Результат интеллектуальной деятельности: АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ ПРОРЕЗИ, ПОЗИЦИИ КОТОРЫХ РАЗЛИЧНЫ ДЛЯ ПЕРЕДНЕЙ ПОЯСНОЙ ЧАСТИ И ЗАДНЕЙ ПОЯСНОЙ ЧАСТИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
[0001]
Настоящее изобретение относится к абсорбирующим изделиям.
УРОВЕНЬ ТЕХНИКИ
[0002]
Абсорбирующие изделия, такие как одноразовые подгузники, изготавливаются как комбинация тела внешнего слоя и впитывающей основной части. Тело внешнего слоя обычно состоит из слоистого продукта с внутренней внешней деталью и наружной внешней деталью. В отношении таких абсорбирующих изделий пользователи требуют качественной посадки, аналогичной нижнему белью. В то время как обычные одноразовые подгузники изготавливались из бумаги или ткани, в наши дни используются супервпитывающий полимер, нетканый материал и т.п.; их эффективность в удовлетворении такого требования сейчас намного превосходит тканевые подгузники.
[0003]
Нетканый материал имеет следующие преимущества: если нетканый материал изготавливается путем случайного связывания, его прочность и растягивание не однонаправленные; пригодны для массового производства и недороги; легко комбинируются с множеством материалов; их толщину и интервалы между ними легко изменять; и тому подобное. Но нетканый материал имеет несколько недостатков: его прочность меньше, чем тканого полотна; и он труднопроницаем. Для преодоления таких недостатков часто принимаются следующие меры: увеличение толщины самого материала, чтобы повысить прочность материала впитывающей прокладки, изготовленной из нетканого материала; или накладывание одного на другой множества листов материала в направлении толщины. Однако в абсорбирующем изделии, прочность материала которого улучшена так, как упоминается выше, уменьшается воздухопроницаемость. Наоборот, чтобы повысить воздухопроницаемость абсорбирующего изделия, если одна или более прорезей образуются в боковом направлении, прочность материала абсорбирующего изделия уменьшается. То есть воздухопроницаемость противодействует прочности материала.
[0004]
С этой точки зрения желательно, чтобы абсорбирующее изделие имело прорези, образованные на поверхности абсорбирующего изделия, чтобы обеспечить поступление воздуха через прорези, и таким образом повысить прочность материала, при этом пытаясь снизить влажность и температуру внутри абсорбирующего изделия.
[0005]
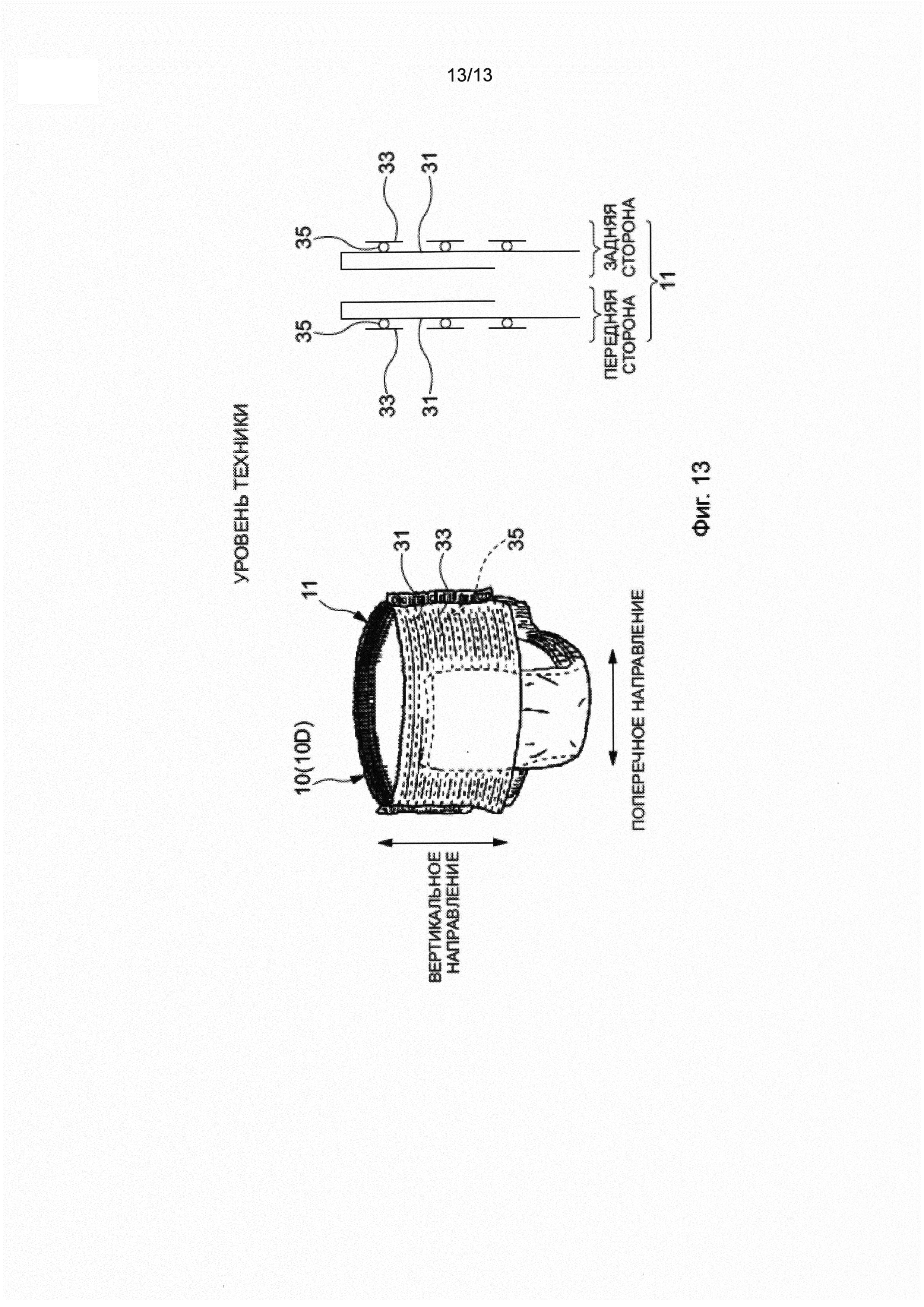
Например, в PTL 1 описывается надеваемый без застежек подгузник 10, в котором образуются прорезные участки 38. Как изображено на фиг. 13, надеваемый без застежек подгузник 10 формируется с использованием наружного тела 11, состоящего из передней части 21 и задней части 23. Наружное тело 11 выполнено с: наружным слоистым материалом 33 (первый листовой материал) сторона поверхности, не контактирующаяся с кожей; и внутренним слоистым материалом 31 (второй листовой материал) сторона поверхности, контактирующаяся с кожей, которые проложены слоями и соединены вместе. Внешний слоистый материал 33 и внутренний слоистый материал 31 изготовлены из нетканого материала и тому подобного. Внешний слоистый материал 33 частично имеет множество сбоку удлиненных прорезных участков 38, которые каждый формируется в направлении ширины (направление X) надеваемого без застежек подгузника 10. Множество прорезных участков 38, расположенных в направлении высоты (направление Y), составляют прорезную область 71. Прорезные участки 38 каждый формируется как узкие в поперечном направлении, длинно прорезанные в первом листовом материале, служащем внешним слоистым материалом 33.
ПЕРЕЧЕНЬ ССЫЛОК
Патентная литература
[0006]
[PTL 1] Публикация японской патентной заявки №2014-221122
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Техническая задача
[0007]
Однако в надеваемом без застежек подгузнике 10 из PTL 1 вертикальные позиции (позиции в направлении Y), в которых формируются прорези 38 в передней части 21, соответствуют вертикальным позициям, в которых формируются прорези 38 в задней части 23. Соответственно, как видно сбоку через поясную часть, в позициях, в которых формируются прорези 38 в передней части 21, имеются также прорези 38 в задней части 23. В некоторых вертикальных позициях количество листов материала меньше, чем листов материала в других вертикальных позициях. Это может привести к разрыву абсорбирующего изделия силой, приложенной для бокового разрыва абсорбирующего изделия, сила производится, в частности, когда пользователь натягивает абсорбирующее изделие обеими руками.
Решение задачи
[0008]
Чтобы решить вышеописанную задачу, аспект настоящего изобретения относится к абсорбирующему изделию, включающему в себя переднюю внешнюю деталь и заднюю внешнюю деталь, каждая из которых имеет сформированные на ней прорези, вертикальные позиции прорезей различаются для передней внешней детали и задней внешней детали.
[0009]
Иными словами, основной аспект настоящего изобретения для достижения вышеописанного аспекта - это абсорбирующее изделие, имеющее вертикальное направление, поперечное направление и направление толщины, которые перпендикулярны друг другу,
абсорбирующее изделие, включающее в себя.
переднюю внешнюю деталь, которая расположена вдоль поперечного направления; и
заднюю внешнюю деталь, которая расположена вдоль поперечного направления,
передняя внешняя деталь и задняя внешняя деталь каждая включают в себя:
лист, не поддающийся контактному взаимодействию с кожей пользователя;
лист, поддающийся контактному взаимодействию с кожей пользователя; и
эластичную нить, имеющуюся между листом, не поддающемуся контактному взаимодействию с кожей пользователя и листом, поддающемуся контактному взаимодействию с кожей пользователя,
по меньшей мере лист не поддающийся контактному взаимодействию с кожей пользователя передней внешней детали имеет множество линейных передних прорезей, сформированных в ряд,
по меньшей мере лист, не поддающийся контактному взаимодействию с кожей пользователя, задней внешней детали имеет множество линейных задних прорезей, сформированных в ряд,
задние прорези отсутствуют в вертикальной позиции, в которой передние прорези сформированы в ряд,
передние прорези отсутствуют в вертикальной позиции, в которой задние прорези сформированы в ряд.
Полезные эффекты изобретения
[0010]
В соответствии с абсорбирующим изделием настоящего изобретения можно уменьшить возможность разрыва абсорбирующего изделия.
[0011]
Другие задачи и их решения, которые раскрыты в настоящем документе, будут очевидны из последующего описания вариантов осуществления и сопровождающих чертежей и тому подобного.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012]
Фиг. 1 - вид в перспективе абсорбирующего изделия 100, такого как трехэлементный одноразовый подгузник, в соответствии с настоящим изобретением.
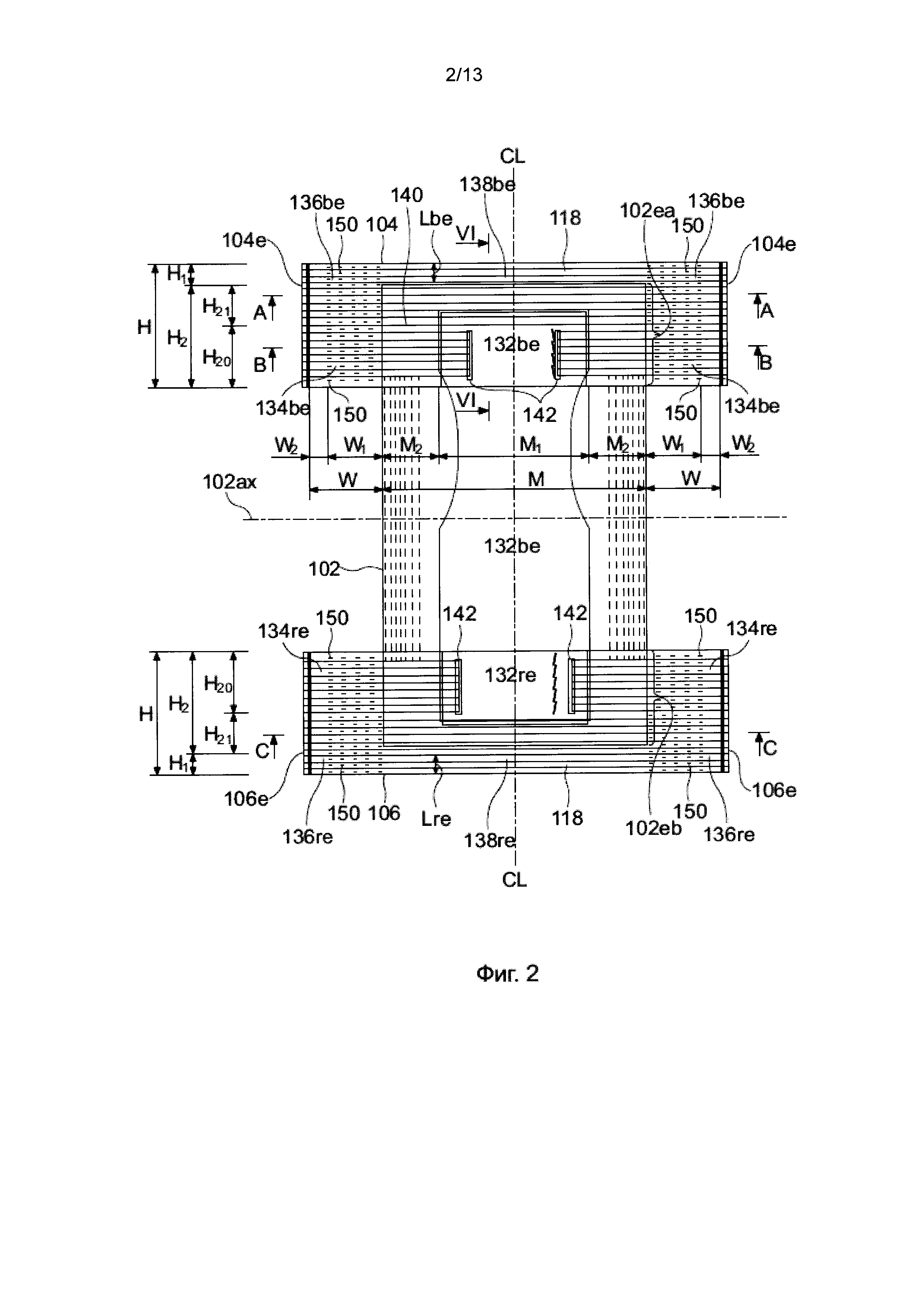
Фиг. 2 - схематический вид сверху абсорбирующего изделия 100 в развернутом состоянии, если смотреть со стороны кожи пользователя.
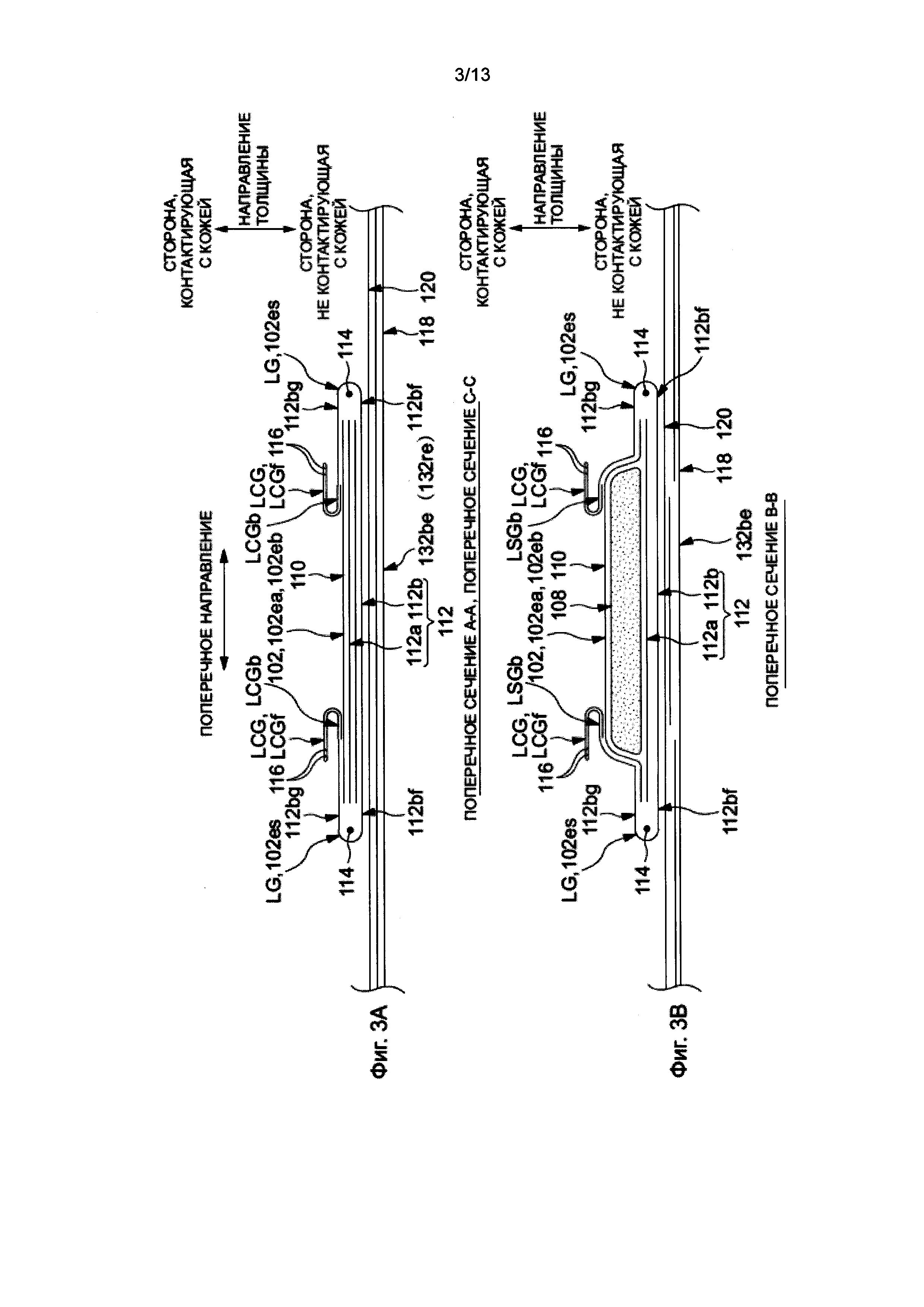
Фиг. 3А - поперечное сечение по оси А-А или С-С Фиг. 2.
Фиг. 3В - поперечное сечение по оси В-В фиг. 3.
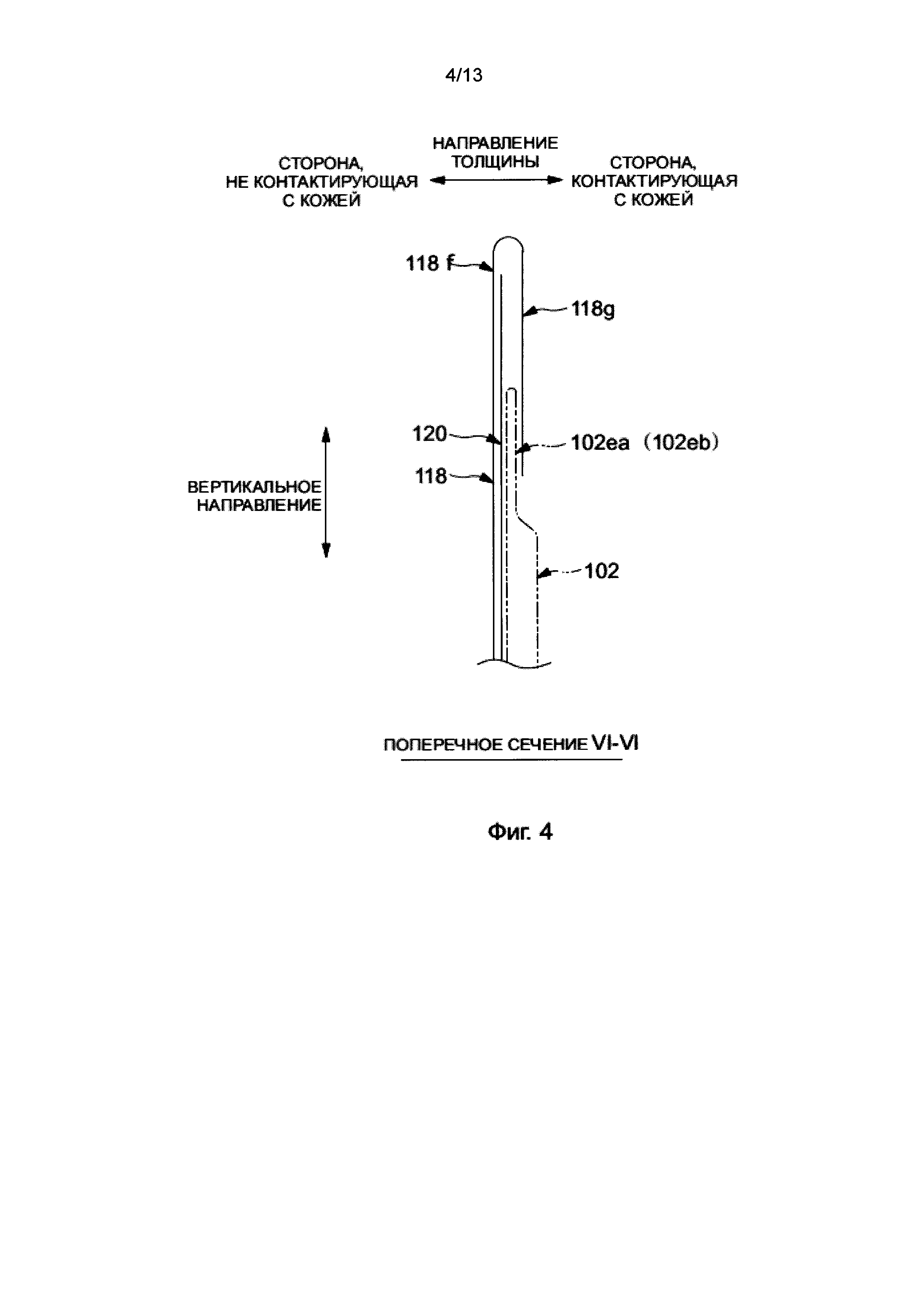
Фиг. 4 - поперечное сечение по оси VI-VI фиг. 2.
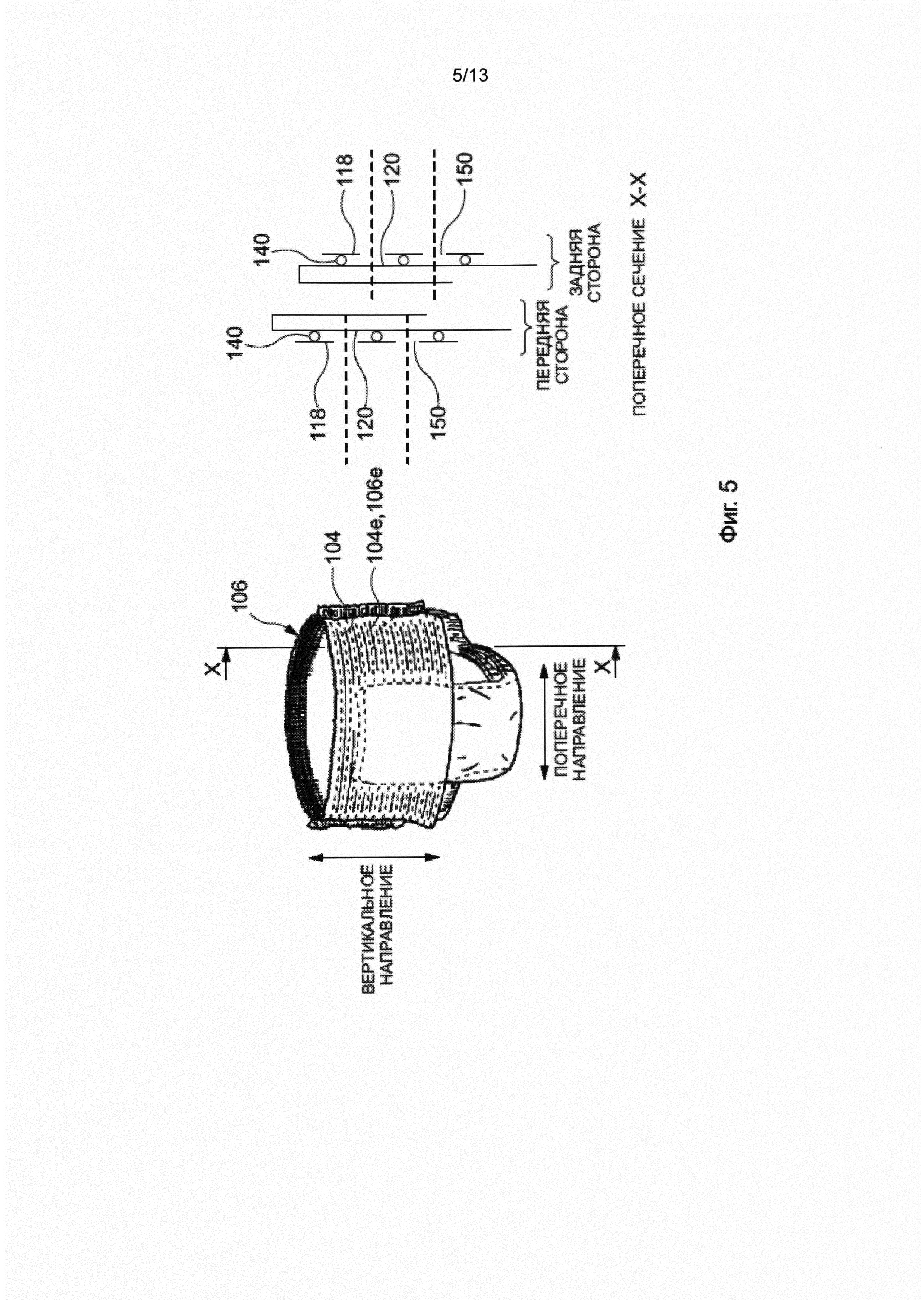
Фиг. 5 показывает взаимное расположение эластичных деталей 140 и прорезей 150 передней внешней детали 104 и эластичных деталей 140 и прорезей 150 задней внешней детали 106.
Фиг. 6 показывает другой пример способа, которым формируются прорези 150 в передней внешней детали 104 и задней внешней детали 106.
Фиг. 7 показывает еще один пример способа, которым формируются прорези 150 в передней и задней внешних деталях 104, 106.
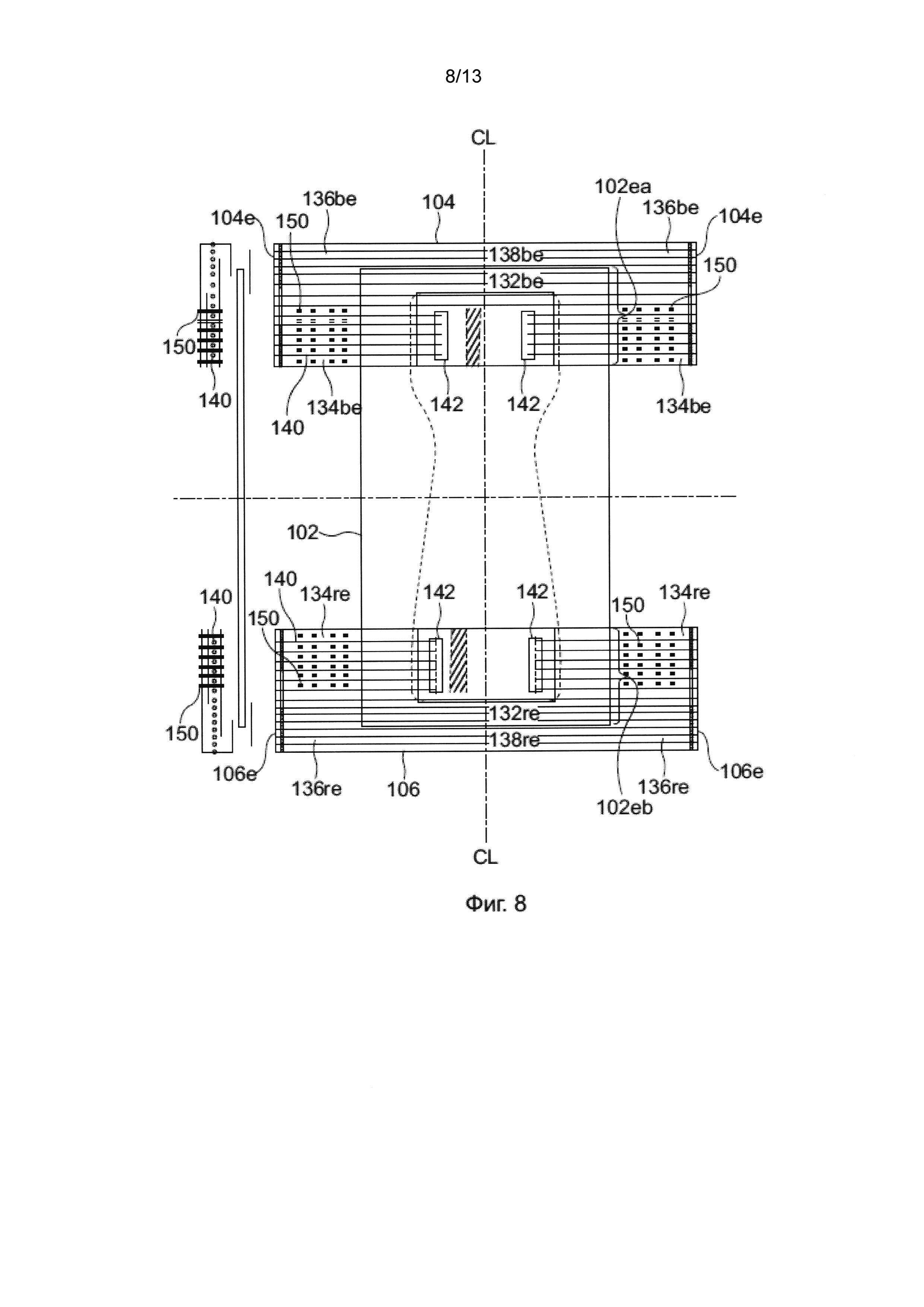
Фиг. 8 показывает еще один пример способа, которым формируются прорези 150 в передней и задней внешних деталях 104, 106.
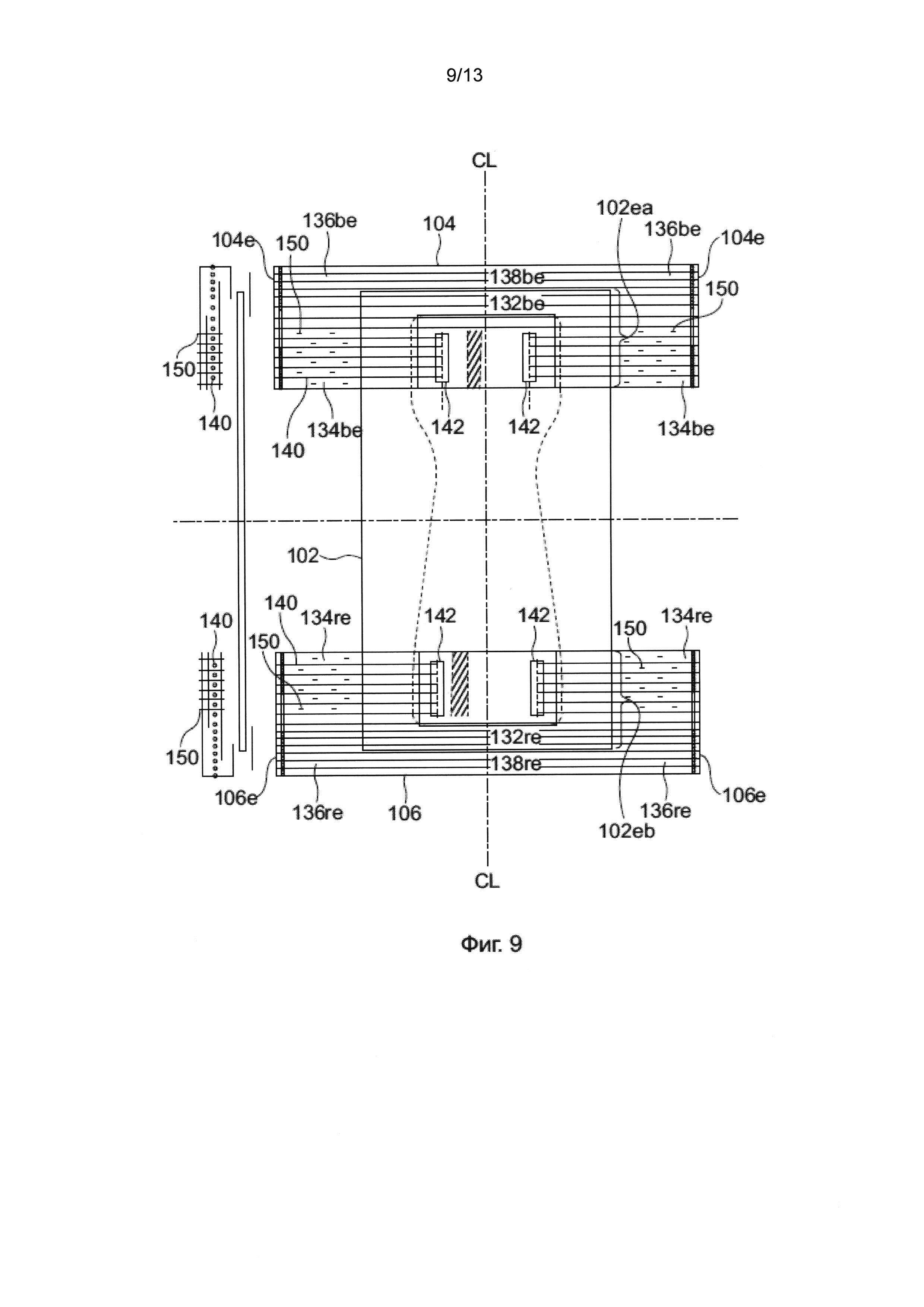
Фиг. 9 показывает еще один пример способа, которым формируются прорези 150 в передней и задней внешних деталях 104, 106.
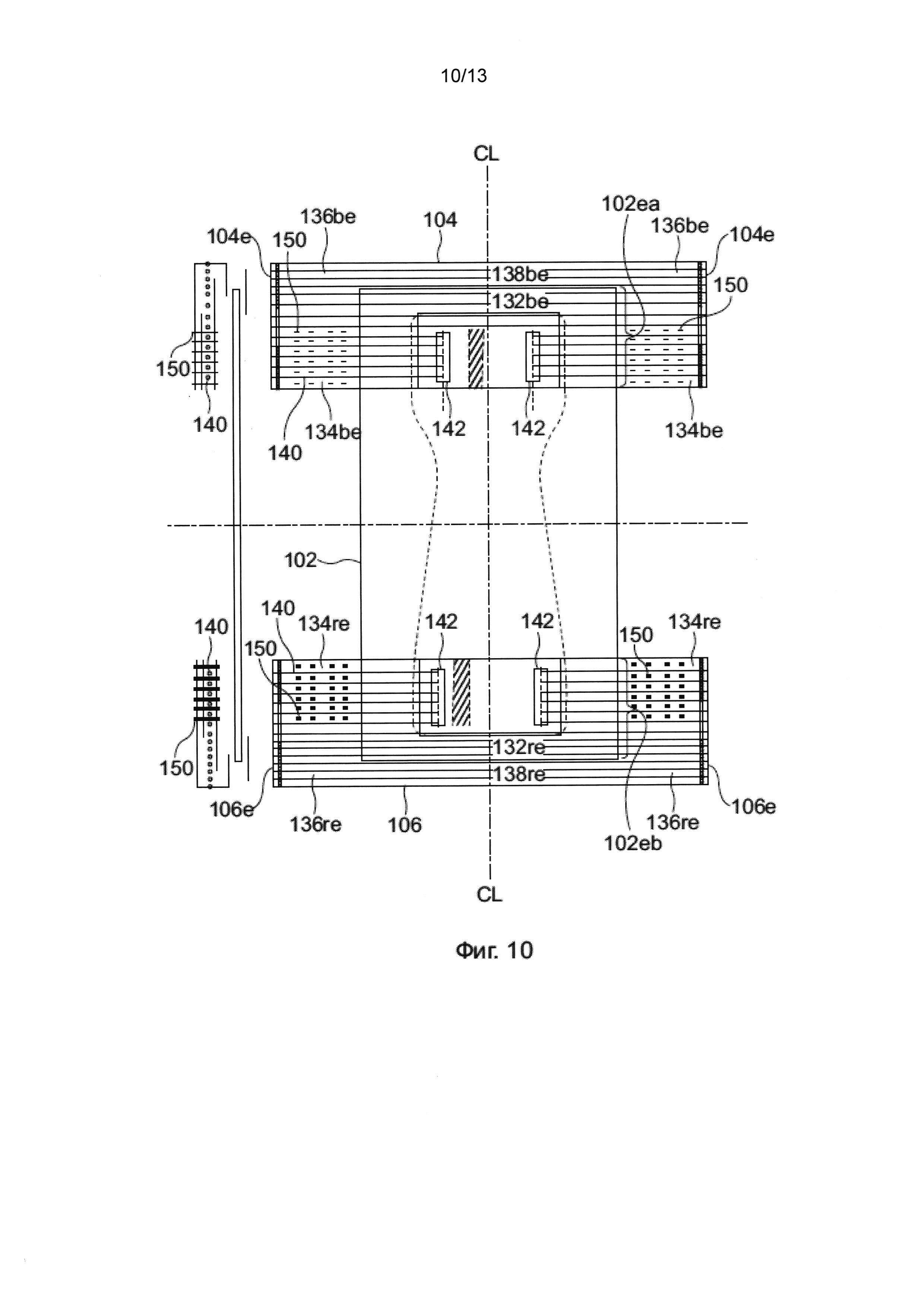
Фиг. 10 показывает еще один пример способа, которым формируются прорези 150 в передней и задней внешних деталях 104, 106.
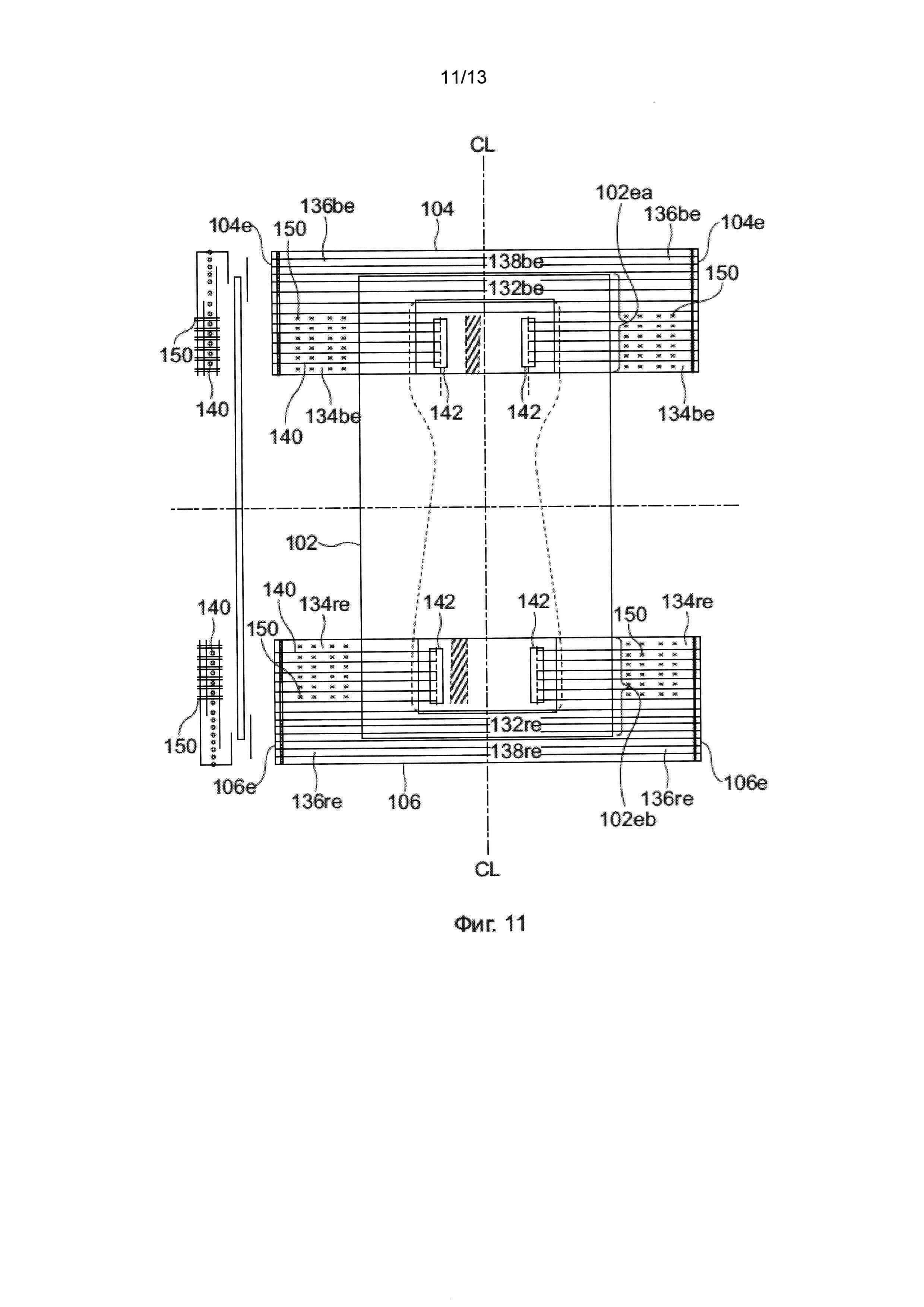
Фиг. 11 показывает еще один пример способа, которым формируются прорези 150 в передней и задней внешних деталях 104, 106.
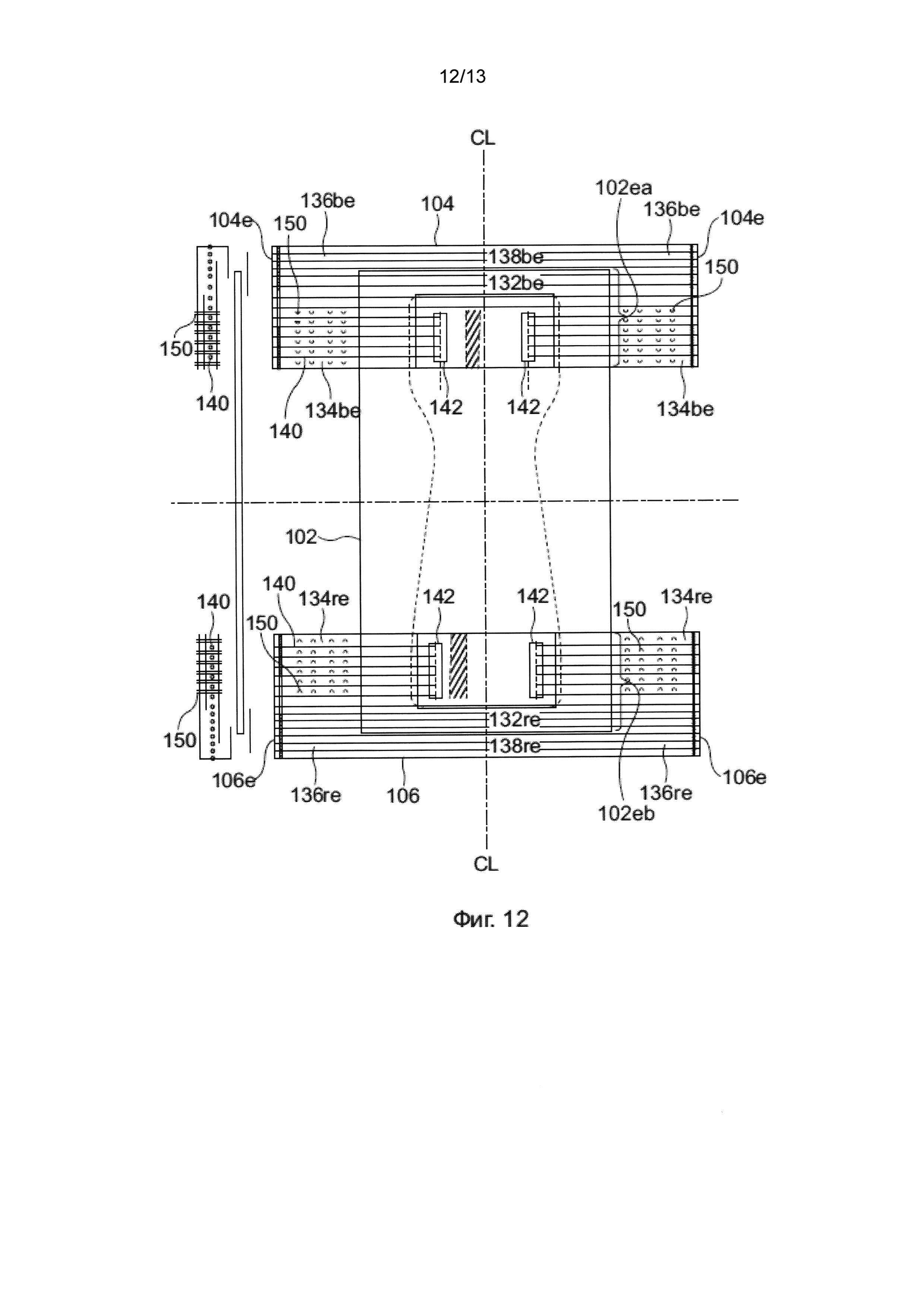
Фиг. 12 показывает еще один пример способа, которым формируются прорези 150 в передней и задней внешних деталях 104, 106.
Фиг. 13 - вид в перспективе надеваемого без застежек подгузника 10 известного уровня техники.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0013]
Хотя настоящее изобретение допускает различные модификации и альтернативные варианты, конкретные варианты его осуществления показаны в качестве примера на чертежах и подробно описываются в данном документе. Необходимо понимать, однако, что описание в данном документе этих конкретных вариантов осуществления не предназначено для ограничения изобретения конкретными раскрытыми формами, но наоборот изобретение охватывает все модификации, эквиваленты и альтернативные варианты, соответствующие сущности и объему настоящего изобретения, как определяется прилагаемой формулой изобретения.
[0014]
По меньшей мере следующие аспекты будут понятны в настоящем описании со ссылками на сопровождающие чертежи.
[0015]
Абсорбирующее изделие, имеющее вертикальное направление, поперечное направление и направление толщины, которые перпендикулярны друг другу,
абсорбирующее изделие, включающее в себя:
переднюю внешнюю деталь, которая расположена вдоль поперечного направления; и
заднюю внешнюю деталь, которая расположена вдоль поперечного направления,
боковой концевой участок передней внешней детали, присоединенный к боковому концевому участку задней наружной детали,
передняя внешняя деталь и задняя внешняя деталь каждая включают в себя:
лист, не поддающийся контактному взаимодействию с кожей пользователя;
лист, поддающийся контактному взаимодействию с кожей пользователя; и
эластичную нить, имеющуюся между листом, не поддающемуся контактному взаимодействию с кожей пользователя и листом, поддающемуся контактному взаимодействию с кожей пользователя,
по меньшей мере лист не поддающийся контактному взаимодействию с кожей пользователя передней внешней детали имеет множество линейных передних прорезей, сформированных в ряд,
по меньшей мере лист, не поддающийся контактному взаимодействию с кожей пользователя, задней внешней детали имеет множество линейных задних прорезей, сформированных в ряд,
задние прорези отсутствуют в вертикальной позиции, в которой передние прорези сформированы в ряд,
передние прорези отсутствуют в вертикальной позиции, в которой задние прорези сформированы в ряд.
[0016]
В таком абсорбирующем изделии передние прорези и задние прорези формируются в вертикальных позициях, отличающихся друг от друга. Соответственно, прочность материала может быть обеспечена, даже если воздухопроницаемость поддерживается формированием прорезей в передней внешней детали и в задней внешней детали.
[0017]
В вышеописанном абсорбирующем изделии желательно, чтобы
конфигурация абсорбирующего изделия удовлетворяет по меньшей мере одному из условий:
эластичная нить задней внешней детали присутствует в вертикальном положении, в котором передние прорези формируются в ряд; и
эластичная нить передней внешней детали присутствует в вертикальной позиции, в которой задние прорези формируются в ряд.
[0018]
В позициях, в которых имеются прорези любой детали передней внешней детали и задней внешней детали, присутствует эластичная нить другой детали. Таким образом, эластичная нить другой детали функционирует как укрепляющие детали для участков одной детали, где формируются прорези. В таком абсорбирующем изделии прочность материала можно еще больше увеличить.
[0019]
В вышеописанном абсорбирующем изделии желательно, чтобы
вертикальный интервал любой из передних прорезей, сформированных в ряд, и задних прорезей, сформированных в ряд, варьируется в зависимости от вертикальной позиции любой из передних прорезей и задних прорезей,
вертикальный интервал между эластичными нитями варьируется в зависимости от вертикальной позиции эластичной нити, и
эластичные нити расположены таким образом, чтобы одна эластичная нить была расположена между двумя, вертикально близкими передними прорезями или между двумя вертикально близкими задними прорезями.
[0020]
Если шаг эластичных деталей варьируется в зависимости от вертикальной позиции, расстояние между вертикально близкими прорезями варьируется, и эластичные детали расположены так, что одна эластичная нить расположена между двумя вертикально близкими прорезями. В таком абсорбирующем изделии прочность материала можно повысить, и кроме того отдельные прорези могут быть безопасно открыты.
[0021]
В вышеописанном абсорбирующем изделии желательно, чтобы
передняя внешняя деталь и задняя внешняя деталь каждая включают в себя:
внутреннюю перекрывающую область, которая перекрывает вертикально и поперечно абсорбирующую основную часть;
нижнюю боковую область, которая перекрывает вертикально абсорбирующую основную часть и не перекрывает поперечно абсорбирующую основную часть;
верхнюю боковую область, которая не перекрывает ни вертикально, ни поперечно абсорбирующую основную часть; и
внутреннюю верхнюю область, которая не перекрывает вертикально абсорбирующую основную часть, и которая перекрывает поперечно абсорбирующую основную часть; и
сумма длин передних прорезей в верхней боковой области на единицу вертикальной длины и во внутренней верхней области на единицу вертикальной длины меньше, чем сумма длин передних прорезей в нижней боковой области на единицу длины,
или
сумма длин задних прорезей в верхней боковой области на единицу вертикальной длины и во внутренней верхней области на единицу вертикальной длины меньше, чем сумма длин задних прорезей в нижней боковой области на единицу длины.
[0022]
Области, которые абсорбирующая основная часть вертикально перекрывает, имеют высокую степень жесткости против силы, стремящейся поперечно разорвать абсорбирующее изделие. Соответственно, в таком абсорбирующем изделии проход воздуха может обеспечиваться путем формирования большого количества прорезей в тех областях, которые абсорбирующая основная часть перекрывает вертикально. Кроме того, прочность материала может обеспечить одновременно с обеспечением прохода воздуха путем формирования меньшего количества прорезей в областях, которые абсорбирующая основная часть не перекрывает вертикально.
[0023]
В вышеописанном абсорбирующем изделии желательно, чтобы
сумма длин передних прорезей передней внешней детали была меньше, чем сумма длин задних прорезей задней внешней детали.
[0024]
В таком абсорбирующем изделии возможно повысить комфортность при использовании путем обеспечения прохода воздуха посредством формирования большего количества прорезей на задней стороне, где пользователь имеет тенденцию больше потеть.
[0025]
В вышеописанном абсорбирующем изделии желательно, чтобы
передняя внешняя деталь и задняя внешняя деталь каждая включают в себя:
внутреннюю перекрывающую область, которая перекрывает вертикально и поперечно абсорбирующую основную часть;
нижнюю боковую область, которая перекрывает вертикально абсорбирующую основную часть и не перекрывает поперечно абсорбирующую основную часть;
верхнюю боковую область, которая не перекрывает ни вертикально, ни поперечно абсорбирующую основную часть; и
внутреннюю верхнюю область, которая не перекрывает вертикально абсорбирующую основную часть, и которая перекрывает поперечно абсорбирующую основную часть; и
во внутренней верхней области передней внешней детали не формируется прорезь.
[0026]
Участок передней внешней детали между абсорбирующей основной частью и поясным отверстием абсорбирующего изделия, особенно внутренняя верхняя область, является участком, который с большой вероятностью может быть разорван в поперечном направлении, когда абсорбирующее изделие натягивается пользователем. Хотя то же относится к задней внешней детали, есть необходимость обеспечить воздухопроницаемость в соответствующем участке задней внешней детали, потому что пользователи абсорбирующего изделия имеют тенденцию потеть больше на задней стороне. Кроме того, когда пользователь нагибается вперед и его/ее спина согнута, пользователь может двигаться легче, если прорези сформированы в задней наружной детали. В таком абсорбирующем изделии отсутствие формирования прорезей во внутренней верхней области передней внешней детали делает возможным снизить возможность разрыва и может обеспечить прочность его материала.
[0027]
В вышеописанном абсорбирующем изделии желательно, чтобы
во внутренней верхней области и верхней боковой области передней внешней детали не формировалась прорезь.
[0028]
Участки передней внешней детали, которые расположены между абсорбирующей основной частью и поясным отверстием и в которых передняя внешняя деталь не перекрывает вертикально абсорбирующую основную часть, то есть внутренняя верхняя область и верхняя боковая область передней внешней детали, являются участками, которые с большой вероятностью могут быть разорваны вдоль поперечного направления, когда абсорбирующее изделие натягивается пользователем. Хотя то же относится к задней внешней детали, есть необходимость обеспечить воздухопроницаемость в соответствующем участке задней внешней детали, потому что пользователи абсорбирующего изделия имеют тенденцию потеть больше на задней стороне. Кроме того, когда пользователь нагибается вперед и его/ее спина согнута, пользователь может двигаться легче, если прорези сформированы в задней внешней детали. В таком абсорбирующем изделии отсутствие формирования прорезей во внутренней верхней области и верхней боковой области передней внешней детали делает возможным снизить возможность разрыва и может обеспечить прочность его материала.
[0029]
В вышеописанном абсорбирующем изделии желательно, чтобы
по меньшей мере в одной детали передней внешней детали и задней внешней детали концевой участок листа, не поддающегося контактному взаимодействию с кожей пользователя отворачивается назад на сторону листа, поддающегося контактному взаимодействию с кожей пользователя и присоединяется к листу, поддающемуся контактному взаимодействию с кожей стороны кожи со стороны кожи пользователя.
[0030]
В таком абсорбирующем изделии прочность участка, который с большой вероятностью может быть разорван вдоль поперечного направления, когда пользователь натягивает абсорбирующее изделие, может быть повышена путем увеличения количества слоев, составляющих этот участок.
[0031]
В вышеописанном абсорбирующем изделии желательно, чтобы
по меньшей мере в одной детали передней внешней детали и задней внешней детали имеется укрепляющий лист со стороны кожи пользователя концевого участка листа, поддающегося контактному взаимодействию с кожей относительно вертикального направления.
[0032]
В таком абсорбирующем изделии прочность участка, который с большой вероятностью может быть разорван вдоль поперечного направления, когда пользователь натягивает абсорбирующее изделие, может быть повышена путем увеличения количества слоев, составляющих этот участок.
Настоящий вариант осуществления
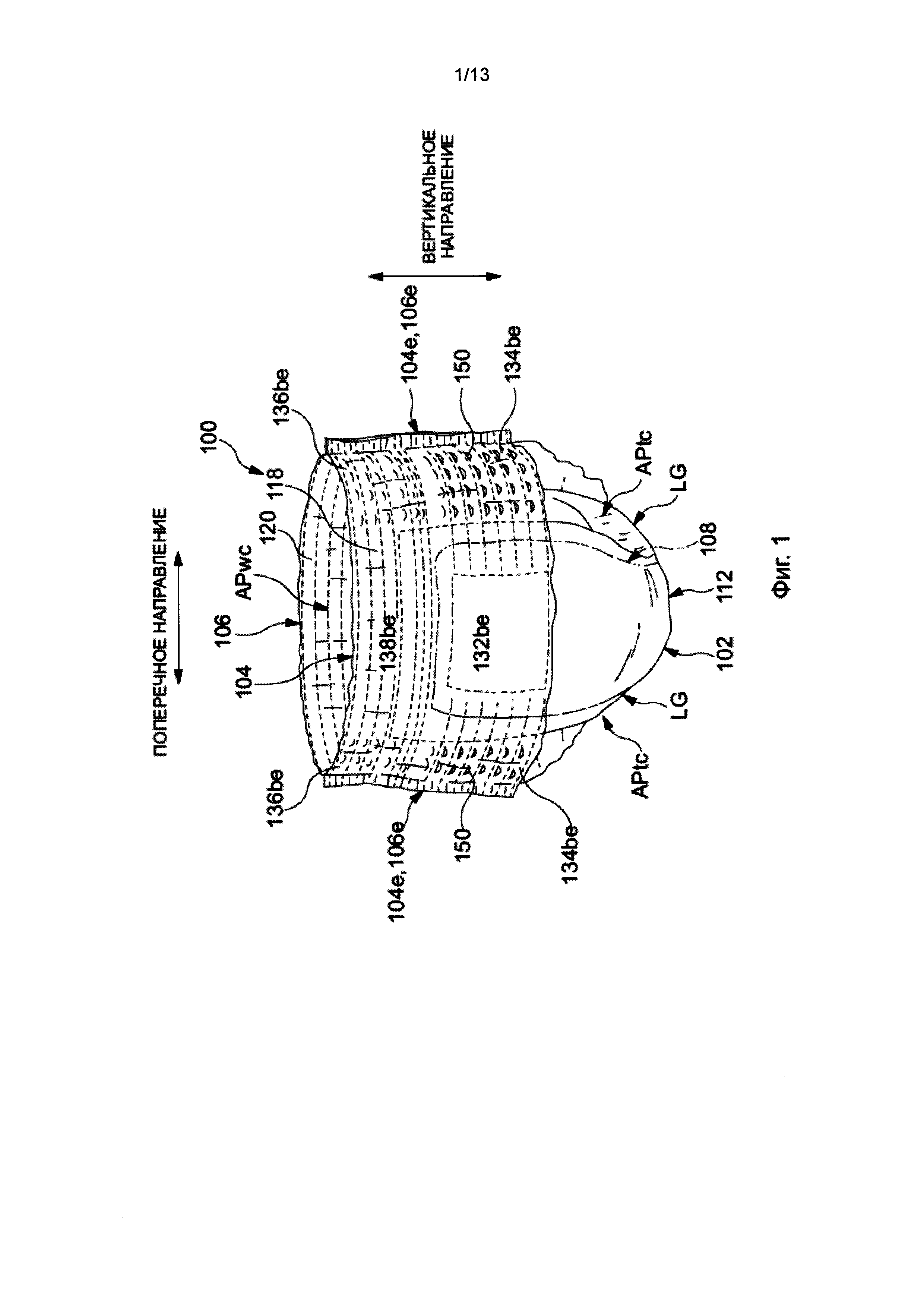
На фиг. 1 представлен вид в перспективе абсорбирующего изделия 100, такого как трехэлементный одноразовый подгузник, в соответствии с настоящим изобретением.
[0033]
На фиг. 2 представлен схематический вид сверху абсорбирующего изделия 100 в развернутом состоянии, если смотреть не со стороны кожи пользователя.
[0034]
Как изображено на фиг. 1 и 2, абсорбирующее изделие 100 имеет вертикальное направление, поперечное направление и направление толщины, которые перпендикулярны друг другу. Абсорбирующее изделие 100 имеет абсорбирующую основную часть 102 для покрытия паха пользователя и впитывания жидкости, такой как экскреты, переднюю внешнюю деталь 104 для покрытия передней части пользователя, и заднюю внешнюю деталь 106 для покрытия задней части пользователя.
[0035]
Абсорбирующая основная часть 102 расположена так, чтобы ее вертикальное направление проходило в вертикальном направлении. Передняя внешняя деталь 104 расположена так, чтобы ее вертикальное направление проходило в поперечном направлении, и накладывалось и крепилось на продольный концевой участок абсорбирующей основной части 102 не со стороны не контактирующей с кожей относительно направления толщины. Задняя внешняя деталь 106, которая является отдельной деталью, имеющей большую область, чем передняя внешняя деталь 104, расположена так, чтобы ее продольное направление проходило в поперечном направлении, и накладывалось и крепилось на другой продольный концевой участок абсорбирующей основной части 102 не со стороны, контактирующей с кожей относительно направления толщины.
[0036]
Как изображено на фиг. 2, демонстрирующей развернутое состояние, передние и задние внешние детали 104, 106 расположены бок о бок параллельно друг другу с расстоянием между ними, и в таком состоянии абсорбирующая основная часть 102 проходит между этими деталями, а также концевые участки 102еа и 102eb абсорбирующей основной части 102 относительно вертикального направления таковой соединяются и крепятся к ближайшим деталям, то есть передней и задней внешними деталям 104, 106 соответственно, таким образом, образуя Н-образную наружную форму в горизонтальной проекции. Из вышеописанного состояния абсорбирующая основная часть 102 складывается наполовину вдоль главным образом центральной части 102ах, который служит позицией складывания, относительно вертикального направления такового. Затем, когда передняя и задняя внешние детали 104, 106, противолежащие друг другу в этом сложенном вдвое состоянии, соединены друг с другом на участках 104е и 106е (боковые концевые участки 104е и 106е), которые вступают в контакт с боками пользователя, передняя и задняя внешние детали 104, 106 соединяются вместе, образуя кольцевую форму, и таким образом, получается абсорбирующее изделие 100 в носимом состоянии, в котором поясное отверстие APwc и пара отверстий для ног APtc образуются, как изображено на фиг. 1.
[0037]
Различные типы соединительных структур могут использоваться, чтобы соединять переднюю и заднюю внешние детали 104, 106 вместе. Например, если используется не отсоединяемая соединительная структура, образованная с помощью наслоения, можно изготовить к примеру абсорбирующее изделие 100 типа трусов, в то время как если используется отсоединяемая соединительная структура с крепежной лентой, которая не показана, или что-то аналогичное, можно изготовить абсорбирующее изделие 100 открытого типа. В настоящем примере используется первая соединительная структура, и таким образом абсорбирующее изделие 100 является абсорбирующим изделием типа трусов.
[0038]
Как показано на фиг. 2 и 3В, абсорбирующая основная часть 102 включает в себя абсорбирующую сердцевину 108, которая изготавливается путем формирования впитывающих жидкость волокон, таких как целлюлозные волокна, в заданную форму, такую как форма песочных часов, если смотреть сверху, верхнюю поверхностную листовую деталь 110, которая покрывает абсорбирующую сердцевину 108 со стороны кожи, и заднюю поверхностную листовую деталь 112, которая покрывает абсорбирующую сердцевину 108 не со стороны кожи, чтобы таким образом составить наружную часть абсорбирующей основной части 102. Абсорбирующая сердцевина 108 может содержать впитывающий жидкость материал в виде частиц, таких как супервпитывающий полимер, или могут содержать впитывающий жидкость материал, отличный от впитывающих жидкость волокон, и впитывающее жидкость вещество в виде частиц. Кроме того, абсорбирующая сердцевина 108 может также покрываться влагопроницаемым листом, таким как санитарно-гигиеническая бумага, которая не показана.
[0039]
Верхняя поверхностная листовая деталь 110 является влагопроницаемым нетканым материалом, имеющим большую площадь, чем абсорбирующая сердцевина 108. Задняя поверхностная листовая деталь 112 также является листом, имеющим большую площадь, чем абсорбирующая сердцевина 108, и, например, листовая деталь 112 может иметь двухслойную структуру, в которой влагонепроницаемый герметичный лист 112а, изготовленный из полиэтилена, полипропилена и тому подобного, и внешний лист 112b, изготовленный из нетканого материала и тому подобного, склеиваются вместе. В состоянии, где абсорбирующая сердцевина 108 расположена между задней поверхностной и верхней поверхностной листовыми деталями 112, 110, влагонепроницаемый герметичный лист 112а, задняя поверхностная листовая деталь 112 и верхняя поверхностная листовая деталь 110 склеиваются вместе наподобие рамки в участках, проходящих снаружи четырех сторон абсорбирующей сердцевины 108, и таким образом, формируется абсорбирующая основная часть 102.
[0040]
Как изображено на фиг. 1, 2 и 3В, барьерные манжеты LCG и ножные манжеты LG могут также формироваться с помощью внешнего листа 112b. Барьерные манжеты LCG относятся к герметичным участкам стенки LCG, которые имеются, чтобы отставать от соответствующих боковых концевых участков верхней поверхностной листовой детали 110, а ножные манжеты LG относятся к тянущимся участкам LG, которые формируются вдоль соответствующих ножных отверстий APtc абсорбирующего изделия 100. Поперечный размер наружного листа 112b делается существенно большим, чем размер герметичного листа 112а, то есть наружный лист 112b проходит гораздо дальше наружу вдоль поперечного направления от двух боковых сторон герметичного листа 112а. Участки 112bf, проходящие снаружи герметичного листа 112а, отворачиваются назад в направлении центральной стороны относительно поперечного направления, в позициях сворачивания, которые определяют соответствующие боковые концевые участки 102es абсорбирующей основной части 102. Эластичные детали 114, такие как эластичные нити, крепятся в непосредственной близости к соответствующим позициям сворачивания вдоль вертикального направления в вертикально развернутом состоянии, и таким образом формируются ножные манжеты LG. Отвернутые назад участки 112bg далее проходят в направлении центральной стороны относительно поперечного направления, и присоединяются к соответствующим боковым концевым участкам верхней поверхностной листовой детали 110 в позициях, где отвернутые назад участки 112bg покрывают боковые концевые участки верхней поверхностной листовой детали 110. Эти участки, присоединенные к боковым концевым участкам, функционируют как базовые концевые участки LCGb соответствующих барьерных манжет LCG. Участки, проходящие дальше в направлении соответствующих ведущих концов относительно поперечного направления, чем базовые концевые участки LCGb, составляют свободные концевые участки LCGf и могут подниматься от верхней поверхностной листовой детали 110. Эластичные детали 116, такие как эластичные нити, проходящие в вертикальном направлении, крепятся к ведущим концевым участкам соответствующих свободных концевых участков LCGf в состоянии, в котором эластичные детали 116 вертикально вытянуты. Соответственно, когда эластичные детали 116 сокращаются вертикально, абсорбирующая основная часть 102 вертикально изгибается, так что сторона верхней поверхностной листовой детали 110 располагается на внутренней окружной стороне, и когда абсорбирующая основная часть 102 изгибается, таким образом, сила сокращения, прилагаемая эластичными деталями 116, вызывает вертикальное сокращение и поднятие свободных концевых участков LCGf от верхней поверхностной листовой детали 110, и таким образом, свободные концевые участки LCGf функционируют как барьерные манжеты LCG.
[0041]
Влагопроницаемый лист, такой как санитарно-гигиеническая бумага, также может быть помещен, как второй лист, между верхней поверхностной листовой деталью 110 и абсорбирующей сердцевиной 108 или между задней поверхностной листовой деталью 112 и абсорбирующей сердцевиной 108.
[0042]
И передняя, и задняя внешние детали 104, 106 могут формироваться с использованием листовой детали, изготовленной из гибкого листа, такого как нетканый материал, и иметь главным образом прямоугольную форму, если рассматривать в горизонтальной проекции. Как показано на фиг. 3А и 3В, передняя и задняя внешние детали 104, 106 формируются с помощью листа 118 не поддающегося контактному взаимодействию с кожей пользователя и листа 120 поддающегося контактному взаимодействию с кожей пользователя, которые изготовлены из нетканого материала, один над другим и оба соединены вместе. Листы 118, 120 не поддающийся контактному взаимодействию с кожей пользователя и поддающийся контактному взаимодействию с кожей пользователя необязательно должны быть одного размера, и, например, может применяться такая конфигурация, как изображено на фиг. 4, которая является поперечным сечением по оси VI-VI фиг. 2. Другими словами, может применяться конфигурация, в которой вертикальный размер листа 118 не поддающегося контактному взаимодействию с кожей пользователя и листа 120 поддающегося контактному взаимодействию с кожей пользователя отличаться, так что лист 118 не поддающийся контактному взаимодействию с кожей пользователя, который расположен не на стороне, контактирующей с кожей относительно направления толщины, проходит дальше вертикально в наружном направлении от листа 120 поддающегося контактному взаимодействию с кожей пользователя. В этом случае, как изображено на фиг. 4, участки 118f листа 118 не поддающегося контактному взаимодействию с кожей пользователя, которые проходят дальше вертикально в наружном направлении от листа 120, отворачиваются назад в направлении вертикального центра вдоль позиций сворачивания, которые являются ближайшими относительно вертикальных концевых краев листа 120 поддающегося контактному взаимодействию с кожей пользователя. Кроме того, отвернутые назад участки 118g уложены на лист 120 поддающийся контактному взаимодействию с кожей пользователя и соединены с ним. Отвернутые назад участки 118g могут также отворачиваться назад таким образом, что вертикальные концевые участки 102еа и 102eb абсорбирующей основной части 102 частично покрываются соответствующими отвернутыми назад участками 118g от стороны кожи пользователя абсорбирующей основной части 102.
[0043]
Как изображено на фиг. 1 и 2, передняя и задняя внешние детали 104, 106 соответственно имеют внутренние перекрывающие области 132bе и 132re, которые абсорбирующая основная часть 102 перекрывает вертикально и поперечно, нижние боковые области 134bе и 134re, которые абсорбирующая основная часть 102 перекрывает вертикально сбоку, верхние боковые области 136bе и 136re, которые абсорбирующая основная часть 102 не перекрывает ни вертикально, ни поперечно, и внутренние верхние области 138bе и 138re, которые абсорбирующая основная часть 102 не перекрывает вертикально, но не поперечно.
[0044]
В передней и задней внешних деталях 104, 106 концевые участки 102еа и 102eb абсорбирующей основной части 102 относительно вертикального направления покрываются соответствующими внутренними перекрывающими областями 132bе и 132re от стороны, не соприкасающейся с кожей абсорбирующей основной части 102, и внутренние перекрывающие области 132bе и 132re передней и задней внешней деталей 104, 106 соответственно накладываются на соответствующие концевые участки 102еа и 102eb и соединяются с ними.
Абсорбирующая основная часть 102 накладывается на внутренние перекрывающие области 132bе и 132re передней и задней внешних деталей 104, 106 соответственно, не накладывая абсорбирующую основную часть 102 на внутренние верхние области 138bе и 138re. Таким образом, внутренние верхние области 138bе и 138re передней и задней внешних деталей 104, 106 соответственно каждая составляют лентообразный участок, который абсорбирующая основная часть 102 не перекрывает вертикально по всей боковой длине этого лентообразного участка. Эти внутренние верхние области 138bе и 138re служат участками, составляющими поясное отверстие APwc абсорбирующего изделия 100, и эластичные детали 140 располагаются во внутренних верхних областях 138bе и 138re таким образом, чтобы проходить непрерывно главным образом по всей боковой длине внутренних верхних областей 138bе и 138re. Кроме того, относительно вертикальных размеров Lbe и Lre соответствующих внутренних верхних областей 138bе и 138re, в которых абсорбирующая основная часть 102 не перекрывается, размер задней внешней детали 106 делается больше, чем размер передней внешней детали 104 (Lre>Lbe), и в целом положение абсорбирующей основной части 102 сдвигается в направлении стороны передней внешней детали 104, а не к стороне задней внешней детали 106. Таким образом равномерное впитывание жидкостей, таких как экскреты, гарантируется. В альтернативном варианте, отношение размеров Lbe и Lre может быть обратным (Lre<Lbe), или размеры Lbe и Lre могут быть равными друг другу (Lre=Lbe).
[0045]
В абсорбирующем изделии 100 в соответствии с настоящим изобретением множество эластичных деталей 140, таких как эластичные нити, проходящие в поперечном направлении, имеется между листом 118 не поддающимся контактному взаимодействию с кожей пользователя кожи и листом 120 поддающимся контактному взаимодействию с кожей пользователя. Эластичные детали 140 крепятся к одному или обоим листам 118, 120 не поддающийся контактному взаимодействию с кожей пользователя и поддающийся контактному взаимодействию с кожей пользователя в областях приклеивания, образованных путем осаждения (покрытия) адгезива, такого как термоплавкий клей, с заданной массой покровного слоя (вес на единицу площади), в состоянии, в котором эластичные детали 140 вытягиваются поперечно. Формирование областей приклеивания может осуществляться путем осаждения адгезива на листах 118, 120 не поддающийся контактному взаимодействию с кожей пользователя и поддающийся контактному взаимодействию с кожей пользователя или осаждения адгезива на эластичных деталях 140 или и то, и другое.
[0046]
Как показано на фиг. 2, в каждой из передней и задней внешних деталей 104, 106 пара внутренних областей 142 приклеивания формируется, перекрывая эластичные детали 140 на боковых внутренних сторонах вертикальных концевых участков 102еа или 102eb абсорбирующей основной части 102. В каждой внутренней области 142 приклеивания вся область покрывается адгезивом, используя способ покрытия, такой как спиральное покрытие, покрытие контрольных швов или полноповерхностное покрытие с использованием устройства для нанесения покрытий.
[0047]
В абсорбирующем изделии 100 в соответствии настоящим изобретением сила сокращения в поперечном направлении регулируется путем отрезания по меньшей мере участка эластичных деталей 140.
[0048]
Эластичные детали 140, которые располагаются в поперечном вытянутом состоянии, отрезаются режущим инструментом или тому подобным между парой внутренних областей 142 приклеивания, например, на центральной линии CL. Однако позиция, где эластичные детали 140 отрезаются, не ограничивается центральной линией CL; эластичные детали 140 могут отрезаться в позиции, смещенной от центральной линии CL, или могут отрезаться во множестве позиций между двумя группами эластичной детали 114 для ножной манжеты LG и эластичных деталей 116 для барьерной манжеты LCG. Кроме того, эластичные детали 140 необязательно отрезаются в единственном процессе отрезания (процесс резки) и могут также отрезаться при помощи множества процессов отрезания. Эластичные детали 140, которые были отрезаны, стягиваются от своих позиций, когда эластичные детали 140 отрезаются до боковых наружных сторон эластичных деталей 114 для ножных манжет LG и эластичных деталей 116 для барьерных манжет LCG. Здесь и далее эта операция называется "обрезкой".
[0049]
Коэффициенты растяжения на участках в эластичных деталях 140, расположенных в областях, которые перекрывают абсорбирующую основную часть 102 (области, где происходит обрезка эластичных деталей 140), имеют более высокий коэффициент растяжения, чем эластичные детали 140 в других областях или других эластичных деталях. Вышеописанная конфигурация применяется, потому что малый коэффициент растяжения эластичных деталей 140 может привести к недостаточной обрезке. "Коэффициент растяжения" относится к степени, до которой каждая эластичная деталь растягивается, когда крепится к листу или тому подобному в растянутом состоянии, и чем больше коэффициент растяжения эластичной детали, тем больше сила сокращения, которую может демонстрировать эластичная деталь. Например, существует риск, что, если коэффициент растяжения мал, эластичные детали 140 не смогут достаточно сокращаться после отрезания на центральной линии CL, и таким образом участок эластичных деталей 140 может оставаться на боковых внутренних сторонах эластичных деталей 114 для ножных манжет LG и эластичных деталей 116 для барьерных манжет LCG. Чтобы решить эту проблему, коэффициент растяжения эластичных деталей 140 в областях, перекрываемых абсорбирующей основной частью 102, делается больше, чем коэффициент других эластичных деталей и тому подобного, таким образом позволяя этим эластичным деталям 140 должным образом сокращаться из-за обрезки. Таким образом, можно устранить возникновение ситуации, в которой некоторые эластичные детали 140, которые сокращаются сбоку, остаются на боковых внутренних сторонах эластичных деталей 114 для ножных манжет LG и эластичных деталей 116 для барьерных манжет LCG.
[0050]
Обрезка эластичных деталей 140 с одновременным точным контролем позиции, в которой эластичные детали 140 сокращаются вышеописанным образом, позволяет точно отрегулировать силу натяжения вокруг талии, которая в свою очередь может обеспечить лучшую посадку абсорбирующего изделия 100. Кроме того, в результате обрезки эластичные детали 114 для ножных манжет LG и эластичные детали 116 для барьерных манжет LCG больше не пересекают эластичные детали 140, и таким образом больше нет вероятности, что они приложат силу сокращения к эластичным деталям 140 и наоборот. Поэтому при ношении абсорбирующего изделия 100 пользователь может легко двигать своими ногами и тому подобным.
[0051]
Возвращаясь к фиг. 1 и 2, в передней и задней внешних деталях 104, 106, сформированных путем накладывания листов 118, 120 не поддающегося контактному взаимодействию с кожей пользователя и поддающегося контактному взаимодействию с кожей пользователя одного на другой, множество поперечных удлиненных прорезей 150 абсорбирующего изделия 100 формируется в нижних боковых областях 134bе и 134re и верхних боковых областях 136bе и 136re. Прорези 150 формируются таким образом, что множество прорезей 150 находятся на одной линии одна за другой через заданные интервалы (шаг прорезей) вдоль поперечного направления абсорбирующего изделия 100. Со ссылкой на фиг. 2, например, в нижних боковых областях 134bе и 134re четыре прорези 150, каждая из которых имеет длину (длина прорези) 3 [мм], формируются в каждом ряду с шагом прорези 8 [мм]. В верхних боковых областях 136bе и 136re пять прорезей 150, имеющих длину 2 [мм], формируются в каждом ряду с шагом прорези 8 [мм]. Множество рядов прорезей 150 формируются через заданные вертикальные интервалы в соответствии с вертикальными интервалами эластичных деталей 140. Обычно прорези 150 являются участками, каждый из которых формируется выполнением узкого разреза по меньшей мере в одном из листов 118, 120 не поддающемся контактному взаимодействию с кожей пользователя и поддающемся контактному взаимодействию с кожей пользователя. Желательно, чтобы линейные прорези 150 имели длину 5 мм - 15 мм. При длине прорези в 5 [мм] или более прорези 150 легко распознаются, и при длине прорези в 15 [мм] или меньше можно предотвратить заворачивание (скручивание) материала. Прорези 150 могут быть линейными прорезями или могут быть вырезанными участками, имеющими определенную ширину. Когда учитывается прочность деталей, линейные прорези предпочтительны. Прорези 150 могут формироваться по меньшей мере в одном из передней или задней внешних деталей 104, 106, или могут аналогичным образом формироваться в передней и задней внешних деталях 104, 106. Кроме того, прорези 150 могут формироваться по меньшей мере в одном из листов 118, 120 не поддающемся контактному взаимодействию с кожей пользователя, поддающемся контактному взаимодействию с кожей пользователя, или могут аналогичным образом формироваться в листах 118, 120 не поддающемся контактному взаимодействию с кожей пользователя и поддающемся контактному взаимодействию с кожей пользователя.
[0052]
Как изображено на фиг.2, нижние боковые области 134bе и 134re и верхние боковые области 136bе и 136re, в которых формируются прорези, имеют ширину W в поперечном направлении и расположены на противоположных сторонах внутренних перекрывающихся областей 132be и 132re и внутренних верхних областей 138bе и 138re, внутренняя перекрывающаяся область 132bе или 132re и внутренняя верхняя область 138bе или 138re имеют поперечную ширину М. В вышеописанных областях, имеющих ширину W, прорези 150 формируются в пределах внутренних областей, имеющих ширину W1 (здесь и далее эти области называются "противолежащие области прорезей SSA"), исключая боковые внешние участки W2 рядом с соответствующими соединительными базовыми участками боковых герметичных областей, в пределах расстояния W2 от соответствующих боковых концевых участков 104е и 106е передней и задней внешних деталей 104, 106. Кроме того, верхние боковые области 136bе и 136re и внутренние верхние области 138bе и 138re имеют вертикальную длину Н1 от вертикальных концевых участков передней и задней внешних деталей 104, 106 соответственно, концевые участки образуют поясное отверстие APwc абсорбирующего изделия 100. Нижние боковые области 134bе и 134re и внутренние перекрывающиеся области 132bе и 132re имеют вертикальную длину Н2 от вертикальных концевых участков передней и задней внешних деталей 104, 106 соответственно, концевые участки образуют ножные отверстия APtc абсорбирующего изделия 100. Другими словами, вертикальная длина Н передней и задней внешних деталей 104, 106 определяется как Н=Н1+Н2. В участках внутренних перекрывающихся областей 132bе и 132re, которые имеют вертикальную длину Н2 от соответствующих концевых участков на стороне ножных отверстий APtc, участки в пределах расстояния Н20 от тех соответствующих концевых участков подвергаются вышеописанному процессу обрезки, и таким образом эластичные детали 140 не присутствуют в участках, которые перекрывает абсорбирующая сердцевина 108. В нижних боковых областях 134bе и 134re относительно длинные прорези 150 формируются в участках в пределах расстояния Н20 от соответствующих вертикальных концевых участков передней и задней внешних деталей 104, 106, концевые участки формируют ножные отверстия APtc абсорбирующего изделия 100. В других участках нижних боковых областей 134bе и 134re, которые имеют вертикальную длину Н21, формируются относительно короткие прорези 150. Вертикальная длина Н2 нижних боковых областей 134bе и 134re и внутренних перекрывающихся областей 132bе и 132re определяется как Н2=Н20+Н21. В верхних боковых областях 136bе и 136re формируются относительно короткие прорези 150.
[0053]
Внутренние перекрывающиеся области 132be и 132re и внутренние верхние области 138bе и 138re, которые имеют поперечную ширину М, составляют области, в которых не формируются прорези 150 (здесь и далее эти области называются "области без прорезей NSA"). Кроме того, боковые внешние участки W2 рядом с упомянутыми боковыми герметичными областями составляют области без прорезей для всей вертикальной длины Н передней и задней внешних деталей 104, 106.
[0054]
Как описывалось выше, противолежащие области прорезей SSA передней и задней внешних деталей 104, 106 расположены так, чтобы располагаться в одну линию в поперечном направлении, то есть в боковом направлении на расстоянии от областей без прорезей NSA между ними. В областях без прорезей NSA абсорбирующая основная часть 102 вертикально и поперечно перекрывает переднюю и заднюю внешние детали 104, 106, и таким образом области без прорезей NSA составляют участки, имеющие высокую степень жесткости против поперечной сдвигающей силы в вертикальном и поперечном направлении. Поперечная длина М областей без прорезей NSA передней и задней внешних деталей 104, 106 может устанавливаться соответствующей с учетом воздействия противолежащих областей прорезей SSA и соединяющей силы между листами 118, 120 не поддающемся контактному взаимодействию с кожей пользователя и поддающемся контактному взаимодействию с кожей пользователя.
[0055]
В областях, где листы 118, 120 не поддающийся контактному взаимодействию с кожей пользователя и поддающийся контактному взаимодействию с кожей пользователя наложены один на другой, две листовые детали соединяются друг с другом и объединяются в единую деталь, которая имеет способность к растяжению в направлении вокруг талии, то есть поперечном направлении абсорбирующего изделия 100. Противолежащие области прорезей SSA листа 118 не поддающегося контактному взаимодействию с кожей пользователя соединяются с внутренним слоистым материалом 31 и имеют способность к растяжению. В противолежащих областях прорезей SSA листы 118, 120 не поддающийся контактному взаимодействию с кожей пользователя и поддающийся контактному взаимодействию с кожей пользователя соединяются друг с другом контактным способом "поверхность к поверхности" по вертикальной длине Н и имеют способность к растяжению. Способность к растяжению можно увеличить далее путем размещения эластичных деталей 140 между листами 118, 120 не поддающемся контактному взаимодействию с кожей пользователя и поддающемся контактному взаимодействию с кожей пользователя. В этом случае эластичные детали 140 удерживаются между листами 118, 120 не поддающемся контактному взаимодействию с кожей пользователя и поддающемся контактному взаимодействию с кожей пользователя в растянутом состоянии, и таким образом имеют способность к растяжению. В альтернативном варианте оба или один из листов 118, 120 не поддающийся контактному взаимодействию с кожей пользователя и поддающийся контактному взаимодействию с кожей пользователя могут состоять из тянущегося материала.
[0056]
В противолежащих областях прорезей SSA поперечное сокращение передней и задней внешних деталей 104, 106, которые имеют способность к растяжению, расширяет зазор между двумя краями, составляющими каждую прорезь 150, и расширенные зазоры служат как отверстия для пропуска воздуха в передней и задней внешних деталях 104, 106. Кроме того, когда пользователь носит абсорбирующее изделие 100, передняя и задняя внешние детали 104, 106 растягиваются или сокращаются из-за движения тела или тому подобного, отверстия для пропуска воздуха открывается или закрывается в соответствии с движением, таким образом способствуя отведению влаги от внутренней стороны абсорбирующего изделия 100 и далее увеличивая воздухопроницаемость. Кроме того, при наличии множества прорезей 150 противолежащие области прорезей SSA листа 118 не поддающегося контактному взаимодействию с кожей пользователя деформируются легче, чем области без прорезей NSA, и имеют превосходную гибкость. Далее, из-за способности к растяжению каждая прорезь 150 скручивается, создавая тонкие морщинки, и таким образом поясная область становится мягкой.
[0057]
Множество эластичных деталей 140 располагаются, соединяются и крепятся между листами 118, 120 не поддающемся контактному взаимодействию с кожей пользователя и поддающемся контактному взаимодействию с кожей пользователя через вертикальные интервалы в состоянии, в котором эластичные детали 140 поперечно растягиваются, одновременно не затрагивая прорези 150, которые сформированы в ряды. Другими словами, эластичные детали 140 надежно удерживаются, соединяются и крепятся между листами 118, 120 не поддающемся контактному взаимодействию с кожей пользователя и поддающемся контактному взаимодействию с кожей пользователя не выходя наружу через прорези 150. Таким образом, эластичные детали 140 являются единым целым с листом 118 не поддающемся контактному взаимодействию с кожей пользователя и листом 120 поддающемся контактному взаимодействию с кожей пользователя, которые формируют переднюю и заднюю внешние детали 104, 106 в единую деталь и передают способность к сокращению в направлении вокруг талии, то есть в поперечном направлении. Предпочтительно, чтобы эластичные детали 140 непрерывно соединялись с листами 118, 120 не поддающимся контактному взаимодействию с кожей пользователя и поддающимся контактному взаимодействию с кожей пользователя контактным способом "поверхность к поверхности" не только в противолежащих областях прорезей SSA, но также во внутренних перекрывающих областях 132bе и 132re и боковых внешних участках W2, используя термоплавкий адгезив, как описывается выше. Таким образом, не только термоплавкий адгезив, нанесенный на сами эластичные детали 140, но также на поверхности листов 118, 120 не поддающийся контактному взаимодействию с кожей пользователя и поддающийся контактному взаимодействию с кожей пользователя, способствует креплению эластичных нитей, и поэтому отделение эластичных нитей можно предотвратить.
[0058]
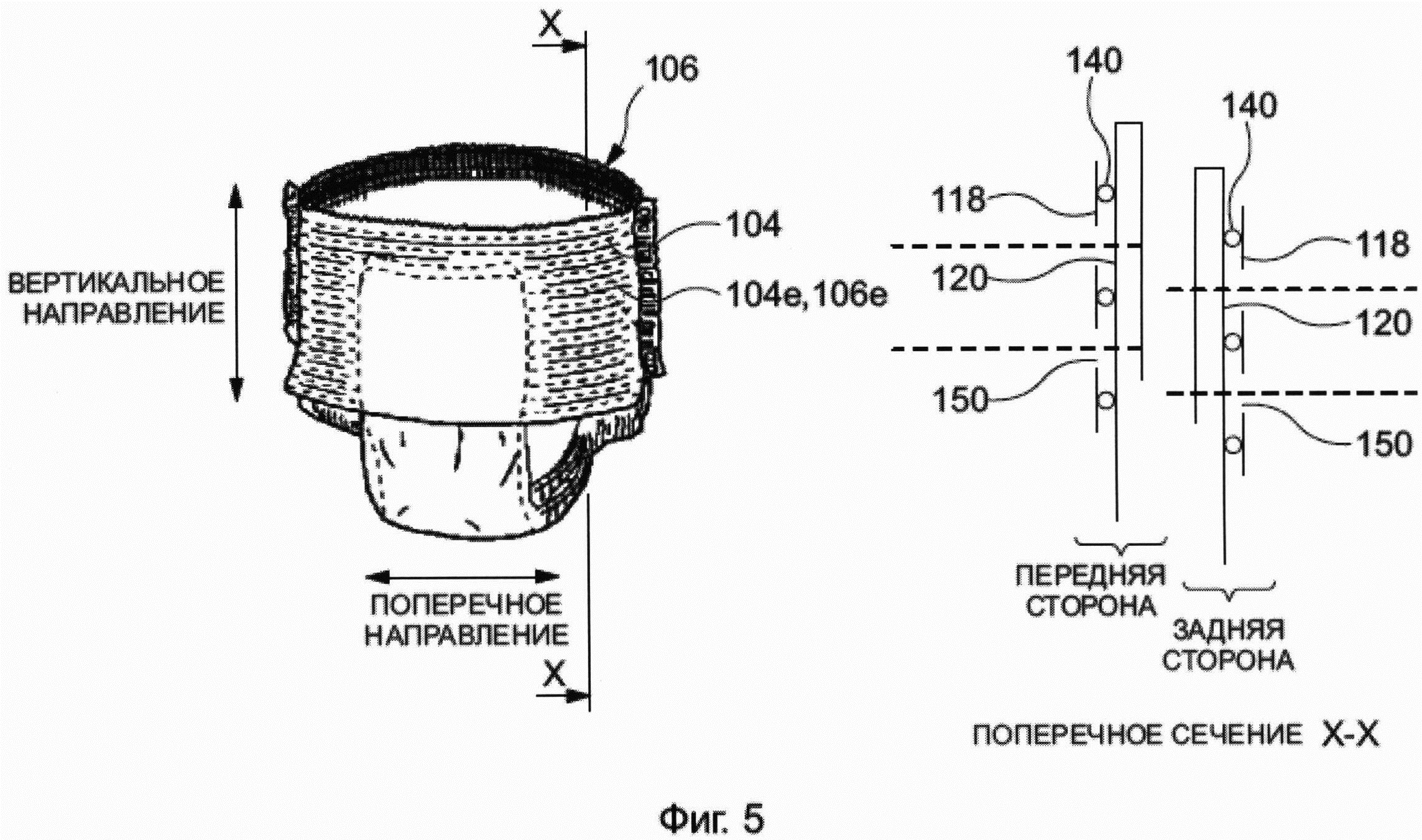
Здесь фиг. 5 показывает взаимное расположение эластичных деталей 140 и прорезей 150 передней внешней детали 104 и эластичных деталей 140 и прорезей 150 задней внешней детали 106.
[0059]
Как упоминалось выше, абсорбирующее изделие 100 включает в себя: абсорбирующую основную часть 102, которая имеет абсорбирующую сердцевину 108; переднюю внешнюю деталь 104; и заднюю внешнюю деталь 106. Передняя и задняя внешние детали 104, 106 каждая включает в себя лист 118 не поддающийся контактному взаимодействию с кожей пользователя, лист 120 поддающийся контактному взаимодействию с кожей пользователя и эластичные детали 140, установленные между листами 118, 120 не поддающемся контактному взаимодействию с кожей пользователя и поддающемся контактному взаимодействию с кожей пользователя. Множество линейных прорезей 150 формируются поперечно в рядах по меньшей мере в листе 118 не поддающимся контактному взаимодействию с кожей пользователя передней внешней детали 104. При этом множество линейных прорезей 150 формируются поперечно в рядах по меньшей мере в листе 120 поддающемся контактному взаимодействию с кожей пользователя задней внешней детали 106. Отличительным признаком абсорбирующего изделия 100 в соответствии с настоящим вариантом осуществления является тот, который показан в поперечном разрезе по оси Х-Х, задняя внешняя деталь 106 не содержит прорезей 150 в вертикальных позициях, в которых множество прорезей 150 формируются в рядах в передней внешней детали 104, и с другой стороны передняя внешняя деталь 104 не содержит прорезей 150 в вертикальных позициях, в которых множество прорезей 150 формируются в рядах в задней внешней детали 106.
[0060]
В такой конфигурации абсорбирующего изделия 100 в вертикальном направлении прорези 150 на передней стороне не формируются в тех же вертикальных позициях, что прорези 150 на задней стороне. Таким образом, прочность материала может быть обеспечена, даже если воздухопроницаемость обеспечивается формированием прорезей 150 в передней и задней внешних деталях 104, 106.
[0061]
Кроме того, как показано на поперечном разрезе по Х-Х, эластичные детали 140 задней внешней детали 106 могут присутствовать в тех вертикальных позициях в задней внешней детали 106, которые такие же, как и вертикальные позиции, в которых множество прорезей 150 формируется в рядах в передней внешней детали 104. Кроме того, эластичные детали 140 передней внешней детали 106 могут присутствовать в тех вертикальных позициях в передней внешней детали 104, которые такие же, как и вертикальные позиции, в которых множество прорезей 150 формируется в рядах в задней внешней детали 106.
[0062]
В такой конфигурации абсорбирующего изделия 100 в тех позициях, в которых формируется множество прорезей 150 либо в передней внешней детали 104, либо в задней внешней детали 106, присутствуют эластичные детали 140 другой детали. Таким образом, эластичные детали 140 другой детали функционируют как укрепляющие детали для участков одной детали, где формируются прорези 150 в рядах. Поэтому прочность материала может быть еще больше увеличена.
[0063]
Вертикальные интервалы рядов вышеописанных прорезей 150, формируемых с поперечными интервалами, могут варьироваться в зависимости от вертикальной позиции в абсорбирующем изделии 100. В этом случае предпочтительно, чтобы вертикальные интервалы эластичных деталей 140 варьировались в зависимости от вертикальной позиции, и эластичные детали 140 были расположены так, чтобы один эластичный элемент 140 располагался между каждым двумя рядами прорезей 150, которые вертикально примыкают друг к другу.
[0064]
В такой конфигурации абсорбирующего изделия 100, если шаг эластичных деталей 140 варьируется в зависимости от вертикальной позиции, расстояние между прорезями 150, которые вертикально примыкают друг к другу, также варьируется соответственно, и эластичные детали 140 расположены так, что одна эластичная деталь 140 расположена между каждыми двумя прорезями 150, которые вертикально примыкают друг к другу. В такой конфигурации прочность материала может повыситься, и отдельные прорези 150 могут быть безопасно открытыми.
[0065]
Здесь, пользователи, носящие абсорбирующее изделие 100, обычно имеют тенденцию потеть больше на задней стороне, чем на передней стороне. Соответственно, желательно сделать плотность прорезей 150 в задней внешней детали 106 больше, чем плотность прорезей 150 в передней внешней детали 104. Более того, во внутренних перекрывающих областях 132bе и 132re материалы накладываются один поверх другого в направлении толщины, и таким образом области, составляемые нижними боковыми областями 134be и 134re, которые вертикально перекрывают внутренние перекрывающие области 132be и 132re, имеют более высокую степень жесткости против напряжения, которое стремится разорвать абсорбирующее изделие 100 в поперечном направлении. Соответственно, желательно, чтобы плотность прорезей в нижних боковых областях 134bе и 134re была больше, чем плотность прорезей во внутренних верхних областях 138bе и 138re и верхних боковых областях 136be и 136re.
[0066]
Поэтому множество прорезей 150, которые формируются, как показано на фиг. 2, удовлетворяют {(L(be)bus+L(be)mus)/H1}<{L(be)bls/H2}, где L(be)bus представляет сумму длин прорезей 150 в верхних боковых областях 136bе передней внешней детали 104, L(be)mus представляет сумму длин прорезей 150 во внутренней верхней области 138bе, и L(be)bls представляет сумму длин прорезей 150 в нижних боковых областях 134bе. Другими словами, в передней внешней детали 104 сумма длин прорезей 150 в верхних боковых областях 136bе на единицу вертикальной длины и во внутренней верхней области 138bе на единицу вертикальной длины меньше, чем сумма длин прорезей 150 в нижних боковых областях 134bе на единицу длины.
[0067]
Далее, множество прорезей 150, которые формируются, как показано на фиг. 2, удовлетворяют {(L(re)bus+L(re)mus)/H1}<{L(re)bls/H2}, где L(re)bus представляет сумму длин прорезей 150 в верхних боковых областях 136re задней внешней детали 106, L(re)mus представляет сумму длин прорезей 150 во внутренней верхней области 138re, и L(re)bls представляет сумму длин прорезей 150 в нижних боковых областях 134re. Другими словами, в задней внешней детали 106 сумма длин прорезей 150 в верхних боковых областях 136re на единицу вертикальной длины и во внутренней верхней области 138re на единицу вертикальной длины меньше, чем сумма длин прорезей 150 в нижних боковых областях 134re на единицу длины.
[0068]
Области, которые вертикально перекрывает абсорбирующая основная часть 102, имеют высокую степень жесткости против силы, стремящейся поперечно разорвать абсорбирующее изделие 100. Поэтому проход воздуха может обеспечиваться путем формирования большого количества прорезей 150 в тех областях, которые вертикально перекрывает абсорбирующая основная часть 102, как упоминалось выше. При этом прочность материала может обеспечиться одновременно с обеспечением прохода воздуха путем формирования меньшего количества прорезей 150 в областях, которые абсорбирующая основная часть 102 вертикально не перекрывает.
[0069]
Далее, в вышеописанном случае множество прорезей 150, которые сформированы, как изображено на фиг. 2, удовлетворяет {(L(be)bus+L(re)bus)/H1}<{(L(be)bls+L(re)bls)/H2}. Другими словами, значение, полученное при делении общей длины линейных прорезей 150 в верхних боковых областях 136bе и 136re, которые абсорбирующая основная часть 102 не перекрывает ни вертикально, ни поперечно, на вертикальную длину верхних боковых областей 136bе и 136re, меньше, чем значение, полученное при делении общей длины линейных прорезей 150 в нижних боковых областях 134bе и 134re, которые абсорбирующая основная часть 102 вертикально перекрывает в передней и задней внешних деталях 104, 106, но не перекрывает поперечно, на вертикальную длину Н2 нижних боковых областей 134bе и 134re.
[0070]
Цель этого в том, что, как описывается выше, так как области, которые абсорбирующая основная часть 102 вертикально перекрывает, имеют высокую степень жесткости против силы, стремящейся разорвать абсорбирующее изделие 100 в поперечном направлении, проход воздуха обеспечивается путем формирования большого количества прорезей 150 в этих областях, которые абсорбирующая основная часть 102 вертикально перекрывает, и при этом прочность материала может обеспечиваться одновременно с обеспечением прохода воздуха путем формирования меньшего количества прорезей 150 в областях, которые абсорбирующая основная часть 102 вертикально не перекрывает.
[0071]
Множество прорезей 150, которые формируются, как показано на фиг. 2, удовлетворяют L(be)<L(re), где L(be) представляет сумму длин прорезей 150 в передней внешней детали 104, a L(re) представляет сумму длин прорезей 150 в задней внешней детали 106. Формирование прорезей 150 таким образом делает возможным обеспечивать проход воздуха путем образования большего количества прорезей 150 на задней стороне, где пользователи абсорбирующего изделия 100 имеют тенденцию потеть больше, и улучшить комфорт при ношении.
[0072]
Далее, также возможно не формировать прорези 150 во внутренней верхней области 138bе передней внешней детали 104. Участок передней внешней детали 104 между абсорбирующей основной частью 102 и поясным отверстием APwc абсорбирующего изделия 100, особенно внутренняя верхняя область 138bе, является участком, который с большой вероятностью может быть разорван в поперечном направлении, когда абсорбирующее изделие 100 натягивается пользователем. Хотя это касается задней внешней детали 106, есть необходимость обеспечить воздухопроницаемость в соответствующем участке задней внешней детали 106, потому что пользователи абсорбирующего изделия 100 имеют тенденцию потеть больше на задней стороне. Кроме того, когда пользователь нагибается вперед и его/ее спина согнута, пользователь может двигаться легче, если прорези сформированы на задней внешней детали 106. Соответственно, отсутствие формирования прорезей 150 во внутренней верхней области 138bе передней внешней детали 104 может снизить возможность разрыва и может обеспечить прочность материала. Также возможно не формировать прорези 150 во внутренней верхней области 138bе и верхних боковых областях 136bе передней внешней детали 104. Как описывается выше, отсутствие формирования прорезей во внутренней верхней области 138bе и верхних боковых областях 136bе передней внешней детали 104 может уменьшить возможность разрыва и может обеспечить прочность материала.
[0073]
Прорези 150 могут формироваться различным образом путем изменения длины, интервала и количества прорезей 150.
[0074]
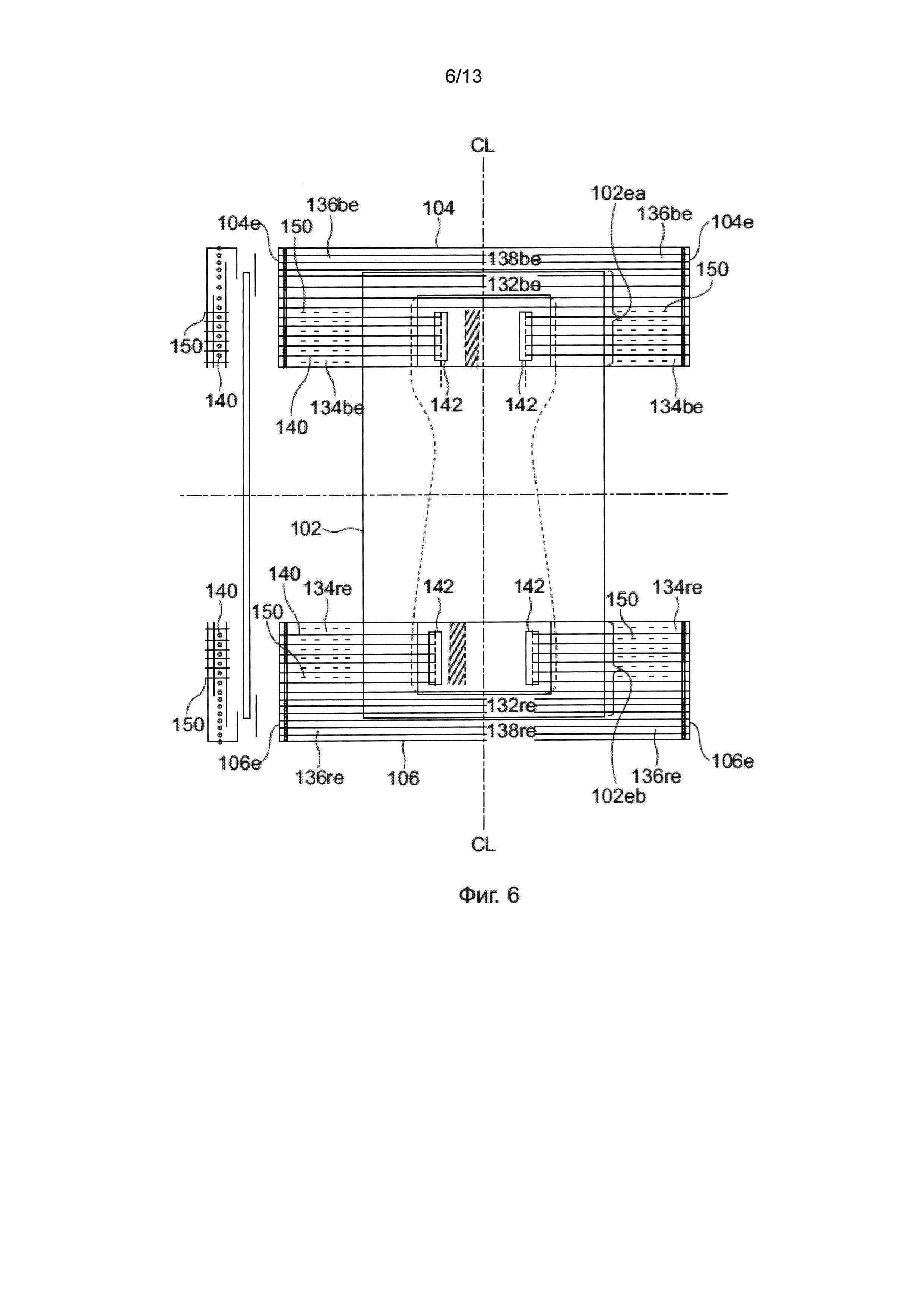
На Фиг. 6 показан другой пример способа, которым формируются прорези 150 в передней и задней внешних деталях 104, 106.
[0075]
На фиг. 6 множество прорезей 150 формируется только в нижних боковых областях 134bе и 134re передней и задней внешних деталей 104, 106 и не формируются во внутренних верхних областях 138bе и 138re и верхних боковых областях 136bе и 136re. В каждом ряду прорезей 150 вдоль поперечного направления абсорбирующего изделия 100 четыре прорези 150 формируются на каждой стороне. Прорези имеют длину 3 [мм] и четыре прорези 150 формируются с интервалами в 8 [мм], 12 [мм] и 8 [мм].
[0076]
Когда множество прорезей 150 формируется, как показано на фиг.5, в передней внешней детали 104, сумма длин прорезей 150 в верхних боковых областях 136bе на единицу вертикальной длины и во внутренней верхней области 138bе на единицу вертикальной длины меньше, чем сумма длин прорезей 150 в нижних боковых областях 134bе на единицу длины.
[0077]
Кроме того, когда множество прорезей 150 формируется, как показано на фиг. 5, в задней внешней детали 106, сумма длин прорезей 150 в верхних боковых областях 136re на единицу вертикальной длины и во внутренней верхней области 138re на единицу вертикальной длины меньше, чем сумма длин прорезей 150 в нижних боковых областях 134re на единицу длины.
[0078]
Далее, когда множество прорезей 150 формируется, как показано на фиг. 6, значение, полученное при делении общей длины линейных прорезей 150 в верхних боковых областях 136bе и 136re, которые абсорбирующая основная часть 102 не перекрывает ни в вертикальном, ни в поперечном направлении, на вертикальную длину H1 верхних боковых областей 136bе и 136re, меньше, чем значение, полученное при делении общей длины линейных прорезей 150 в нижних боковых областях 134bе и 134re, которые абсорбирующая основная часть 102 вертикально перекрывает в передней и задней внешних деталях 104, 106, но не перекрывает поперечно, на вертикальную длину Н2 нижних боковых областей 134bе и 134re.
[0079]
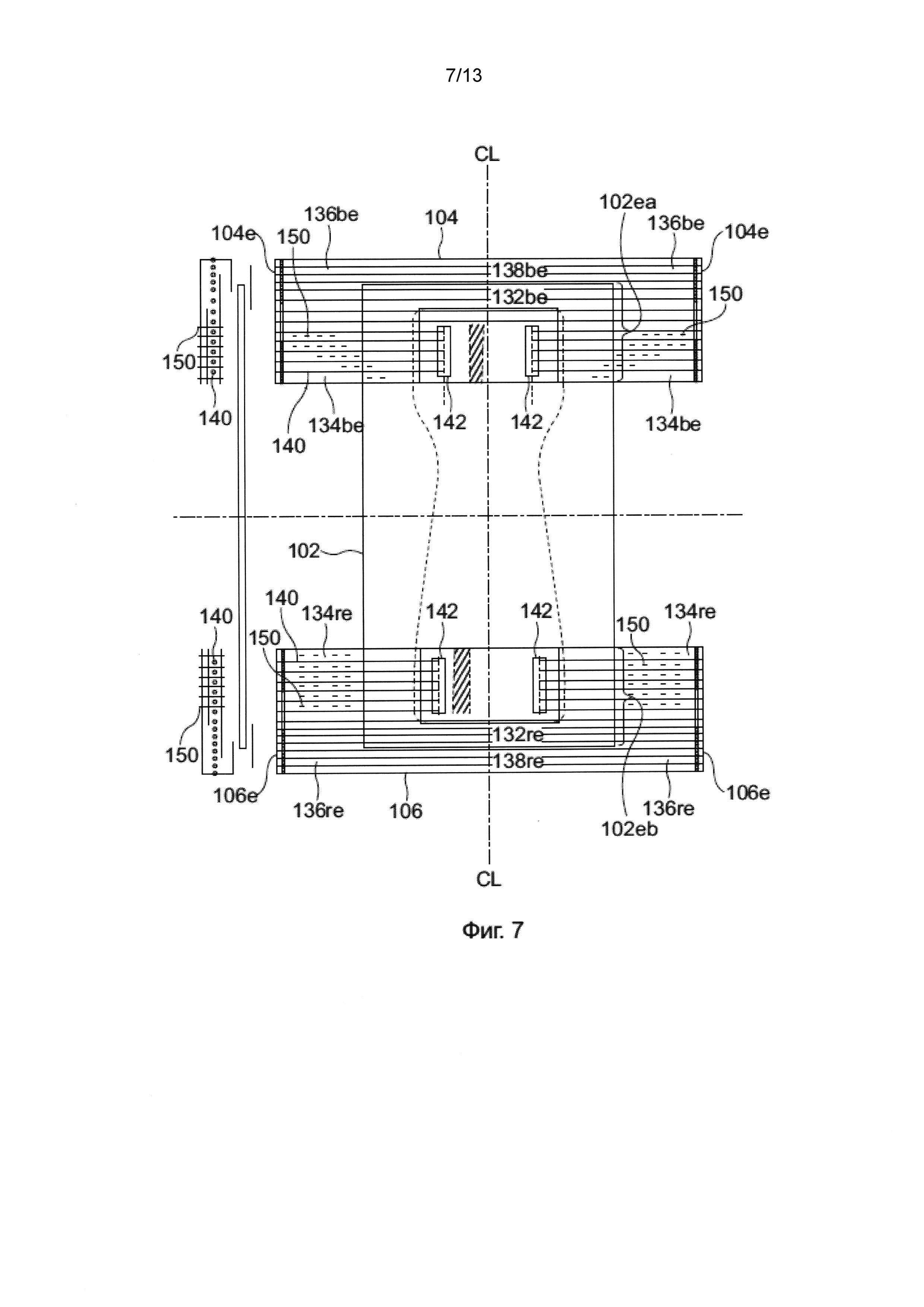
На фиг. 7 показан еще один пример способа, которым формируются прорези 150 в передней и задней внешних деталях 104, 106.
[0080]
На фиг. 7 множество прорезей 150 формируются только в нижних боковых областях 134bе и 134re передней и задней внешних деталей 104, 106 и не формируются во внутренних верхних областях 138bе и 138re и верхних боковых областях 136bе и 136re. Прорези 150, формируемые в передней и задней внешних деталях 104, 106, каждая имеет длину 3 [мм]. В передней внешней детали 104 множество прорезей 150 формируются таким образом, что чем ближе вертикальная позиция рядов, в которых прорези 150 поперечно расположены на одной линии с ножным отверстием APtc, тем ближе прорези 150 к абсорбирующей основной части 102 в поперечном направлении. Прорези 150 в задней внешней детали 106 формируются так же, как и в случае на фиг. 5. Всего 36 прорезей 150 формируются в передней внешней детали 104, и всего 48 прорезей 150 формируются в задней внешней детали 106.
[0081]
Соответственно, когда множество прорезей 150 формируется, как показано на фиг. 7, в передней внешней детали 104, сумма длин прорезей 150 в верхних боковых областях 136bе на единицу вертикальной длины и во внутренней верхней области 138bе на единицу вертикальной длины меньше, чем сумма длин прорезей 150 в нижних боковых областях 134bе на единицу длины.
[0082]
Кроме того, когда множество прорезей 150 формируется, как показано на фиг. 7, в задней внешней детали 106, сумма длин прорезей 150 в верхних боковых областях 136re на единицу вертикальной длины и во внутренней верхней области 138re на единицу вертикальной длины меньше, чем сумма длин прорезей 150 в нижних боковых областях 134re на единицу длины.
[0083]
Далее, когда множество прорезей 150 формируется, как показано на фиг. 7, значение, полученное при делении общей длины линейных прорезей 150 в верхних боковых областях 136bе и 136re, которые абсорбирующая основная часть 102 не перекрывает ни в вертикальном, ни в поперечном направлении, на вертикальную длину Н1 верхних боковых областей 136bе и 136re, меньше, чем значение, полученное при делении общей длины линейных прорезей 150 в нижних боковых областях 134bе и 134re, которые абсорбирующая основная часть 102 вертикально перекрывает в передней и задней внешних деталях 104, 106, но не перекрывает поперечно, на вертикальную длину Н2 нижних боковых областей 134bе и 134re.
[0084]
В передней внешней детали 104 на фиг. 7 прорези 150 формируются таким образом, что чем ближе вертикальная позиция прорезей 150 к отверстию для ног APtc, тем ближе прорези 150 к центру абсорбирующего изделия 100. Таким образом, когда абсорбирующее изделие 100 надето, жесткость на изгиб абсорбирующего изделия 100 в вертикальном направлении уменьшается в участках, соответствующих зоне вокруг соединения нога/бедро, и когда ноги двигаются, абсорбирующее изделие 100 легко сгибается по форме паховой области. Кроме того, прочность материала в участке, который покрывает паховую область, уменьшена, и таким образом передняя внешняя деталь 104 легко подгоняется под паховую область из-за сокращения эластичных деталей 140. Легкость подгонки затрудняет формирование какого-либо пространства между передней внешней деталью 104 и передней стороной пользователя, и таким образом воздух, нагреваемый теплом тела, с малой вероятностью задержится. Также прорези 150 обеспечивают проход воздуха, и так улучшается воздухопроницаемость.
[0085]
На фиг. 8 показан еще один пример способа, которым формируются прорези 150 в передней и задней внешних деталей 104, 106.
[0086]
На фиг. 8 множество прорезей 150 формируется только в нижних боковых областях 134bе и 134re передней и задней внешних деталей 104, 106 и не формируются во внутренних верхних областях 138bе и 138re и верхних боковых областях 136bе и 136re. На фиг. 8 прорези 150, сформированные в передней и задней внешних деталях 104, 106, конфигурируются как мультипрорези 150, в каждой из которых три прорези, имеющие длину 3 [мм], делаются в пределах области, имеющей поперечную длину в 3 [мм] в поперечном направлении и длину 2 [мм] в вертикальном направлении. В такой конфигурации лист 118 не поддающийся контактному взаимодействию с кожей пользователя между прорезями каждой мультипрорези 150 составляет множество лентообразных участков, и эти лентообразные участки перекручиваются независимо, и, таким образом, получающиеся отверстия легче распознаются визуально.
[0087]
Когда множество мультипрорезей 150 формируется, как показано на фиг. 8, в передней внешней детали 104, сумма длин прорезей 150 в верхних боковых областях 136bе на единицу вертикальной длины и во внутренней верхней области 138bе на единицу вертикальной длины меньше, чем сумма длин прорезей 150 в нижних боковых областях 134bе на единицу длины.
[0088]
Кроме того, когда множество мультипрорезей 150 формируется, как показано на фиг. 8, в задней внешней детали 106 сумма длин прорезей 150 в верхних боковых областях 136re на единицу вертикальной длины и во внутренней верхней области 138re на единицу вертикальной длины меньше, чем сумма длин прорезей 150 в нижних боковых областях 134re на единицу длины.
[0089]
Далее, когда множество мультипрорезей 150 формируется, как показано на фиг. 8, значение, полученное при делении общей длины линейных прорезей 150 в верхних боковых областях 136bе и 136re, которые абсорбирующая основная часть 102 не перекрывает ни в вертикальном, ни в поперечном направлении, на вертикальную длину H1 верхних боковых областей 136bе и 136re, меньше, чем значение, полученное при делении общей длины линейных прорезей 150 в нижних боковых областях 134bе и 134re, которые абсорбирующая основная часть 102 вертикально перекрывает в передней и задней внешних деталях 104, 106, но не перекрывает поперечно, на вертикальную длину Н2 нижних боковых областей 134bе и 134re.
[0090]
Фиг. 9 показывает еще один пример способа, которым формируются прорези 150 в передней и задней внешних деталях 104, 106.
[0091]
На фиг. 9 множество прорезей 150 формируется только в нижних боковых областях 134bе и 134re передней и задней внешних деталей 104, 106 и не формируются во внутренних верхних областях 138bе и 138re и верхних боковых областях 136bе и 136re. В нижних боковых областях 134bе и 134re используются две разные схемы размещения прорезей 150 в отдельных рядах, в которых прорези 150 расположены поперечно на одной линии. Например, на фиг. 6 четыре прорези 150, каждая длиной 3 [мм], формируются через интервалы 8 [мм], 12 [мм] и 8 [мм], при этом на фиг. 9 одна из двух схем является схемой, в которой формируется только четное количество прорезей 150, а другая схема является схемой, согласно которой формируется только нечетное количество прорезей 150. Как изображено на этом чертеже, вышеописанные две схемы поочередно формируются в разных вертикальных позициях в нижних боковых областях 134bе и 134re.
[0092]
Когда множество прорезей 150 формируется, как показано на фиг. 9, в передней внешней детали 104 сумма длин прорезей 150 в верхних боковых областях 136bе на единицу вертикальной длины и во внутренней верхней области 138bе на единицу вертикальной длины меньше, чем сумма длин прорезей 150 в нижних боковых областях 134bе на единицу длины.
[0093]
Кроме того, когда множество прорезей 150 формируется, как показано на фиг. 9, в задней внешней детали 106, сумма длин прорезей 150 в верхних боковых областях 136re на единицу вертикальной длины и во внутренней верхней области 138re на единицу вертикальной длины меньше, чем сумма длин прорезей 150 в нижних боковых областях 134re на единицу длины.
[0094]
Далее, когда множество прорезей 150 формируется, как показано на фиг. 9, значение, полученное при делении общей длины линейных прорезей 150 в верхних боковых областях 136bе и 136re, которые абсорбирующая основная часть 102 не перекрывает ни в вертикальном, ни в поперечном направлении, на вертикальную длину H1 верхних боковых областей 136bе и 136re, меньше, чем значение, полученное при делении общей длины линейных прорезей 150 в нижних боковых областях 134bе и 134re, которые абсорбирующая основная часть 102 вертикально перекрывает в передней и задней внешних деталях 104, 106, но не перекрывает поперечно, на вертикальную длину Н2 нижних боковых областей 134bе и 134re.
[0095]
На фиг. 10 показан еще один пример способа, которым формируются прорези 150 в передней и задней внешних деталях 104, 106.
[0096]
Расположение прорезей 150 на фиг. 10 получается путем замены прорезей 150 в задней внешней детали 106 с расположением прорезей 150 на фиг. 6 мультипрорезями 150. Аналогично фиг. 8, на фиг. 10 прорези 150, сформированные в задней внешней детали 106, конфигурируются как мультипрорези 150, в каждой из которых три прорези длиной 3 [мм], делаются в области, имеющей длину 3 [мм] в поперечном направлении и длину 2 [мм] в вертикальном направлении. Кроме того, множество прорезей 150 или мультипрорезей 150 формируется только в нижних боковых областях 134bе и 134re передней и задней внешних деталей 104, 106 и не формируются во внутренних верхних областях 138bе и 138re и верхних боковых областях 136be и 136re.
[0097]
Соответственно, множество прорезей 150 и мультипрорезей 150, которые формируются, как показано на фиг. 10, удовлетворяют L(be)<L(re), где L(be) представляет сумму длин прорезей 150 в передней внешней детали 104, a L(re) представляет сумму длин прорезей 150, составляющих мультипрорези 150 в задней внешней детали 106.
[0098]
Далее, когда множество прорезей 150 формируется, как показано на фиг. 10, в передней внешней детали 104, сумма длин прорезей 150 в верхних боковых областях 136bе на единицу вертикальной длины и во внутренней верхней области 138bе на единицу вертикальной длины меньше, чем сумма длин прорезей 150 в нижних боковых областях 134bе на единицу длины.
[0099]
Кроме того, когда множество прорезей 150 и мультипрорезей 150 формируется, как показано на фиг. 10, в задней внешней детали 106 сумма длин прорезей 150, составляющих мультипрорези 150, в верхних боковых областях 136re на единицу вертикальной длины и во внутренней верхней области 138re на единицу вертикальной длины меньше, чем сумма длин прорезей 150, составляющих мультипрорези 150, в нижних боковых областях 134re на единицу длины.
[0100]
Далее, когда множество прорезей 150 и мультипрорезей 150 формируется, как показано на фиг. 10, значение, полученное при делении общей длины линейных прорезей 150 в верхних боковых областях 136bе и 136re, которые абсорбирующая основная часть 102 не перекрывает ни в вертикальном, ни в поперечном направлении, на вертикальную длину верхних боковых областей 136bе и 136re, меньше, чем значение, полученное при делении общей длины линейных прорезей 150 в нижних боковых областях 134bе и 134re, которые абсорбирующая основная часть 102 вертикально перекрывает в передней и задней внешних деталях 104, 106, но не перекрывает поперечно, на вертикальную длину Н2 нижних боковых областей 134bе и 134re.
[0101]
Расположение прорезей на фиг. 11 такое же, как и расположение прорезей на фиг. 6, но прорези 150 каждая имеют Х-образную форму. Кроме того, расположение прорезей на фиг. 12 такое же, как и расположение прорезей на фиг. 6, но прорези 150 каждая имеют U-образную форму.
[0102]
Функционирование и эффекты расположений прорезей 150, изображенных на фиг. 11 и 12, такое же, как и расположений прорезей 150, показанных на фиг. 6.
[0103]
Вышеприведенное описание лишь представляет раскрытие конкретных вариантов осуществления изобретения и никоим образом не ограничивает изобретение вариантами осуществления, описанными выше. Как таковое, изобретение не ограничивается только вариантами осуществления, описанными выше. Напротив, необходимо понимать, что специалист в области техники может понять альтернативные варианты осуществления, попадающие в объем изобретения.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0104]
100: абсорбирующее изделие,
102: абсорбирующая основная часть,
104: передняя внешняя деталь,
106: задняя внешняя деталь,
108: абсорбирующая сердцевина,
110: верхняя поверхностная листовая деталь,
112: нижняя поверхностная листовая деталь,
114, 116: эластичная деталь,
118: лист, не поддающийся контактному взаимодействию с кожей пользователя,
120: лист, поддающийся контактному взаимодействию с кожей пользователя,
132bе, 132re: внутренняя перекрывающая область,
134bе, 134re: нижняя боковая область,
136be, 136re: верхняя боковая область,
138bе, 138re: внутренняя верхняя область,
140: эластичная деталь (эластичная нить),
150: прорезь.
Подгузник одноразового использования
Абсорбирующий продукт
Предмет одежды
Впитывающее тело для впитывающего изделия
Изделие, пригодное для ношения
Одноразовый подгузник
Способ стыковки материала и устройство подачи материала
Изделие, пригодное для ношения
Способ изготовления поглощающего продукта
Абсорбирующее изделие

