Результат интеллектуальной деятельности: СВАРНОЕ СОЕДИНЕНИЕ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к сварному соединению, и более конкретно к сварному соединению, имеющему хорошую стойкость к металлическому пылеобразованию (metal dusting).
УРОВЕНЬ ТЕХНИКИ
[0002] Ожидается, что потребность в экологически чистом топливе, таком как водород, метанол, жидкие топлива (или синтетические жидкие топлива (GTL)), или диметиловый эфир (DME), значительно вырастет. Риформинговое оборудование, которое необходимо для производства таких синтетических газов, предпочтительно является крупномасштабным с высокой тепловой эффективностью, что является подходящим для массового производства. Кроме того, риформинговое оборудование, например используемое для обычной переработки нефти или на нефтехимических заводах, или оборудование для производства аммиака или водорода, использующее в качестве сырья, например, нефть, все более и более использует теплообмен для сбора отработанного тепла с тем, чтобы увеличить энергетическую эффективность.
[0003] Для того, чтобы эффективно использовать такое тепло в высокотемпературных газах, важным становится теплообмен в диапазоне температур от 400°C до 800°C, который является более низким, чем обычно. Коррозия, сопутствующая науглероживанию металлических материалов на основе сплава железа с высоким содержанием хрома и высоким содержанием никеля, используемых в трубчатых реакторах или теплообменниках в данном диапазоне температур, привлекает внимание в качестве проблемы.
[0004] Синтетические газы, производимые с помощью такого реакторного оборудования, то есть газы, содержащие H2, CO, CO2, H2O и углеводород, такой как метан, обычно контактируют с металлическим материалом трубчатого реактора и т.п. при температуре 1000°C или выше. В этом диапазоне температур такие элементы, как Cr или Si, которые имеют более сильные тенденции к окислению, чем например Fe или Ni, селективно окисляются на поверхности металлического материала таким образом, что формируется тонкая пленка оксида хрома, оксида кремния и т.п., предотвращая тем самым коррозию. Однако в элементах, работающих при относительно низких температурах, таких как теплообменные элементы, диффузия элементов из внутренних областей металлического материала к поверхности является недостаточной, так что формирование оксидных пленок с предотвращающим коррозию эффектом задерживается. Кроме того, поскольку газы с составом, включающим углеводород, становятся науглероживающими, углерод входит в металлический материал через его поверхность, вызывая науглероживание.
[0005] Когда науглероживание прогрессирует, например, в трубе печи разложения этилена, и формируется, например, науглероженная фаза, состоящая из карбидов Cr или Fe, эта часть увеличивается в объеме. В результате могут легко развиться тонкие трещины, и в худшем варианте развития событий труба разрушится при использовании. Кроме того, когда металлическая поверхность подвергается воздействию, отложение углерода (или закупоривание) происходит на поверхности, причем металл действует как катализатор, уменьшая площадь прохода потока в трубе или уменьшая свойства теплопередачи.
[0006] Кроме того, трубы нагревательной печи в печи каталитического крекинга, которые увеличивают октановое число лигроина, производимого путем перегонки нефти, могут испытывать сильное воздействие науглероживающей среды, состоящей из углеводорода и водорода, вызывающей науглероживание или металлическое пылеобразование.
[0007] Если такое растрескивание, износ или забивка трубы распространяются, это может вызвать дефект и т.п. в оборудовании и нарушить его работу. Принимая это во внимание, при выборе материалов для элементов оборудования необходимо учитывать множество параметров.
[0008] Для предотвращения коррозии, вызываемой таким науглероживанием, или металлического пылеобразования, были разработаны различные меры.
[0009] Традиционно для таких элементов оборудования использовались сплавы железа с высоким содержанием хрома и высоким содержанием никеля. Например, JP 2001-107196 A раскрывают сварное соединение, для которого определяется химический состав, и соотношение между содержанием Si, Cu или S и содержанием Nb, Ta, Ti и Zr, а также соотношение между содержаниями Ni, Co и Cu, ограничиваются определенными диапазонами. Сварное соединение в соответствии с этим документом имеет хорошую коррозионную стойкость и устойчивость к трещинам в сварном шве в среде серной кислоты. Однако это сварное соединение имеет низкое содержание кремния, что затрудняет его использование в такой окружающей среде, где может произойти металлическое пылеобразование.
[0010] JP 2002-235136 A раскрывает сварное соединение, выполенное из жаропрочного сплава на основе Ni, и предлагает активно включать Al и определяет зависимость между величиной зернограничного плавления и удерживающей силой на границах зерна. Сварное соединение в соответствии с этим документом имеет хорошую стойкость к науглероживанию и высокотемпературную прочность. Однако в этом сварном соединении увеличение содержания Si для того, чтобы гарантировать стойкость к металлическому пылеобразованию, может вызвать развитие трещин при отверждении во время сварки, затрудняя одновременное обеспечение стойкости к металлическому пылеобразованию и сопротивления растрескиванию при отверждении во время сварки.
[0011] WO 2009/107585 предлагает металлический материал с увеличенным содержанием углерода в стали, содержащей Si и Cu, для того, чтобы уменьшить чувствительность к растрескиванию в зоне теплового воздействия (именуемой в дальнейшем HAZ) во время сварки. Однако высокое содержание углерода увеличивает чувствительность к растрескиванию при отверждении во время сварки, а также уменьшает пластичность при ползучести.
[0012] JP 2007-186727 A и JP 2007-186728 A предлагают включать один или более элементов из P, S, Sb и Bi в подходящих количествах для того, чтобы уменьшить диссоциативную абсорбцию газов (то есть поверхностную реакцию газ/металл). Эти элементы сегрегируются на поверхности металла, что позволяет значительно уменьшить науглероживание и коррозию из-за металлического пылеобразования, даже когда они не добавляются в избыточном количестве. Однако эти элементы сегрегируются не только на поверхности металла, но также и вдоль границ кристаллических зерен металла, что оставляет проблемы горячей обрабатываемости и свариваемости.
[0013] WO 2012/524983 A предлагает металлический материал, в котором содержание углерода в стали, содержащей Si и Cu, ограничивается для того, чтобы уменьшить чувствительность к растрескиванию при отверждении, и содержание титана и алюминия ограничивается для того, чтобы уменьшить чувствительность к растрескиванию в зоне теплового воздействия. Однако этот документ не раскрывает сварочные материалы, требуемые для сварки металлических материалов в структуру.
[0014] JP 2006-45597 A предлагает сварочный материал и использующее его сварное соединение, в котором подходящее количество титана добавляется для того, чтобы уменьшить отрицательные эффекты кремния.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0015] Исследования, проведенные авторами настоящего изобретения, показали, что даже если обеспечивается некоторая устойчивость основного материала и сварочного материала к металлическому пылеобразованию, при изготовлении сварного соединения определенная стойкость к металлическому пылеобразованию не может быть обеспечена в сварочном металле при некоторых режимах сварки.
[0016] Задачей настоящего изобретения является предложить сварное соединение, имеющее хорошую стойкость к металлическому пылеобразованию.
[0017] Сварное соединение в соответствии с настоящим изобретением является сварным соединением, получаемым путем сварки с использованием сварочного материала, имеющего химический состав, включающий в себя Cr: от 15,0 мас.% до 35,0 мас.%; и Ni: от 40,0 мас.% до 70,0 мас.%, включая: основной материал, имеющий химический состав, включающий в себя C: от 0,03 мас.% до 0,075 мас.%; Si: от 0,6 мас.% до 2,0 мас.%; Mn: от 0,05 мас.% до 2,5 мас.%; P: до 0,04 мас.%; С: до 0,015 мас.%; Cr: больше чем 16,0 мас.% и меньше чем 23,0 мас.%; Ni: не меньше чем 20,0 мас.% и меньше чем 30,0 мас.%; Cu: от 0,5 мас.% до 10,0 мас.%; Mo: меньше чем 1 мас.%; Al: до 0,15 мас.%; N: от 0,005 мас.% до 0,20 мас.%; O: до 0,02 мас.%; Ca: от 0 мас.% до 0,1 мас.%; REM: от 0 мас.% до 0,15 мас.%; V: не меньше чем 0 мас.% и меньше чем 0,5 мас.%; и Nb: от 0 мас.% до 2 мас.%, с остатком, состоящим из железа и примесей; и металл первого слоя шва, имеющий химический состав, включающий в себя содержание железа в пределах от 10 мас.% до 40 мас.%.
[0018] Настоящее изобретение предлагает сварное соединение, имеющее хорошую стойкость к металлическому пылеобразованию.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
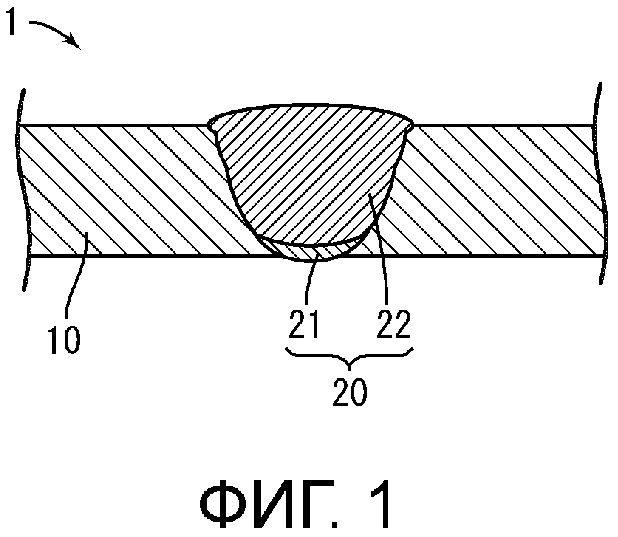
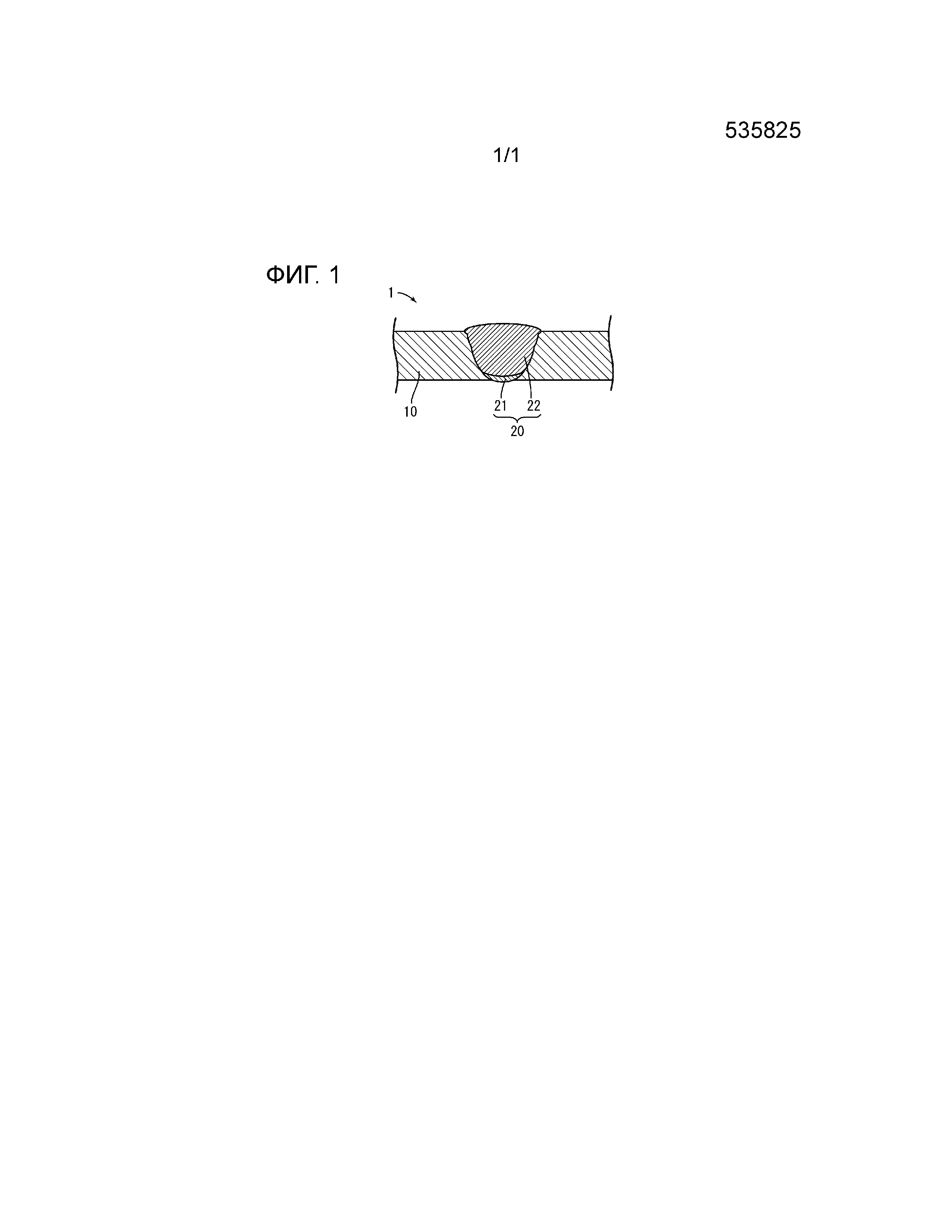
[0019] [Фиг. 1] Фиг. 1 представляет собой схематическое поперечное сечение сварного соединения.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0020] Авторы настоящего изобретения попытались установить, как можно улучшить стойкость к металлическому пылеобразованию сварного соединения.
[0021] Стойкость к металлическому пылеобразованию материала улучшается, если этот материал содержит такие элементы, как Si, Cu и P. Однако эти элементы значительно увеличивают чувствительность материала к растрескиванию при отверждении во время сварки. Трещины при отверждении во время сварки образуются, когда на стадии, близкой к концу процесса отверждения при сварке, в которой жидкая фаза в форме пленки присутствует главным образом вдоль границ кристаллического зерна, деформация, прикладываемая за счет сжатия при затвердевании или термического сжатия, превышает деформируемость сварочного металла. Чувствительность к растрескиванию при отверждении во время сварки может быть уменьшена путем улучшения деформируемости сварочного металла. Однако это требует изменений компонентов основного материала, что находится в противоречии с целью обеспечения стойкости к металлическому пылеобразованию. Принимая это во внимание, авторы настоящего изобретения попытались узнать, как можно гарантировать стойкость к металлическому пылеобразованию и сопротивление растрескиванию при отверждении во время сварки, не меняя компоненты основного материала.
[0022] Как было обсуждено выше, даже когда обеспечивается некоторая стойкость основного материала и сварочного материала к металлическому пылеобразованию, при изготовлении сварного соединения определенная стойкость к металлическому пылеобразованию сварочного металла не может быть обеспечена при некоторых режимах сварки. Хотя детали этого механизма неясны, было найдено, что в той области, где содержание железа и содержание никеля в сварочном металле являются плохо сбалансированными, отвержденная микроструктура может облегчать металлическое пылеобразование. На первый слой металла шва может легко оказывать влияние степень разбавления относительно основного материала, так что содержание железа и содержание никеля легко могут стать несбалансированными. Таким образом, если первый слой является поверхностью, контактирующей с газами, то может легко произойти металлическое пылеобразование.
[0023] Для того, чтобы обеспечить сварное соединение, имеющее стойкость к металлическому пылеобразованию, по существу равную стойкости основного материала к металлическому пылеобразованию, содержание железа в металле сварного шва должно быть ограничено. Более конкретно, если настройки делаются таким образом, что содержание железа в металле первого слоя шва составляет 40 мас.% или ниже, может быть обеспечено сварное соединение, имеющее стойкость к металлическому пылеобразованию, по существу равную стойкости основного материала к металлическому пылеобразованию. С другой стороны, если содержание железа в металле первого слоя шва является слишком низким, может легко произойти металлическое пылеобразование. Принимая это во внимание, настройки должны быть сделаны таким образом, чтобы содержание железа в металле первого слоя составляло 10 мас.% или выше.
[0024] Сварное соединение по настоящему изобретению было изготовлено на основе на вышеописанных эффектов. Сварное соединение в соответствии с одним вариантом осуществления настоящего изобретения будет подробно описано ниже. В нижеприведенном описании проценты в содержаниях элементов означают массовые проценты.
[0025] Сварное соединение в соответствии с настоящим изобретением получается путем сварки основного материала со сварочным материалом, имеющим химический состав, включающий в себя Cr: от 15,0 мас.% до 35,0 мас.%; и Ni: от 40,0 мас.% до 70,0 мас.%. Сварное соединение может быть, например, стальными трубами или стальными листами, у которых их смежные концы/края сварены вместе. Сварное соединение включает в себя основной материал и сварочный металл. Сварочный металл формируется частью основного материала и сварочным материалом, плавящимися вместе друг с другом и затвердевающими. Металл первого слоя шва имеет химический состав с содержанием железа в пределах от 10 мас.% до 40 мас.%.
[0026] [Химический состав основного материала]
Основной материал имеет химический состав, описанный ниже.
[0027] C: от 0,03 мас.% до 0,075 мас.%
Углерод (C) связывается, например, с хромом с образованием карбида, увеличивая тем самым прочность основного материала. С другой стороны, если содержится чрезмерное количество углерода, пластичность при ползучести при высоких температурах уменьшается. С учетом этого содержание углерода в основном материале должно находиться в диапазоне от 0,03 мас.% до 0,075 мас.%. Предпочтительный нижний предел содержания углерода в сварочном материале составляет 0,035 мас.%, и более предпочтительный нижний предел составляет 0,04 мас.%. Предпочтительный верхний предел содержания углерода в основном материале составляет 0,07 мас.%.
[0028] Si: от 0,6 мас.% до 2,0 мас.%
Кремний (Si) имеет сильное сродство к кислороду и формирует окисленную окалину на основе кремния под защитным слоем окисленной окалины, например, Cr2O3, блокируя тем самым науглероживающие газы. С другой стороны, если содержится чрезмерное количество кремния, горячая обрабатываемость и свариваемость стали значительно ухудшаются. С учетом этого содержание кремния в основном материале должно находиться в диапазоне от 0,6 мас.% до 2,0 мас.%. Предпочтительный нижний предел содержания кремния в основном материале составляет 0,8 мас.%. Предпочтительный верхний предел содержания кремния в основном материале составляет 1,5 мас.%.
[0029] Mn: от 0,05 мас.% до 2,5 мас.%
Марганец (Mn) раскисляет сталь. Mn также стабилизирует аустенитную фазу. Mn дополнительно улучшает обрабатываемость и свариваемость стали. С другой стороны, если содержится чрезмерное количество марганца, защитная способность слоя окисленной окалины блокировать науглероживающие газы ослабляется. С учетом этого содержание марганца в основном материале должно находиться в диапазоне от 0,05 мас.% до 2,5 мас.%. Предпочтительный нижний предел содержания марганца в основном материале составляет 0,1 мас.%. Предпочтительный верхний предел содержания марганца в основном материале составляет 2,0 мас.%.
[0030] P: до 0,04 мас.%
Фосфор (P) является примесью, попадающей в сталь из сырья и т.п. во время плавки. Фосфор ухудшает горячую обрабатываемость и свариваемость стали. Принимая это во внимание, содержание фосфора в основном материале должно составлять до 0,04 мас.%. Предпочтительно уменьшать содержание фосфора в основном материале до минимально возможного уровня. Предпочтительный верхний предел содержания фосфора в основном материале составляет 0,03 мас.%, и более предпочтительный верхний предел составляет 0,025 мас.%.
[0031] S: до 0,015 мас.%
Сера (S) является примесью, попадающей в сталь из сырья и т.п. во время плавки. Сера ухудшает горячую обрабатываемость и свариваемость стали. Этот эффект имеет особенное значение в стали с высоким содержанием Si или Cu. Принимая это во внимание, содержание серы в основном материале должно составлять до 0,015 мас.%. Предпочтительно уменьшать содержание серы в основном материале до минимально возможного уровня. Предпочтительный верхний предел содержания серы в основном материале составляет 0,005 мас.%, и более предпочтительный верхний предел составляет 0,002 мас.%.
[0032] Cr: больше чем 16,0 мас.% и меньше чем 23,0 мас.%
Хром (Cr) формирует защитный слой окисленной окалины, например Cr2O3, и блокирует науглероживающие газы. Таким образом, Cr придает стали стойкость к науглероживанию, стойкость к металлическому пылеобразованию и стойкость к забиванию. С другой стороны, Cr связывается с C, образуя карбиды, уменьшая тем самым пластичность при ползучести. Кроме того, Cr уменьшает предел ползучести аустенитной фазы. Этот эффект является особенно значительным в стали с высоким содержанием Si и Cu. Принимая это во внимание, содержание хрома в основном материале должно составлять больше чем 16,0 мас.% и меньше чем 23,0 мас.%. Предпочтительный нижний предел содержания хрома в основном материале составляет 18,0 мас.%. Предпочтительный верхний предел содержания хрома в основном материале составляет меньше чем 20,0 мас.%.
[0033] Ni: не меньше чем 20,0 мас.% и меньше чем 30,0 мас.%
Никель (Ni) стабилизирует аустенитную фазу. Ni также уменьшает скорость входа C в сталь. Ni дополнительно увеличивает высокотемпературную прочность стали. С другой стороны, если должно содержаться чрезмерное количество никеля, это требует увеличенных затрат. Кроме того, если содержится чрезмерное количество никеля, это может облегчить забивание или металлическое пылеобразование. Принимая это во внимание, содержание никеля в основном материале должно составлять не меньше чем 20,0 мас.% и меньше чем 30,0 мас.%. Предпочтительный нижний предел содержания никеля в основном материале составляет 22,0 мас.%. Предпочтительный верхний предел содержания никеля в основном материале составляет 28,0 мас.%.
[0034] Cu: от 0,5 мас.% до 10,0 мас.%
Медь (Cu) предотвращает поверхностную реакцию между науглероживающей газовой атмосферой и металлом, улучшая тем самым стойкость металла к металлическому пылеобразованию. Cu также стабилизирует аустенитную фазу. С другой стороны, если содержится чрезмерное количество меди, свариваемость стали ухудшается. С учетом этого содержание меди в основном материале должно находиться в диапазоне от 0,5 мас.% до 10,0 мас.%. Предпочтительный нижний предел содержания меди в основном материале составляет 1,5 мас.%. Предпочтительный верхний предел содержания меди в основном материале составляет 6,0 мас.%.
[0035] Mo: меньше чем 1 мас.%
Молибден (Mo) является примесью. Если Mo содержится в количестве 1 мас.% или больше, это вызывает образование интерметаллического соединения, такого как σ-фаза, что ухудшает стабильность микроструктуры и горячую обрабатываемость. С учетом этого содержание молибдена в основном материале должно составлять менее 1 мас.%. С другой стороны, чрезмерное уменьшение количества молибдена требует увеличенных затрат. Предпочтительный нижний предел содержания молибдена в основном материале составляет 0,05 мас.%.
[0036] Al: меньше чем 0,15 мас.%
Алюминий (Al) раскисляет сталь. С другой стороны, если содержится чрезмерное количество алюминия, образуется большое количество нитрида, который уменьшает ударную вязкость стали. С учетом этого содержание алюминия в основном материале должно составлять меньше чем 0,15 мас.%. Чем ниже содержание алюминия, тем лучше. Однако чрезмерно низкое количество алюминия приводит к недостаточному раскислению. Кроме того, чрезмерно низкое количество алюминия увеличивает индекс чистоты стали. Кроме того, чрезмерно низкое количество алюминия требует увеличенных затрат. Предпочтительный нижний предел содержания алюминия в основном материале составляет 0,03 мас.%.
[0037] N: от 0,005 мас.% до 0,20 мас.%
Азот (N) увеличивает высокотемпературную прочность стали. N дополнительно увеличивает активность C в основном материале, улучшая тем самым стойкость к металлическому пылеобразованию основного материала. С другой стороны, если содержится чрезмерное количество азота, горячая обрабатываемость стали ухудшается. С учетом этого содержание азота в основном материале должно находиться в диапазоне от 0,005 мас.% до 0,20 мас.%. Предпочтительный нижний предел содержания азота в основном материале составляет 0,010 мас.%. Предпочтительный верхний предел содержания азота в основном материале составляет 0,15 мас.%.
[0038] O: до 0,02 мас.%
Кислород (O) является примесью. Если содержится чрезмерное количество кислорода, горячая обрабатываемость во время производства основного материала ухудшается. Кроме того, если содержится чрезмерное количество кислорода, ударная вязкость и пластичность сварочного металла уменьшаются. Принимая это во внимание, содержание кислорода в основном материале должно составлять до 0,02 мас.%. Предпочтительный верхний предел содержания кислорода в основном материале составляет 0,01 мас.%.
[0039] Остаток в химическом составе основного материала представляет собой Fe и примеси. Примесь означает элемент, происходящий из руды или лома, используемых в качестве сырья для стали, или элемент, который попадает в сталь во время производственного процесса по различным причинам.
[0040] В химическом составе основного материала в соответствии с данным вариантом осуществления некоторое количество Fe может быть замещено одним или двумя элементами, выбираемыми по меньшей мере из одной из первой и второй групп, описанных ниже.
Первая группа: Ca: до 0,1 мас.%; REM: до 0,15 мас.%
Вторая группа: V: меньше чем 0,5 мас.%; Nb: до 2 мас.%
[0041] Первая группа (Ca: до 0,1 мас.%; REM: до 0,15 мас.%)
Кальций (Ca) и редкоземельные металлы (REM) являются опциональными элементами. Таким образом, Ca и редкоземельные металлы не обязательно должны содержаться в основном материале. Как кальций, так и редкоземельные металлы улучшают горячую обрабатываемость стали. Таким образом, один или два из Ca и REM может содержаться в основном материале по мере необходимости. Если эффекты Ca и REM в основном материале являются желательными, предпочтительно, чтобы по меньшей мере один из них содержался в концентрации 0,005 мас.% или больше.
[0042] «REM» является общим названием для в общей сложности 17 элементов, то есть Sc, Y и лантаноидов, и содержание REM является полным содержанием одного или более редкоземельных элементов. Кроме того, REM обычно содержатся в миш-металле. Таким образом, например, миш-металл может быть добавлен таким образом, чтобы содержание REM находилось в вышеописанном диапазоне.
[0043] С другой стороны, если содержится чрезмерное количество Ca, свариваемость стали ухудшается. Принимая это во внимание, верхний предел содержания Ca в основном материале должен составлять 0,15 мас.%. Если содержится чрезмерное количество REM, свариваемость стали ухудшается. Принимая это во внимание, верхний предел содержания REM в основном материале должен составлять 0,15 мас.%. Может содержаться только один из Ca и REM, либо два из них могут быть скомбинированы и содержаться в основном материале. Если два из них комбинируются и содержатся в основном материале, предпочтительный верхний предел их общего содержания составляет 0,2 мас.%.
[0044] Вторая группа (V: меньше чем 0,5 мас.%; Nb: до 2 мас.%)
Ванадий (V) и ниобий (Nb) являются опциональными элементами. Таким образом, ванадий и ниобий не обязательно должны содержаться в основном материале. Ванадий и ниобий улучшают высокотемпературную прочность стали. Таким образом, один или два из ванадия и ниобия могут содержаться в основном материале по мере необходимости. Если эффекты ванадия являются желательными, предпочтительно, чтобы ванадий содержался в концентрации 0,002 мас.% или больше; если эффекты ниобия являются желательными, предпочтительно, чтобы ниобий содержался в концентрации 0,005 мас.% или больше.
[0045] С другой стороны, если содержится чрезмерное количество ванадия, свариваемость стали ухудшается. Принимая это во внимание, верхний предел содержания ванадия в основном материале должен быть меньше, чем 0,5 мас.%. Если содержится чрезмерное количество ниобия, свариваемость стали ухудшается. Принимая это во внимание, верхний предел содержания ниобия в основном материале должен составлять 2 мас.%. Может содержаться только один из ванадия и ниобия, либо два из них могут быть скомбинированы и содержаться в основном материале. Если эти два элемента комбинируются и содержатся в основном материале, предпочтительный верхний предел их общего содержания составляет 2,2 мас.%.
[0046] [Химический состав металла первого слоя шва]
Металла сварного шва сварного соединения в соответствии с настоящим вариантом осуществления включает в себя первый слой, имеющий химический состав с содержанием железа в пределах от 10 мас.% до 40 мас.%. Сегрегация при отверждении происходит в металле шва. Хотя детали ее механизма неясны, в области, где содержание железа и содержание никеля в металле шва являются плохо сбалансированными, отвержденная микроструктура может облегчать металлическое пылеобразование. На металл первог олсоя шва может легко оказывать влияние степень разбавления относительно основного материала, так что содержание железа и содержание никеля легко могут стать несбалансированными. Первый слой с содержанием железа в пределах от 10 мас.% до 40 мас.% обладает стойкостью к металлическому пылеобразованию, по существу равной стойкости к металлическому пылеобразованию основного материала.
[0047] Первый слой сварного шва (металл первого слоя шва) означает первый слой, определенный в японском промышленном стандарте JIS B 0190. Более конкретно, металл первого слоя шва означает металл сварного шва, изготовленный с помощью первого прохода сварки. Металл шва формируется основным материалом и сварочным материалом, которые плавятся и затвердевают вместе. Чем больше порядковый номер прохода, тем меньше металл шва зависит от состава основного материала (то есть меньше разбавляется основным материалом), так что компоненты сварочного материала становятся доминирующими. Принимая это во внимание, необходимо управлять диапазонами содержания компонентов только металла первого слоя шва, на который может легко повлиять разбавление основным материалом, и эффективность этого управления должна быть гарантирована.
[0048] Фиг. 1 представляет собой схематическое поперечное сечение сварного соединения 1, которое является одним примером сварного соединения. Сварное соединение 1 включает в себя основной материал 10 и металл 20 шва. В этом примере металл 20 шва включает в себя металл 21 первого слоя шва, а также второй и последующие слои 22.
[0049] Первый слой металла шва предпочтительно имеет химический состав, описанный ниже.
[0050] C: от 0,01 мас.% до 0,15 мас.%
Углерод (C) увеличивает прочность металла шва. С другой стороны, если содержится чрезмерное количество C, ударная вязкость металла шва уменьшается. Принимая это во внимание, содержание углерода в первом слое металла сварного шва должно находиться в диапазоне от 0,01 мас.% до 0,15 мас.%. Предпочтительный нижний предел содержания углерода в первом слое металла шва составляет 0,03 мас.%, и более предпочтительный нижний предел составляет 0,05 мас.%. Предпочтительный верхний предел содержания углерода в первом слое металла шва составляет 0,12 мас.%, и более предпочтительный верхний предел составляет 0,10 мас.%.
[0051] Si: от 0,01 мас.% до 4,0 мас.%
Кремний (Si) имеет сильное сродство к кислороду и формирует окисленную окалину на основе Si под защитным слоем окисленной окалины, например, Cr2O3, блокируя тем самым науглероживающие газы. С другой стороны, если содержится чрезмерное количество кремния, горячая обрабатываемость и свариваемость стали значительно ухудшаются. Принимая это во внимание, содержание кремния в первом слое металла шва должно находиться в диапазоне от 0,01 мас.% до 4,0 мас.%. Предпочтительный нижний предел содержания кремния в первом слое металла шва составляет 0,08 мас.%, и более предпочтительный нижний предел составляет 0,3 мас.%. Предпочтительный верхний предел содержания кремния в первом слое металла шва составляет 3,5 мас.%, и более предпочтительный верхний предел составляет 2,0 мас.%.
[0052] Mn: от 0,05 мас.% до 3,0 мас.%
Марганец (Mn) раскисляет сталь. Mn также стабилизирует аустенитную фазу. Mn дополнительно улучшает обрабатываемость и свариваемость стали. С другой стороны, если содержится чрезмерное количество Mn, защитная способность слоя окисленной окалины блокировать науглероживающие газы ослабляется. Принимая это во внимание, содержание марганца в первом слое металла шва должно находиться в диапазоне от 0,05 мас.% до 3,0 мас.%. Предпочтительный нижний предел содержания марганца в первом слое металла шва составляет 0,1 мас.%. Предпочтительный верхний предел содержания марганца в первом слое металла шва составляет 2,5 мас.%.
[0053] P: до 0,03 мас.%
Фосфор (P) является примесью, попадающей в сталь из сырья и т.п. во время плавки. Фосфор ухудшает горячую обрабатываемость и свариваемость стали. Фосфор дополнительно увеличивает чувствительность к растрескиванию при отверждении во время сварки в металле шва . Принимая это во внимание, содержание фосфора в первом слое металла шва должно составлять до 0,03 мас.%. Предпочтительно уменьшать содержание фосфора в первом слое металла шва до минимально возможного уровня. Предпочтительный верхний предел содержания фосфора в первом слое металла шва составляет 0,025 мас.%.
[0054] S: до 0,015 мас.%
Сера (S) является примесью, попадающей в сталь из сырья и т.п. во время плавки. Сера ухудшает горячую обрабатываемость и свариваемость стали. Принимая это во внимание, содержание серы в первом слое металла шва должно составлять до 0,015 мас.%. Предпочтительно уменьшать содержание серы в первом слое металла шва до минимально возможного уровня. Предпочтительный верхний предел содержания серы в первом слое металла шва составляет 0,005 мас.%, и более предпочтительный верхний предел составляет 0,002 мас.%.
[0055] Cr: больше чем 16,0 мас.% и меньше чем 32,0 мас.%
Хром (Cr) в высокотемпературной рабочей среде связывается с углеродом, который попадает в сварное соединение, и таким образом задерживает рост науглероженных слоев, увеличивая тем самым стойкость к металлическому пылеобразованию. С другой стороны, если содержится чрезмерное количество хрома, ударная вязкость сварочного металла уменьшается. Принимая это во внимание, содержание хрома в первом слое металла шва должно составлять больше чем 16,0 мас.% и меньше чем 32,0 мас.%. Предпочтительный нижний предел содержания хрома в первом слое металла шва составляет 18,0 мас.%. Верхний предел содержания хрома в первом слое металла шва предпочтительно составляет менее 23,0 мас.%, и более предпочтительно менее 20,0 мас.%.
[0056] Ni: не меньше чем 20,0 мас.%
Никель (Ni) увеличивает высокотемпературную прочность и стабильность микроструктуры. Ni дополнительно увеличивает коррозионную стойкость, когда он присутствует вместе с Cr. Ni также предотвращает металлическое пылеобразование. Принимая это во внимание, содержание никеля в первом слое металла шва должно составлять не менее 20,0 мас.%. Предпочтительный верхний предел содержания никеля в первом слое металла шва составляет 80 мас.%.
[0057] Cu: от 0,03 мас.% до 5,0 мас.%
Медь (Cu) предотвращает поверхностную реакцию между науглероживающей газовой атмосферой и металлом, улучшая тем самым стойкость металла к металлическому пылеобразованию. Cu также стабилизирует аустенитную фазу. С другой стороны, если содержится чрезмерное количество меди, чувствительность к растрескиванию при отверждении во время сварки увеличивается. Принимая это во внимание, содержание меди в первом слое металла шва должно находиться в диапазоне от 0,03 мас.% до 5,0 мас.%. Предпочтительный нижний предел содержания меди в первом слое металла шва составляет 0,04 мас.%. Предпочтительный верхний предел содержания меди в первом слое металла шва составляет 4,5 мас.%.
[0058] Al: до 1,0 мас.%
Алюминий (Al) раскисляет сталь. С другой стороны, если содержится чрезмерное количество алюминия, образуется большое количество нитрида, который уменьшает ударную вязкость стали. Кроме того, если содержится чрезмерное количество алюминия, технологичность сварки ухудшается. Принимая это во внимание, содержание алюминия в первом слое металла шва должно составлять до 1,0 мас.%. Чем ниже содержание алюминия, тем лучше. Однако, чрезмерно низкое количество алюминия приводит к недостаточному раскислению. Кроме того, чрезмерно низкое количество алюминия увеличивает индекс чистоты стали. Кроме того, чрезмерно низкое количество алюминия требует увеличенных затрат. Таким образом, предпочтительный нижний предел содержания алюминия в первом слое металла шва составляет 0,003 мас.%.
[0059] N: от 0,005 мас.% до 0,20 мас.%
Азот (N) увеличивает высокотемпературную прочность стали. N дополнительно увеличивает активность C в металле шва, улучшая тем самым стойкость сварочного металла к металлическому пылеобразованию. С другой стороны, если содержится чрезмерное количество азота, пластичность сварочного металла уменьшается. Принимая это во внимание, содержание азота в первом слое металла шва должно находиться в диапазоне от 0,005 мас.% до 0,20 мас.%. Предпочтительный нижний предел содержания азота в первом слое металла шва составляет 0,010 мас.%. Предпочтительный верхний предел содержания азота в первом слое металла шва составляет 0,15 мас.%.
[0060] O: до 0,02 мас.%
Кислород (O) является примесью. Если содержится чрезмерное количество кислорода, ударная вязкость и пластичность сварочного металла уменьшаются. Принимая это во внимание, содержание кислорода в первом слое металла шва должно составлять до 0,02 мас.%. Предпочтительный верхний предел содержания кислорода в первом слое металла шва составляет 0,01 мас.%.
[0061] Ti: от 0 мас.% до 0,5 мас.%
Титан (Ti) является дополнительным элементом. Таким образом, Ti не обязан содержаться в первом слое металла шва . Ti связывается с никелем и осаждается внутри зерен в форме мелких частиц интерметаллического соединения, и является эффективным для обеспечения конкретного предела ползучести при высоких температурах. Таким образом, Ti может содержаться по мере необходимости. Когда Ti должен содержаться, предпочтительный нижний предел его содержания составляет 0,005 мас.%. Однако если содержание титана является высоким, в частности выше 0,5 мас.%, то во время использования при высоких температурах частицы фазы интерметаллического соединения быстро становятся более грубыми, что чрезмерно уменьшает предел ползучести и ударную вязкость и уменьшает чистоту сварочного металла во время сварки, ухудшая свариваемость. Принимая это во внимание, верхний предел содержания титана в первом слое металла шва должен составлять 0,5 мас.%.
[0062] Mo: от 0 мас.% до 8 мас.%
Молибден (Mo) является дополнительным элементом. Таким образом, Mo не обязан содержаться в первом слое металла шва. Mo растворяется в матрице и способствует увеличению предела ползучести при высоких температурах. Таким образом, Mo может содержаться по мере необходимости. Когда Mo должен содержаться, предпочтительный нижний предел его содержания составляет 0,05 мас.%. Однако если содержание молибдена является высоким, в частности выше 8 мас.%, то стабильность аустенита уменьшается, что уменьшает предел ползучести. Принимая это во внимание, верхний предел содержания молибдена в первом слое металла шва должен составлять 8 мас.%.
[0063] Nb: от 0 мас.% до 3 мас.%
Ниобий (Nb) является дополнительным элементом. Таким образом, Nb не обязан содержаться в первом слое металла шва . Nb растворяется в матрице или осаждается в форме карбонитрида, способствуя тем самым улучшению предела ползучести при высоких температурах. Таким образом, Nb может содержаться по мере необходимости. Когда Nb должен содержаться, предпочтительный нижний предел его содержания составляет 0,05 мас.%. Однако если содержание ниобия является высоким, в частности выше 3 мас.%, то осаждается большое количество карбонитрида, что уменьшает пластичность стали. Принимая это во внимание, верхний предел содержания ниобия в первом слое металла шва должен составлять 3 мас.%.
[0064] Co: от 0 мас.% до 15 мас.%
Кобальт (Co) является дополнительным элементом. Таким образом, Co не обязан содержаться в первом слое металла шва. Co стабилизирует аустенитную фазу и увеличивает предел ползучести. Таким образом, Co может содержаться по мере необходимости. Если Co должен содержаться в первом слое сварочного металла, предпочтительный нижний предел его содержания составляет 0,01 мас.%. С другой стороны, если должно содержаться чрезмерное количество кобальта, это требует увеличенных затрат. Принимая это во внимание, верхний предел содержания кобальта в первом слое металла шва должен составлять 15,0 мас.%. Предпочтительный верхний предел содержания кобальта в первом слое металла шва составляет 14,5 мас.%.
[0065] Остаток в химическом составе первого слоя металла шва представляет собой Fe и примеси. Однако, как было обсуждено выше, первый слой металла шва имеет содержание железа в пределах от 10 мас.% до 40 мас.%.
[0066] [Химический состав сварочного материала]
Как было обсуждено выше, сварное соединение в соответствии с настоящим изобретением получается путем сварки с использованием сварочного (присадочного) материала, имеющего химический состав, включающий в себя Cr: от 15,0 мас.% до 35,0 мас.%; и Ni: от 40,0 мас.% до 70,0 мас.%. Сварочный материал, вместе с частью основного материала, формирует металл сварного шва.
[0067] Cr: от 15,0 мас.% до 35,0 мас.%
Хром (Cr) формирует защитный слой окисленной окалины, например Cr2O3, и блокирует науглероживающие газы. Таким образом, Cr придает стали стойкость к науглероживанию, стойкость к металлическому пылеобразованию и стойкость к забиванию. С другой стороны, Cr связывается с C, образуя карбиды, уменьшая тем самым предел ползучести. Этот эффект является особенно значительным в стали с высоким содержанием Si и Cu. содержание хрома в сварочном материале должно находиться в диапазоне от 15,0 мас.% до 35,0 мас.%. Предпочтительный нижний предел содержания хрома в сварочном материале составляет 16,0 мас.%. Предпочтительный верхний предел содержания хрома в сварочном материале составляет 33,0 мас.%, более предпочтительный верхний предел составляет 30,0 мас.%, и еще более предпочтительный верхний предел составляет 28,0 мас.%.
[0068] Ni: от 40,0 мас.% до 70,0 мас.%
Никель (Ni) стабилизирует аустенитную фазу. Ni также уменьшает скорость входа углерода в сталь. Ni дополнительно увеличивает высокотемпературную прочность стали. Для того, чтобы заставить Ni, содержащийся в сварочном материале, проявлять эти эффекты, Ni должен содержаться в концентрации 40 мас.% или больше. С другой стороны, когда чрезмерное количество никеля содержится в стали, сталь насыщается с точки зрения эффектов никеля. С учетом этого содержание никеля в сварочном материале должно находиться в диапазоне от 40,0 мас.% до 70,0 мас.%. Предпочтительный нижний предел содержания никеля в сварочном материале составляет 45,0 мас.%.
[0069] В дополнение к Cr и Ni сварочный материал предпочтительно имеет химический состав, описанный ниже.
[0070] C: от 0,01 мас.% до 0,15 мас.%
Углерод (C) увеличивает прочность металла шва. С другой стороны, если содержится чрезмерное количество углерода, чувствительность к растрескиванию при отверждении во время сварки увеличивается. С учетом этого содержание углерода в сварочном материале должно находиться в диапазоне от 0,01 мас.% до 0, 15 мас.%. Предпочтительный нижний предел содержания углерода в сварочном материале составляет 0,03 мас.%, и более предпочтительный нижний предел составляет 0,05 мас.%. Предпочтительный верхний предел содержания углерода в сварочном материале составляет 0,12 мас.%, и более предпочтительный верхний предел составляет 0,10 мас.%.
[0071] Si: до 4,0 мас.%
Кремний (Si) ухудшает горячую обрабатываемость и свариваемость. Принимая это во внимание, содержание кремния в сварочном материале должно составлять до 4,0 мас.%. Предпочтительный верхний предел содержания кремния в сварочном материале составляет 3,5 мас.%, более предпочтительный верхний предел составляет 2,0 мас.%, и еще более предпочтительный верхний предел составляет 1,5 мас.%. Если в сварном соединении требуется высокая коррозионная стойкость, нижний предел содержания кремния в сварочном материале предпочтительно составляет 0,5 мас.%.
[0072] Mn: от 0,01 мас.% до 3,5 мас.%
Марганец (Mn) раскисляет сталь. Mn также стабилизирует аустенитную фазу. Mn дополнительно улучшает обрабатываемость и свариваемость стали. С другой стороны, если содержится чрезмерное количество марганца, горячая обрабатываемость во время производства сварочного материала ухудшается. С учетом этого содержание марганца в сварочном материале должно находиться в диапазоне от 0,05 мас.% до 3,5 мас.%. Предпочтительный нижний предел содержания марганца в сварочном материале составляет 0,05 мас.%, и более предпочтительный нижний предел составляет 0,10 мас.%. Предпочтительный верхний предел содержания марганца в сварочном материале составляет 3,0 мас.%.
[0073] P: до 0,03 мас.%
Фосфор (P) является примесью, попадающей в сталь из сырья и т.п. во время плавки. Фосфор ухудшает горячую обрабатываемость и свариваемость стали. Фосфор дополнительно увеличивает чувствительность к растрескиванию при отверждении во время сварки в сварочном металле. Принимая это во внимание, содержание фосфора в сварочном материале должно составлять до 0,03 мас.%. Предпочтительно уменьшать содержание фосфора в сварочном материале до минимально возможного уровня. Предпочтительный верхний предел содержания фосфора в сварочном материале составляет 0,025 мас.%.
[0074] S: до 0,015 мас.%
Сера (S) является примесью, попадающей в сталь из сырья и т.п. во время плавки. Сера ухудшает горячую обрабатываемость и свариваемость стали. Принимая это во внимание, содержание серы в сварочном материале должно составлять до 0,015 мас.%. Предпочтительно уменьшать содержание серы в сварочном материале до минимально возможного уровня. Предпочтительный верхний предел содержания серы в сварочном материале составляет 0,005 мас.%, и более предпочтительный верхний предел составляет 0,002 мас.%.
[0075] Cu: от 0,01 мас.% до 4,0 мас.%
Медь (Cu) предотвращает поверхностную реакцию между науглероживающей газовой атмосферой и металлом, улучшая тем самым стойкость металла к металлическому пылеобразованию. Cu также стабилизирует аустенитную фазу. С другой стороны, если содержится чрезмерное количество меди, чувствительность к растрескиванию при отверждении во время сварки увеличивается. С учетом этого содержание меди в сварочном материале должно находиться в диапазоне от 0,01 мас.% до 4,0 мас.%. Предпочтительный нижний предел содержания меди в сварочном материале составляет 0,03 мас.%. Предпочтительный верхний предел содержания меди в сварочном материале составляет 3,5 мас.%.
[0076] Al: от 0 мас.% до 1,5 мас.%
Алюминий (Al) является дополнительным элементом. Таким образом, Al не обязан содержаться в сварочном материале. Al раскисляет сталь. С другой стороны, если содержится чрезмерное количество алюминия, образуется большое количество нитрида, который уменьшает ударную вязкость стали. Кроме того, если содержится чрезмерное количество алюминия, технологичность сварки ухудшается. Принимая это во внимание, содержание алюминия в сварочном материале должно составлять до 1,5 мас.%, и предпочтительно до 1,0 мас.%. Однако, чрезмерно низкое количество алюминия приводит к недостаточному раскислению. Кроме того, чрезмерно низкое количество алюминия увеличивает индекс чистоты стали. Кроме того, чрезмерно низкое количество алюминия требует увеличенных затрат. Предпочтительный нижний предел содержания алюминия в сварочном материале составляет 0,003 мас.%. Если в сварном соединении необходима высокая прочность при высоких температурах, предпочтительно, чтобы нижний предел содержания алюминия в сварочном материале составлял 0,15 мас.%.
[0077] N: от 0,005 мас.% до 0,1 мас.%
Азот (N) увеличивает высокотемпературную прочность стали. N дополнительно увеличивает активность C в сварочном материале, улучшая тем самым стойкость сварочного материала к металлическому пылеобразованию. С другой стороны, если содержится чрезмерное количество азота, горячая обрабатываемость во время производства сварочного материала ухудшается. С учетом этого содержание азота в сварочном материале должно находиться в диапазоне от 0,005 мас.% до 0,1 мас.%. Предпочтительный нижний предел содержания азота в сварочном материале составляет 0,010 мас.%. Предпочтительный верхний предел содержания азота в сварочном материале составляет 0,05 мас.%.
[0078] O: до 0,03 мас.%
Кислород (O) является примесью. Если содержится чрезмерное количество кислорода, горячая обрабатываемость во время производства сварочного материала ухудшается. Кроме того, ударная вязкость и пластичность сварочного металла уменьшаются. Принимая это во внимание, содержание кислорода в сварочном материале должно составлять до 0,03 мас.%. Предпочтительный верхний предел содержания кислорода в сварочном материале составляет 0,02 мас.%.
[0079] Ti: от 0 мас.% до 1,0 мас.%
Титан (Ti) является дополнительным элементом. Таким образом, Ti не обязан содержаться в сварочном материале. Ti связывается с никелем и осаждается внутри зерен в форме мелких частиц интерметаллического соединения, и является эффективным для обеспечения конкретного предела ползучести при высоких температурах. Таким образом, Ti может содержаться по мере необходимости. Когда Ti должен содержаться, предпочтительный нижний предел его содержания составляет 0,15 мас.%. Однако если содержание титана является высоким, в частности выше 1,0 мас.%, тогда во время использования при высоких температурах частицы фазы интерметаллического соединения быстро становятся более грубыми, что чрезмерно уменьшает предел ползучести и ударную вязкость и во время производства сплава уменьшает чистоту, ухудшая технологичность производства. Принимая это во внимание, верхний предел содержания титана в сварочном материале должен составлять 1,0 мас.%.
[0080] Mo: от 0 мас.% до 15 мас.%
Молибден (Mo) является дополнительным элементом. Таким образом, Mo не обязан содержаться в сварочном материале. Mo растворяется в матрице и способствует увеличению предела ползучести при высоких температурах. Таким образом, Mo может содержаться по мере необходимости. Если Mo должен содержаться, предпочтительный нижний предел его содержания составляет 0,01 мас.%, и более предпочтительный нижний предел составляет 7 мас.%. Однако если содержание молибдена является высоким, в частности выше 15 мас.%, то стабильность аустенита уменьшается, что уменьшает предел ползучести. Принимая это во внимание, верхний предел содержания молибдена в сварочном материале должен составлять 15 мас.%.
[0081] Nb: от 0 мас.% до 5 мас.%
Ниобий (Nb) является дополнительным элементом. Таким образом, Nb не обязан содержаться в сварочном материале. Nb растворяется в матрице или осаждается в форме карбонитрида, способствуя тем самым улучшению предела ползучести при высоких температурах. Таким образом, Nb может содержаться по мере необходимости. Когда Nb должен содержаться, предпочтительный нижний предел его содержания составляет 0,005 мас.%. Однако, если содержание ниобия является высоким, в частности выше 5 мас.%, то осаждается большое количество карбонитрида, что уменьшает пластичность стали. Принимая это во внимание, верхний предел содержания ниобия в сварочном материале должен составлять 5 мас.%.
[0082] Co: от 0 мас.% до 15 мас.%
Кобальт (Co) является дополнительным элементом. Таким образом, Co не обязан содержаться в сварочном материале. Co стабилизирует аустенитную фазу и увеличивает предел ползучести. Таким образом, Co может содержаться по мере необходимости. Если Co должен содержаться в сварочном материале, предпочтительный нижний предел его содержания составляет 0,01 мас.%. С другой стороны, если должно содержаться чрезмерное количество кобальта, это требует увеличенных затрат. Принимая это во внимание, верхний предел содержания кобальта в сварочном материале составляет 15,0 мас.%. Предпочтительный верхний предел содержания кобальта в сварочном материале составляет 14,5 мас.%.
[0083] В частности, если должна быть обеспечена высокотемпературная прочность, предпочтительно, чтобы химический состав сварочного материала включал Al: от 0,15 мас.% до 1,5 мас.%; Ti: от 0,15 мас.% до 1,0 мас.%; и Mo: от 7 мас.% до 15 мас.%, и дополнительно включал по меньшей мере один элемент из Nb: от 0,1 мас.% до 5 мас.% и Co: от 0,1 мас.% до 15 мас.%.
[0084] Кроме того, если в частности должна быть обеспечена коррозионная стойкость, предпочтительно, чтобы химический состав сварочного материала включал Si: от 0,5 мас.% до 4,0 мас.%.
[0085] [Способ производства]
Сначала будет описан примерный способ производства основного материала. Выплавляется сталь, имеющая химический состав для основного материала, описанный выше. Плавка может быть выполнена с помощью электропечи, обезуглероживающей печи с нижней продувкой смесью Ar-O2 (печью AOD), или вакуумной обезуглероживающей печи (печи VOD). Выплавленная сталь используется для того, чтобы произвести слиток металла с помощью процесса изготовления слитка металла. Альтернативно выплавленная сталь может использоваться для того, чтобы произвести сляб с помощью непрерывной разливки.
[0086] Слиток или сляб используются для того, чтобы произвести основной материал. Основной материал может быть, например, стальным листом или стальной трубой. Стальной лист может быть произведен путем подвергания слитка или сляба горячей обработке, такой как, например, горячая ковка или горячая прокатка. Стальная труба может быть произведена, например, путем подвергания слитка или сляба горячей обработке для производства круглой заготовки и подвергания этой круглой заготовки горячей обработке, такой как прошивная прокатка, горячее экструдирование или горячая ковка. Альтернативно стальная труба может быть произведена путем сгибания стального листа для формирования открытой трубы и сварки тех краев открытой трубы, которые проходят в продольном направлении.
[0087] Известная термическая обработка выполняется на основном материале по мере необходимости.
[0088] Далее будет описан один примерный способ производства сварочного материала. Выплавляется сталь, имеющая химический состав для сварочного материала, описанный выше. Выплавленная сталь отливается в слиток. Этот слиток подвергается горячей обработке для того, чтобы произвести сварочный материал. Сварочный материал может иметь форму стержня или блока.
[0089] Известная термическая обработка выполняется на сварочном материале по мере необходимости.
[0090] Описанный выше сварочный материал используется для сварки описанного выше основного материала. Это обеспечивает сварное соединение. Способ сварки может быть, например, газовольфрамовой сваркой (TIG), сваркой металлическим электродом в среде инертного газа (MIG), дуговой сваркой плавящимся электродом (MAG) или погружной сваркой. Во время сварки часть основного материала и сварочного материала сплавляются вместе и затвердевают, образуя металл сварного шва.
[0091] В это время степень разбавления относительно основного материала регулируется таким образом, чтобы содержание железа в металле первого слоя шва находилось в диапазоне от 10 мас.% до 40 мас.%. Более конкретно, подвод тепла во время сварки первого слоя и скорость, с которой подается сварочный материал, регулируются в зависимости от химического состава основного материала и химического состава сварочного материала. По мере того, как подвод тепла во время сварки первого слоя увеличивается, степень разбавления относительно основного материала увеличивается, и содержание железа в первом слое металла шва увеличивается. По мере того, как скорость, с которой подается сварочный материал, увеличивается, степень разбавления относительно основного материала уменьшается, и содержание железа в первом слое металла шва уменьшается.
ПРИМЕРЫ
[0092] Настоящее изобретение будет описано более подробно с использованием Примеров. Настоящее изобретение не ограничивается этими Примерами.
[0093] Стали, обозначенные буквами А и В, имеющие химические составы, показанные в Таблице 1, выплавлялись в лабораторных условиях для того, чтобы произвести слитки металла. Эти слитки металла подвергались горячей ковке, холодной прокатке, термической обработке и механической обработке для того, чтобы произвести стальные трубы (основные материалы) с наружным диаметром 25,4 мм, толщиной 3,3 мм и длиной 60 мм.
[0094]
[Таблица 1]
|
[0095] Стали, обозначенные буквами T - Z, имеющие химические составы, показанные в Таблице 2, выплавлялись в лабораторных условиях для того, чтобы произвести слитки металла. Эти слитки подвергались горячей ковке, горячей прокатке, термической обработке и механической обработке для того, чтобы произвести сварочную проволоку (сварочный материалы) с наружным диаметром 1,2 мм.
[0096]
[Таблица 2]
|
[0097] Подготовка сварочного фланца была выполнена на описанных выше стальных трубах, и после этого основные материалы и сварочные материалы были скомбинированы, как показано в Таблице 3, и сварены при показанных условиях для того, чтобы произвести сварные соединения.
[0098]
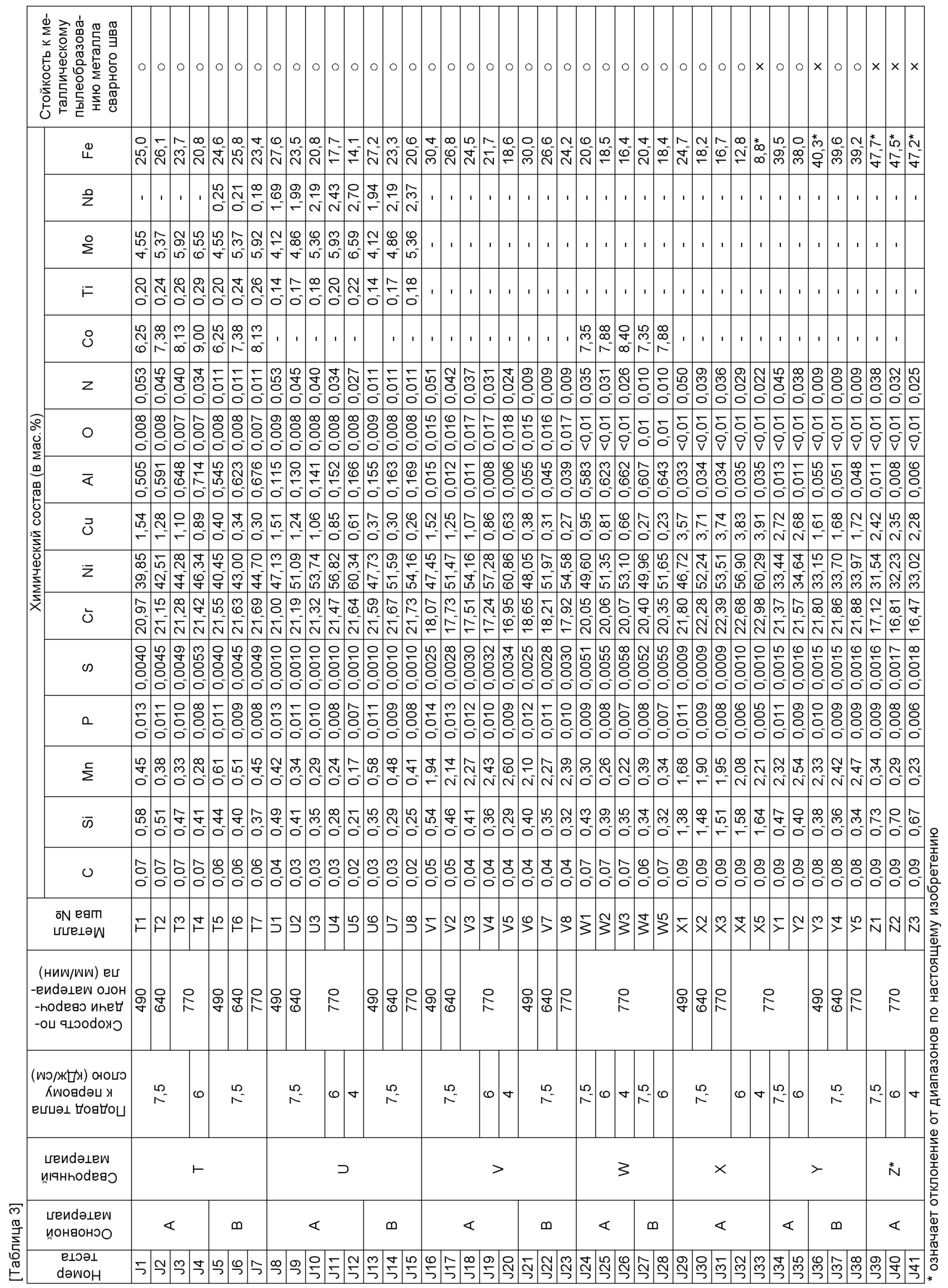
[0099] Как показано в Таблице 3, степень разбавления относительно основного материала варьировалась путем изменения подвода тепла для сварки первого слоя (подвод тепла первого слоя) в диапазоне от 4 до 8 кДж/см, а также изменения скорости подачи сварочного материала в диапазоне от 490 до 770 мм/мин. После этого, во время сборки, сварка выполнялась при подводе тепла в диапазоне от 8 до 15 кДж/см для того, чтобы произвести сварные соединения.
[0100] Сначала в соединении, в котором был сварен только первый слой, был проанализирован химический состав первого слоя металла шва.
[0101] Затем было оценено сопротивление растрескиванию во время отверждения при сварке каждого сварного соединения. Более конкретно, проверка на проникновение жидкости проводилась на сварном шве каждого произведенного сварного соединения для того, чтобы обнаружить любые дефекты на поверхности шва (то есть трещины отверждения при сварке). Если никакие дефекты не обнаруживались, сварное соединение считалось удовлетворяющим эксплуатационным требованиям настоящего изобретения.
[0102] Кроме того, оценивалась стойкость к металлическому пылеобразованию каждого сварного соединения. Более конкретно, из каждого произведенного сварного соединения вырезался образец для испытания, имеющий металл шва в центре образца и имеющий толщину пластины 3,3 мм, ширину 20 мм и длину 30 мм. Этот образец для испытания выдерживался при постоянной температуре 650°C в течение 500 час в газовой окружающей среде с составом 45 об.% CO, 42,5 об.% H2, 6,5 об.% CO2 и 6 об.% H2O. После этого с помощью визуального осмотра и оптической микроскопии определялось, имеются ли рябины на поверхности образца. Если на поверхности не было никаких рябин, сварное соединение считалось удовлетворяющим эксплуатационным требованиям настоящего изобретения.
[0103] Результаты показаны в Таблице 3. Колонка «Химический состав» в Таблице 3 показывает химический состав металла первого слоя сварного шва каждого сварного соединения. Колонка «Стойкость металла шва к металлическому пылеобразованию» в Таблице 3 показывает результаты оценки стойкости к металлическому пылеобразованию. Значок «○» указывает, что при оценке не было обнаружено никаких рябин на поверхности. Значок «×» указывает, что при оценке были обнаружены рябины на поверхности. Ни в одном из произведенных сварных соединений не было обнаружено трещин отверждения при сварке.
[0104] Сварные соединения с номером теста J1 - J32, J34, J35, J37 и J38 находились в рамках настоящего изобретения. Более конкретно, в каждом из этих сварных соединений химический состав основного материала соответствовал диапазонам настоящего изобретения, сварочный материал содержал Cr: от 15,0 мас.% до 30,0 мас.%; и Ni: от 40,0 мас.% до 70,0 мас.%, и содержание железа в первом слое металла шва находилось в диапазоне от 10 мас.% до 40 мас.%. Эти сварные соединения показали как сопротивление растрескиванию во время отверждения при сварке, так и хорошую стойкость к металлическому пылеобразованию.
[0105] В сварном соединении с номером теста J33 произошло металлическое пылеобразование согласно оценке стойкости к металлическому пылеобразованию. В сварном соединении с номером теста J33 химический состав основного материала соответствовал диапазонам настоящего изобретения, и сварочный материал содержал Cr: от 15,0 мас.% до 30,0 мас.%; и Ni: от 40,0 мас.% до 70,0 мас.%. Однако, в сварном соединении с номером теста J33 содержание железа в первом слое металла шва было низким. Это, по-видимому, послужило причиной того, что металл шва, который является отвержденной микроструктурой, не имел достаточного эффекта предотвращения науглероживания.
[0106] В сварном соединении с номером теста J36 произошло металлическое пылеобразование согласно оценке стойкости к металлическому пылеобразованию. В сварном соединении с номером теста J36 химический состав основного материала соответствовал диапазонам настоящего изобретения, и сварочный материал содержал Cr: от 15,0 мас.% до 30,0 мас.%; и Ni: от 40,0 мас.% до 70,0 мас.%. Однако в сварном соединении с номером теста J36 содержание железа в первом слое металла шва было высоким. Это, по-видимому, послужило причиной того, что металл шва, который является отвержденной микроструктурой, не имел достаточного эффекта предотвращения науглероживания.
[0107] В сварных соединениях с номерами теста J39 - J41 произошло металлическое пылеобразование согласно оценке стойкости к металлическому пылеобразованию. В сварных соединениях с номерами теста J39 - J41 содержание никеля в сварочном материале было низким. В результате доля металла шва, представленная содержанием железа, была большой, и содержание железа в первом слое было высоким. Это, по-видимому, послужило причиной того, что металл шва, который является отвержденной микроструктурой, не имел достаточного эффекта предотвращения науглероживания.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0108] Настоящее изобретение может подходящим образом использоваться в качестве сварного соединения для элемента, используемого в высокотемпературной коррозионной окружающей среде. Настоящее изобретение может подходящим образом использоваться в качестве сварного соединения для реактора, трубчатого реактора, детали и т.п., используемой в теплообменном оборудовании риформинга углеводородов, оборудовании для сбора отработанного тепла и т.п. при очистке нефти/газа или в нефтехимическом производстве.
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ, устройство и программа для анализа разрушения для точечно-сваренной части и машиночитаемый носитель данных
Способ стыковой сварки оплавлением рельсовой стали
Способ определения разрушения, устройство, программа и читаемый компьютером носитель записи для определения разрушения
Сварочное устройство для трубы, свариваемой методом электрического сопротивления
Лист электротехнической стали с ориентированной зеренной структурой
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Горячекатаный стальной лист и способ его изготовления
Стальной рельс и способ его изготовления
Труба из нержавеющей аустенитной стали с отличной стойкостью к окислению паром и способ ее получения
Жаростойкая ферритная сталь и способ ее получения
Металлический материал и содержащий его электропроводящий компонент

