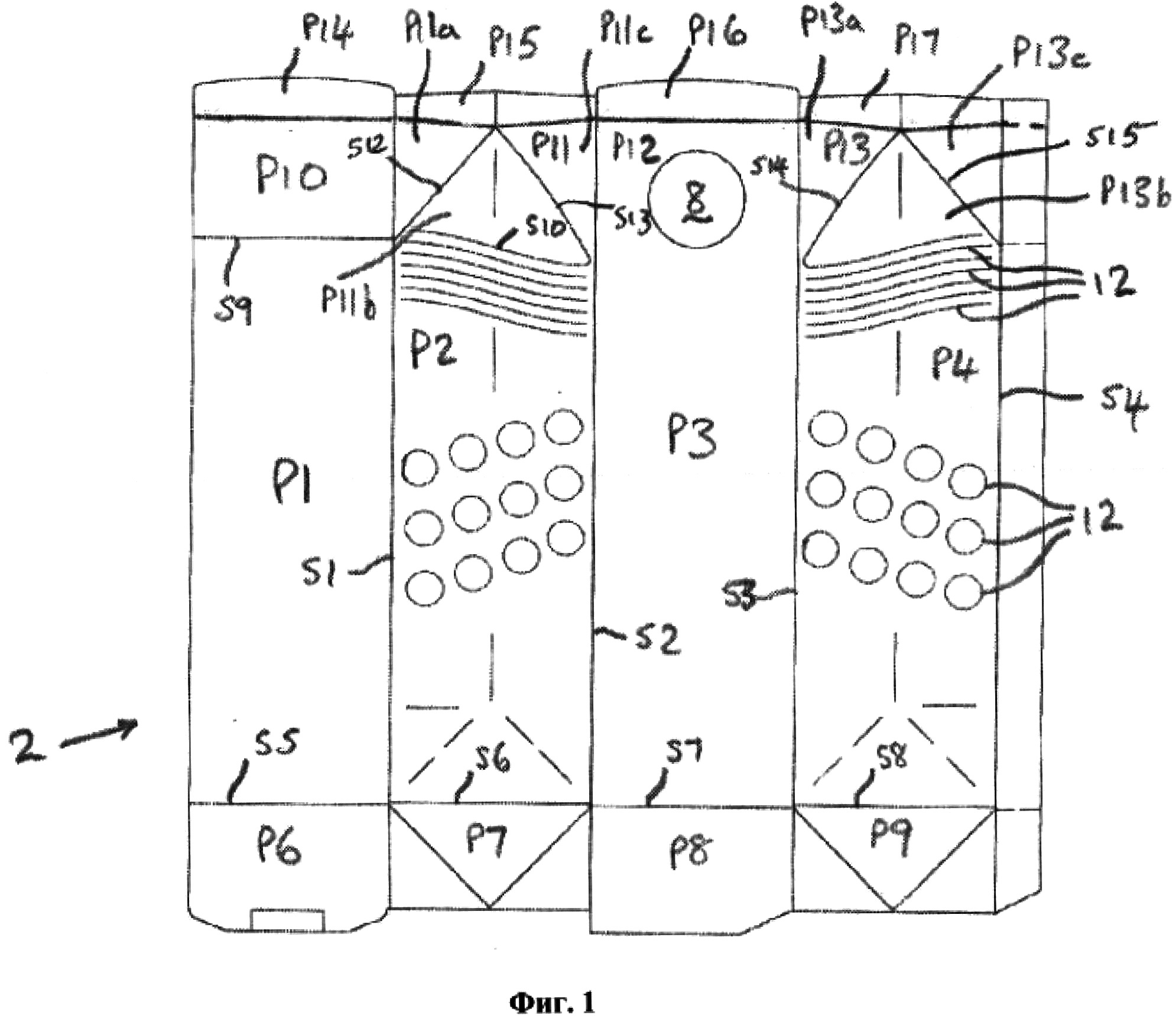
на фиг. 1 показан вид сверху заготовки тары для изготовления тары,
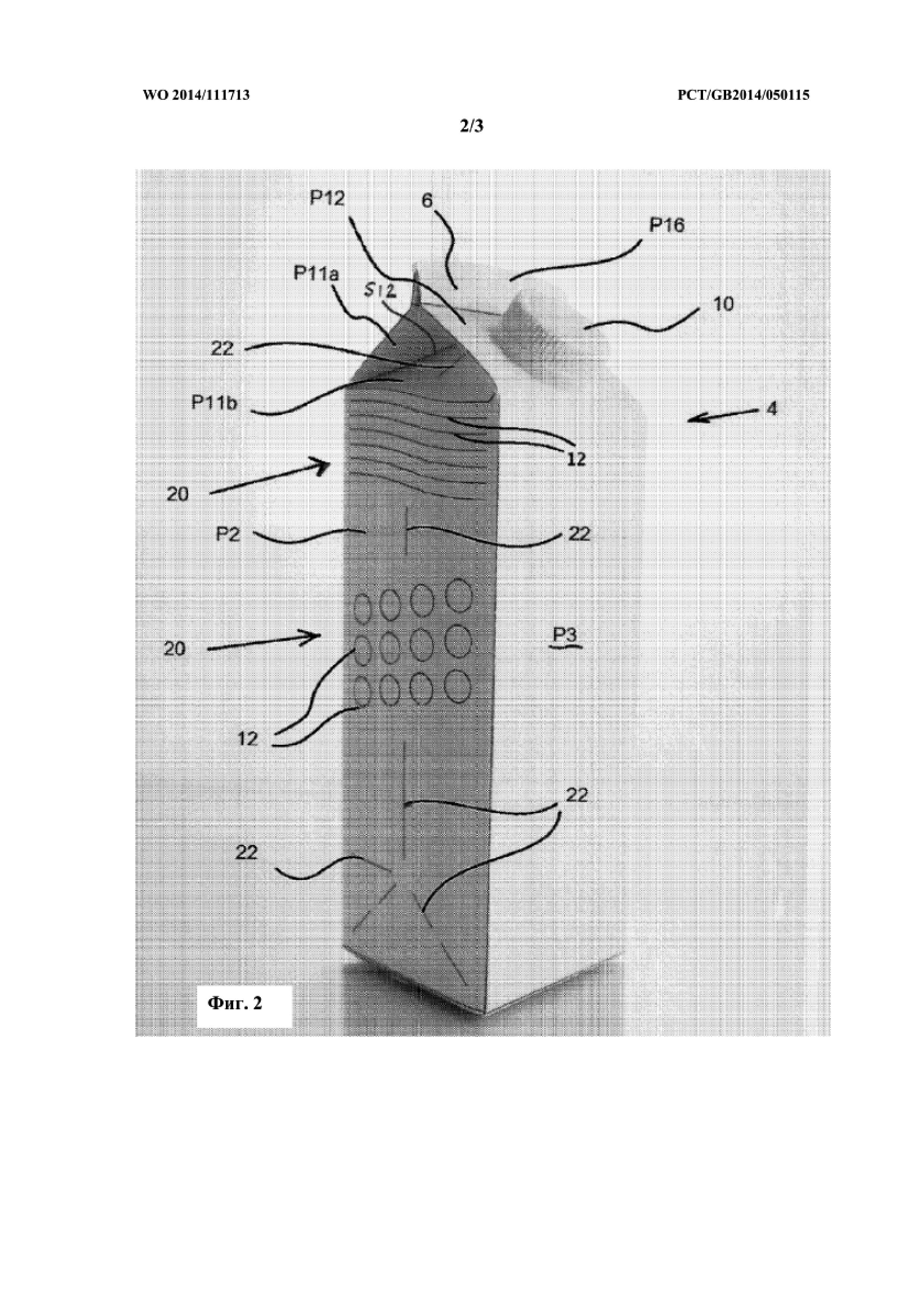
на фиг. 2 показан вид в перспективе тары, изготовленной из заготовки тары по фиг. 1, и
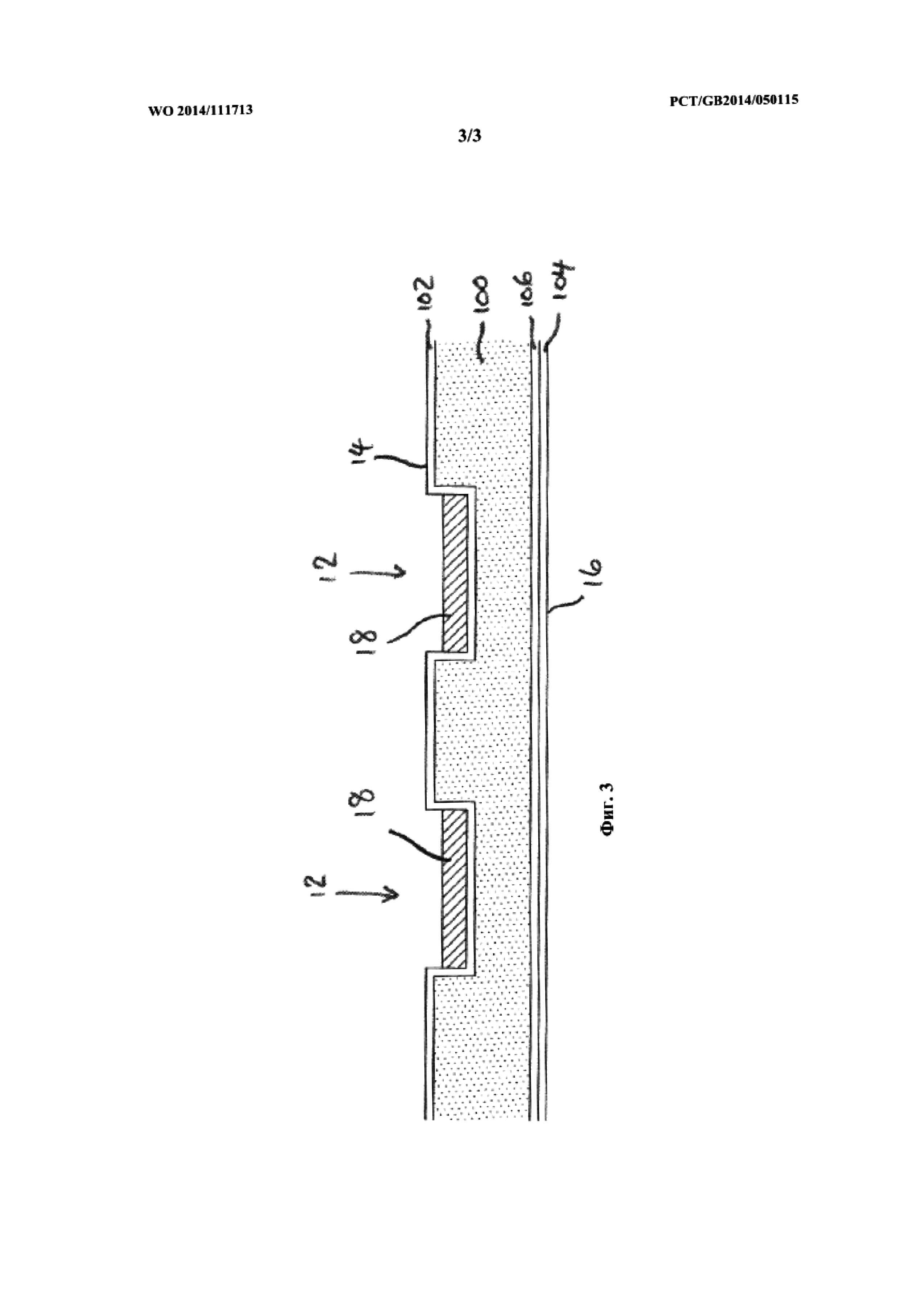
на фиг. 3 показан вид в частичном поперечном сечении упаковочного материала, подходящего для использования с целью изготовления тары по фиг. 2.
Как изображено на фиг. 1, заготовка 2 тары, содержащая первую плоскую поверхность, которая будет образовывать внешнюю поверхность готовой тары, и вторую плоскую поверхность, которая будет образовывать внутреннюю поверхность готовой тары, состоит из многослойного материала, содержащего слой картонной подложки и соответствующие самый дальний внешний и самый дальний внутренний слои влагонепроницаемого термопластика (с возможным размещением кислородонепроницаемого слоя, например алюминиевой фольги, между подложкой и самым дальним внутренним слоем термопластика). Тара 4 с остроконечным верхом или картонная коробка, образованная из нее (изображена на фиг. 2), используется для упаковывания жидкостей, например молока или фруктового сока, и, в частности, для асептического упаковывания таких жидкостей.
Для изготовления заготовки 2 тары полоса упаковочного материала может быть известным способом пропущена между парой роликов, разрезающих материал вокруг краев заготовки и формирующих ослабленные линии, видимые на первой плоской поверхности заготовки, которая будет образовывать внешнюю поверхность готовой тары, а также на второй плоской поверхности заготовки, которая будет образовывать внутреннюю поверхность готовой тары.
Заготовка 2 состоит из четырех панелей P1-P4, образующих основную часть, с пятой стандартной уплотняющей панелью, ограниченной ослабленными линиями в форме линий S1, S2, S3 и S4 сгиба между ними. Нижние края панелей P1 - P4 основной части ограничены другими ослабленными линиями в форме линий S5 - S8 сгиба и, таким образом, отделены от ряда частей P6 - P9 торцевой крышки. Подобным образом, верхние края ряда панелей P1 - P4 основной части ограничены другими ослабленными линиями в форме линий S9 - S11 сгиба и, таким образом, отделены от ряда верхних укупорочных панелей P10, P11 и P13. Верхняя укупорочная панель P12 не отделена физической линией сгиба от соседней основной части P3, расположенной непосредственно рядом с ней в направлении внутрь, но имеется невидимая ослабленная линия на границе между панелями P3 и P12, где верхняя укупорочная панель P12 будет складываться относительно панели P3 основной части при изготовлении тары 4 из заготовки 2 тары. Панели P10 и P12 являются четырехугольными и образуют соответствующие четырехугольные панели верхней стенки тары 4 с остроконечным верхом, в то время как панели P11 и P13 также являются четырехугольными, но каждая из них разделена соответствующими наклонными линиями S12, S13, S14 и S15 сгиба на три по существу треугольные второстепенные панели P11a - P11c и P13a - P13c. Верхние края ряда верхних укупорочных панелей P10 - P13 ограничены рядом верхних уплотнительных панелей P14 - P17 для образования уплотняющего ребра 6 тары 4 (см. фиг. 2). Расположенная спереди верхняя укупорочная панель P12 выполнена со сквозным отверстием 8 (или, в качестве альтернативы, с ослабленным контуром в случае асептической упаковки), к которому присоединен сборный выливной носик 10 (см. фиг. 2).
При изготовлении тары 4 из заготовки 2, изображенной на фиг. 1, заготовка 2 преобразуется в рукав тары, имеющий прямоугольное поперечное сечение, и в котором панели P1 - P4 основной части образуют замкнутый контур вокруг рукава, а панели P10 - P13 верхней крышки образуют замкнутый контур вокруг рукава. Панели P6 - P9 торцевой крышки складываются на оправке для образования торцевой крышки. После складывания панелей P6 - P9 торцевой крышки эти панели герметизируются на оправке для формирования нижней крышки. Герметизация включает нагревание и спрессовывание панелей P6 - P9 для того, чтобы привести термопластик в клейкое состояние с целью создания герметичной нижней крышки. В качестве альтернативы могут использоваться другие способы герметизации, такие как склеивание, при котором нагревание не будет необходимым. После заполнения тары 4 формируется верхняя крышка путем образования уплотняющего ребра 6 известным образом. Затем фланец сборного выливного носика 10 (см. фиг. 2) может быть прикреплен к внешней поверхности верхней укупорочной второстепенной панели P12, например, при помощи ультразвуковой сварки поверх ослабленного контура 8. В качестве альтернативы, фланец сборного выливного носика 10 может быть прикреплен к внутренней части второстепенной панели P12 перед заполнением, при этом выливной носик выступает через отверстие 8. Тара 4 будет подходить для использования в асептическом или не асептическом упаковывании жидкостей.
Ссылаясь на фиг. 3, многослойный упаковочный материал содержит картонную подложку 100, внешний слой термопластичного материала 102, внутренний слой термопластичного материала 104 и непроницаемый слой, такой как кислородонепроницаемый слой 106, расположенный между картонной подложкой 100 и внутренним слоем термопластичного материала 104. При формировании заготовки 2 тары может быть расположена пара роликов, между которыми пропускается упаковочный материал, посредством сжатия внешнего слоя термопластика 102 и поверхности картонного слоя 100, обращенной к внешнему слою термопластика 102, для образования по меньшей мере одной линии 12 углубления в поверхности материала, который будет образовывать внешнюю поверхность 14 готовой тары, в то время как соответствующая внутренняя поверхность 16 остается гладкой и плоской. Этого можно достичь путем предоставления желаемого рисунка, образованного одним или несколькими вдавливающими устройствами на одном из роликов, который будет входить в контакт с внешней поверхностью 14, в то время как соответствующая область на другом ролике является гладкой. Таким образом, линия 12 углубления будет видна на внешней поверхности, но не будет видна на внутренней поверхности.
Перед преобразованием заготовки 2 тары в рукав тары, вещество 18, способствующее захвату, может быть помещено в линию(линии) 12 углубления, таким образом, чтобы вещество 18 содержалось в линии(линиях) 12 углубления и не выливалось на самую дальнюю внешнюю поверхность внешней поверхности 14. Вещество может быть в виде вещества, повышающего трение. Таким образом, повышающее трение вещество 18 остается в той области, где оно наиболее необходимо.
В машине для заполнения, заготовки тары с разными свойствами поверхностного трения, как в случае, когда захватные элементы или т.п. приклеены к внешней поверхности тары и выступают из нее наружу, часто будут требовать различных регулировок машины для заполнения, что приведет к разной производительности машины для заполнения при извлечении заготовки из накопительного устройства, загрузке заготовок на оправку, переносе тары с оправки в карманы цепной передачи, выравнивании тары в кармане цепной передачи при прохождении сквозь машину для заполнения, и, наконец, герметизации верха. Сочетание линии(линий) 12 углубления с повышающим трение веществом 18, содержащимся внутри линии(линий) 12 углубления, не будет ухудшать производительность машины для заполнения.
Повышающее трение вещество 18 перед своим нанесением преимущественно представляет собой текучее вещество, например, чернила или лак с высоким коэффициентом трения. Чернила или лак с высоким коэффициентом трения состоят из модифицированных акриловых смол, которые ведут себя подобно резиновому материалу (сравнительно сильно эластичные со сравнительно высокой степенью пластичности), что приводит к нескользящим свойствам. Кроме этого, чернила или лак с высоким коэффициентом трения не содержат каких-либо силиконов или восков, известных как добавки, понижающие трение.
Повышающее трение вещество 18 может быть осаждено в линии(линиях) 12 углубления в ходе аналогичного процесса нанесения других чернил, используемых для декоративного оформления тары, например, в ходе процесса УФ-печати, выполняемого в отдельной секции печатной машины. Ультрафиолетовая (УФ) печать представляет собой сравнительно быстрый процесс, поскольку не требуется ждать высыхания чернил. Таким образом, может быть выбрано повышающее трение вещество 18, отверждающееся при воздействии УФ излучения, подобно чернилам, используемым в этом процессе. Тем не менее, могут использоваться другие способы печати декоративных элементов тары, при этом подходящее повышающее трение вещество 18 выбирается соответствующим образом.
Таким образом, повышающее трение вещество 18 может быть нанесено в различных степенях для обеспечения различных степеней трения и/или зон трения и других осязательных признаков, не препятствуя производственному процессу. Это облегчает сборку и разборку штабелей плоских заготовок тары или рукавов, поскольку повышающее трение вещество 18 полностью содержится внутри линии(линий) 12 углубления и не препятствует контакту и обработке другой соседней заготовки тары или рукава тары.
Благодаря получению такой тары 4 пользователь будет чувствовать улучшенную сцепку при захвате тары. Это особенно полезно для тех потребителей, у которых могут быть нарушения зрения и/или соматические нарушения. Использование тары 4 уменьшает риск разлива жидкого пищевого содержимого при наливании и риск уронить тару 4.
Линия(линии) 12 углубления могут быть расположены в форме определенного желаемого рисунка для достижения оптимальных захватных свойств, подобно протектору на шине транспортного средства, предназначенному для обеспечения сцепления поверхности с поверхностью земли, вдоль которой перемещается транспортное средство. Таким образом, линия(линии) 12 углубления ясно обозначают, как пользователь должен держать тару 4.
Благодаря тому, что внутренняя поверхность 16 материала не содержит линии(линий) 12 углубления, она остается гладкой и плоской с тем, чтобы поверхность могла быть эффективно стерилизована. Подобная гладкая и плоская внутренняя поверхность идеальна для процесса стерилизации, поскольку отсутствуют складки или изгибы в упаковочном материале, в которых бактерии и другие микроорганизмы могут остаться после процесса стерилизации.
Глубина линии(линий) 12 углубления, предпочтительно, меньше половины толщины картонного слоя, и, наиболее предпочтительно, меньше четверти толщины картонного слоя, с тем, чтобы обеспечить использование минимального количества вещества 18 и наличие достаточного контакта между кожей пальцев потребителя и веществом 18.
Области внешней поверхности 14, не сжатые для образования линии(линий) 12 углубления, остаются сравнительно гладкими, как в известных тарах такого типа. Следовательно, линия(линии) 12 углубления визуально и/или тактильно очерчивают потребителю одну или несколько захватных зон 20 для удобного обращения с тарой 4.
Тара 4 по фиг. 2 имеет боковую панель P2 основной части, содержащую множество захватных зон 20, очерченных множеством линий 12 углубления. Одна захватная зона 20 образована рисунком по существу кольцевых линий 12 углубления, а другая образована рисунком, состоящим из множества волнистых линий 12 углубления. Противоположная боковая панель основной части может быть оснащена идентичным рисунком или другим рисунком, учитывающим расположение пальцев потребителя при удерживании тары 4. Расположение и рисунок линии(линий) 12 углубления на панели P2 основной части также могут различаться в зависимости от размера тары 4. Изображенные различные захватные зоны 20 не обязательно должны быть предоставлены вместе, поэтому они являются независимыми и могут иметь любую желаемую форму и рисунок. Изображенный рисунок из по существу кольцевых линий 12 углубления слегка наклонен к горизонтали от соединения между боковой панелью P2 основной части и задней панелью P1 основной части к соединению между боковой панелью P2 основной части и передней панелью P3 основной части. Это позволяет потребителю естественным образом брать тару 4. Соответствующие противоположные боковые панели P2 и P4 основной части и соответствующие верхние укупорочные панели P11b и P13b могут дополнительно содержать ослабленные линии 22 с тем, чтобы указать потребителю места складывания тары для утилизации/переработки после того, как все жидкое пищевое содержимое было вылито из тары 4, или с тем, чтобы облегчить полное выливание жидкостей, обладающих сравнительно высокой вязкостью, таких как йогурт, из тары 4 путем выдавливания любого остатка жидкого содержимого из сложенной тары 4. Ослабленные линии 22 не проходят через захватные зоны 20, но указывают пользователю на общие линии сгиба для складывания тары 4.
Волнистые линии 12 углубления могут быть непрерывными, как изображено, или могут быть прерывистыми.
Захватные зоны 20 также могут образовывать область для специфической печати в отношении обращения с тарой, при этом печать может быть в виде текста и/или изображений.
Упаковочная машина и способ управления упаковочной машиной
Картонная заготовка для формирования коробки (варианты) и коробка (варианты)
Насадка наливных горловин с режущим/пробойным зубом
Улучшенная упаковка

