Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО КОРПУСА МИКРОЭЛЕКТРОННОГО УСТРОЙСТВА С КОНТРОЛИРУЕМОЙ СРЕДОЙ В ЕГО ВНУТРЕННЕМ ОБЪЕМЕ
Вид РИД
Изобретение
Область техники
Изобретение относится к области сварочного производства, в частности к способу герметизации микроэлектронных устройств методом электронно-лучевой сварки с обеспечением во внутреннем объеме контролируемой атмосферы.
Предшествующий уровень техники
Известен способ, описанный в патенте РФ №2233212 «Откачное устройство»; приоритет 03.03.2003 г., опубл. 27.07.2004 г., МПК(7): В23K 33/00, В23K 31/02, авторы: Семенов А.Н. (RU), Тюрин В.Н. Шевелев Г.Н (RU). Откачное устройство выполнено в виде емкости с откачным отверстием, под которым установлена сварочная подкладка. Емкость помещена в рабочую камеру электронно-лучевой установки. Сварочная подкладка установлена с зазором между ней и нижней кромкой откачного отверстия. Отверстие имеет проходное сечение с площадью, не меньшей площади откачного отверстия и не превышающей 1,5 площади откачного отверстия.
Недостатком данного способа является технологически трудное выполнение герметизации емкости, так как в конструкции откачного отверстия присутствуют дополнительные технологические элементы в виде сварочной подкладки, закрепление которой выполняется на внутренней стороне откачиваемой емкости и выступающих буртов, выполняющих роль дополнительного присадочного материала для оплавления откачного отверстия. Также при оплавлении присадочного материала есть вероятность проникновения жидкого металла и его паров во внутренний объем откачиваемой емкости и повреждение его активного и чувствительного элемента.
Известен способ, на который получен патент РФ №2233213 «Способ электронно-лучевого заваривания откачного отверстия в стенке вакуумируемой емкости» МПК(7): В23K 15/04, В23K 33/00, приоритет 03.02.2003 г., опубл. 27.07.2004 г., авторы: Семенов А.Н, Тюрин В.Н, Шевелев Г.Н. В способе заварки отверстия на стенке емкости рядом с откачным отверстием выполняют по крайней мере одну жидкую ванну и обеспечивают перетекание части жидкого металла из этой ванны в откачное отверстие и удержание его на стенке отверстия в виде наплыва. Дозированное перетекание металла обеспечивают за счет колебания электронного луча от центра ванны до края откачного отверстия. При больших диаметрах откачных отверстий выполняют последовательно несколько жидких ванн и создают на стенке откачного отверстия равномерно по окружности несколько дозированных наплывов, после чего производят заварку откачного отверстия путем последовательного оплавления его кромки и наплывов.
Недостатком данного способа является сложность технологического процесса изготовления откачного отверстия, так как его конструкция предполагает наличие, как минимум двух дополнительных элементов, выполняющих роль присадочного материала, в виде запрессованных цилиндрических штифтов. Оплавление откачного отверстия данным способом не позволяет в полной мере визуально контролировать перетекание жидкого металла, вследствие чего может произойти его попадание во внутренний объем вакуумной емкости и повредить его активные и чувствительные элементы.
В качестве прототипа был выбран патент РФ №2282838 «Способ герметизации ампулы модуляционного гироскопа» МПК: G01M 3/00, G01C 19/00, приоритет от 04.10.2004 г., опубликовано 27.08.2006 г., авторы: Андреев А.Г., Ермаков B.C., Максимов А.Г., Виленчик Е.М. Способ герметизации ампулы модуляционного гироскопа заключается в том, что осуществляют вакуумное оксидирование ампулы гироскопа, выполненной из титанового сплава, включающее промывку в нефрасе, вакуумное обезгаживание в вакууме (1÷2)⋅10-2 мм рт. столба при температуре 600-650°C в течение двух часов, остывание с печью до 100°C, далее на воздухе, после чего производят обезгаживание ампулы в герметичном приспособлении при температуре 160±10°C и давлении 3⋅10-6 мм рт.ст., непрерывно в течение десяти суток, и осуществляют лазерную герметизацию ампулы через стекло в приспособлении лучом лазера, ударяющим в подготовленное в ампуле отверстие с отбортовкой.
Недостатком данного способа является сложность выполнения герметизации изделия за счет большого количества операций и длительного времени откачивания газов. Также возможна вероятность повреждения внутренних частей и активных элементов гироскопа при герметизации лазерным лучом отверстия с отбортовкой.
Раскрытие изобретения
Задачей, на решение которой направлено заявляемое изобретение, является повышение защиты чувствительных активных элементов от повышенных температуры и света, находящихся внутри микроэлектронных устройств (МЭУ), повышение технологичности изготовления МЭУ, повышение эксплуатационной надежности герметизируемых МЭУ.
Технический результат, достигаемый при решении этой задачи, заключается в исключении попадания электронного луча внутрь герметизируемых МЭУ, усовершенствовании откачки воздуха из внутреннего объема МЭУ, уменьшении количества операций, сокращении производственных расходов.
Технический результат достигается тем, что в способе герметизации МЭУ электронным лучом с обеспечением во внутреннем объеме контролируемой среды, содержащем подготовку свариваемых кромок деталей корпуса, сборку деталей, электронно-лучевую сварку, согласно изобретению при подготовке с одной из деталей снимают фаску. Собирают корпус в присутствии воздуха, вставляют клин с механизмом извлечения в зазор между деталями, изолируют корпус, откачивают воздух до получения необходимого значения вакуума внутри корпуса, извлекают клин и смыкают детали корпуса, которые затем сваривают электронно-лучевой сваркой.
Совокупность существенных признаков обеспечивает получение технического результата - исключение попадания электронного луча внутрь МЭУ, что защищает активные элементы внутри МЭУ, чувствительные к внешним воздействиям, и повышает эксплуатационную надежность герметизируемых МЭУ. Кроме того, уменьшается количество операций при изготовлении МЭУ, усовершенствуется откачка воздуха из внутреннего объема МЭУ по сравнению с прототипом.
Свариваемые при подготовке деталей перед собиранием в корпус кромки можно дорабатывать до необходимой шероховатости методом механической обработки и обезжиривать химическим растворителем. Это дополнительно повышает эксплуатационную надежность герметизируемых МЭУ.
Возможно для изолирования корпуса помещать его в вакуумную камеру сварочной установки. Возможно для извлечения клина приводить в движение механизм извлечения. Это дополнительно повышает технологичность изготовления МЭУ.
Описанная в прототипе конструкция сварного соединения, применяемая при изготовлении МЭУ, не обеспечивает смыкание свариваемых крышки и основания корпуса непосредственно в вакуумной камере после откачки воздуха. В предлагаемом решении снятие фаски на одной из деталей корпуса позволяет выполнять смыкание деталей корпуса МЭУ в вакуумной камере после откачки воздуха.
Краткое описание фигур чертежа
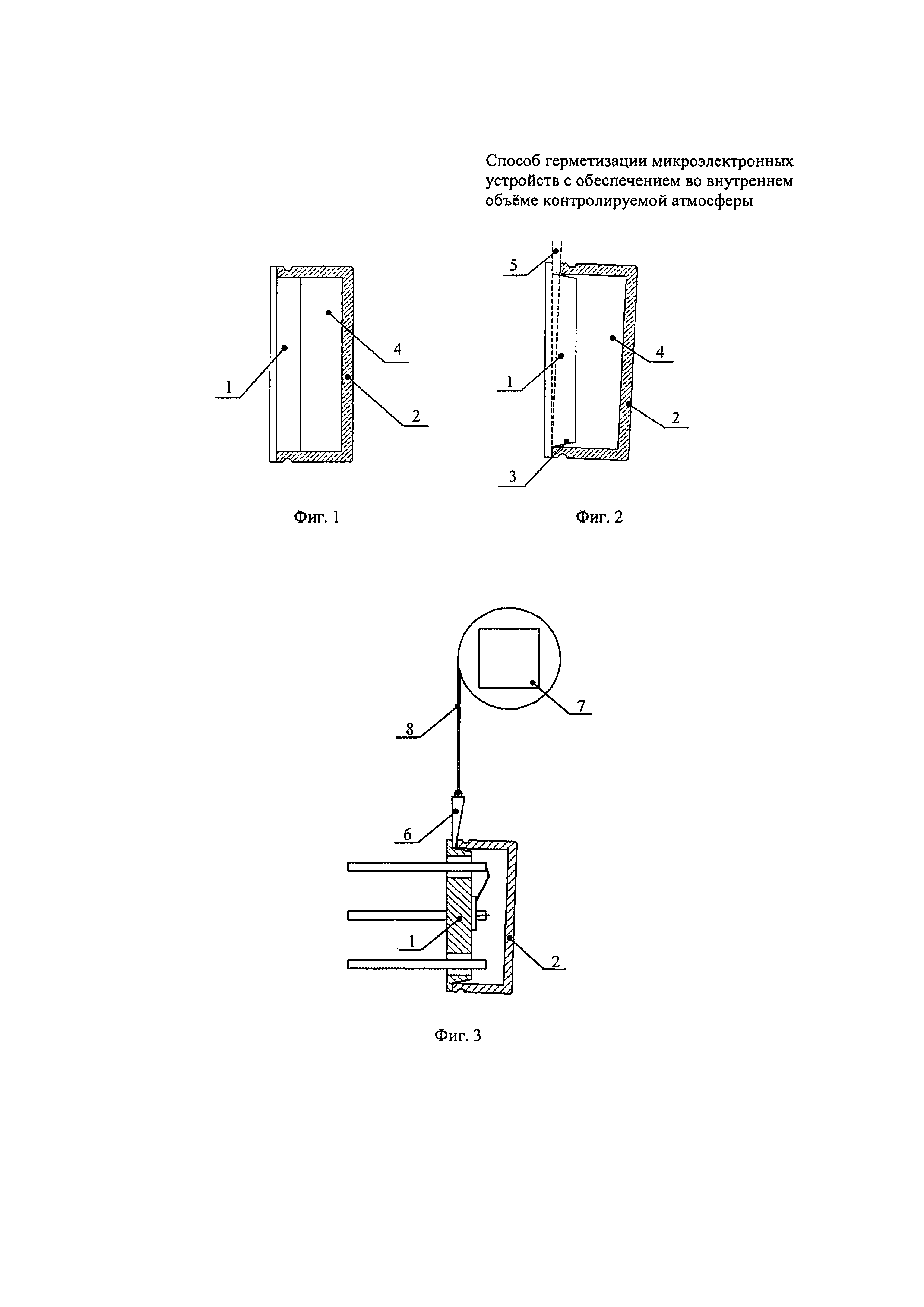
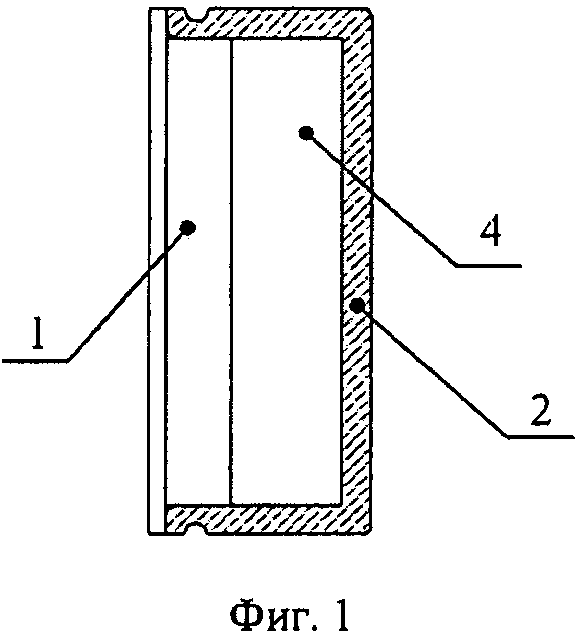
На фиг. 1 показаны части корпуса до обработки.
На фиг. 2 показаны части корпуса после обработки.
На фиг. 3 показан корпус после сборки и расклинивания МЭУ.
Вариант осуществления изобретения
Для сборки и сварки корпуса МЭУ было разработано приспособление, обеспечивающее закрепление и вращение корпуса при сварке.
Корпус состоит из двух деталей - основания 1 и крышки 2. Основание 1 выполнено без штенгельного отверстия, которое существует в прототипе. Такое выполнение уменьшает количество операций при изготовлении основания и в дальнейшем исключает попадание через него электронного луча внутрь МЭУ.
Перед сборкой основания 1 и крышки 2 с одной из деталей снимают фаску 3. В рассматриваемом варианте снимают фаску 3 с основания 1. При такой подготовке смыкание основания 1 и крышки 2 будет происходить с меньшим сопротивлением и более технологично.
Далее сопрягаемые кромки основания 1 и крышки 2 шабрят и протирают спиртом. Это дополнительно улучшает качество получаемого сварного шва и повышает эксплуатационную надежность герметизируемых МЭУ.
Основание 1 и крышку 2 состыковывают (фиг. 2) в присутствии воздуха, при этом образуется между ними внутренний объем 4. Между основанием 1 и крышкой 2 оставляют зазор 5, в который вставляют клин 6, соединенный с механизмом извлечения, состоящим из двигателя 7, соединенным с клином 6 при помощи многожильного каната 8. Закрепляют и поджимают друг к другу основание 1 и крышку 2 с вставленным клином 6 в сборочно-сварочном приспособлении внутри вакуумной камеры, из которой откачивают воздух. Из зазора 5 между основанием 1 и крышкой 2, воздух выходит в камеру, из которой его откачивают. Откачивают воздух из вакуумной камеры до получения необходимого значения вакуума во внутреннем объеме 4 МЭУ. С помощью сборочно-сварочного приспособления заставляют двигатель 7 вращаться, наматывая канат 8, который натягивается и извлекает клин 6 из зазора 5. Поджатые основание 1 и крышка 2 корпуса МЭУ смыкаются в вакуумной камере. При смыкании крышка 2 движется по фаске 3 на основании 1 почти без сопротивления со стороны основания 1.
Снятие фаски 3, сборка корпуса в присутствии воздуха, вставка клина 6 в зазор 5 позволяют сократить время откачки воздуха из внутреннего объема 4, тем самым уменьшить время сварки и сократить производственные расходы.
По причине того, что зазор 5 между основанием 1 и крышкой 2 в результате расклинивания больше, чем обычно используемое штенгельное отверстие в прототипе, уменьшается время откачки воздуха и усовершенствуется откачка воздуха из внутреннего объема корпуса МЭУ.
После смыкания деталей 1 и 2 корпуса его вращают в сборочно-сварочном приспособлении и производят электронно-лучевую сварку корпуса МЭУ. Тот факт, что сварка проводится при сомкнутом корпусе, без отверстий, позволяет исключить температурное и световое воздействие электронного луча на элементы внутри корпуса.
Основание 1 выполняют с фаской 3 на одной из кромок без штенгельного отверстия, а свариваемые кромки механически дорабатывают до нужной чистоты обработки, расклинивают детали МЭУ внутри вакуумной камеры установки. Тем самым уменьшается количество операций, сокращаются производственные расходы в виде времени, материала, энергозатрат на сварку штенгельного отверстия, которое есть в прототипе, а значит, повышается технологичность предлагаемого решения.
В предлагаемом способе герметизации МЭУ расклинивают детали 1 и 2, откачивают воздух из внутреннего объема 4 МЭУ, извлекают клин 6, смыкают детали 1 и 2 корпуса. При этом усовершенствуется откачка воздуха из внутреннего объема 4 МЭУ. Далее в процессе электронно-лучевой сварки кромок деталей 1 и 2 корпуса реализуется защита активных элементов внутри МЭУ, чувствительных к внешним воздействиям.
Таким образом, данный способ обеспечивает получение герметичных сварных соединений при изготовлении МЭУ с обеспечением во внутреннем объеме корпуса МЭУ вакуума необходимого значения и исключение попадания электронного луча внутрь МЭУ. Это повышает технологические характеристики и эксплуатационную надежность герметизируемых МЭУ, внутри которых защищаются активные элементы, чувствительные к внешним воздействиям.
Промышленная применимость
Наиболее эффективно выглядит использование предложенного способа в приборах автоматики, авиационной, космической и ракетостроительной промышленности. А также там, где в конструкции приборов предъявляются повышенные требования по герметичности изделий.
Рассмотренный вариант выполнения изобретения может быть реализован на существующем в настоящее время оборудовании с использованием имеющихся материалов. Это показывает его работоспособность и подтверждает промышленную применимость.
Способ определения характеристик срабатывания детонирующего устройства
Способ определения углового положения подвижного объекта относительно центра масс
Устройство передачи информации для бесконтактного программирования режимов работы инициатора газодинамического импульсного устройства
Излучатель твердотельного лазера без жидкостного охлаждения с термостабилизацией диодной накачки
Лазерное средство инициирования
Термочувствительный датчик
Универсальный излучатель твердотельного лазера
Способ настройки зеркал резонатора
Способ извлечения микроконцентраций урана из водных растворов
Способ приведения в действие инициатора газодинамического импульсного устройства
Способ автоматической сварки неплавящимся электродом
Способ сварки горловины с тонкостенной оболочкой
Способ сварки неплавящимся электродом деталей с покрытием
Способ сварки неплавящимся электродом алюминиевых сплавов
Способ оценки механических характеристик деформированных металлических объектов

