Результат интеллектуальной деятельности: Способ монтажа микросборок в корпус модуля
Вид РИД
Изобретение
Изобретение относится к способам монтажа микросборок в корпуса электронных модулей и может быть использовано в электротехнической и других отраслях промышленности при осуществлении сборки многофункциональных электронных модулей, в частности сверхвысокочастотных (СВЧ) модулей активных фазированных антенных решеток (АФАР).
Сборка любого электронного модуля состоит из механического соединения деталей и электронных компонентов в последовательности, обеспечивающей их требуемое расположение и взаимодействие для обеспечения установленных технических требований.
Одним из важных этапов сборки, например, модуля АФАР является монтаж в его корпус микросборок приемо-передающих каналов, включающий их пайку к основанию корпуса. При этом монтируемые микросборки модуля АФАР - это преимущественно тонкопленочные платы (микроплаты), представляющие собой платы, формирование слоев (уровней) которых выполняется на общей подложке из электроизолирующего материала путем повторяющихся циклов осаждения тонкой пленки в вакууме (фитолитография). Необходимо отметить, что существуют различные способы пайки. В зависимости от количества одновременно соединяемых компонентов пайка может быть индивидуальной (селективной) или групповой (одновременная пайка всех микросборок). Причем при монтаже микросборок в корпуса подавляющего числа электронных модулей целесообразно использовать групповую пайку.
Известен способ монтажа гибридно-интегральных схем при производстве модулей СВЧ («Применение технологии поверхностного монтажа в производстве гибридно-интегральных модулей СВЧ», С.М. Доровских, журнал «Компоненты и технологии», 2006 г., №7, стр. 66-67, internet: http://www.mwsystems.ru/publication/index.html?id=15), включающий нанесение паяльной пасты (припоя) на основание корпуса, установку микрополосковых плат на основание, нанесение паяльной пасты (припоя) на платы для установки пассивных компонентов, установку пассивных компонентов, оплавление паяльной пасты (пайку монтируемых плат), отмывку от остатков флюса, монтаж на основание корпуса и платы полупроводниковых элементов в виде кристаллов - транзисторов, интегральных схем и диодов, разварку перемычек на платах и кристаллах.
Недостатками данного способа монтажа являются трудоемкость и технологическая сложность выполняемых операций.
В качестве прототипа для заявляемого способа выбран способ монтажа микроплат в корпусе многофункционального модуля («Технология монтажа микроплат в корпусах многофункциональных модулей», раздел «Методы монтажа микроплат в модули», Владимир Ланин, журнал «Технологии в электронной промышленности», №1, 2008, internet: http://tech-e.ru/717.php), в котором микроплаты устанавливают в корпус модуля с последующей их пайкой к основанию корпуса, при этом предварительно перед пайкой между платами и основанием корпуса размещают припойные прокладки.
Недостатками данного способа монтажа являются высокая трудоемкость при сборке модулей, а также недостаточное качество паяных соединений преимущественно из-за нечеткого позиционирования микроплат на основании корпуса модуля и высокой вероятности растекания припоя за границы микроплат.
Технический результат заявляемого изобретения направлен на снижение трудоемкости при сборке модулей, а также на повышение качества исполнения паяных соединений в процессе монтажа микросборок.
Технический результат достигается тем, что в способе монтажа микросборок в корпус модуля выполняют установку в корпус микросборок с последующей их пайкой к основанию корпуса. Предварительно перед пайкой между микросборками и основанием корпуса размещают припойные прокладки. Для монтажа микросборок используют необходимое количество специально изготовленных оснасток. Монтируемые микросборки припаиваемой поверхностью наружу размещают в посадочных местах, выполненных в основании каждой оснастки, и фиксируют их там при помощи вакуума, который подводят к сети воздушных каналов оснастки через ее штуцер. Затем оснастки с микросборками устанавливают в корпус модуля с предварительно размещенными в нем припойными прокладками, выполненными в соответствии с размерами микросборок, после чего вакуум от оснасток отключают и осуществляют групповую пайку всех установленных микросборок. После завершения операции пайки оснастки из корпуса извлекают.
Сущность заявляемого изобретения состоит в том, что монтируемые микросборки устанавливают в корпус модуля и осуществляют их пайку к основанию корпуса. Предварительно перед пайкой между микросборками и основанием корпуса модуля размещают припойные прокладки.
Для монтажа микросборок в корпус модуля используют необходимое количество специально разработанных и изготовленных технологических оснасток, выполненных с возможностью фиксации и удерживания в них микросборок при помощи вакуума. Причем при монтаже микросборок в корпуса модулей АФАР оснастки изготавливают одинаковыми, а их количество выбирают в зависимости от количества собираемых приемо-передающих каналов.
Оснастки с микросборками устанавливают в соответствующие ячейки корпуса с предварительно размещенными в них припойными прокладками, после чего при отключенном от оснасток вакууме осуществляют групповую пайку всех установленных микросборок. После завершения операции пайки все оснастки из корпуса извлекают.
Рассмотрим монтаж микросборок в корпус модуля АФАР.
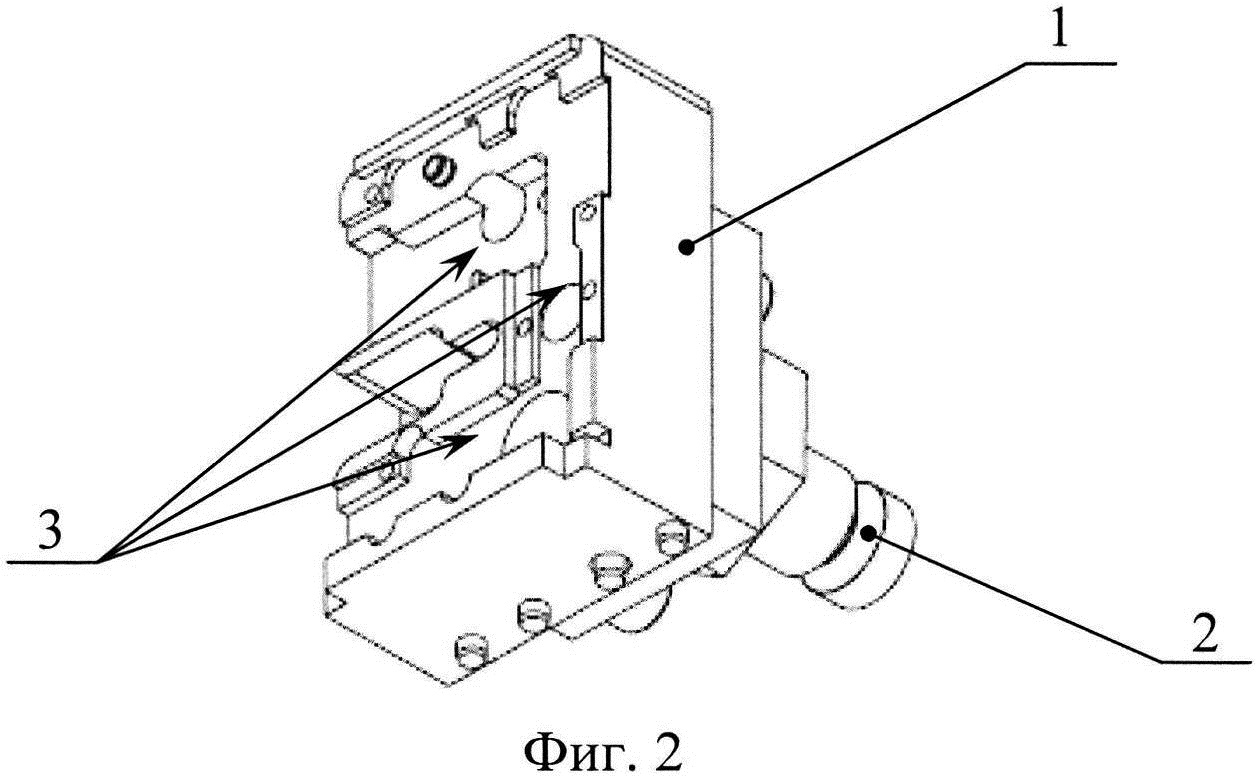
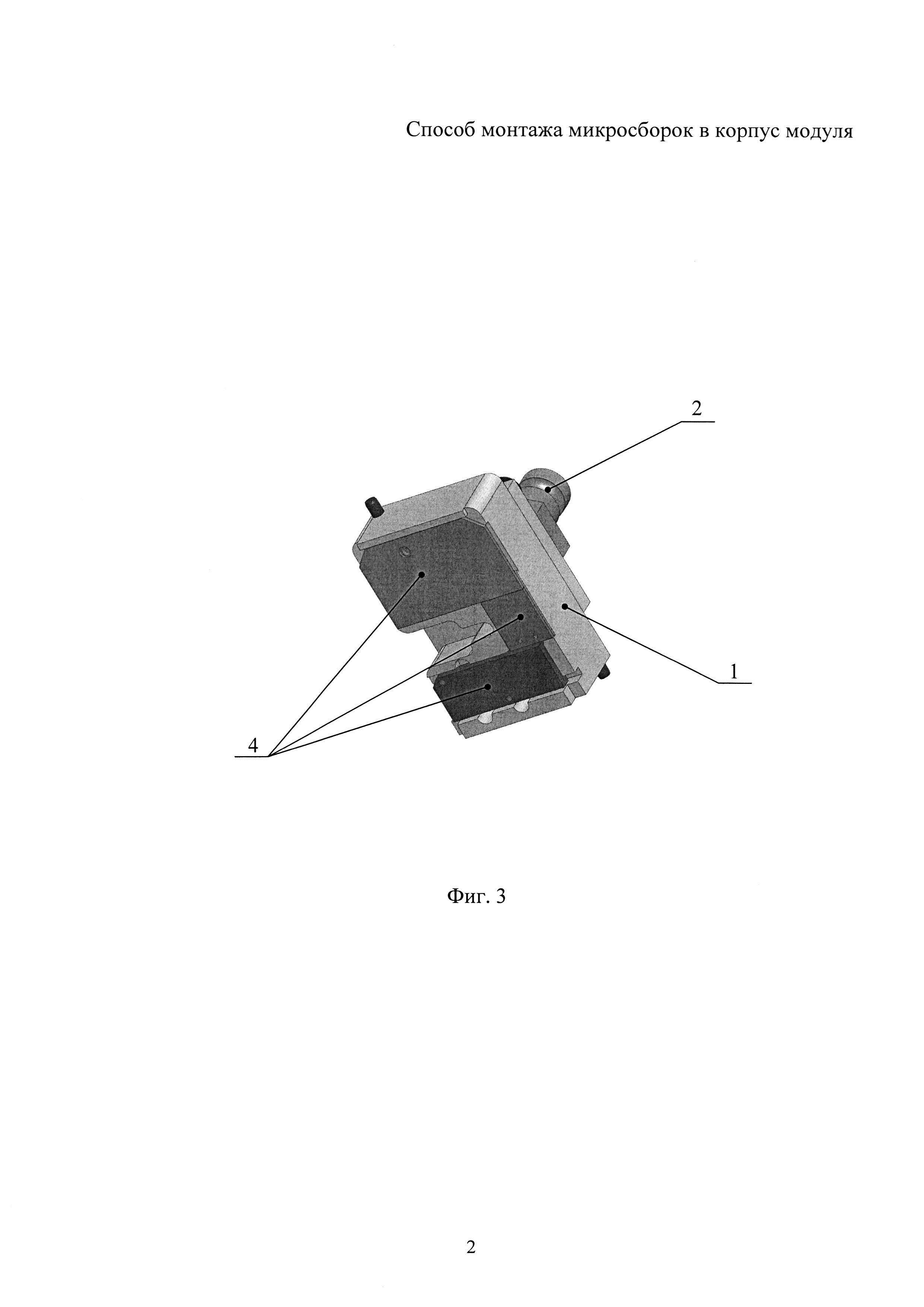
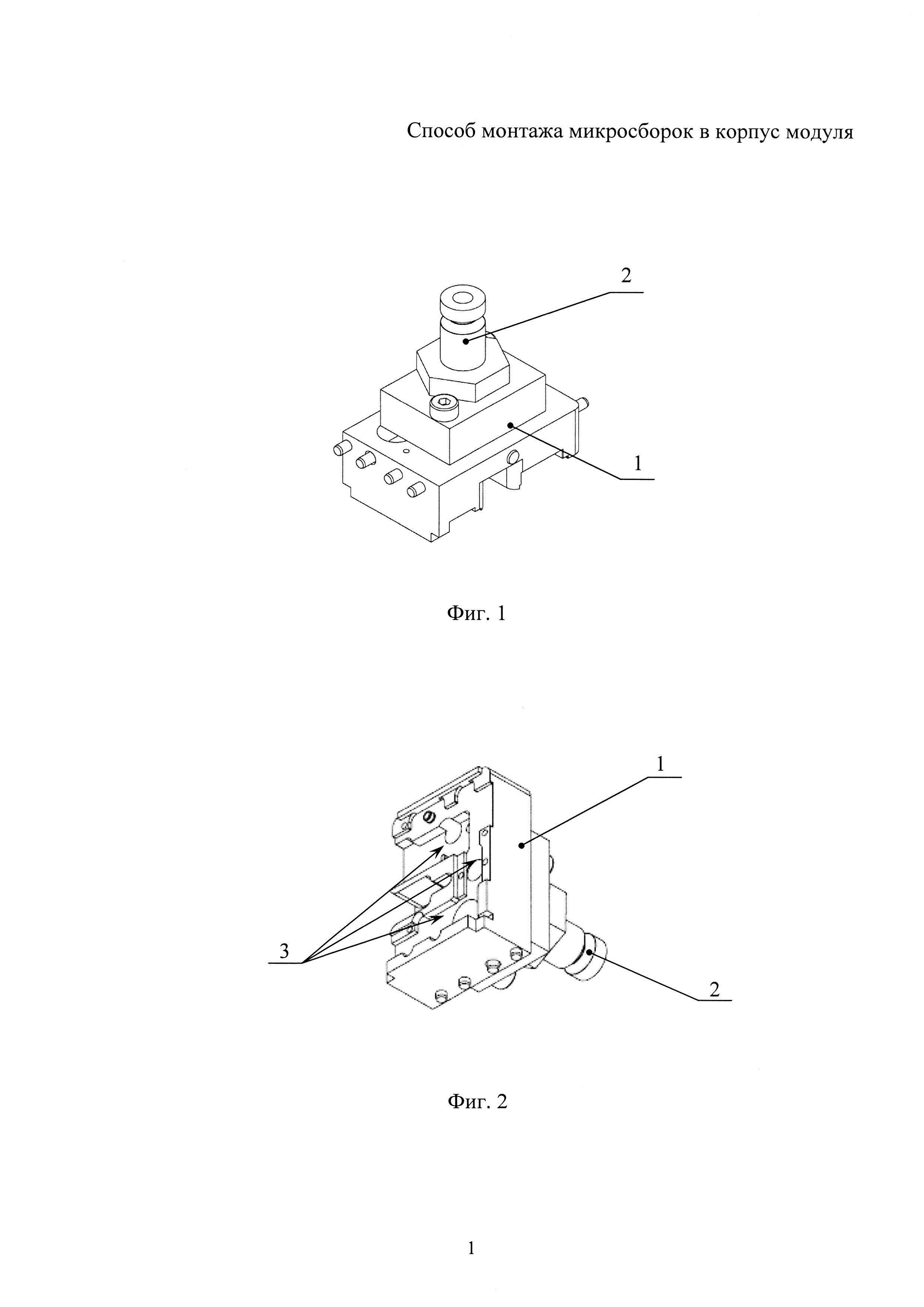
На фиг. 1, 2 изображена оснастка, используемая для монтажа микросборок в корпус модуля АФАР. При этом на фиг. 3 показана оснастка с размещенными в ней микросборками.
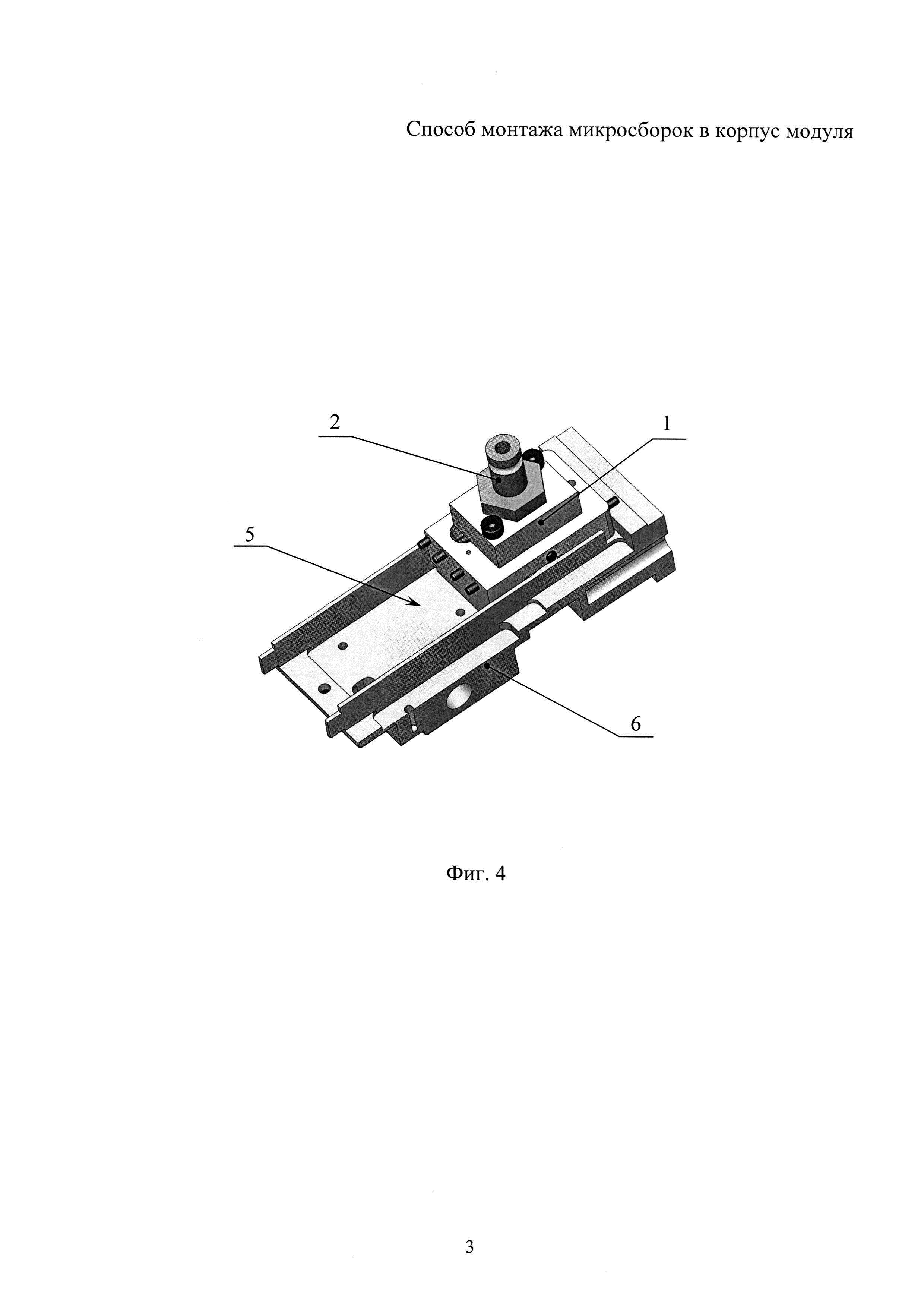
На фиг. 4 показана часть корпуса модуля АФАР с установленной в его ячейке оснасткой с микросборками.
Оснастка 1 с одной стороны выполнена со штуцером 2 (фиг. 1-4), взаимодействующим с сетью воздушных каналов, выполненных в свою очередь в теле оснастки 1. При этом с другой стороны в основании оснастки 1 выполнены посадочные места 3 (фиг. 2) в виде углублений для установки в них соответствующих микросборок 4 (фиг. 3). Конструкция оснастки 1 обеспечивает выполнение технических требований сборочного чертежа (зазоры и разновысотность между микросборками, симметричность полосковых проводников).
Подготовка микросборок к операции пайки в корпусе модуля АФАР выполняется следующим образом (на примере одного приемо-передающего канала модуля).
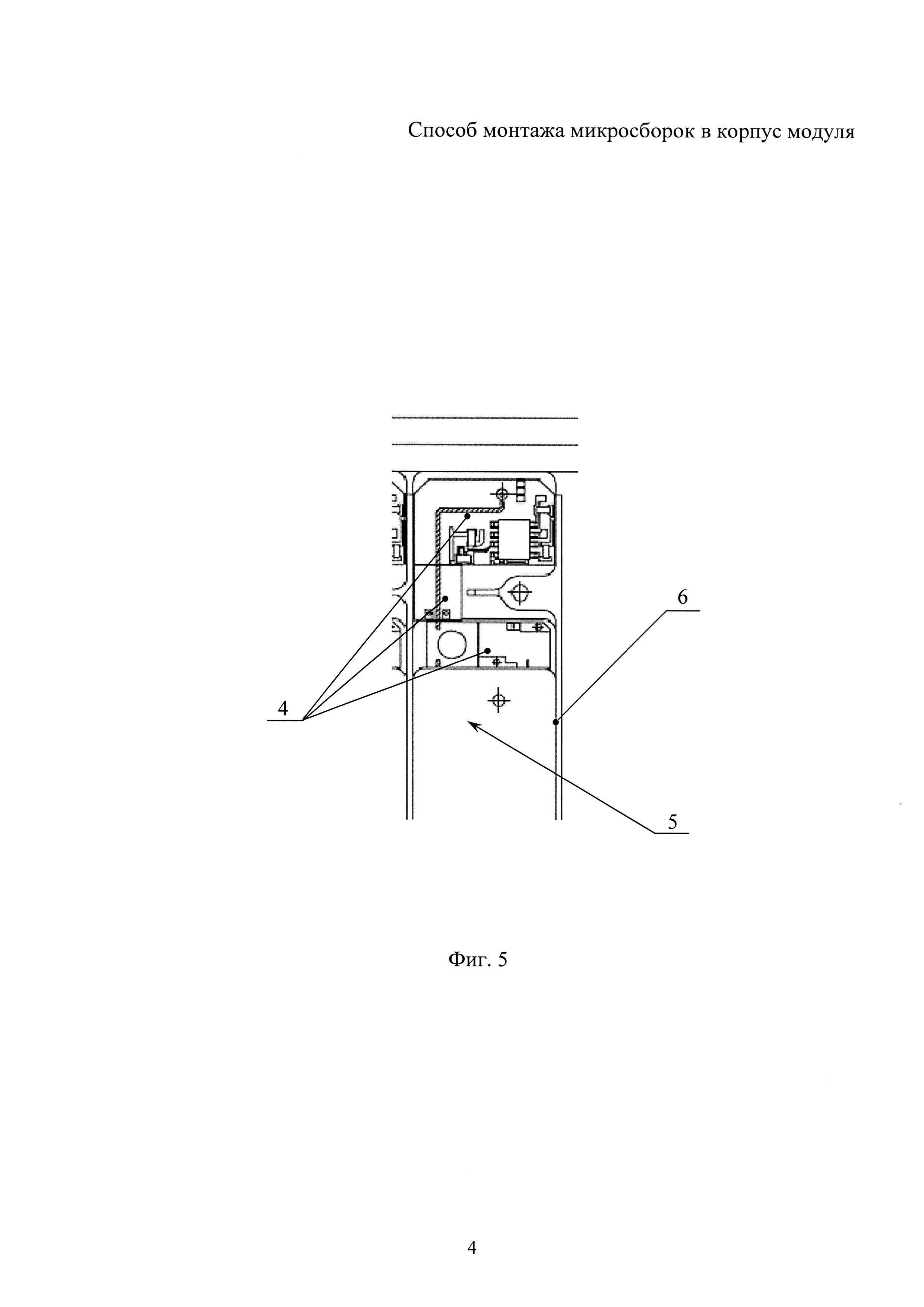
На поверхность основания 5 корпуса 6 (фиг. 4) модуля по месту паек микросборок 4 наносят флюс (например, водорастворимый ТС0.029.023ТУ), после чего укладывают припойные прокладки (например, ПОИн-52 толщиной 0,05±0,005 мм), выполненные в соответствии с размерами монтируемых микросборок 4. Затем также наносят флюс на поверхность размещенных в корпусе 6 припойных прокладок. Операции по нанесению флюса на поверхность основания 5 корпуса 6 и на поверхность припойных прокладок можно не выполнять, если их поверхности будут предварительно очищены в плазме или если пайка будет проводиться в газовой атмосфере (например, азот или другой инертный газ, обогащенный муравьиной кислотой).
К сети воздушных каналов оснастки 1 через штуцер 2 посредством подключения к нему соединительного патрубка подводят вакуум (для создания вакуума может быть использован, например, диафрагменный вакуумный насос МР201Е фирмы ILMVAC) для фиксации и удерживания микросборок 4 в оснастке 1.
Микросборки 4 припаиваемыми поверхностями наружу устанавливают в посадочные места 3 оснастки 1 (фиг. 2, 3), при этом под действием вакуума осуществляется их фиксация. Затем оснастку 1 вместе с микросборками 4 устанавливают в ячейку корпуса 6 с размещенными в ней на основании 5 припойными прокладками (фиг. 4). После этого от оснастки 1 отключают вакуум, для чего с помощью быстросъемного соединения от штуцера 2 отсоединяют соединительный патрубок, при этом оснастка 1 остается в ячейке корпуса 6 модуля.
Аналогичным образом поочередно выполняется подготовка к пайке микросборок остальных приемо-передающих каналов модуля.
После размещения всех оснасток с микросборками в соответствующих ячейках корпуса модуля АФАР осуществляют групповую пайку всех микросборок, для чего используют, например, печь вакуумной пайки Budatec VS XL, которая имеет полезную площадь нагревательной плиты 320×1000 мм, и максимальную высоту спаиваемого изделия 100 мм, что является достаточным для пайки, производимой при сборке всех модификаций модуля АФАР. Также в комплект Budatec VS XL входит фиксирующий механизм, позволяющий прижимать корпус изделия к нагревательной плите.
Для получения качественного паяного соединения пайку проводят по заранее отработанному термопрофилю, что позволяет учесть допустимые температурные воздействия на электрорадиоизделия, а также температуру плавления припойных прокладок. При этом осуществление пайки с использованием оснасток (размещение корпуса модуля в печи вместе с оснастками) позволяет добиться высокой точности позиционирования микросборок на основании корпуса модуля, а также избавиться от растекания припоя за границы монтируемых микросборок в процессе пайки. Используемые оснастки оказывают усилие на детали, достаточное для получения качественного паяного соединения с отсутствием в нем пустот. Кроме этого материал оснасток и материал корпуса модуля имеют одинаковые температурные коэффициенты линейного расширения, что исключает возможность повреждения монтируемых микросборок при температурном воздействии (для изготовления корпуса модуля и оснасток может быть использован один и тот же материал, например, АК4-1.ч.Т). Также оснастки имеют непаяемое финишное покрытие (например, Ан.Окс.нв.12) для свободного их извлечения из ячеек корпуса после пайки.
По завершении операции пайки все оснастки из корпуса модуля извлекают, после чего передают его на последующую операцию согласно технологическому маршруту изготовления изделия.
Часть корпуса модуля АФАР с монтированными микросборками приемо-передающего канала показана на фиг. 5.
Таким образом, использование специальных технологических оснасток, при помощи которых выполняют монтаж микросборок в корпус модуля (в модуле АФАР при этом выполняется монтаж всех микросборок его приемо-передающих каналов), позволяет значительно снизить трудоемкость при сборке модуля, а также существенно повысить качество паяных соединений.
Промышленная применимость данного способа возможна исходя из того, что данный монтаж микросборок в корпус модуля легко осуществить, используя доступное современное оборудование.
Система утилизации медицинских отходов
Способ изготовления многослойной печатной платы
Способ телеориентации движущихся объектов
Клапан шаровой запорный
Способ измерения поляризационной матрицы рассеяния объекта
Способ улучшения цифровых цветных изображений
Разъёмное резьбовое соединение деталей, гайка разъёмного соединения
Способ измерения поляризационной матрицы рассеяния объекта с компенсацией искажений
Способ определения угловых координат цели с помощью линейной антенной решетки
Способ определения азимута цели с помощью интерполированной пеленгационной характеристики

