Способ изготовления декоративной панели и декоративная рельефная панель
Вид РИД
Изобретение
Настоящее изобретение относится к области декоративно-прикладного искусства, а именно к области создания картин, фресок типа панно на полимерных носителях, в частности изобретение рассматривает способ создания таких декоративных панелей.
В настоящее время существует много конструктивных типов декоративных панелей, которые представлены в виде рельефного панно.
Применение технологии фрезеровки декоративных панелей из плит мдф, дерева, вспененного пенополистирола или экструзионного пенополистирола, на станках ЧПУ для получения нужного рельефа
(http://www.letostyle.ru/catalog/interior/3dmdf/) так же относится к сложным технологиями и не позволяет получить тонкую деталировку.
Технология литья гипсовых или гипсоакриловых моделей предусматривает заливку жидкого модифицированного (акрилового) или скульптурного гипса в форму при комнатной температуре, созревание смеси, извлечение панели из формы для последующей обработки. Для готового материала возможна окраска, лакировка (http://torgform.ru/tehnologiya-litya.html; http://www.artpole.ru/; http://ньюлайф-52.рф; http://www.degesso.com/). Например, компания ТМ DEGESSO - эксклюзивный производитель 3d гипсовых панелей для стен.
Панели состоят из высокопрочного гипса, армированного волокнами инертного минерального полимера, наполнителя и пластификатора. А российская компания-производитель Rifinitura выпускает бесшовные рельефные гипсовые 3D поверхности Timber (МУ) с весом 19,7-22 кг/м2. Также компания выпускает неповторяемую по рисунку модульную систему Zaha. Панели из гипсового компаунда CeramicEffect это подобранная комбинация гипса, белого цемента и минеральных связующих в комплексе с полиакриловыми армирующими волокнами.
По перечисленным известным технологиям получают декоративное панно с рельефным рисунком, который определяется рисунком в матрице, в которую производят заливку отверждаемой массы. Такой процесс получения декоративных панно относится к сложным и трудоемким. После застывания лицевую поверхность с рисунком необходимо обрабатывать. Кроме того, такие панно обладают значительным весом. При этом полученные панно на основе гипса, в том числе и акрилового, достаточно хрупкие, склонные к повреждению при резке, совершенно не отличаются гибкостью. Имеют большую плотность 1100-1550 кг/м3, толщины в основном от 28 до 100 мм, самые тонкие пластины гипса выпускаются толщиной 15 мм.
Применение жидкого полиуретана или маловспененного полиуретана, также заливаемого в форму для затвердевания (например, Smooth-Cast Easy Cast Fast - двухкомпонентный полиуретановый пластик, производитель США Smooth-On, Inc, http://www.smooth-on.com или пластик Easy Flo, производитель Polytek development Corp.США, www.polytek.com) позволяет воспроизвести арт-объекты высокой детализации, изготовление прототипов изделий, изготовление рекламно-презентационной продукции, эксклюзивной сувенирной продукции, мебельного декора, моделирование и дизайн, плит для фрезерования, элементов конструкций и т.д. Они отличаются очень кратким временем получения отливки (от 15 мин до 1 часа). Но эти материалы имеют серьезный недостаток, который заключается в том. что невозможно получить панно большой площади. Большая часть продукции не отличается гибкостью. Гибкие формы имеют непрезентабельный вид резин.
Производство 3d панелей из пенополиуретана освоено в России компанией СпецПанель.. Стыковка 3d панелей очень хорошая, так как вся продукция изготавливается в специальных пресс-формах, а пенополиуретан позволяет передать текстуру рисунка очень четко (http://спецпанель.рф). Но у этой продукции есть недостаток: отсутствует тонкая детализация. Плотность панели 250 кг/ м3, что в 4,4-6,2 раза меньше, чем у гипсовой панели.
Выпускаемые этой компанией декоративные панно из жесткого пенополиуретана имеют прямоугольную в плане форму и выполнены в виде пластины с плоской тыльной поверхностью и фактурно изогнутой лицевой стороны для образования рельефного по глубине рисунка (ст. "3Д панели из пенополиуретана", выложенная на сайте в сети Интернет по адресу http://спецпанель.рф/, 2015 г.). Это решение принято в качестве прототипа для заявленного объекта - устройства. Известное декоративное панно представляет собой сочетание нескольких одинаковых по размеру отдельных фрагментов размером 500 мм ×500 мм и толщиной 20-30 мм, соединяемых между собой по торцам. Панно собирается из небольших по размеру фрагментов, что определяется применением формовочных установок, рассчитанных на формование пластин определенного размера. Получение панно большого размера на таких установках невозможно. Кроме того, не получается образование рельефного рисунка с четкой тонкой детализацией. По сути, такое панно похоже на стенку, собранную из плиток или мозаики.
Известные панно обладают общими недостатками, заключающимися в сложности получения рельефного рисунка с тонкой детализацией, невозможности получения больших по площади панелей, обладающих небольшим весом и достаточной гибкостью, характеризуемой показателем ударного и статического сопротивления на изгиб.
Большинство технологий по получению или изготовлению декоративных рельефных панелей основано на применении литья или формования фактурного рисунка поверхности в матрицах. Именно применение матрицы, в которой делается обратный рисунок и свойства материала, отформовываемого или отливаемого в этой матрице влияют на качество детальной проработки получаемого тиснения на панели. Вязкость, текучесть, внутренние связи материала не позволяют получать тонкие детали рисунка.
В то же время из уровня техники известны такие приемы механического удаления материала, как фрезеровка декоративных панелей из плит МДФ, дерева, вспененного пенополистирола или экструзионного пенополистирола, и прочего. Плита из МДФ (например 3d панели из МДФ серии MONOGRAM, ARCH, BABY, BAMBUC, BABBLE и др.), дерева, вспененного пенополистирола или экструзионного пенополистирола фрезеруются станком ЧПУ для получения нужного рельефа, затем обрабатываются пропитками, красятся и лакируются (http://www.letostyle.ru/catalog/interior/3dmdf/). Программным способом резцу или фрезе задают движения в полном соответствии с разработанной и переведенной в цифру картинкой. Путем многочисленных проходов обеспечивают требуемый уровень глубины. Размеры режущего инструмента определяют растр такой картинки, то есть ее детализацию. В связи с этим есть возможность получения достаточно мелкой деталировки на небольших глубинах одного прореза (прохода инструмента), но при увеличении глубины прореза увеличивается расстояние между линиями растра, так как режущий инструмент представляет собой объемное тело в определенными размерами, в том числе и режущей кромки. Такие технологические приемы позволяют получать масштабные прочерченные большими мазками рисунки (ст. "Советы по обработке полиуретана и пенопласта на фрезерном станке с ЧПУ", выложенная на сайте "INFOFREZER" в сети Интернет по адресу https://infofrezer.ru/stati/sovety-po-obrabotke-poliuretana-i-penoplasta-na-frezernom-stanke-s-chpu/), обнаружено в 2016 г.). Это решение принято в качестве прототипа для заявленного объекта - способа.
Поэтому создание фактурной поверхности на пластине с применением фрезерования относится к трудоемким способам и не всегда позволяет создавать тонко проработанные с достаточной глубиной рельефа (более 5 мм для детали толщиной 1,5-2,0 мм) объемные/рельефные изображения. Кроме того, панно, полученные из МДФ или дерева, обладают очень большим весом и подвержены воздействию влаги, что требует специальной серьезной обработки всей поверхности панели со всех ее сторон. В любом случае, такие панно не пригодны для использования вне помещений. Применение такого материала как экструзионный пенополистирол позволяет уйти от такого параметра как вес и влияние атмосферных осадков, но из-за недостаточной прочности самих материалов требует применения специальных мер по повышению пространственной прочности на изгиб, особенно для панно больших размеров по площади.
Настоящее изобретение направлено на достижение технического результата, заключающегося в использовании химического фрезерования пластины и последующего ее покрытия многослойными составами с целью повышения прочностных качеств широкоформатных панно и укреплении рельефного рисунка.
Указанный технический результат в части способа достигается тем, что в способе изготовления декоративной панели, заключающемся в образовании на лицевой поверхности пластины из вспененного полистирола рельефного изображения методом удаления материала пластины в соответствии с рисунком изображения, удаление материала пластины на лицевой поверхности пластины в соответствии с рисунком изображения осуществляют химическим травлением структуры пластины за счет дозированного нанесения сольвентного состава на подлежащие удалению путем растворения участки поверхности пластины для получения углублений с глубиной, прямо пропорциональной объему дозы сольвентного состава, подаваемой на удаляемый участок, при этом для дозированного нанесения сольвентного состава используют печатный широкоформатный плоттер струйного типа для печати цифрового файла изображения двумя параллельно работающими печатными головками с одним каналом каждая или с одной головкой с разделенными каналами для несмешиваемой подачи двух типов сольвентного состава, отличающихся по скорости протекания процесса химического травления вспененного полистирола.
Для повышения прочностных свойств и защиты рельефного рисунка пластины из вспененного полистирола после полного завершения цикла химического травления пластины, заключающегося в дополнительной выдержке и сушке поверхности после сольвентной обработки поверхности, осуществляют грунтование с последующим эмалированием лицевой и торцевой поверхности пластины композициями на базе этилен-винилацетатной дисперсии с огнезащитными добавками-антипиренами, покрываемой 2-3 слоями атмосферостойкого уретанового или акрил-уретанового нежелтеющего лака. Тыльная сторона пластины покрыта гибким штукатурным составом на базе высоконаполненной стирол-акриловой дисперсии лицевой поверхности пластины для последующего после высыхания грунтового слоя нанесения эмалевого напыления, представляющего собой композицию на базе этилен-винилацетатной дисперсии.
Назначение этих составов состоит в том, что они обеспечивают хорошую адгезию к пенополистиролу, отличную укрывистость, порозаполнение и огнезащитные свойства готовому материалу, уменьшая его горючесть, токсичность продуктов горения и дымообразование, а также обеспечивая УФ-стабильность, которая чересчур слабая у пластин пенополистирола.
Эмалевое покрытие может быть красочно оформлено нанесением с помощью широкоформатного плоттера поверх него красочного слоя на основе вододисперсионных, латексных, сольвентных пигментированных или сублимационных чернил и закреплением верхнего слоя лаковым покрытием.
Для этого способа в качестве вспененного полистирола используют экструзионный пенополистирол XPS или пенополистирол EPS или автоклавный пенополистирол или автоклавно-экструзионный пенополистирол. А тыльную часть пластины покрывают штукатурным составом, представляющим собой эластичный высоконаполненный толстослойный материал на основе стирол-акриловой дисперсии. Кроме того, дополнительно поверх эмалевого покрытия может быть нанесен слой специальной структурной пасты, представляющей собой вододисперсионную систему на базе стирол-акрилового полимера, содержащего фракционированный наполнитель, позволяющий имитировать каменистую поверхность на лицевой стороне и которую высушивают перед нанесением красочного покрытия который высушивают перед нанесением красочного покрытия.
Красочное покрытие покрывают 2-3 слоями матового уретанового или акрил-уретанового не желтеющего лака.
Указанный технический результат в части устройства достигается тем, что в декоративной рельефной панели, содержащей основание в виде пластины из полимерного материала, на лицевой поверхности которой выполнено рельефное выпуклое изображение, в качестве пластины из полимерного материала использована пластина из экструзионного пенополистирола или пенополистерола, тыльная сторона которой покрыта гибким штукатурным составом на основе вододисперсионного материала, при этом рельефное выпуклое изображение выполнено методом химического травления и покрыто напылением грунтовочного состава на базе вододисперсионной укрывистой эмали.
Для имитации на лицевой поверхности каменной фактуры поверх напыленного грунтовочного состава на лицевую поверхность пластины может быть нанесен слой структурной пасты, которая может быть окрашена. Кроме того, на торцевые поверхности пластины может быть нанесен слой тонирующей грунт-эмали, сверху покрытый защитным слоем лака.
Поверх напыленного грунтовочного состава на лицевую поверхность нанесен красочный слой, закрепленный УФ-стойким лаком.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Настоящее изобретение поясняется конкретным примером исполнения, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения требуемого технического результата.
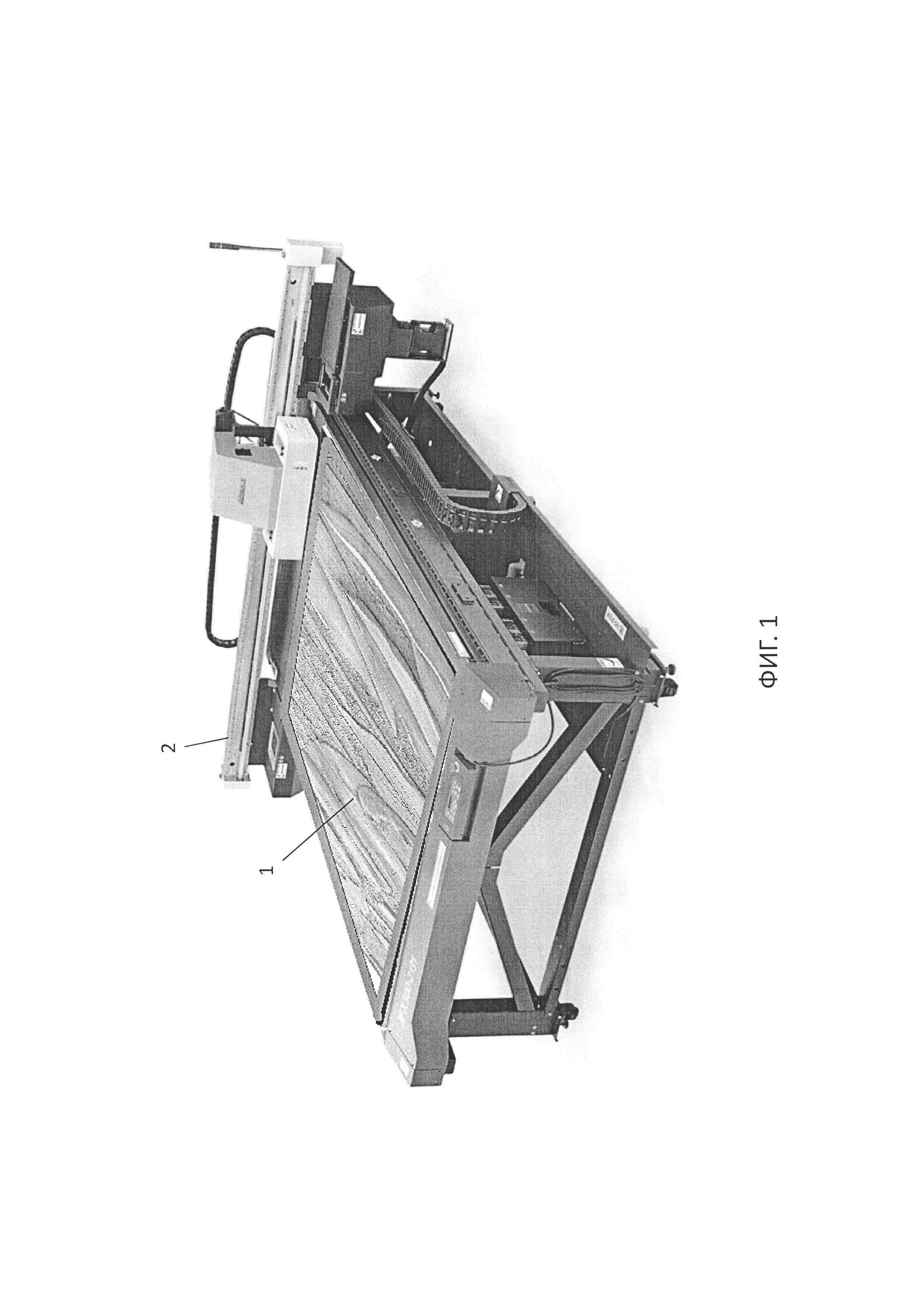
На фиг. 1 - общий вид широкоформатного плоттера;
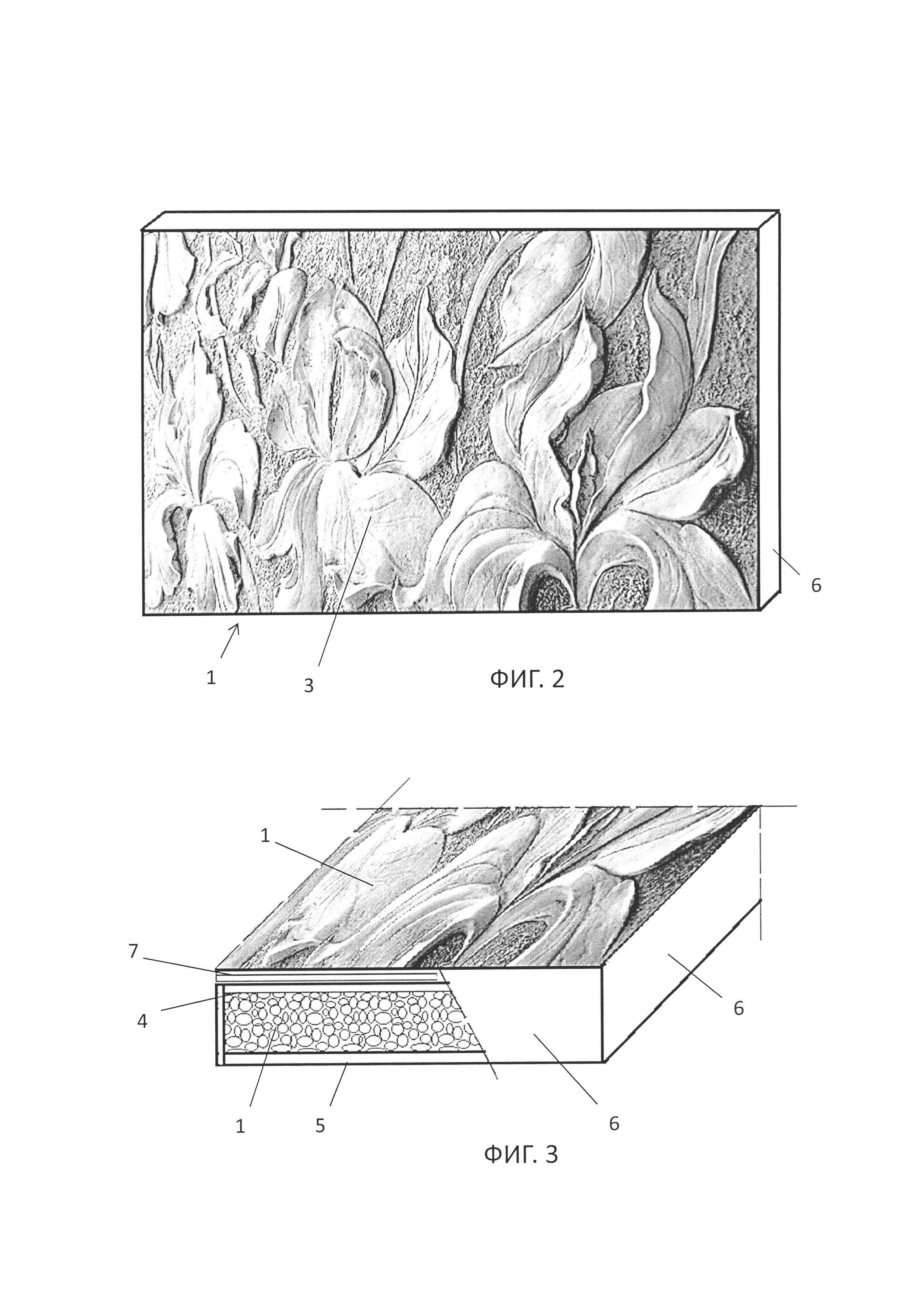
фиг. 2 - конструкция декоративного панно, выполненного по технологии травления лицевого поверхностного слоя;
фиг. 3 - фрагмент панели по фиг. 2.
Согласно настоящему изобретению рассматривается новая конструкция декоративного панно, которую можно выполнять в масштабе большой площади разъемным или неразъемным с рельефно сформованным рисунком на лицевой стороне. Также рассматривается способ изготовления такого декоративного панно.
Особенностью заявленного способа изготовления такого декоративного панно является применение новой технологии точечного химического травления поверхностного слоя плиты из вспененного полистирола (экструзионный пенополистирол XPS, или пенополистирол EPS, или автоклавный пенополистирол,или автоклавно-экструзионный пенополистирол) для получения углублений разной глубины/высоты.
Толстые плиты экструзионного пенополистирола различных заводов изготовителей, раскраиваются на специальном станке при помощи нагретой струны на плиты нужной толщины. Некоторые виды из возможно используемых пенополистиролов: экструзионный пенополистирол: XPS (Extruded Polystyrene), Пеноплэкс, Стирэкс, Техноплекс, Технониколь, URSA XPS; автоклавный пенополистирол: Styrofoam производитель Dow Chemical Company (США); автоклавно-экструзионный пенополистирол.
Для получения пенополистирола чаще всего применяется полистирол. Другим сырьем служат полимонохлорстирол, полидихлорстирол, а также сополимеры стирола с другими мономерами: акрилонитрилом и бутадиеном. В качестве вспенивающих агентов служат легкокипящие углеводороды (пентан, изопентан, петролейный эфир, дихлорметан) или газообразователи (диаминобензол, нитрат аммония, азобисизобутиронитрил, дихлордифторметан, монохлордифторметан, монохлордифторэтан, тетрафторэтан, дифторэтан и карбондиоксид). Фторсодержащие газообразователи создают значительный парниковый эффект и разрушают озоновый слой планеты. Например, используемый в ячейках газ FCKW 12 (дихлордифторметан) создает потенциальный парниковый эффект в количестве 7300 условных единиц против 1 у.е. для углекислого газа с потенциальной угрозой разрушения озонового слоя 1 у.е. против 0,06 ед. для углекислого газа. Поэтому наиболее предпочтительным является использование в качестве газообразователя углекислого газа (карбондиоксида). Кроме того, в состав экструзионного пенополистирола входят антипирены, красители, пластификаторы и различные наполнители.
Экструзионный пенополистирол XPS (или экструдированный пенополистирол) представляет собой теплоизоляционный материал с равномерно распределенными замкнутыми ячейками, не впитывает воду, не набухает и не дает усадки, химически стоек ко многим органическим растворителям углеводородного и спиртового типов не подвержен гниению. Высокая прочность позволяет при формовании плиты получить ровное и одновременно жесткое основание, что существенно увеличивает срок эксплуатации всей конструкции. Экструдированный пенополистирол XPS характеризуется химической стойкостью высокой прочностью на сжатие, водо- и паронепроницаемостью, а также устойчивостью к образованию плесени и грибков. Таким образом, экструдированный пенополистирол XPS не только обеспечивает теплоизоляцию, но и эффективно препятствует воздействию целого ряда других разрушительных и негативных факторов, что позволяет его использовать в качестве отделочного материала для помещений после обязательного грунтования из-за слабой светостойкости и пониженной теплостойкости.
В общем случае используется метод химического травления лицевой поверхности пенополистирола химическими растворителями сложно-эфирного типа. Этот способ направлен на образование на лицевой поверхности пластины из вспененного полистирола рельефного изображения методом удаления материала пластины в соответствии с рисунком изображения.
Удаление материала пластины на лицевой поверхности пластины в соответствии с рисунком изображения осуществляют химическим травлением структуры пластины 1 за счет дозированного нанесения сольвентного состава на подлежащие удалению путем растворения участки поверхности пластины для получения углублений с глубиной, прямо пропорциональной объему дозы сольвентного состава, подаваемой на удаляемый участок. Для дозированного нанесения сольвентного состава используют печатный широкоформатный плоттер 2 струйного типа для печати цифрового файла изображения двумя параллельно работающими печатными головками с одним каналом каждая или с одной головкой с разделенными каналами для несмешиваемой подачи двух типов сольвентного состава, отличающихся по скорости протекания процесса химического травления вспененного полистирола.
Плавные переходы форм рельефа глубиной до 12 мм достигают путем печати на пластине 1 цифрового файла струйным широкоформатным плоттером 2 (принтером) с двумя параллельно работающими головками или одной головкой с разделенными каналами (фиг. 1). Тип головок на принтере, которые подходят для этой задачи: Epson dx5, dx6, dx7., для принтеров Mimaki, Mutoh, Roland.
Для этих головок или одной головки с разделенными каналами разработаны 2 различные печатные жидкости, которые подаются отдельно, не смешиваясь из 2 отдельных картриджей. Первая печатная жидкость (тип I) представляет собой либо смесь растворителей типа I с сольвентными, лайт сольвентными или экосольвентными чернилами: Китайскими - SK-1, Inex; Японскими - Techno-Jet Т-ЕСО SPT, Израильскими - Bordeaux, а также чернилами производства Южной Кореи как то Sunmicrotek SGE, IST, INKSYSTEM. Чернила смешивают в определенной пропорции с гликолевыми эфирами типа I, которых добавляют от 25 до 50%.
Для первой печатной головки возможно использование растворителей без применения сольвентных, лайт сольвентных и экосольвентных чернил. В этом случае используется смесь растворителей типа I и II в соотношении от 0,5-1:1, куда добавлен пропиленкарбонат или Y-бутиролактон в количестве от 2 до 5 мас. %. К смеси этих растворителей добавляются полимеры на основе акрилатов - Degalan 725 или Neocryl В 880 и Neocryl В 817 в концентрации 8-15 мас.%, диспергаторы, например DOW Corning 67 additive от 0,5 до 2 мас. %.
Для усиления эффекта глубокого проникновения в структуру пенополистирола, применяются растворители типа I такие эфиры как этилметиловый эфир диэтиленгликоля, диметиловый эфир диэтиленгликоля, диэтиловый эфир диэтиленгликоля, дибутиловый эфир диэтиленгликоля, а также ацетаты эфиров гликолей: монобутилацетат этиленгликоля, монометилацетат диэтиленгликоля, моноэтилацетат диэтиленгликоля, монобутилацетат диэтиленгликоля, моноэтилацетат пропиленгликоля, диацетат пропиленгликоля, монометилацетат дипропиленгликоля и монобутилацетат триэтиленгликоля.
Вторая печатная жидкость (тип II) представляет собой смесь растворителей типа II класса гликолевых эфиров, например: монометилового эфира пропиленгликоля, моноэтилового эфира пропиленгликоля, монометилового эфира дипропиленгликоля, моноэтилового эфира дипропиленгликоля, Dowanol DPnP, Dowanol DPnB, PROGLYDE™DMM, Dowanol TPM, Dowanol TPnB, Dalpad Filmer, Dowanol PPH в чистом воде или с микродобавками (0,0-2,0%) сложных эфиров: бутиллактата, триметил-1,3-пентадиол моноизобутирата, N-Метилпирролидона.
Вторая печатная жидкость, немного замедляя процесс химического травления барельефа, дает эффект легкого оплавления краев и создание эффекта округлости форм барельефа, что придает более высокий эстетический эффект изделию.
Глубину рельефа задают количеством циклов печати одного и того же файла, по одним и тем же плитам пенополистирола. Плиты в течение 36-48 часов проходят стадию созревания, в процессе которого происходит частичное углубление и сглаживание рельефа и улетучиваются остатки растворителей.
Рассмотренный способ показывает, как можно получить объемный рельефный рисунок на поверхности полимерной пластины. В принципе такая пластина может рассматриваться как декоративное панно, так как сочетает форму и имеет рельеф. Однако, в реальности, такое панно должно иметь товарный вид, то есть быть защищенным от внешнего воздействия и держать пространственную форму не только за счет прочностных качеств самой пластины.
Для этого после получения рельефного изображения производят обработку и самой пластины и самой рельефной поверхности изображения. После окончания процесса химического травления описанным ранее способом проводят сушку и испарение остатков сольвентного состава с обработанной химическим травлением поверхности плиты. Затем осуществляют последовательно грунтование - эмалирование лицевой и торцевой поверхности пластины композициями на базе этилен-винилацетатной дисперсии с антипиренами. Лицевой слой пластины после сушки покрывается красочным слоем с помощью широкоформатного плоттера, используя водные, латексные, сольвентные пигментированные или сублимационные чернила с последующей просушкой, для нанесения поверх защитного лакового покрытия.
Нерельефная (обратная/тыльная) часть пластины покрывается специальным штукатурным составом толщиной до 3 мм сырого материала с использованием устройства для налива или вручную шпателем. Штукатурный состав представляет собой эластичный высоконаполненный материал на основе стирол-акриловой дисперсии, служащий хорошей адгезионной основой при монтаже. Состав высушивают в кассетах в течение 24-36 часов при комнатной температуре. Данный состав обеспечивает защиту тыльной поверхности панно и поддерживает ее прочность при изгибах за счет того, что этот состав обладает некоторой эластичностью. При изгибах пластины грунтовочный слой не трескается и восстанавливает свою форму.
Затем на пластину со стороны рельефного изображения краскопультом наносят грунт-эмали. Сушку грунт-эмалей осуществляют при комнатной температуре с обдувом поверхности плиты вентилятором в кассете. Этот слой грунтовочной эмали заполняет открытые при травлении поры материала пластины, выравнивает поверхность и придает ей гладкость, формирует покрытие однотонного белого цвета, упрочняет лицевой слой.
После полной просушки грунт-эмали краскопультом наносится грунт-эмаль, усиленная антипиренами, которая также высушивается в кассете при комнатной температуре.
На эти слои можно нанести структурную пасту, представляющую собой вододисперсионную систему на базе стирол-акрилового полимера. Слой просушивают также как и слои грунт-эмалей. Этот новый слой придает поверхности изображения вид каменной структуры (имитация камня). Кроме того, происходит укрепление покрытия изображения, повышающее его прочность.
Пластина при необходимости может быть запечатана водно-дисперсионными, экосольвентными, пигментными, сублимационными, латексными или УФ-отверждаемыми чернилами на соответствующем принтере. Это позволяет на ранее созданную поверхность нанести красочный слой - цветовую раскраску. После чего на поверхность пластины, при необходимости, наносят 2-3 слоя матового уретанового или акрил-уретанового не желтеющего лака.
Таким образом, для повышения прочностных и эксплуатационных качеств панно больших площадей и для возможности его размещения внутри и вне помещений (во внешней среде) можно использовать ряд дополнительных операций, а именно:
- тыльную часть пластины покрывают штукатурным составом, представляющим собой эластичный высоконаполненный материал на основе стирол-акриловой дисперсии.
- дополнительно поверх грунт-эмалевых покрытий наносят слой структурной пасты, на базе стирол-акрилового полимера, который высушивают перед нанесением красочного покрытия
- дополнительно поверх красочного покрытия наносят 2-3 слоя матового уретанового или акрил-уретанового не желтеющего лака.
Из сказанного можно выделить алгоритм конструкции декоративной рельефной панели в виде пластины из полимерного материала (из экструзионного пенополистирола) в качестве основания, на лицевой поверхности которой сформировано рельефное выпуклое изображение, выполненное методом химического травления и покрытое напылением грунтовочными составами на базе вододисперсионной укрывистой эмали с антипиренами, а тыльная сторона покрыта гибким штукатурным составом.
Ниже приведен возможный пример конкретного исполнения декоративной рельефной панели (фиг. 2 и 3).
Особенностью такого панно является то, что оно выполняется из пластины 1 или плиты экструзионного пенополистирола XPS, на котором создают собой рельефное выпуклое изображение 3 с толщиной плиты от 3 мм до 100 мм и глубиной рельефа до 12 мм, окрашенное водно-дисперсионными, экосольвентными, Уф-чернилами или иными красками. Панно в виде барельефа может состоять как из одной целой плиты, так и из нескольких плит.
Образование художественно обработанной лицевой поверхности панно в виде рельефного барельефа получают за счет формирования углублений разной высоты. Глубина рельефной поверхности барельефа создается при помощи печатного широкоформатного плоттера методом химического травления специально подобранными смесевыми растворителями на базе экосольвентных чернил или без них и выдерживается строго определенное время. При нанесении экосольвентного состава глубина рельефа получается глубже там, где выливается больше печатной жидкости. Появление углубления образуется путем растворения поверхностного слоя экструдированного пенополистирола. После получения травлением рельефного рисунка проводится сушка и испарение растворителя с поверхности плиты. На фактурную часть панно после выдержки наносится напылением грунтовочный состав 4 на базе грунт-эмалей с антипиренами. Таким образом, получают панно с черновой обработкой лицевой поверхности. Нанесение грунтовочного слоя необходимо для заполнения открытых пор протравленной поверхности плиты и придания лицевой стенке ровной поверхности.
Тыльная сторона пластины покрыта гибким штукатурным составом 5 на основе вододисперсионного материала толщиной (высохшего слоя) до 2 мм, а на торцевые поверхности нанесен слой тонирующей грунт-эмали 6, сверху покрытый защитным слоем лака, что позволяет использовать изделие во влажных помещениях и на фасадах зданий и при температурах от -25 до +60°С. Применение гибкого штукатурного состава (эластичного высоконаполненного материала) позволяет закрыть тыльную поверхность плиты и обеспечить при этом некоторую пластичность этому слою с целью его неразрушения при изгибах панно большой площади.
На фактурную часть панно после высыхания грунтовочного состава на базе вододисперсионной укрывистой эмали может быть нанесен слой 7 наполненной специальной крошкой структурной пасты. При этом лицевая поверхность приобретает каменную структуру. А на высохшую основу, имитирующую структуру камня, широкоформатным плоттером можно наносить цветной рисунок на базе вододисперсионных, экосольвентных, Уф-чернил или иных красок при помощи печатающего плоттера. Красочный слой покрывают лаковыми слоями.
Таким образом, можно выделить два этапа создания декоративного панно. Первый - это получение прочной основы панно с глубинным рельефным рисунком, при этом панно обрабатывается со всех сторон покрывными слоями. Второй - декорирование лицевой поверхности панно с обеспечением лаковой защиты рисунка и фактуры поверхности.
Данная технология создания декоративного панно позволяет повысить скорость формирования рельефного рисунка и получить высокую степень схожести художественного воспроизведения рисунка.
Настоящее изобретение промышленно может быть реализовано на современном печатном оборудовании и может быть изготовлено с применением современного печатного оборудования. Повышение прочностных качеств широкоформатных панно обеспечивается применением экструзионного пенополистирола, грунтованного с обеих сторон, и использованием на тыльной стороне высокоэластичной грунтовки толщиной до 2 мм. Неразрушение рельефного рисунка обеспечивается созданием твердого пленочного покрытия на основе грунт-эмалей с добавлением структурной пасты, создающей окаменелый слой.