Результат интеллектуальной деятельности: СПОСОБ НАСТРОЙКИ РЕЗОНАТОРА ЛАЗЕРНОГО ИЗЛУЧАТЕЛЯ
Вид РИД
Изобретение
Изобретение относится к лазерам, в частности к способам настройки оптических резонаторов, содержащих выходное и заднее зеркала с плоскими либо со сферическими рабочими поверхностями и уголковый отражатель, и может быть использовано при создании лазерной техники и оптических приборов, сохраняющих свою работоспособность при воздействии механических и термических нагрузок.
Известно изобретение под названием «Юстировочное устройство» (РФ №5039, G02B 7/00, опубл. 1997 г.), в котором описан способ настройки оптического элемента. Юстировочное устройство содержит оправу оптического элемента, связанную через деформируемый элемент с неподвижным фланцем, а также котировочные винты. При этом деформируемый элемент выполнен в виде кольца из эластичного материала, размещенного в канавке между оправой и фланцем. Способ настройки оптического элемента заключается в том, что юстируемый оптический элемент перемещают вместе с оправой относительно неподвижного фланца. Для этого, в зависимости от требуемого направления смещения, ослабляется один из котировочных винтов и затягивается другой. В результате ослабления винта деформация эластичного кольца (через который оправа соединена с помощью котировочных винтов с неподвижным фланцем) в данной точке уменьшится, а в результате затяжки другого винта деформация в этом месте увеличится. Деформация эластичного кольца происходит при сохранении его объема, вследствие этого напряжения во всем объеме кольца после проведения указанных действий выравниваются и происходит требуемое смещение оправы относительно фланца.
Способ отличается простотой и по точности регулировки углового положения вполне пригоден для юстировки зеркал резонатора.
Однако способ подразумевает контакт оправы и корпуса через деформируемый элемент из эластичного материала, что приведет к разъюстировке оптического элемента при воздействии механических и тепловых нагрузок, а также просто с течением времени в результате релаксационных процессов. Помимо этого данный способ не содержит критериев правильности юстировки, а лишь описывает процесс изменения углового положения.
Наиболее близким аналогом заявляемого изобретения, выбранным в качестве прототипа, является способ настройки зеркал резонатора (РФ №2592051, Н01S 3/086, 3/10, опубл. 2016 г.), заключающийся в том, что оправы с зеркалами фиксируют на несущих элементах резонатора и добиваются необходимого углового положения зеркал доработкой оправ путем удаления материала с их рабочих поверхностей, при настройке лазерного излучателя контролируют параметры генерируемого излучения и при необходимости проводят доработку оправ.
Устройство, реализующее данный способ, представляет собой оправы с вклеенными в них зеркалами, которые закреплены на общем основании (несущем элементе). Фиксация каждой оправы осуществляется прижатием ее в трех точках к основанию поверхностью выступов. Способ настройки включает в себя этапы первоначальной и окончательной настройки резонатора. На первоначальном этапе измеряют угол между рабочими поверхностями зеркал, по которому определяют место доработки поверхностей оправ. Затем поверхности оправ дорабатывают абразивным методом, добиваясь нужного углового положения рабочих поверхностей зеркал. На окончательном этапе проверяют качество юстировки зеркал резонатора на предыдущем этапе. Проверка проводится на полностью собранном лазерном излучателе и заключается в измерении выходной энергии и в анализе профиля выходного излучения. На основе полученных данных судят о степени точности юстировки зеркал резонатора и осуществляют при необходимости корректировку углового положения зеркал путем доработки рабочих поверхностей оправ.
Данный способ обеспечивает достижение высокой степени точности углового положения плоских резонаторных зеркал на этапе предварительной настройки резонатора. Благодаря жесткому контакту оправы с основанием в трех точках повышается стабильность углового положения зеркал относительно друг друга при воздействии механических и термических нагрузок.
Однако данный способ подходит лишь для резонаторов с плоскими зеркалами, что следует из необходимости проводить измерение углов между рабочими поверхностями зеркал (что, например, для сферических поверхностей невозможно). Также данный способ не описывает особенности и порядок настройки сложных резонаторов, содержащих лучеповоротные зеркала, в особенности содержащих лучеповоротные зеркала, расположенные в виде уголкового отражателя, правильность настройки которого напрямую влияет на сопротивляемость резонатора к разъюстировке при воздействии механических и термических нагрузок.
В способе не уделено внимание необходимости получения и контроля единой плоскости на всех выступах рабочей поверхности каждой оправы при ее доработке. Это может привести как к нестабильности контакта оправы и основания или же, если усилие прижатия оправы к основанию будет достаточно велико, к деформации оправ и передаче механических напряжений зеркалам. Все это может привести к разъюстировке зеркал, особенно если резонатор будет подвергаться механическим или термическим нагрузкам.
Помимо этого, подстройка резонатора на окончательном этапе по данному способу затруднительна, так как по контролируемым параметрам излучения лазера сложно судить о том, на какой угол следует сместить зеркала резонатора (где и насколько дорабатывать оправы). Более того, может возникнуть ситуация, когда разъюстировка резонатора при сборке лазерного излучателя (за счет клиновидности вносимых в резонатор элементов, например) приведет к отсутствию генерации и окончательный этап вообще ничего не даст.
Задача, на решение которой направлено изобретение, - настройка с высокой степенью точности резонатора лазерного излучателя, содержащего выходное и заднее зеркала с плоскими либо со сферическими рабочими поверхностями и уголковый отражатель, а также обеспечение стабильности настроек резонатора во времени и (или) при воздействии внешних факторов.
Технический результат, полученный при использовании предлагаемого технического решения, - оптимизация процесса настройки, повышение точности юстировки зеркал, повышение стабильности углового положения зеркал.
Указанный технический результат достигается тем, что в способе настройки резонатора лазерного излучателя оправы с зеркалами фиксируют на несущих элементах резонатора и добиваются необходимого углового положения зеркал доработкой оправ путем удаления материала с их рабочих поверхностей. А при настройке лазерного излучателя контролируют параметры генерируемого излучения и при необходимости проводят доработку оправ. Особенностью способа является то, что сначала проводят юстировку лучеповоротных зеркал. Одно из лучеповоротных зеркал устанавливают либо в оправу, либо непосредственно на несущий элемент резонатора, а остальные устанавливают в оправы. Далее измеряют углы между перпендикулярами к рабочим поверхностям лучеповоротных зеркал между собой, по результатам измерений дорабатывают оправы. После этого проводят юстировку заднего и выходного зеркал, измеряя угол между перпендикулярами к центрам их рабочих поверхностей, по результатам измерений дорабатывают оправы. При этом оправы с зеркалами фиксируют крепежными элементами. При настройке лазерного излучателя помещают упругий элемент между нерабочей поверхностью каждой из оправ заднего и выходного зеркал и несущим элементом резонатора. После этого, изменяя степень фиксации крепежных элементов, добиваются генерации излучения с требуемыми параметрами, после чего проводят измерение углов перемещения перпендикуляров к центрам рабочих поверхностей заднего и выходного зеркал, по результатам измерений проводят доработку оправ. После каждой доработки каждой оправы контролируют плоскостность ее рабочей поверхности и при необходимости проводят повторную доработку.
Для повышения точности настройки и стабильности работы лазерного излучателя после юстировки лучеповоротных зеркал контролируют качество этой юстировки, измеряя изменение угла между падающим и отраженным от совокупности лучеповоротных зеркал лучами при изменении угла падения, по результатам измерений при необходимости проводят доработку оправы.
Выделение настройки лучеповоротных зеркал в отдельную операцию позволяет оптимизировать процесс настройки, т.к. разделение процесса на операции обеспечивает более точное выполнение каждой из них. При этом, установка одного из лучеповоротных зеркал непосредственно на несущие элементы резонатора без юстировки может быть необходима в условиях, когда, например, доступ к зеркалу для юстировки затруднен ввиду конструктивных особенностей конкретного резонатора и установка зеркала в оправе не имеет смысла. Измерение углов между перпендикулярами к рабочим поверхностям зеркал позволяет оценивать положение не только плоских, но и сферических поверхностей (измеряются углы между перпендикулярами к центрам рабочих поверхностей) с высокой точностью, а применение единого метода ко всем зеркалам резонатора также оптимизирует процесс юстировки. Использование упругого элемента наряду с контролем параметров излучения также способствует повышению точности юстировки зеркал, так как есть возможность выставлять угловое положение зеркал как на обычном котировочном столике. При этом контроль плоскостности поверхности оправ после каждой доработки позволяет обеспечить надежный контакт оправы с несущим элементом и избежать деформаций оправы при фиксации, т.е. способствует повышению стабильности углового положения зеркал.
Таким образом, оптимизировали процесс настройки, повысили точность юстировки зеркал и стабильность углового положения зеркал, за счет чего обеспечили настройку с высокой степенью точности резонатора лазерного излучателя, содержащего выходное и заднее зеркала с плоскими либо со сферическими рабочими поверхностями и уголковый отражатель, а также стабильность настроек резонатора во времени и (или) при воздействии внешних факторов.
При анализе уровня техники не обнаружено аналогов, характеризующихся признаками, тождественными всем существенным признакам данного изобретения. А также не выявлено факта известности влияния признаков, включенных в формулу, на технический результат заявляемого технического решения. Следовательно, заявленное изобретение соответствует условиям «новизна» и «изобретательский уровень».
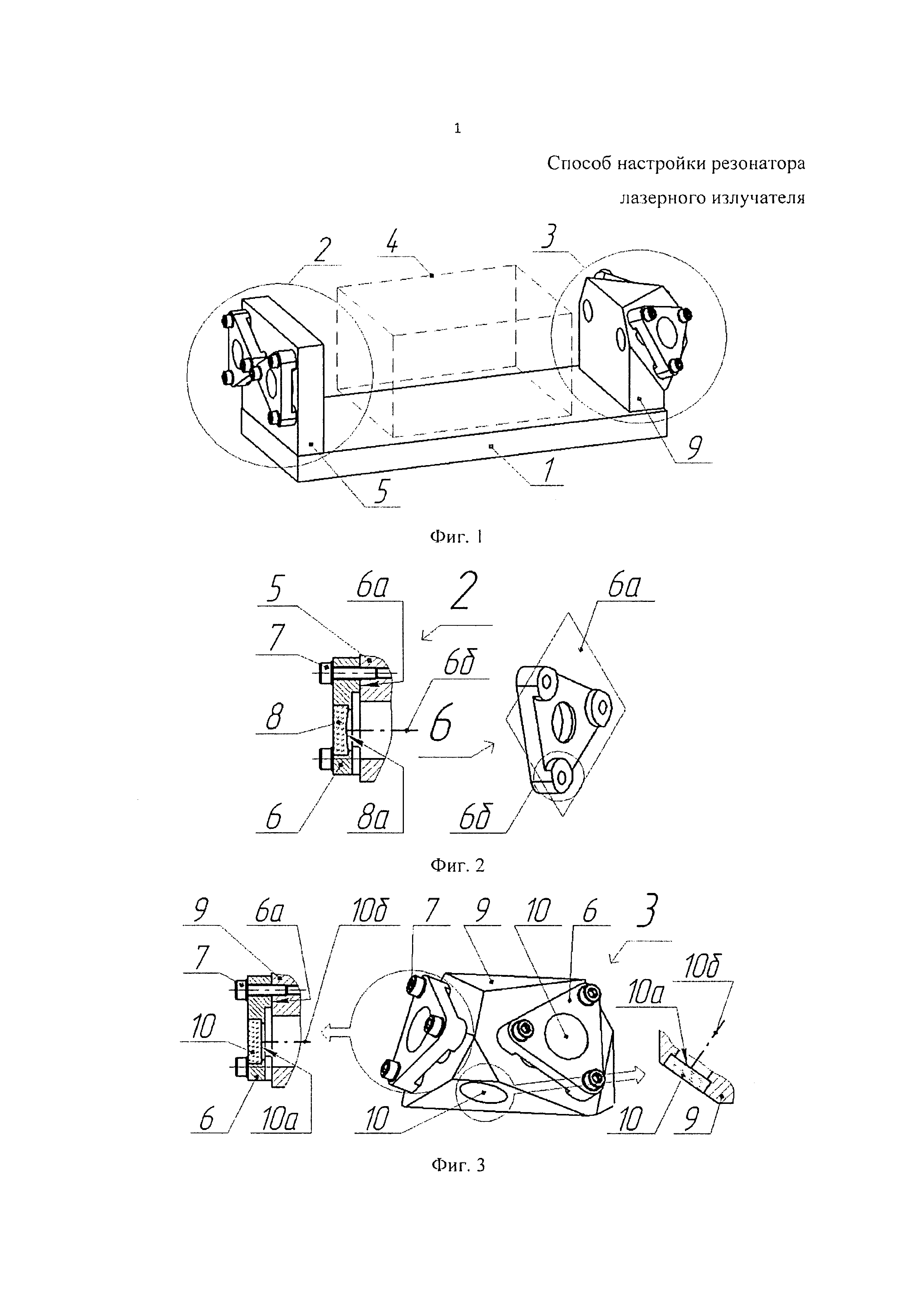
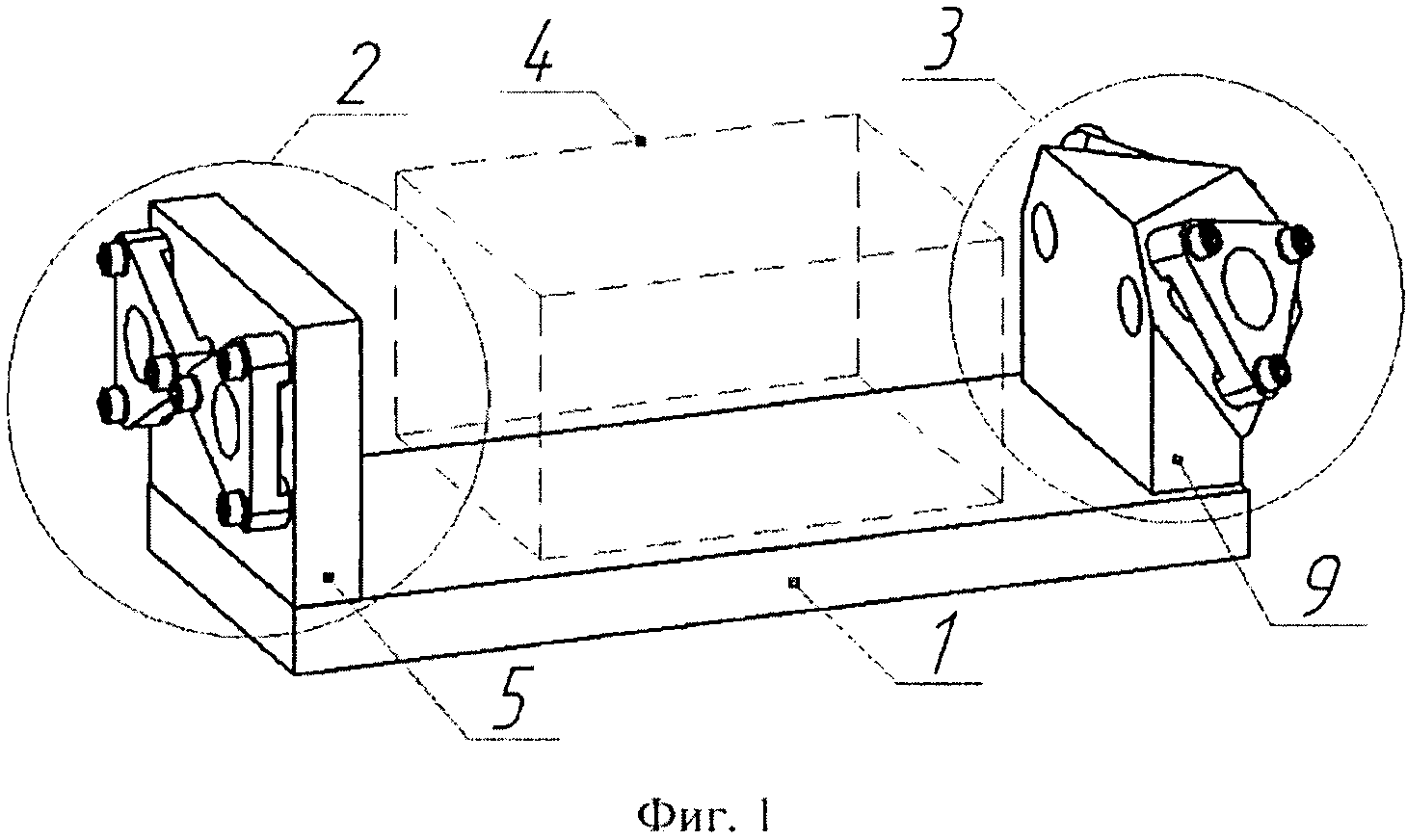
На фиг. 1 представлены основные составные части резонатора, настраиваемого предлагаемым способом.
На фиг. 2 показано крепление резонаторного зеркала.
На фиг. 3 представлен блок лучеповоротных зеркал.
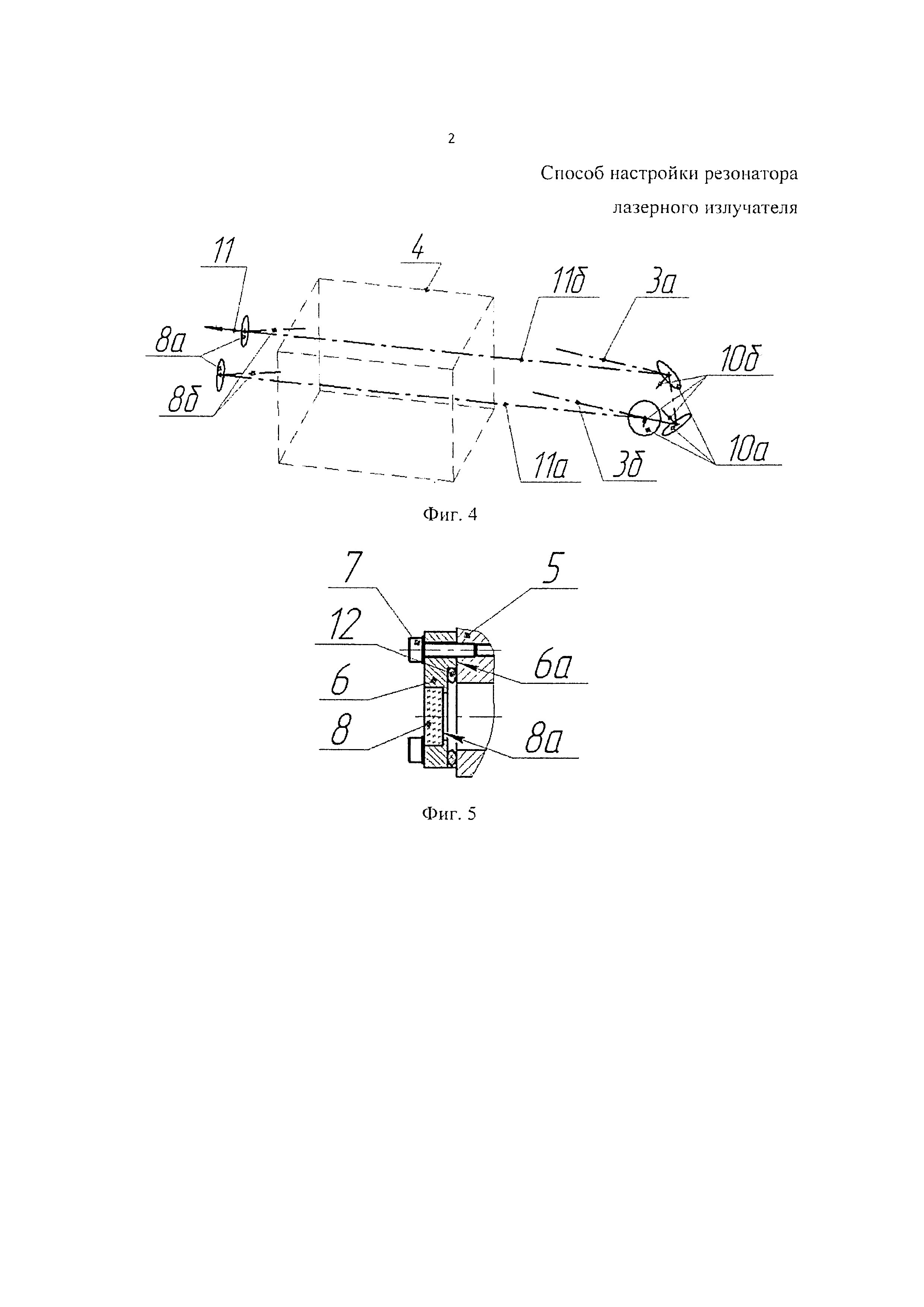
На фиг. 4 представлена оптическая схема, показывающая взаимосвязь основных частей резонатора.
На фиг. 5 показан блок резонаторных зеркал с установленным упругим элементом.
Резонатор (фиг. 1), настраиваемый рассматриваемым способом, включает в себя следующие основные элементы: основание 1, блок резонаторных зеркал 2, блок лучеповоротных зеркал 3 и внутрирезонаторный объем 4, внутри которого расположены выутрирезонаторные оптические элементы (не показаны).
Блок резонаторных зеркал 2 (фиг. 2) содержит: корпус 5, две оправы 6, крепежные элементы - винты 7, резонаторные (заднее и выходное) зеркала 8 с рабочими поверхностями 8а (могут быть сферическими либо плоскими). Каждая из оправ 6 устанавливается рабочей поверхностью 6а (три выступа 6б) на поверхность корпуса 5 и прижимается тремя винтами 7. При этом места расположения винтов 7 находятся примерно в центре выступов 6б.
Блок лучеповоротных зеркал 3 (фиг. 3) содержит: корпус 9, две либо три оправы 6, крепежные элементы - винты 7, три лучеповоротных зеркала 10 с плоскими рабочими поверхностями 10а. Корпус 9 содержит внутренние каналы для прохода излучения (на фиг. 3 не показано). Возможны два случая размещения лучеповоротных зеркал 10. В первом случае все три лучеповоротных зеркала крепятся в оправах 6 аналогично зеркалам блока резонаторных зеркал 2. Во втором случае таким способом крепятся два лучеповоротных зеркала 10, а еще одно (может быть любым из трех) крепится непосредственно в корпусе 9.
Основание 1 совместно с корпусами 5, 9 являются несущими элементами резонатора лазерного излучателя и могут быть выполнены в виде единой детали.
Рабочие поверхности 8а, 10а резонаторных зеркал 8 и лучеповоротных зеркал 10 обращены в сторону внутрирезонаторного объема 4 (фиг. 4). В резонаторе энергия распространяется вдоль энергетической оси 11, состоящей из участков 11а и 11б, соединенных при помощи лучеповоротных зеркал 10. При этом лучеповоротные зеркала 10 в блоке 3 образуют уголковый отражатель (перпендикуляры к рабочим поверхностям 10б взаимно перпендикулярны), свойством которого является возвращать отраженный луч 3б параллельно падающему лучу 3а. Благодаря этому свойству участки оси 11а и 11б параллельны между собой при условии, что внутрирезонаторный объем не содержит клиновидных элементов. Участки оси 11а и 11б при настроенном резонаторе совпадают с перпендикулярами 8б к центрам рабочих поверхностей резонаторных зеркал.
Способ осуществляют следующим образом.
Вначале юстируются только лучеповоротные зеркала, целью этого является обеспечение взаимной перпендикулярности рабочих поверхностей 10а зеркал 10 с высокой точностью (единицы угловых секунд). Чем точнее будут отъюстированы зеркала 10, тем выше будет параллельность участков 11а и 11б энергетической оси 11 и тем меньше угол между ними будет меняться при угловом смещении блока 3 (вызванном воздействием внешних факторов) относительно других элементов резонатора.
Оправы 6 с установленными в них зеркалами 10 рабочими поверхностями 6а устанавливаются на корпус 9 и фиксируются винтами 7. При этом одно из зеркал 10 может устанавливаться непосредственно в корпус 9, т.е. является не юстируемым. Далее измеряют углы между перпендикулярами 10б к рабочим поверхностям 10а зеркал 10. По этим углам определяют то, какой угол должен быть между каждой рабочей поверхностью 6а оправы 6 и рабочей поверхностью 10а зеркала 10, для достижения взаимной перпендикулярности поверхностей 10а. По результатам этого проводят доработку поверхностей 6а оправ 6 путем удаления материала.
Дополнительно (в случаях, требующих очень высокой точности) контролируют точность расположения лучеповоротных зеркал, измеряя угол между падающим на совокупность лучеповоротных зеркал блока 3 лучом 3а и отраженным от блока 3 лучом 3б, который в идеале должен быть 180°, а также контролируют изменение этого угла при изменении угла падения луча. Изменение угла между падающим и отраженным лучами должно быть таким, чтобы при рабочих нагрузках на лазерный излучатель не было срыва генерации и изменения параметров излучения (несколько угловых секунд). При необходимости повторяют доработку рабочих поверхностей оправ.
После юстировки лучеповоротных зеркал проводится юстировка резонаторных (заднего и выходного) зеркал 8 блока 2; проводится при установленном блоке 3 и без внутрирезонаторных элементов (или с некоторыми из них). Целью этой юстировки является выведение перпендикуляров к центрам рабочих поверхностей 8а зеркал 8 на общую ось 11. Оправы 6 с установленными в них зеркалами 8 рабочими поверхностями 6а устанавливаются на корпус 5 и фиксируются винтами 7. Далее измеряют угол между перпендикулярами 8б к центрам рабочих поверхностей 8а. По этому углу определяют то, какой угол должен быть между каждой рабочей поверхностью 6а оправы 6 и перпендикуляром к центру рабочей поверхности 8а зеркала 8 для достижения минимального угла (в идеале 0°) между перпендикулярами 8б к центрам рабочих поверхностей 8а. По результатам этого проводят доработку поверхностей 6а оправ 6 путем удаления материала.
После этого проводится окончательная настройка резонатора при настройке лазерного излучателя (со всеми внутрирезонаторными элементами). Целью данного этапа является корректировка углов положения резонаторных зеркал 8 для достижения генерации излучения с требуемыми параметрами. В промежуток между нерабочей поверхностью оправы и поверхностью корпуса 5 помещают упругий элемент 12 (резиновое кольцо, пружину) с отверстием для прохождения излучения и затягивают винты 7, добиваясь контакта между поверхностями корпуса и оправы (фиг. 5). Далее поочередно изменяют степень фиксации винтов 7 и оправа 6 с зеркалом 8 под действием упругого элемента 12 меняет свое угловое положение. Изменяя угловое положение резонаторных зеркал 8, добиваются сначала возникновения генерации (при ее отсутствии). Далее, изменяя угловое положение резонаторных зеркал и одновременно контролируя генерируемое излучение, добиваются требуемых параметров излучения. После этого измеряют то, на какие углы переместились перпендикуляры рабочих поверхностей 8а зеркал 8 при юстировке. По этим данным определяют то, на какой угол необходимо скорректировать угловое положение рабочей поверхности 6а оправы 6 относительно рабочей поверхности 8а зеркала 8. Корректировку проводят доработкой поверхностей 6а оправ 6 путем удаления материала.
При этом, для того чтобы предотвратить появление упругих изгибных деформаций оправ при затяжке винтов 7, после каждой доработки каждой оправы контролируют плоскостность ее рабочей поверхности и при необходимости проводят повторную доработку путем удаления материала с целью улучшения плоскостности (до сотых долей миллиметра). Удаление материала с выступов оправы 6б при доработке поверхности 6а может проводиться шлифовкой, притиркой, полировкой и т.п.
Данный способ был использован для настройки твердотельных лазерных излучателей с полупроводниковой накачкой. Один из данных излучателей, с геометрической длиной оптического пути в резонаторе более 700 мм, выдержал перевозку на расстояние более 1000 км и в процессе работы показал стабильность выходной энергии ±1%.
Таким образом, представленные данные свидетельствуют о выполнении при использовании способа по заявляемому изобретению следующей совокупности условий:
- процесс, воплощающий заявленный способ при его осуществлении, предназначен для использования в оптико-механической промышленности при изготовлении оптических резонаторов лазерных излучателей.
- для заявляемого способа в том виде, в котором он охарактеризован в формуле изобретения, подтверждена возможность его осуществления.
Следовательно, заявляемый способ соответствует условию «промышленная применимость».
Квантрон твердотельного лазера с диодной накачкой
Обратный клапан
Способ изготовления спеченных пористых изделий из псевдосплава на основе вольфрама
Малогабаритный квантрон с жидкостным охлаждением
Способ монтажной настройки элементов оптической системы
Способ определения параметров взрывчатого превращения
Способ изготовления муфт из сплава с памятью формы
Способ обнаружения объектов, передвигающихся по охраняемой территории, и устройство для его осуществления
Генератор высокочастотного излучения на основе разряда с полым катодом
Способ кондиционирования воды или водного раствора, содержащих тритий
Твердотельный лазер с термостабилизацией диодной накачки и электрооптической модуляцией добротности и устройство его управления
Квантрон твердотельного лазера с диодной накачкой
Малогабаритный квантрон с жидкостным охлаждением
Способ герметизации блока охлаждения активного элемента в твердотельном лазере
Излучатель лазера
Корпус лазера

