Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТИВНОГО ЭЛЕМЕНТА И ИНДУКТИВНЫЙ ЭЛЕМЕНТ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу изготовления индуктивного элемента и индуктивному элементу, изготовленному этим способом.
Уровень техники
Из уровня техники известен способ изготовления индуктивного элемента или индуктора (KR 10-1044607). При этом сердечник катушки, кожух катушки и крышку изготавливают из магнитного металлического порошка и спрессовывают в пресс-форме вместе с предварительно намотанной катушкой. Концы обмотки расположены в области торцевой стороны изготовленного таким способом индуктора.
В другом известном способе (KR 10-1044608) множество соединительных клемм помещают в первую пресс-форму, а множество отдельных катушек - во вторую пресс-форму. Обе формы накладывают друг на друга и выводы катушек припаивают к соединительным клеммам.
Согласно еще одному известному способу (KR 10-2011-0100096) сердечник, кожух и крышку катушки спрессовывают вместе с катушкой в пресс-форме. Контакты на концах обмотки, расположенных на торцевой стороне полученного таким образом индуктора, формируют методом напыления.
Раскрытие сущности изобретения
Задачей изобретения является разработка способа изготовления индуктивных элементов, позволяющего получать индуктивные элементы высокого качества и осуществляемого без затруднений.
Эта задача решена способом с признаками, раскрытыми в пункте 1 формулы изобретения. Варианты осуществления изобретения раскрыты в зависимых пунктах формулы.
Способ предусматривает намотку отдельных катушек. Такие катушки могут иметь любую форму. Используемая для этого проволока также может иметь любое поперечное сечение. Изготавливают блок из, в частности, порошкообразного и/или ферромагнитного субстрата, в который погружают катушки в предварительно заданной ориентации. При этом следят за тем, чтобы конец обмотки, образующий начало обмотки, был ориентирован в определенном направлении по отношению к блоку. После этого выполняют предварительное спрессовывание, обеспечивающее известную однородность внутри блока и фиксирующее катушки в блоке в заданном пространственном положении.
Предварительно спрессованный блок помещают на плиту, которая содержит метки для каждой катушки. Метка, в частности, соответствует началу обмотки. Комбинацию, состоящую из блока и плиты, подвергают прессованию. При этом субстрат блока затвердевает и, в частности, возникает отпечаток метки в стороне блока, обращенной плите. Метка указывает на ориентацию катушки и, в частности, на положение начала обмотки катушек. Предпочтительно катушки и соответствующие метки расположены в заранее определенной сетке. Поверхность блока может быть разделена на непересекающиеся участки, каждому из которых соответствует строго одна катушка. Метки расположены таким образом, что каждая из них лежит в пределах участка, соответствующего одной катушке. Метки расположены выгодным образом таким образом, что после разделения блока на индуктивные элементы каждый индуктивный элемент на верхней стороне содержит отпечаток метки. Верхняя сторона индуктивного элемента расположена напротив нижней стороны индуктивного элемента с высвобожденными концами обмотки или соединительными контактами.
Предварительное прессование может быть выполнено в изостатическом режиме, позволяющем субстрату блока затвердевать максимально однородно и без образования трещин.
После прессования блок отделяют от опорной плиты и концы обмоток катушек высвобождают. В случае круглого сечения обмоточной проволоки материал проволоки может быть частично удален вплоть до примерно половины поперечного сечения.
Высвобожденные концы обмоток катушек снабжают соединительными контактами.
Блок разделяют с образованием индуктивных элементов, каждый из которых содержит по меньшей мере одну катушку или сдвоенную катушку.
При желании блок можно разделить на индуктивные элементы, содержащие более одной катушки.
В следующем варианте осуществления изобретения блок может быть сформирован методом прессования из ферромагнитного порошка. Например, можно использовать смесь железного порошка с содержанием железа, например, 98%.
Концы обмотки катушки, которые должны служить контактами, в следующем варианте исполнения изобретения могут быть изогнуты таким образом, что их концевой участок проходит перпендикулярно оси катушки.
В частности, возможен вариант, в котором концы обмотки выступают за внешний контур тела катушки.
В следующем варианте осуществления изобретения для изготовления катушек может быть использована изолированная проволока, в частности проволока, покрытая электроизоляционным лаком.
Возможен такой вариант предлагаемого изобретения, в котором катушку перед погружением в блок снабжают сердечником. Этот сердечник может быть также использован, например, в качестве держателя для проволоки при намотке. В этом варианте проволоку наматывают на сердечник.
В следующем варианте осуществления изобретения катушку наматывают и помещают в блок без сердечника. В этом случае сердечник может быть сформирован путем введения порошка субстрата вовнутрь катушки и последующего прессования.
Для выполнения предварительного прессования блок или субстрат с введенными катушками может быть помещен в пресс-форму, в которой может быть осуществлено предварительное прессование.
Предпочтительно предварительное прессование может быть выполнено в соответствии с зависимостью давления от времени. Эту зависимость выбирают таким образом, чтобы исключить повреждение изоляции проволоки катушек или самих катушек.
Как уже было сказано, блок с размещенными катушками перед выполнением изостатического прессования помещают на опорную плиту. Сторона блока, прилегающая к опорной плите, впоследствии образует верхнюю сторону индуктивного элемента, противоположную нижней стороне, предназначенной для установки на печатную плату. Опорная плита с малой шероховатостью поверхности гарантирует гладкость верхней стороны индуктивного элемента. Это облегчает использование вакуумного захвата для переноса индуктивных элементов. Например, используют опорную плиту с шероховатостью поверхности R=0,1 мкм и менее, что позволяет использовать очень маленькие вакуумные захваты.
В следующем варианте осуществления на той стороне блока, на которой расположены концы обмоток катушек, перед осуществлением изостатического прессования может быть расположен слой эластичного материала, например силиконовый коврик. Во время изостатического прессования это позволит избежать нежелательной деформации нижней стороны формируемых индуктивных элементов, в частности, в области концов обмоток и, тем самым, последующего выхода проволоки.
В следующем варианте осуществления узел, состоящий из опорной плиты, предварительно спрессованного блока и слоя эластичного материала, может быть вакуумирован с обеспечением герметичности и помещен в заполненный жидкостью сосуд высокого давления, в котором осуществляют изостатическое прессование под определенным давлением и/или при определенной температуре. Давление и/или температура могут соответствовать заданной временной зависимости.
По завершении изостатического прессования концы обмоток могут быть высвобождены механическим способом, при котором будет не только удалена изоляция концов обмоток, но и при необходимости сформирована большая контактная поверхность на проволоке. Например, высвобождение может быть осуществлено посредством фрезерования, в ходе которого, при необходимости, проволока круглого сечения может быть срезана фрезой до половины своего поперечного сечения.
После этого осуществляют подключение контактов к высвобожденным концам обмоток известным способом.
Последующее разделение блока, содержащего множество катушек, может быть выполнено известным способом, например посредством механического распиливания.
Краткое описание чертежей
Прочие признаки, детали и преимущества изобретения следуют из формулы изобретения и реферата, составленных со ссылкой на описание изобретения, нижеследующее описание предпочтительных вариантов осуществления изобретения и чертежей, на которых изображено:
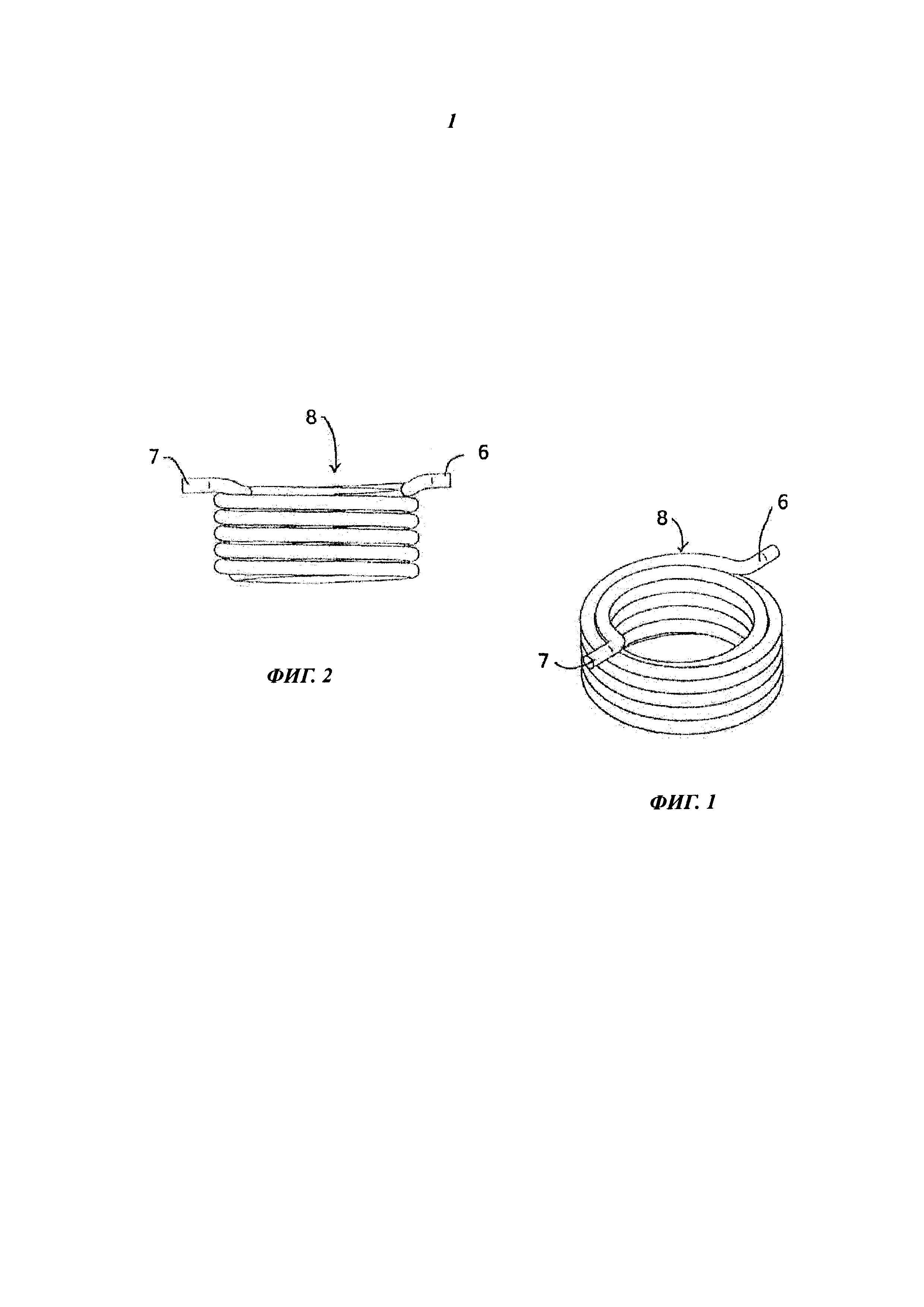
Фиг. 1: вид катушки в аксонометрии.
Фиг. 2: вид катушки, изображенной на фиг. 1, сбоку.
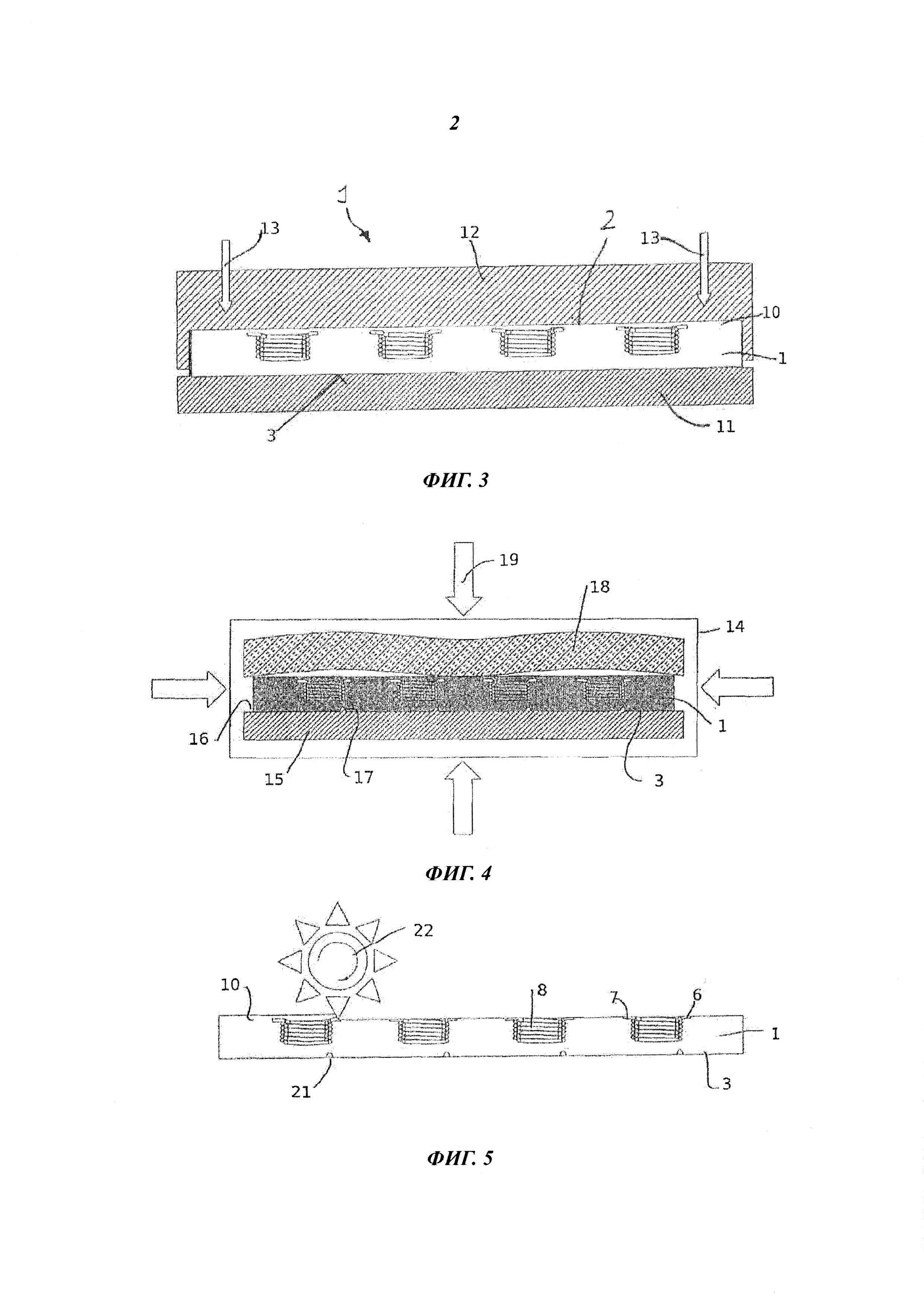
Фиг. 3: разрез блока с вложенными катушками при предварительном прессовании.
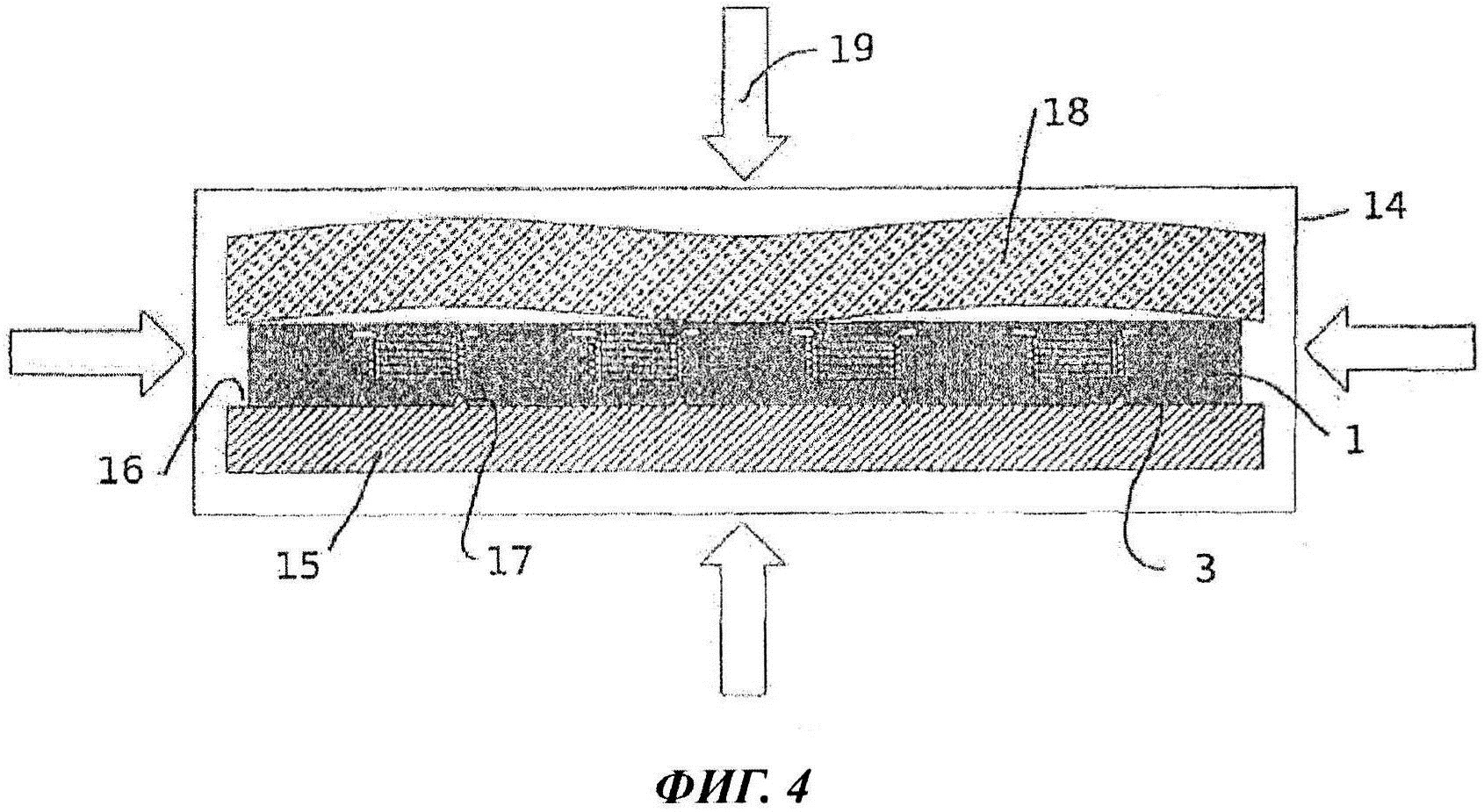
Фиг. 4: процесс изостатического прессования.
Фиг. 5: этап высвобождения концов обмоток катушек.
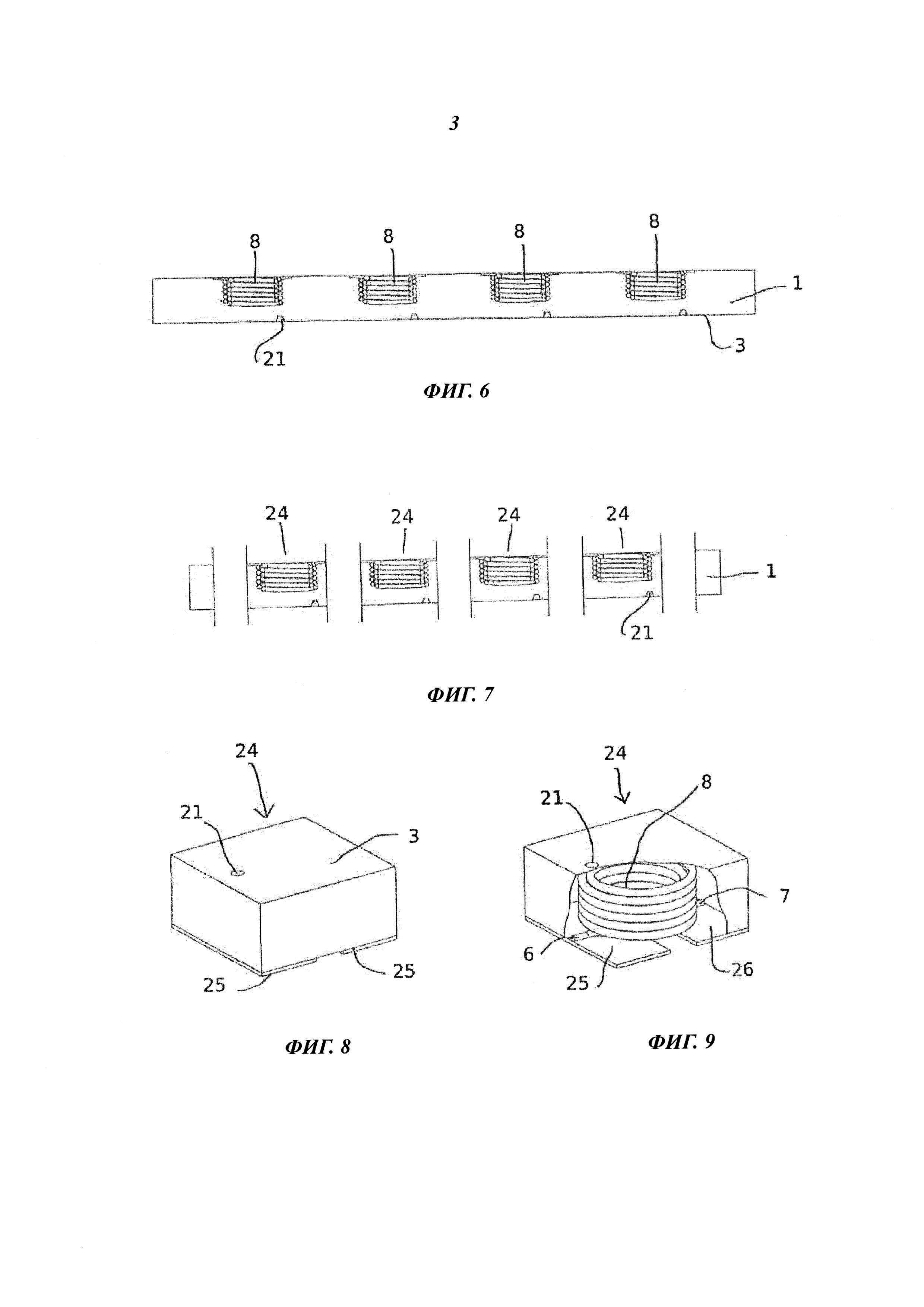
Фиг. 6: результат высвобождения концов обмоток.
Фиг. 7: индуктивные элементы, изготовленные посредством разделения блока.
Фиг. 8: вид индуктивного элемента согласно изобретению в аксонометрии.
Фиг. 9: частично вскрытый индуктивный элемент, изображенный на фиг. 8.
Осуществление изобретения
Пояснения к способу, предложенному изобретением, даны на примере.
На фиг. 1 в аксонометрии изображена катушка 8, на одном осевом конце которой, показанном на фигуре 1 сверху, расположены концы 6, 7 обмотки. Оба конца 6, 7 обмотки изогнуты таким образом, что они проходят перпендикулярно оси катушки 8 и выступают за внешний контур катушки 8 наружу. Кроме того, оба конца 6, 7 обмотки проходят вдоль диаметра катушки. Катушка 8 содержит два слоя обмотки, вложенных один в другой.
На фиг. 2 изображена катушка 8, показанная на фиг. 1, сбоку. Здесь также видно, что концы 6, 7 обмотки, образующей катушку, выступают за внешний контур катушки и лежат в одной плоскости.
В дальнейшем несколько катушек 8 помещают в блок из субстрата, причем субстрат представляет собой, в частности, порошок, в частности, смесь железного порошка.
На фиг. 3 показано расположение блока 1 в пресс-форме 9, причем блок 1 перед закрытием пресса может состоять из первого порошка субстрата. При помещении катушек в блок 1 обращают внимание на то, чтобы концы обмоток были определенным образом ориентированы относительно боковых кромок блока 1. Концы 6, 7 обмоток расположены в одном слое 10. Блок 1 лежит в пресс-форме на опорной плите 11. Верхнюю часть 12 пресс-формы 9 нагружают давлением в направлении стрелок 13, причем изменение давления соответствует графику зависимости давления от времени. Эту зависимость выбирают таким образом, чтобы поглощенная энергия не могла привести к повреждению изоляции проволоки или предварительно спрессованной структуры. При таком прессовании первого порошка субстрата может быть приложено давление, например, 250 кг/см2. При необходимости для соблюдения требуемых размеров блока 1 после первого прессования на блок может быть нанесен второй порошок субстрата и выполнено второе прессование. При необходимости для достижения требуемых размеров блока 1 или изготавливаемых из него в пресс-форме 9 индуктивных элементов на блок 1 может быть нанесен дополнительный слой порошка субстрата с последующим прессованием. При этом порошок субстрата может совпадать или отличаться от первого порошка субстрата. Использование различных порошков субстрата в отдельных процессах прессования с различными магнитными свойствами позволяет задавать требуемую индуктивность изготавливаемых индуктивных элементов. Во время второго прессования может быть приложено давление, например, от 200 до 270 кг/см2. По истечении времени, соответствующего временной зависимости давления, предварительное прессование блока 1 с катушками 8 считают выполненным.
После этого блок 1 извлекают из пресс-формы 9 (см. фиг. 3) и помещают в сосуд 14 высокого давления, схематично изображенный на фиг. 4. В сосуде 14 высокого давления находится опорная плита 15 с обращенной к блоку 1 верхней стороной, шероховатость поверхности которой не превышает 0,1 мкм, что позволяет считать ее полированной плитой. На этой верхней стороне 16 для каждой катушки 8 предусмотрен образующий метку выступ 17, выполненный в форме небольшого конуса. Каждый из этих конусов 17 соответствует расположению концов 6, 7 обмотки соответствующей катушки 8, в частности началу обмотки. Иными словами, начало обмотки каждой катушки 8 расположено напротив соответствующего конуса 17. На опорную плиту 15 в соответствующем положении помещают блок 1. На слой 10, нанесенный на верхнюю поверхность 2 блока 1, помещают силиконовый слой 18. После этого, целесообразно, узел, состоящий из блока 1, опорной плиты 15 и силиконового слоя 18, герметично, непроницаемо для жидкости упаковывают и при необходимости вакуумируют. После этого сосуд 14 высокого давления полностью заполняют жидкостью, например водой, и со всех сторон подвергают давлению, как показано стрелками 19. Силиконовый слой 18 предназначен для предотвращения повреждений концов 6, 7 обмоток, расположенных в слое 10, во время приложения давления. При приложении давления конусы 17 формируют соответствующие углубления 21 на нижней стороне 3 блока 1. Давление при таком изостатическом прессовании значительно превышает давление, использованное в предыдущих процессах прессования, например, превышает его по меньшей мере в десять раз и составляет, в частности, 4500 кг/см2. При изостатическом прессовании можно выгодным образом следовать зависимостям температуры и давления от времени.
Во время приложения давления можно также прикладывать повышенную температуру. Приложение давления осуществляют, предпочтительно, в соответствии с заданной зависимостью давления от времени. Приложение повышенной температуры также можно выполнять в соответствии с заданной зависимостью температуры от времени.
По завершении изостатического прессования полученный блок со слоем 10 извлекают из сосуда 14 высокого давления. Катушки 8 полностью помещены в блок 1. На нижней стороне 3 блока 1 конусами 17 сформированы служащие метками углубления 21, расположенные напротив соответствующего начала обмотки катушки 8.
После этого с верхней стороны слоя 10, которая на фиг. 5 еще видна на левом краю, фрезой 22 снимают материал таким образом, чтобы концы 6, 7 обмотки каждой катушки 8 были освобождены от изоляции и, в частности, высвобождены вплоть до примерно половины своего поперечного сечения. Это показано в правой части фиг. 5.
В результате получен блок 1 (см. фиг. 6), в котором высвобождены концы 6, 7 обмоток всех катушек 8. Эти концы 6, 7 обмоток могут быть известным способом снабжены соединительными контактами.
После этого служащие конечным продуктом индуктивные элементы изготавливают путем разделения блока 1 (см. фиг. 7). На фиг. 7 (со ссылкой на фиг. 6) показано изготовление отдельных индукторов 24 посредством распиливания цельного блока 1.
На фиг. 8 индуктор 24 изображен в аксонометрии. Прежняя нижняя сторона 3 блока 1 теперь образует верхнюю сторону индуктора 24. На этой верхней стороне предусмотрено отверстие 21, образованное конусом 17 опорной плиты 15. На прежней верхней стороне блока 1, образующей нижнюю сторону индуктора 24, расположены два соединительных контактных элемента 25, каждый из которых электрически и механически соединен с концом 6 или 7 обмотки. Такое соединение контактных элементов 25 с концами 6, 7 обмотки показано на фиг. 9, причем субстрат, плотно облегающий катушку 8, не показан. Верхняя сторона индуктора, так как она была спрессована полированной опорной плитой 15, имеет очень малую шероховатость поверхности и, следовательно, при переносе может быть надежно захвачена даже маленькими вакуумными захватами. Как правило, длина кромок индуктора 24 составляет примерно от 1 до 5 мм. Отверстие 21, выполненное в виде конического глухого отверстия, указывает на положение начала обмотки, что позволяет автоматически располагать индуктивный элемент 24 с требуемой ориентацией начала обмотки.
Устройство для поглощения электромагнитного шума
Устройство связи
Способ изготовления индуктивного элемента и индуктивный элемент
Устройство связи
Устройство для поглощения электрических помех в кабелях
Связанный дроссель
Способ изготовления индуктивного элемента и индуктивный элемент

