Результат интеллектуальной деятельности: Устройство для магнитно-импульсной штамповки листовых материалов
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением импульсным магнитным полем листовых материалов по схемам «плоская штамповка» и цилиндрических оболочек по схеме «обжим». При этом используются устройства, предназначенные или для выполнения разделительных, чеканочных и формовочных операций для листовых материалов и устройства для операции обжима осесимметричных оболочек.
Для обработки металлов давлением импульсным магнитным полем по схеме «плоская штамповка» используются устройства, имеющие индуктор, выполненный в виде спирали Архимеда (Ковка и штамповка: Справочник: В 4 т. Т. 4 Листовая штамповка / Под общ. Ред. С.С. Яковлева: ред. совет: Е.И. Семенов (пред.) и др. - 2-е изд., перераб. И доп. - М: Машиностроение, 2010. 732 с.), который позволяет деформировать электромагнитным полем металлы с высокой электропроводностью. Типовая конструкция плоского индуктора приведена на рисунке 10, стр. 357, а для магнитно-импульсной штамповки по схеме «обжим» используются цилиндрические индукторы (рис. 8, стр. 357).
Недостатками известных устройств, имеющих плоский или цилиндрический индукторы, является ограниченность их использования только для листовых материалов, а также цилиндрических оболочек из материалов с высокой электропроводностью. Кроме того, магнитное поле плоского индуктора, возникающее при разряде генератора импульсных токов, неравномерно, особенно в центральной области. Это обстоятельство ухудшает условия протекания чеканочных, формовочных и разделительных операций на центральных участках листовых материалов.
Известно устройство по авторскому свидетельству №1828776, МПК8 B21D 26/14, бюл. №27, 23.07.93 «Способ магнитно-импульсной штамповки листового материала», которое имеет плоский индуктор, метаемую пластину из электропроводного материала, рабочий инструмент для вырезки и пробивки отверстий и эластичную среду. Метаемая пластина, отталкиваясь от плоского индуктора, сжимает эластичную среду, и энергия сжатия эластичной среды, воздействуя на листовой материал, производит операцию вырубки и пробивки.
Недостатком известного устройства является его ограниченное применение для магнитно-импульсной штамповки тонколистовых материалов с помощью только эластичной среды.
Известно устройство для магнитно-импульсной обработки трубных заготовок по авторскому свидетельству №1103420, МПК8 B21D 26/14, опубликовано 10.09.1995, принятому за прототип, содержащее размещенные между опорными пластинами цилиндрический индуктор, соосно установленную с индуктором втулку из упругого материала и размещенный между ними метаемый элемент цилиндрической формы, в котором с целью повышения точности изготавливаемых деталей, оно снабжено кольцевым формообразующим инструментом, установленным в контакте с упругой втулкой со стороны, обращенной к оболочке, и изготовленный составным из отдельных кольцевых сегментов, подпружиненных друг к другу в окружном направлении, а в опорных пластинах выполнены радиальные пазы для установки кольцевых сегментов формообразующего инструмента.
Недостатком прототипа является его ограниченное применение только для магнитно-импульсной штамповки осесимметричных оболочек.
Задачей предлагаемого изобретения является расширение технологических возможностей устройства для магнитно-импульсной штамповки как листовых материалов по схеме «плоская штамповка», так и осесимметричных оболочек по схеме «обжим».
Для решения поставленной задачи предлагается устройство, содержащее узел индуктора, состоящий из опорных пластин, кольцевого бандажа, цилиндрического индуктора, метаемого элемента, кольцевых подпружиненных сегментов, при этом на стойках установлены верхняя и нижняя плиты, узел закреплен на верхней плите, для выполнения операций по схеме «плоская штамповка» листовых материалов на нижней плите помещена матрица для вырубки, пробивки или формовки с направляющими планками и съемником, над матрицей закреплена промежуточная плита, в которой помещен подпружиненный пуансон с возможностью осевого перемещения, причем торцевая поверхность фланца пуансона выполнена конической и находится в постоянном контакте с торцевыми поверхностями кольцевых сегментов узла.
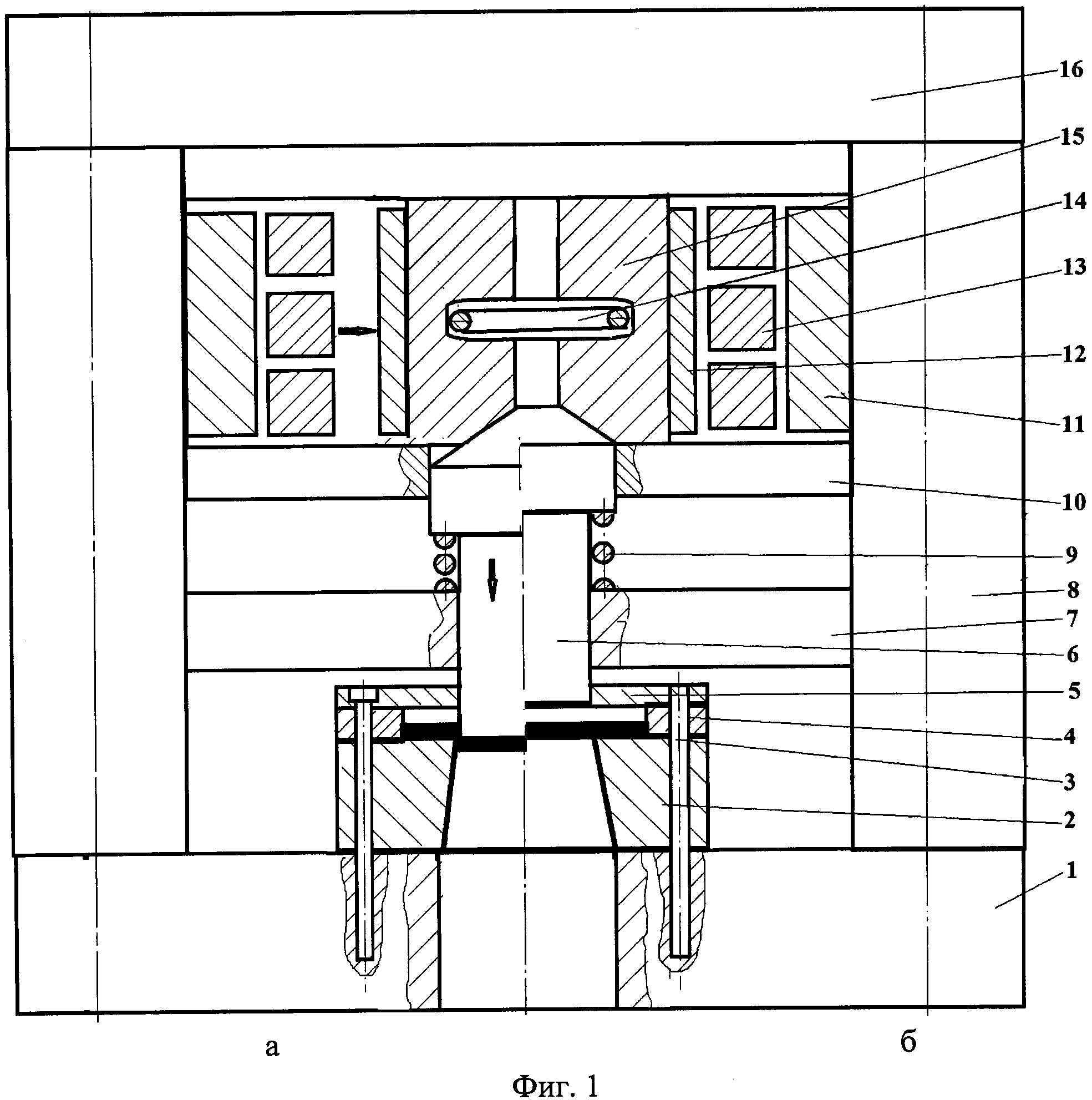
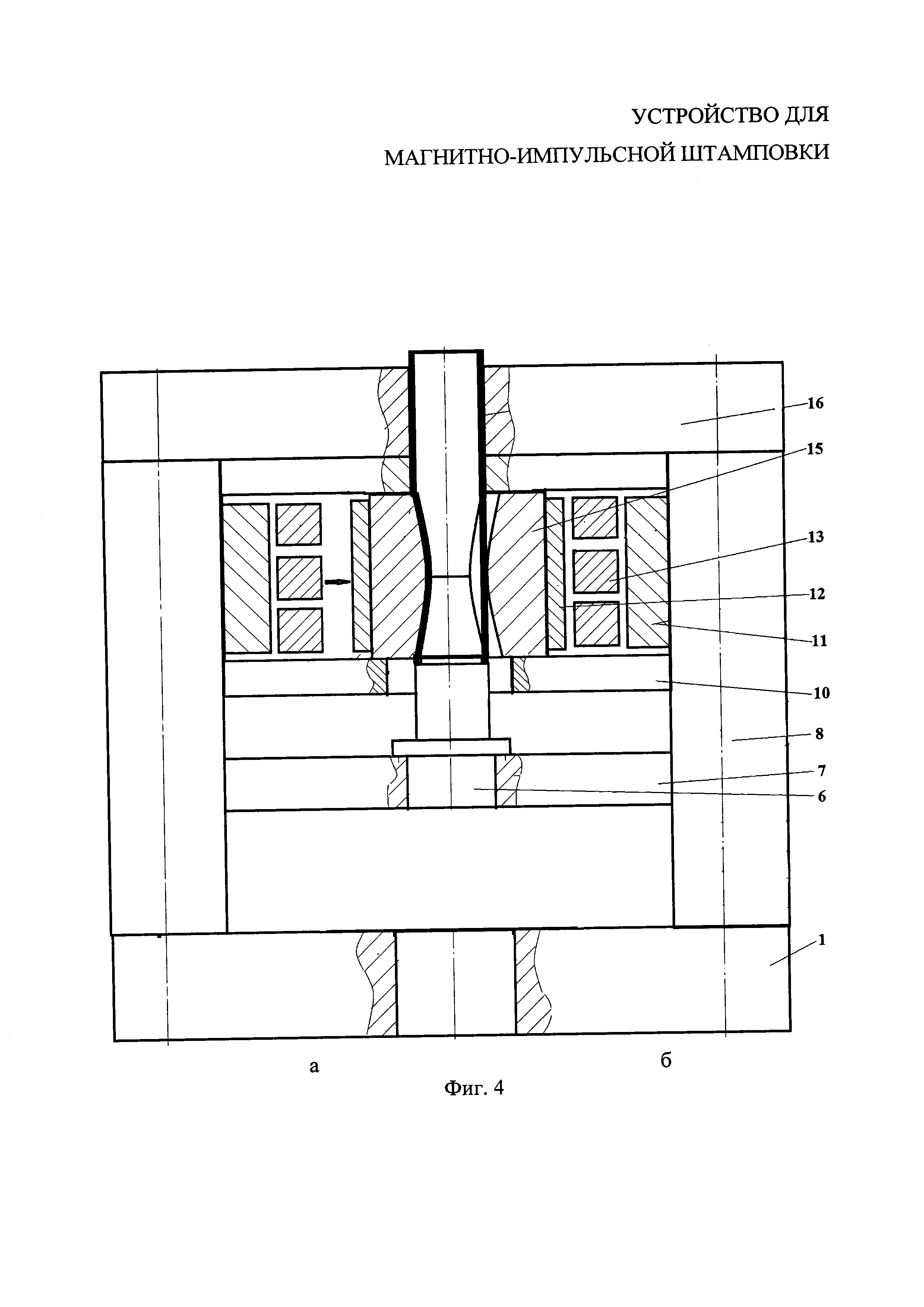
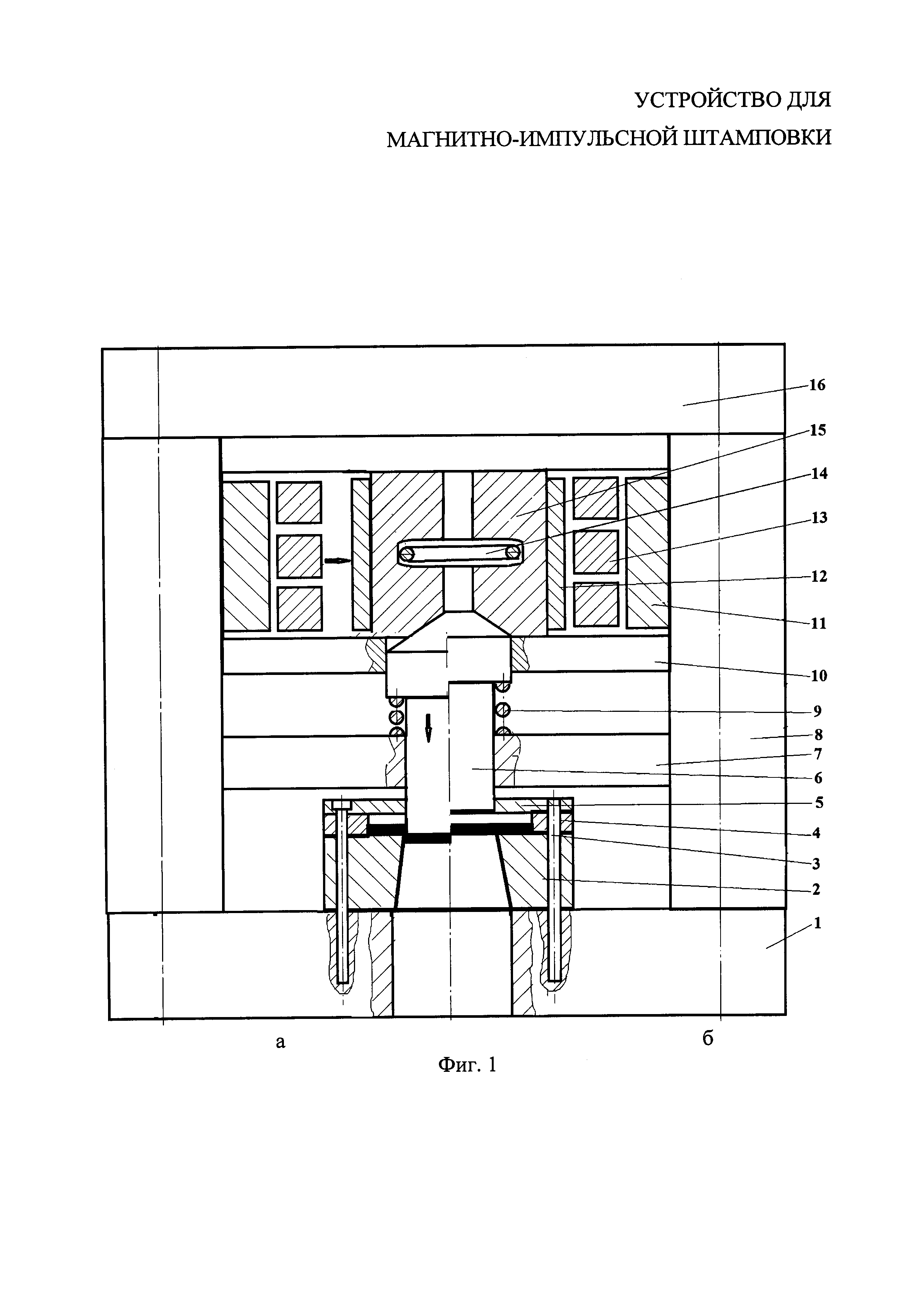
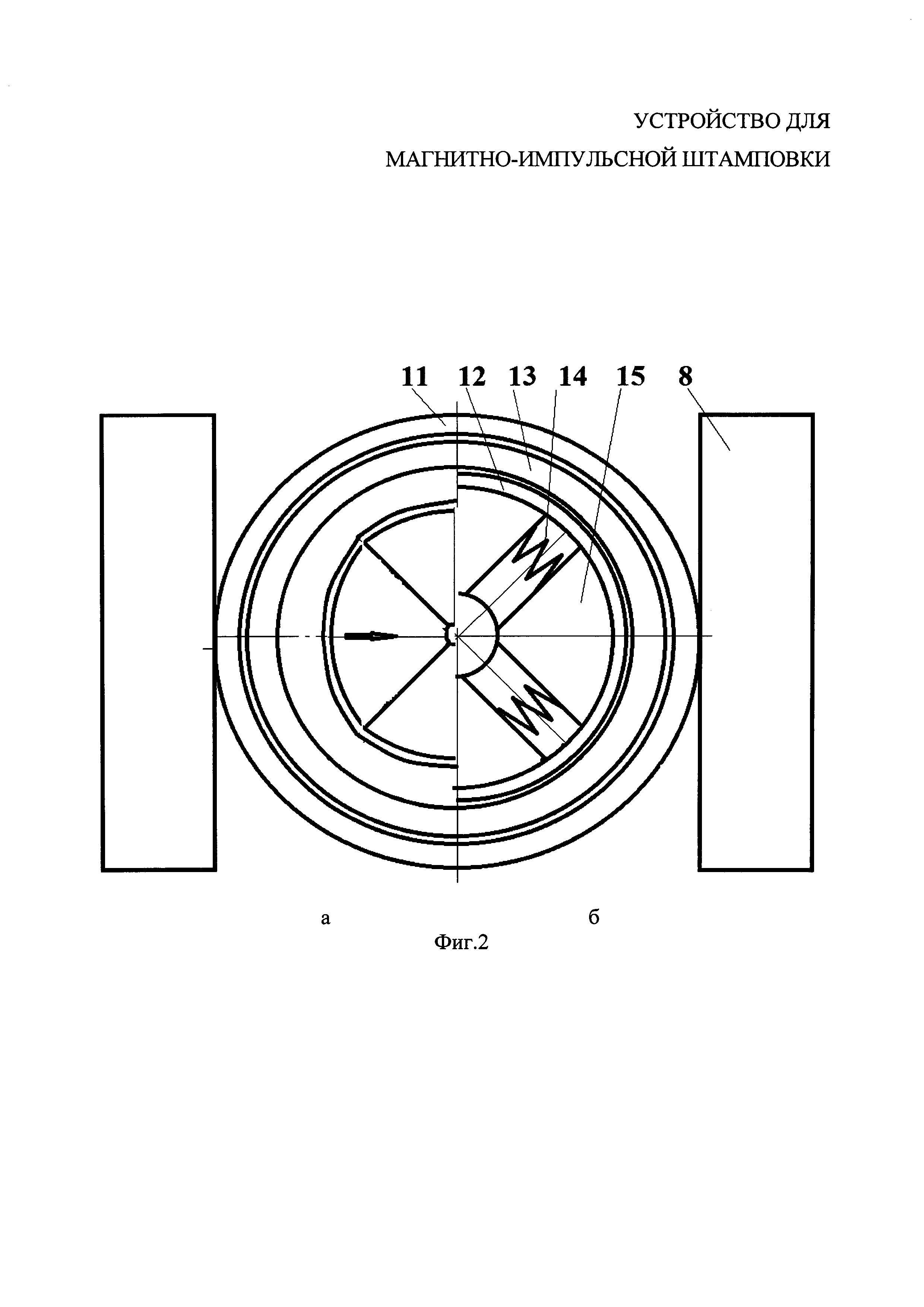
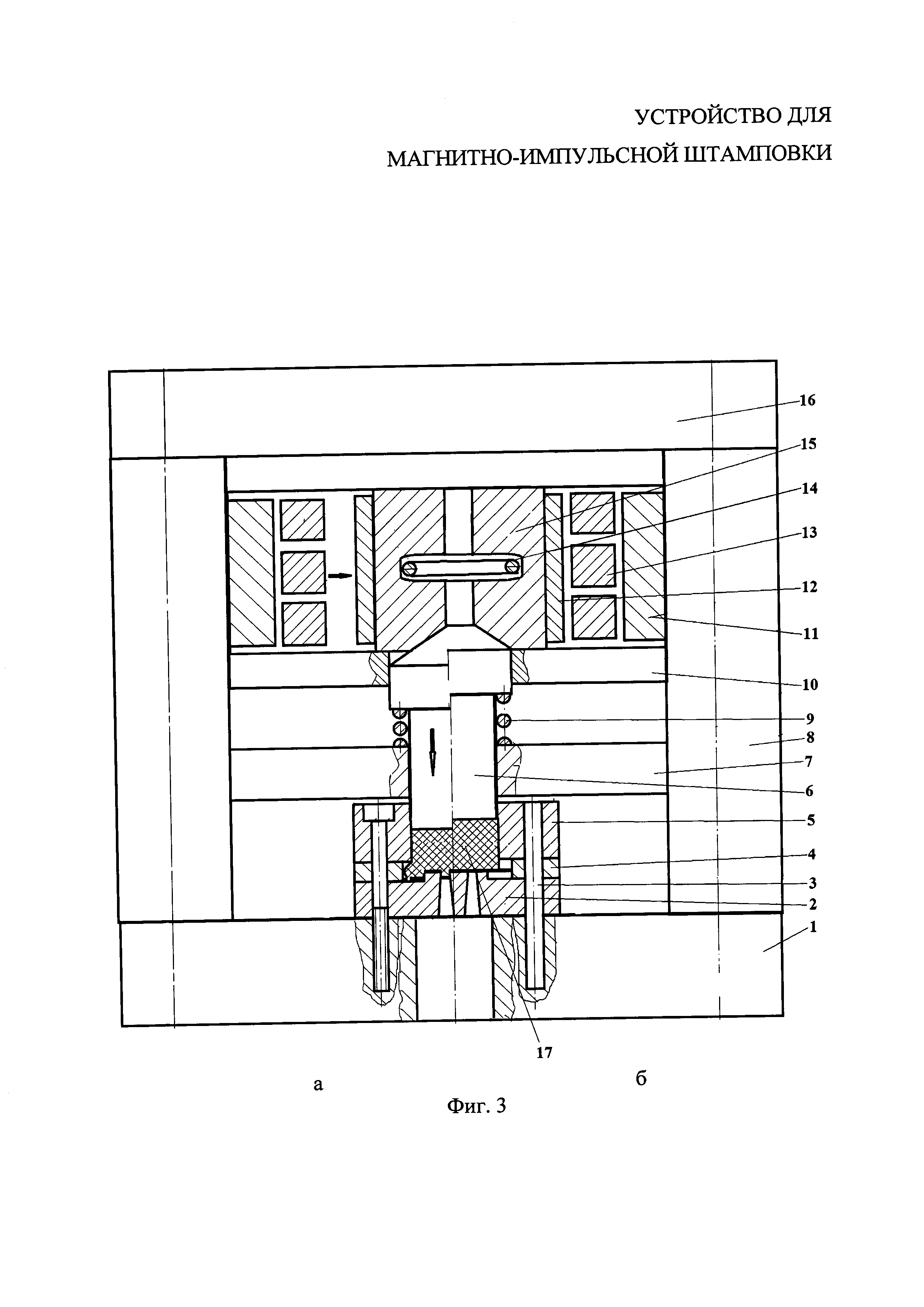
Предлагаемое устройство показано на чертежах. На фиг. 1 приведено устройство для магнитно-импульсной штамповки листовых материалов жестким инструментом при выполнении операций вырубки или пробивки; на фиг. 2 - вид сверху на устройство для магнитно-импульсной штамповки листовых материалов; на фиг. 3 - устройство для магнитно-импульсной штамповки с использованием эластичной среды при выполнении операций вырубки и пробивки; на фиг. 4 - устройство для магнитно-импульсной штамповки цилиндрических оболочек по схеме «обжим».
Устройство для магнитно-импульсной штамповки (фиг. 1) содержит нижнюю плиту 1, матрицу для вырубки или пробивки 2, крепежные элементы 3 в виде винтов и штифтов, направляющие планки 4, съемник 5, пуансон 6, промежуточную плиту 7, стойки 8, пружину 9, опорные пластины 10, обойму 11, метаемый элемент 12, цилиндрический индуктор 13, пружину 14, кольцевые сегменты 15 и верхнюю плиту 16.
В исходном положении устройство закреплено на столе магнитно-импульсной установки. На нижней плите 1 матрица 2 для вырубки или пробивки листового материала закреплена крепежными элементами 3 с направляющими планками 4 и съемником 5 (см. фиг. 1) или матрица для вырубки и пробивки 2, в съемнике 5 которой помещен эластичный элемент 17 (см. фиг. 3). В промежуточной плите 7 расположен пуансон 6 с пружиной 9, который имеет возможность осевого перемещения. Для осуществления операции обжима вместо подпружиненного пуансона в промежуточной плите 7 запрессовывают пуансон 6 (см. фиг. 4).
Узел индуктора (фиг. 1 и фиг. 3), состоящий из опорных пластин 10, между которыми установлена обойма 11, метаемый элемент 12 цилиндрический индуктор 13, пружина 14, кольцевые подпружиненные сегменты 15, закреплен на верхней плите 16 таким образом, чтобы с помощью стоек 8 был обеспечен контакт конусной поверхности торца фланцевого участка пуансона 6 с торцевыми поверхностями кольцевых сегментов 15. Цилиндрический индуктор 13 подключен к генератору импульсных токов.
Устройство для магнитно-импульсной штамповки листовых материалов жестким инструментом (фиг. 1 и фиг. 2) работает следующим образом. На нижней плите 1 устанавливают матрицу 2 с направляющими планками 4 и съемником 5, которые совместно соединяют крепежными элементами 3 с нижней плитой 1. На промежуточной плите 7 помещают пуансон 6, подпружиненный пружиной 9. Исходное положение рабочего инструмента устройства показано на фиг. 1,б и фиг. 2,б. При разряде генератора импульсных токов магнитно-импульсной установки давление магнитного поля цилиндрического индуктора 13 действует на метаемый элемент 12 из электропроводного металла, например меди. Для обеспечения замкнутости контура метаемый элемент 12 выполнен в виде разрезной втулки, концы которой соединены внахлест. В результате этого обеспечивается замкнутость контура наводки вихревых токов, происходит упругое отталкивание метаемого элемента 12 от индуктора 13 и осуществляется радиальное перемещение кольцевых сегментов 15 по поверхностям опорных пластин 10. Упругому перемещению индуктора 13 в противоположном направлении препятствует обойма 11, что увеличивает стойкость индуктора 13. Одновременно кольцевые сегменты 15, контактируя торцевыми участками с конусной поверхностью фланцевого участка пуансона 6, перемещают пуансон 6 в осевом направлении и сжимают пружину 9. Пуансон 6 воздействует на листовую заготовку и производит операцию вырубки или пробивки. На фиг. 1,а, и фиг. 2,а показано положение деталей устройства в рабочем состоянии. После прекращения воздействия магнитного поля от индуктора 13 пуансон 6, метаемый элемент 14 и кольцевые сегменты 15 под действием пружин 9 и 14 устанавливают в исходное положение. Использование жесткого инструмента для вырубки и пробивки позволяет проводить штамповку листового материала толщиной до 2…3 мм независимо от его электропроводности.
Для вырубки и пробивки тонколистовых материалов со сложным контуром отверстий, а также для формовки в предлагаемом устройстве (фиг. 3,б) устанавливается эластичная среда 17 и пуансон 6 контактирует не с заготовкой, а эластичной средой 17. При разряде генератора импульсных токов магнитно-импульсной установки давление магнитного поля цилиндрического индуктора 13 действует на метаемый элемент 12. Под действием магнитного поля происходит перемещение метаемого элемента 12 и радиальное перемещение кольцевых сегментов 15. Кольцевые сегменты 15, контактируя с конусной поверхностью фланцевого участка пуансона 6, производят осевое перемещение пуансона 6, который осуществляет деформирование эластичного элемента 17, а последний осуществляет вырубку и одновременно пробивку отверстий в листовом материале (фиг. 3,а). Преимуществом штамповки с использованием эластичной среды является значительное снижение себестоимости штамповочного инструмента и обеспечение высокого качества получаемой детали.
Универсальность устройства достигается также возможностью его использования не только для магнитно-импульсной штамповки листовых материалов, но и магнитно-импульсной штамповки цилиндрических оболочек. Для этого в устройстве (фиг. 4) в промежуточной плите 7 вместо пуансона для вырубки или пробивки жестко закрепляется пуансон 6, по которому базируется цилиндрическая оболочка. При разряде генератора импульсных токов магнитно-импульсной установки давление магнитного поля цилиндрического индуктора 13 действует на метаемый элемент 12. Под действием магнитного поля происходит перемещение метаемого элемента 12 и радиальное перемещение кольцевых сегментов 15 с требуемой формой рабочей поверхности (фиг. 4, б) и происходит обжим цилиндрической оболочки (фиг. 4,а). После обжима под действием пружин 14 кольцевые сегменты и метаемый элемент возвращаются в исходное положение (фиг. 4, б). Кроме операции осесимметричного обжима, устройство позволяет осуществлять обжим локальных участков, осуществлять пробивку пазов и отверстий в цилиндрической оболочке. Таким образом, закрепляя в предлагаемом устройстве требуемый инструмент: матрицы, пуансоны или оправки, кольцевые сегменты с требуемой формой рабочей поверхности, имеется возможность производить как разделительные, так и формоизменяющие операции листовых материалов и цилиндрических оболочек.
Компенсационный акселерометр
Способ импульсно-циклической электрохимической обработки
Способ электрохимикомеханической обработки арочных зубьев цилиндрических зубчатых колес
Способ лечения профессионального стресса
Щековая дробилка
Штамп для вытяжки с утонением
Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте
Способ и устройство для получения оболочки с переменной толщиной стенки по высоте
Способ управления 2-фазным шаговым электрическим двигателем
Компенсационный акселерометр
Способ получения рифлей ромбовидной формы на наружной поверхности оболочки
Устройство для штамповки полых изделий с наружным фланцем
Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств
Устройство для получения рифлений на внутренней поверхности цилиндрической оболочки
Устройство для получения оболочки с переменной толщиной стенки по периметру

