Результат интеллектуальной деятельности: ГОРЯЧЕФОРМОВАННЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к горячеформованному элементу, используемому в механических конструктивных компонентах, например, таких как конструктивные компоненты кузова и компоненты днища транспортного средства, и к способу его изготовления. А именно, настоящее изобретение относится к горячеформованному элементу, имеющему превосходную пластичность, при которой общее удлинение, полученное в ходе испытания на растяжение, больше или равно 15% при сохранении прочности на растяжение от 900 МПа до 1300 МПа, и превосходные ударные свойства, при которых ударная вязкость, полученная в ходе испытания по Шарпи при 0°С, больше или равна 20 Дж/см2, а также к способу его изготовления.
Уровень техники
В последние годы, чтобы уменьшить массу транспортного средства, предпринимаются попытки уменьшить массу стальных изделий, используемых в кузове автомобиля, путем повышения их прочности. В стальных листах, которые широко используются в областях техники, относящихся к транспортным средствам, из-за увеличения их прочности снижается формуемость при штамповке, и, соответственно, трудно изготовить элемент, имеющий сложную форму. А именно, из-за увеличения прочности стальных листов снижается их пластичность, и, соответственно, происходит разрушение в той области элемента, которая подвергается обработке с высокой степенью обработки и/или в элементе значительно увеличиваются пружинистость и коробление стенки, что приводит к ухудшению точности формы элемента. Поэтому нелегко изготовить элемент, имеющий сложную форму, путем применения штамповки стального листа, имеющего высокую прочность, в частности, прочность на растяжение, которая больше или равна 900 МПа. При замене штамповки на роликовое профилирование можно обрабатывать стальной лист, имеющий высокую прочность, но роликовое профилирование можно применять только при изготовлении элемента, имеющего неизменное поперечное сечение в продольном направлении.
В то же время, как описано в Патентном документе 1, в способе, называемом горячей штамповкой, который заключается в выполнении штамповки нагретого стального листа, можно сформировать элемент, имеющий сложную форму, из высокопрочного стального листа с превосходной точностью формы. Это связано с тем, что на этапе горячей штамповки стальной лист обрабатывают в состоянии нагрева до высокой температуры, поэтому во время обработки стальной лист размягчается и имеет высокую пластичность. При горячей штамповке также можно получить высокопрочный элемент за счет мартенситного превращения, путем нагрева стального листа до области с одной фазой аустенита перед штамповкой и быстрого охлаждения (закалки) стального листа в матрице после штамповки. Поэтому способ горячей штамповки является превосходным способом формования, который гарантирует в одно и то же время высокую прочность элемента и формуемость стального листа.
В Патентном документе 2 описан способ закалки перед штамповкой для получения высокопрочного элемента путем формования стального листа при комнатной температуре в заранее определенную форму, нагрева полученного элемента до аустенитной области и быстрого охлаждения элемента в матрице. При выполнении способа закалки после штамповки, являющегося одним из вариантов горячей штамповки, можно предотвратить деформацию элемента из-за искажения при нагреве, за счет удерживания элемента в матрице. Способ закалки после штамповки является превосходным способом формования для достижения высокой прочности элемента и высокой точности формы.
Однако в последние годы для горячеформованного элемента также требуется достижение превосходного поглощения удара. То есть в горячеформованном элементе требуется достижение как превосходной пластичности, так и превосходных ударных свойств. Трудно достичь таких требований при помощи технологий, известных в данной области техники, которые представлены в Патентном документе 1 и Патентном документе 2. Это связано с тем, что металлографическая микроструктура элемента, полученная при помощи технологий, известных в данной области техники, содержит, по существу, одну мартенситную фазу.
Поэтому в Патентном документе 3 описана технология получения элемента, имеющего высокую прочность и превосходную пластичность, путем нагрева стального листа до температурной области с двумя фазами, феррита и аустенита, чтобы выполнить штамповку стального листа в состоянии, когда его металлографическая микроструктура характеризуется наличием двух фаз, феррита и мартенсита, быстрого охлаждения стального листа в матрице и изменения металлографической микроструктуры стального листа до микроструктуры с двумя фазами, феррита и аустенита. Однако так как удлинение элемента, получаемого по этой технологии, меньше или равно приблизительно 10%, пластичность элемента, описанного в Патентном документе 3, является недостаточно высокой. Необходимо, чтобы такой элемент, который требуется в области техники, относящейся к транспортным средствам, и от которого требуется превосходное поглощение удара, имел более высокую пластичность, чем элемент, описанный выше, а именно, имел удлинение, которое больше или равно 15%. Предпочтительно его удлинение больше или равно 18% и более предпочтительно – больше или равно 21%.
Возможно значительно повысить пластичность элемента, получаемого при помощи способа горячей штамповки, путем применения в нем способа управления микроструктурой для стали с пластичностью, наведенной превращением (TRIP-сталь), и стали с закалкой и перераспределением (Q&P-сталь). Это связано с тем, что в металлографической микроструктуре элемента возникает остаточный аустенит из-за специфической термической обработки, которая будет рассмотрена позднее.
В Патентном документе 4 описана технология получения элемента, имеющего высокую прочность и превосходную пластичность, путем нагрева стального листа, полученного с предварительным активным добавлением Si и Mn, до температурной области наличия двух фаз, феррита и аустенита, и одновременного выполнения штамповки и быстрого охлаждения стального листа с использованием устройства глубокой вытяжки, чтобы преобразовать металлографическую микроструктуру получаемого элемента в многофазную, содержащую феррит, мартенсит и аустенит. Чтобы вызвать наличие аустенита в металлографической микроструктуре элемента, необходимо выполнить для стального листа обработку изотермической выдержкой при температуре от 300°С до 400°С, то есть, аустемперинг. Соответственно, необходимо, нагревать матрицу устройства глубокой вытяжки в Патентном документе 4 до температуры от 300°С до 400°С. В дополнение к этому, как описано в примерах в Патентном документе 4, необходимо, чтобы элемент находился в матрице в течение приблизительно 60 секунд. Однако в случае выполнения аустемперинга значительно изменяется не только прочность стального листа на растяжение, но также и его удлинение, в зависимости от температуры выдержки и времени выдержки. Соответственно, в случае выполнения аустемперинга трудно гарантировать устойчивые механические свойства. В случае выполнения аустемперинга для стали, содержащей большое количество Si, например, того типа, который, соответствует целям настоящего изобретения, в металлографической микроструктуре легко возникает мартенсит со значительной твердостью, и из-за этого мартенсита значительно ухудшаются ударные свойства элемента.
В Патентном документе 5 описана технология получения элемента, имеющего высокую прочность и превосходную пластичность, путем нагрева стального листа, полученного с предварительным активным добавлением Si и Mn, до температурной области наличия двух фаз или зоны наличия одной фазы аустенита, выполнения для стального листа в одно и то же время формования и быстрого охлаждения до заранее определенной температуры, и повторного нагрева полученного элемента для изменения его металлографической микроструктуры на многофазную, содержащую мартенсит и аустенит. Однако при способе изготовления при помощи описанной выше технологии прочность элемента на растяжение значительно изменяется в зависимости от условий быстрого охлаждения, а именно, температуры, при которой охлаждение прекращается. В описанном выше способе изготовления неизбежно появление сопутствующей проблемы, такой как значительная трудность управления температурой прекращения охлаждения. В отличие от способа изготовления горячеформованного элемента, известного в данной области техники, в способе изготовления, описанном в Патентном документе 5, необходимо выполнение дополнительного этапа термической обработки, например, повторного нагрева. Поэтому при выполнении способа изготовления, описанного в Патентном документе 5, производительность является очень низкой по сравнению с производительностью при выполнении способа изготовления горячеформованного элемента, известного в данной области техники. В дополнение к этому, как рассмотрено в примерах в Патентном документе 5, при выполнении описанного в нем способа изготовления необходимо нагревать стальной лист до высокой температуры, и, соответственно, в металлографической микроструктуре элемента возникают редко распределенные вторые фазы, например, мартенсит. Это вызывает проблему в виде значительного ухудшения ударных свойств элемента.
Таким образом, необходимо заново разработать способ горячего формования для получения элемента из стального листа, содержащего остаточный аустенит, без использования способа управления микроструктурой для TRIP-стали и Q&P-стали.
В то же время сталь, которая имеет как превосходную прочность, так и превосходную пластичность, получают путем выполнения термической обработки низкоуглеродистой стали, полученной путем активного добавления Mn, вблизи температуры А1. Например, в Непатентном документе 1 описана сталь, содержащая несколько десятков % остаточного аустенита и имеющая высокую прочность и превосходную пластичность, которую получают путем выполнения горячей прокатки сплава с 0,1% С и 5% Mn и последующего повторного нагрева.
Документы для известного уровня техники
Патентные документы
Патентный документ 1: Патент Великобритании № 1490535
Патентный документ 2: Нерассмотренная заявка на японский патент, первая публикация № Н10-96031
Патентный документ 3: Нерассмотренная заявка на японский патент, первая публикация № 2010-65292
Патентный документ 4: Опубликованный японский перевод № 2009-508692 международной заявки РСТ
Патентный документ 5: Нерассмотренная заявка на японский патент, первая публикация № 2011-184758
Непатентный документ
Непатентный документ 1: Journal of the Japan Society for Heat Treatment (Журнал японского общества по термической обработке), Vol. 37 No. 4 (1997), p. 204
Сущность изобретения
Проблемы, решаемые изобретением
Аналогично способу, описанному в Непатентном документе 1, можно изготовить горячеформованный элемент, содержащий остаточный аустенит, за счет оптимизации химического состава этого горячеформованного элемента и строгого контроля температуры термической обработки на этапе горячего формования вблизи температуры А1. Однако в способе, описанном в Непатентном документе 1, время нагрева значительно влияет на прочность на растяжение и удлинение. Необходимо выполнять нагрев в течение 30 минут или дольше, чтобы ограничить изменение получаемых прочности на растяжение и удлинения. Такая операция управления микроструктурой путем выполнения нагрева в течение длительного периода времени не может быть применена для технологии производства горячеформованного элемента, если учитывать производительность и качество поверхности элемента. В дополнение к этому, при выполнении способа, описанного в Непатентном документе 1, цементит, как правило, практически не растворяется, и, соответственно, легко предположить, что ударные свойства горячеформованного элемента, полученного по этой технологии, являются недостаточными.
Как описано выше, технология массового производства элемента, который изготавливается путем горячего формования, имеет прочность на растяжение, больше или равную 900 МПа, а также превосходные пластичность и ударные свойства, еще не создана.
Задачей настоящего изобретения является обеспечение горячеформованного элемента, имеющего прочность на растяжение, больше или равную 900 МПа, а также превосходные пластичность и ударные свойства, который невозможно было производить массово в данной области техники, как описано выше, а также способа его изготовления.
Средства решения проблемы
Авторы настоящего изобретения провели обширные исследования, чтобы улучшить пластичность и ударные свойства горячеформованного элемента, имеющего прочность на растяжение, которая больше или равна 900 МПа, и обнаружили, что пластичность и ударные свойства горячеформованного элемента значительно улучшаются за счет 1) увеличения содержания Si в горячеформованном элементе до уровня выше, чем в типичном стальном листе для горячего формования, и 2) изменения металлографической микроструктуры горячеформованного элемента в металлографическую микроструктуру, в которой имеется заранее определенное количество аустенита, а также в полной мере присутствуют мелкозернистый аустенит и мелкозернистый мартенсит. В дополнение к этому, авторы настоящего изобретения обнаружили, что такая металлографическая микроструктура достигается за счет использования в качестве исходного материала для горячеформованного элемента базового стального листа, имеющего тот же химический состав, что и у описанного выше горячеформованного элемента, и имеющего металлографическую микроструктуру, в которой имеются бейнит и/или мартенсит, и в которой частицы цементита присутствуют с заранее определенной численной плотностью, и за счет оптимизации условий термической обработки во время горячего формования.
Настоящее изобретение создано на основе указанной выше обнаруженной информации и имеет следующие характеристики.
(1) Аспектом настоящего изобретения является горячеформованный элемент, имеющий химический состав с содержанием в процентах по массе С: 0,05%-0,40%; Si: 0,5%-3,0%; Mn: 1,2%-8,0%; Р: 0,05% или менее; S: 0,01% или менее; раств. Al: 0,001%-2,0%; N: 0,01% или менее; Ti: 0%-1,0%; Nb: 0%-1,0%; V: 0%-1,0%; Cr: 0%-1,0%; Мо: 0%-1,0%; Cu: 0%-1,0%; Ni: 0%-1,0%; Са: 0%-0,01%; Mg: 0%-0,01%; РЗМ (REM, Rear-Earth Metals - Редкоземельные металлы): 0%-0,01%; Zr: 0%-0,01%; В: 0%-0,01%; Bi: 0%-0,01%, остальное – Fe и примеси, причем горячеформованный элемент имеет металлографическую микроструктуру с содержанием аустенита с относительной площадью от 10% до 40%, при которой общая численная плотность частиц аустенита и частиц мартенсита больше или равна 1,0 частица на мкм2, и имеет прочность на растяжение, составляющую от 900 МПа до 1300 МПа.
(2) В горячеформованном элементе по п. (1) химический состав может включать в себя один, два или более химических элементов, выбранных из группы, состоящей из (с содержанием в процентах по массе) Ti: 0,003%-1,0%; Nb: 0,003%-1,0%; V: 0,003%-1,0%; Cr: 0,003%-1,0%; Мо: 0,003%-1,0%; Cu: 0,003%-1,0% и Ni: 0,003%-1,0%.
(3) В горячеформованном элементе по п. (1) или абзацу (2) химический состав может включать в себя один, два или более химических элементов, выбранных из группы, состоящей из (с содержанием в процентах по массе) Са: 0,0003%-0,01%; Mg: 0,0003%-0,01%; РЗМ: 0,0003%-0,01% и Zr: 0,0003%-0,01%.
(4) В горячеформованном элементе по любому из пп. с (1) по (3) химический состав может включать в себя (с содержанием в процентах по массе) В: 0,0003%-0,01%.
(5) В горячеформованном элементе по любому из пп. с (1) по (4) химический состав может включать в себя (с содержанием в процентах по массе) Bi: 0,0003%-0,01%.
(6) Другим аспектом настоящего изобретения является способ изготовления горячеформованного элемента, включающий в себя этапы, на котороых: нагревают базовый стальной лист, имеющий химический состав, идентичный химическому составу горячеформованного элемента, соответствующего любому из пп. с (1) по (5), где содержание Mn составляет от 2,4% до 8,0% по массе, и имеющий металлографическую микроструктуру, в которой общая относительная площадь бейнита и/или мартенсита больше или равна 70%, и частицы цементита присутствуют с численной плотностью, больше или равной 1,0 частица на мкм2, до температуры, которая больше или равна 670°С и меньше 780°С, и которая меньше температуры Ас3; выдерживают температуру базового стального листа таким образом, чтобы она была больше или равна 670°С и меньше 780°С и была меньше температуры Ас3, в течение 2 - 20 минут; выполняют горячее формование базового стального листа; и охлаждают базовый стальной лист в условиях, в которых средняя скорость охлаждения в области температур 600°С-150°С составляет от 5°С/с до 500°С/с.
(7) Еще одним аспектом настоящего изобретения является способ изготовления горячеформованного элемента, включающий в себя этапы, на которых: нагревают базовый стальной лист, имеющий химический состав, идентичный химическому составу горячеформованного элемента, соответствующего любому из пп с (1) по (5), где содержание Mn больше или равно 1,2% и меньше 2,4% по массе, и имеющий металлографическую микроструктуру, при которой общая относительная площадь бейнита и/или мартенсита больше или равна 70%, и частицы цементита присутствуют с численной плотностью, больше или равной 1,0 частица на мкм2, до температуры, которая больше или равна 670°С и меньше 780°С, и которая меньше температуры Ас3; выдерживают температуру базового стального листа таким образом, чтобы она была больше или равна 670°С и меньше 780°С и была меньше температуры Ас3, в течение 2-20 минут; выполняют горячее формование базового стального листа; и охлаждают базовый стальной лист в условиях, в которых средняя скорость охлаждения в области температур 600°С-500°С составляет от 5°С/с до 500°С/с, и средняя скорость охлаждения при температуре, которая меньше 500°С и больше или равна 150°С, составляет от 5°С/с до 20°С/с.
Эффекты от применения изобретения
Настоящее изобретение позволяет получить преимущество, заключающееся в том, что для практического использования можно изготовить горячеформованный элемент, имеющий прочность на растяжение, которая больше или равна 900 МПа, превосходную пластичность и превосходные ударные свойства.
Краткое описание чертежей
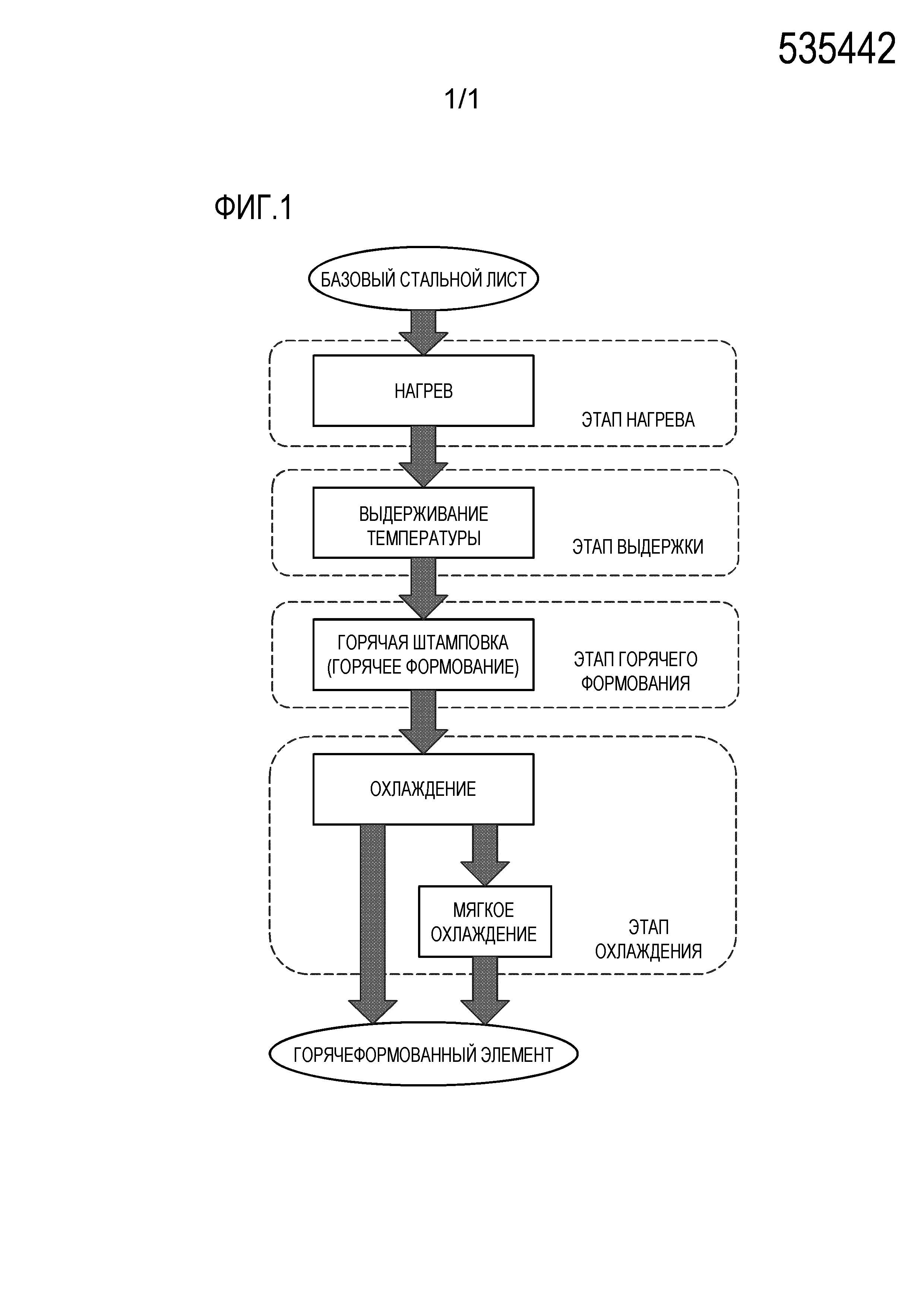
На Фиг.1 приведена технологическая схема способа изготовления, соответствующего настоящему изобретению.
Вариант реализации изобретения
Далее будут описаны горячеформованный элемент, соответствующий одному варианту воплощения настоящего изобретения, и способ его изготовления, которые достигнуты на основе указанной выше обнаруженной информации. В приведенном далее описании в качестве горячего формования, как пример, будет описана горячая штамповка, являющаяся его конкретным воплощением. Однако в качестве способа горячего формования можно использовать способ формования, отличающийся от горячей штамповки, например, такой как роликовое профилирование, до тех пор, пока достигаются, по существу, те же условия изготовления, что и условия, рассмотренные в приведенном далее описании.
1. Химический состав
Сначала будет рассмотрен химический состав горячеформованного элемента, соответствующего одному варианту воплощения настоящего изобретения. В приведенном далее описании "%", характеризующий количество каждого элемента в сплаве, означает "процент по массе", если не указано иное. Химический состав стали не изменяется, даже при выполнении горячего формования, поэтому количество каждого элемента в базовом стальном листе перед тем, как его подвергают горячему формованию, эквивалентно количеству каждого элемента в горячеформованном элементе после горячего формования.
С: 0,05%-0,40%
С является очень важным элементом, который повышает закаливаемость стали и наиболее сильно влияет на прочность горячеформованного элемента после закалки. Когда содержание С меньше 0,05%, трудно гарантировать после закалки прочность на растяжение, которая больше или равна 900 МПа. Поэтому содержание С задается больше или равным 0,05%. В то же время, когда содержание С превышает 0,40%, значительно ухудшаются ударные свойства горячеформованного элемента. Поэтому содержание С задается меньше или равным 0,40%. Содержание С в предпочтительном случае меньше или равно 0,25%, чтобы улучшить свариваемость горячеформованного элемента. Содержание С предпочтительно больше или равно 0,08%, чтобы стабильно гарантировать прочность горячеформованного элемента.
Si: 0,5%-3,0%
Si является элементом, который очень эффективен с точки зрения стабильного гарантирования прочности стали после закалки. В дополнение к этому, при добавлении Si увеличивается количество аустенита в металлографической микроструктуре, и повышается пластичность горячеформованного элемента. Когда содержание Si меньше 0,5%, трудно получить указанные выше эффекты. В частности, в этом варианте воплощения, когда количество аустенита является недостаточным, нельзя получить необходимую пластичность, что является очень большим недостатком при промышленном применении. Таким образом, содержание Si больше или равным 0,5%. Когда содержание Si больше или равно 1,0%, пластичность дополнительно повышается. Поэтому содержание Si предпочтительно больше или равно 1,0%. В то же время, превышение содержания Si сверх 3,0% экономически невыгодно из-за эффекта насыщения, получаемого при описанных выше действиях, и значительно ухудшается качество поверхности горячеформованного элемента. Поэтому содержание Si задается меньше или равным 3,0%. Содержание Si предпочтительно меньше или равно 2,5%, чтобы должным образом предотвратить ухудшение качества поверхности горячеформованного элемента.
Mn: 1,2%-8,0%
Mn является элементом, который очень эффективен с точки зрения повышения закаливаемости стали и стабильного гарантирования прочности стали после закалки. В дополнение к этому, Mn также эффективен с точки зрения увеличения пластичности горячеформованного элемента после закалки. При этом когда содержание Mn меньше 1,2%, эти эффекты достигаются в недостаточной степени, и очень трудно после закалки гарантировать прочность на растяжение, больше или равную 900 МПа. Поэтому содержание Mn задается больше или равным 1,2%. Когда содержание Mn больше или равно 2,4%, дополнительно увеличивается пластичность горячеформованного элемента, и, соответственно, мягкое охлаждение после горячего формования, которое будет описано позднее, не является необходимым этапом изготовления, и значительно повышается производительность. Поэтому содержание Mn предпочтительно больше или равно 2,4%. В то же время, когда содержание Mn превышает 8,0%, в горячеформованном элементе возникает излишний аустенит, и легко происходит замедленное разрушение. Поэтому содержание Mn задается меньше или равным 8,0%. Когда прочность на растяжение базового стального листа перед применением горячего формования является пониженной, повышается производительность на этапе горячего формования, который будет описан позднее. Чтобы получить этот эффект, содержание Mn предпочтительно меньше или равно 6,0%.
Р: 0,05% или менее
Р в общем случае является примесью, неизбежно содержащейся в стали. Однако в этом варианте воплощения Р увеличивает прочность стали за счет упрочнения твердого раствора, и, соответственно, Р может содержаться в активном количестве. Однако когда содержание Р превышает 0,05%, может значительно ухудшиться свариваемость горячеформованного элемента. Поэтому содержание Р задается меньше или равным 0,05. Содержание Р предпочтительно меньше или равно 0,02%, чтобы должным образом предотвратить ухудшение свариваемости горячеформованного элемента. Содержание Р предпочтительно больше или равно 0,003%, чтобы должным образом получить указанное выше действие по улучшению прочности. Однако даже когда содержание Р составляет 0%, могут быть получены свойства, необходимые для решения указанных проблем, поэтому необязательно устанавливать нижнее предельное значение содержания Р. То есть, нижнее предельное значение содержания Р равно 0%.
S: 0,01% или менее
S является примесью, содержащейся в стали, и предпочтительно, чтобы содержание S было как можно более низким, чтобы улучшить свариваемость. Когда содержание S превышает 0,01%, свариваемость значительно снижается, до неприемлемого уровня. Поэтому содержание S задается меньше или равным 0,01%. Содержание S предпочтительно меньше или равно 0,003% и более предпочтительно – меньше или равно 0,0015%, чтобы должным образом предотвратить снижение свариваемости. Так как предпочтительно, чтобы содержание S было как можно более низким, необязательно устанавливать нижнее предельное значение содержания S. То есть, нижнее предельное значение содержания S равно 0%.
Раств. Al: 0,001%–2,0%
"Раств. Al" обозначает Al, присутствующий в стали в твердом растворе. Al является элементом, который оказывает влияние на раскисление стали, а также элементом, который предотвращает окисление элементов, образующих карбонитрид, например, Ti, и способствует образованию карбонитрида. При таком влиянии можно предотвратить возникновение поверхностных дефектов в стали и повысить выход стали при ее производстве. Когда содержание раств. Al меньше 0,001%, трудно получить указанные выше эффекты. Поэтому содержание раств. Al задается больше или равным 0,001%. Содержание раств. Al предпочтительно больше или равно 0,01%, чтобы должным образом получить указанные выше эффекты. В то же время, когда содержание раств. Al превышает 2,0%, значительно снижается свариваемость горячеформованного элемента, в горячеформованном элементе увеличивается количество включений на основе оксидов, и качество поверхности горячеформованного элемента значительно ухудшается. Поэтому содержание раств. Al задается меньше или равным 2,0%. Содержание раств. Al предпочтительно меньше или равно 1,5%, чтобы должным образом избежать описанных выше явлений.
N: 0,01% или менее
N является примесью, неизбежно содержащейся в стали, и содержание N предпочтительно является как можно более низким, чтобы улучшить свариваемость. Когда содержание N превышает 0,01%, свариваемость горячеформованного элемента значительно снижается, до неприемлемого уровня. Поэтому содержание N задается меньше или равным 0,01%. Содержание N предпочтительно меньше или равно 0,006%, чтобы должным образом избежать снижения свариваемости. Так как предпочтительно, чтобы содержание N было как можно более низким, необязательно устанавливать нижнее предельное значение содержания N. То есть, нижний предел содержания N равен 0%.
Химический состав горячеформованного элемента, соответствующего этому варианту воплощения, включает в себя в качестве остального Fe и примеси. Примеси представляют собой элементы, примешанные из исходных материалов, например, руд или лома при промышленном производстве стали, или по различным причинам на этапе производства, и представляют собой элементы, содержание которых допускается в области, не влияющей отрицательно на свойства горячеформованного элемента, соответствующего этому варианту воплощения. Однако горячеформованный элемент, соответствующий этому варианту воплощения, может дополнительно содержать приведенные далее элементы в качестве произвольных составляющих. Даже когда приведенные далее произвольные элементы не содержатся в горячеформованном элементе, могут быть получены свойства, необходимые для устранения указанных проблем, поэтому необязательно устанавливать нижнее предельное значение содержания произвольных элементов. То есть, нижнее предельное значение содержания произвольных элементов равно 0%.
Один, два или более элементов, выбранных из группы, состоящей из Ti: 0%-1,0%; Nb: 0%-1,0%; V: 0%-1,0%; Cr: 0%-1,0%; Mo: 0%-1,0%; Cu: 0%-1,0% и Ni: 0%-1,0%
Все эти элементы являются элементами, которые эффективны с точки зрения повышения закаливаемости горячеформованного элемента и стабильного гарантирования прочности горячеформованного элемента после закалки. Соответственно, могут содержаться один или более выбранных из этих элементов. Однако когда количество каждого элемента из Ti, Nb и V превышает 1,0%, трудно выполнять горячую и холодную прокатку на этапе производства. В дополнение к этому, превышение количества Cr, Mo, Cu и Ni сверх 1,0% экономически невыгодно из-за эффекта насыщения, получаемого при описанных выше действиях. Поэтому, когда содержится каждый элемент, количество каждого элемента является следующим. Чтобы должным образом получить эффекты, получаемые при описанных выше действиях, предпочтительно, чтобы удовлетворялось, по меньшей мере, одно из следующих условий: Ti: 0,003% или более; Nb: 0,003% или более; V: 0,003% или более; Cr: 0,003% или более; Mo: 0,003% или более; Cu: 0,003% или более и Ni: 0,003% или более.
Один, два или более элементов, выбранных из группы, состоящей из Ca: 0%-0,01%; Mg: 0%-0,01%; РЗМ: 0%-0,01% и Zr: 0%-0,01%
Эти элементы являются элементами, которые эффективны с точки зрения помощи в контроле включений, в особенности, в диспергировании включений и увеличении низкотемпературной вязкости горячеформованного элемента. Соответственно, могут содержаться один, два или более выбранных из этих элементов. Однако когда количество любого элемента превышает 0,01%, качество поверхности горячеформованного элемента может ухудшиться. Поэтому, когда содержится каждый элемент, количество каждого элемента является следующим. А именно, количество каждого добавляемого элемента предпочтительно больше или равно 0,0003%, чтобы должным образом получить эффекты, получаемые при описанных выше действиях.
Здесь термин "РЗМ" обозначает в сумме 17 элементов, включающих в себя Sc, Y и лантаноиды, а выражение "количество РЗМ" означает общее количество этих 17 элементов. В случае использования лантаноидов как РЗМ, РЗМ добавляются как мишметалл промышленно.
В: 0%-0,01%
В является элементом, который увеличивает низкотемпературную вязкость горячеформованного элемента. Соответственно, В может содержаться в горячеформованном элементе. Однако, когда содержание В превышает 0,01%, обрабатываемость базового стального листа в горячем состоянии ухудшается, и становится трудно выполнять горячую прокатку. Поэтому, когда В содержится в горячеформованном элементе, его содержание задается меньше или равным 0,01%. Чтобы должным образом получить эффекты, получаемые при описанных выше действиях, содержание В предпочтительно больше или равно 0,0003%.
Bi: 0%-0,01%
Bi является элементом, который предотвращает возникновение трещин при деформировании горячеформованного элемента. Соответственно, Bi может содержаться в горячеформованном элементе. Однако, когда содержание Bi превышает 0,01%, обрабатываемость базового стального листа в горячем состоянии ухудшается, и становится трудно выполнять горячую прокатку. Поэтому, когда Bi содержится в горячеформованном элементе, его содержание задается меньше или равным 0,01%. Чтобы должным образом получить эффекты, получаемые при описанных выше действиях, содержание Bi предпочтительно больше или равно 0,0003%.
2. Металлографическая микроструктура горячеформованного элемента
Далее будет описана металлографическая микроструктура горячеформованного элемента, соответствующего этому варианту воплощения. В приведенном далее описании "%", характеризующий наличие каждой структуры в сплаве, означает "процент по площади", если не указано иное.
Конфигурация приведенной далее металлографической микроструктуры представляет собой конфигурацию в участке от приблизительно положения 1/2t по толщине до приблизительно положения 1/4t по толщине и в положении, которое не находится в центральном участке сегрегации. Центральный участок сегрегации может иметь металлографическую микроструктуру, которая отличается от характерной металлографической микроструктуры стали. Однако центральный участок сегрегации имеет незначительную площадь по отношению к полной толщине листа и не оказывает существенного влияния на свойства стали. То есть металлографическая микроструктура центрального участка сегрегации не отражает металлографическую микроструктуру стали. Соответственно, металлографическая микроструктура горячеформованного элемента, соответствующего этому варианту воплощения, определяется как микроструктура участка от приблизительно положения 1/2t по толщине до приблизительно положения 1/4t по толщине и в положении, которое не находится в центральном участке сегрегации. Выражение "положение 1/2t по толщине" указывает положение, которое находится на глубине, равной 1/2 толщины t горячеформованного элемента, от поверхности этого элемента, а выражение "положение 1/4t по толщине" указывает положение, которое находится на глубине, равной 1/4 толщины t горячеформованного элемента, от поверхности этого элемента.
Относительная площадь аустенита: 10%-40%
Пластичность горячеформованного элемента значительно улучшается при содержании в стали подходящего количества аустенита. Когда относительная площадь аустенита меньше 10%, трудно гарантировать превосходную пластичность. Соответственно, относительная площадь аустенита задается больше или равной 10%. Когда относительная площадь аустенита больше или равна 18%, удлинение горячеформованного элемента доходит до 21% и более, и горячеформованный элемент демонстрирует чрезвычайно высокую пластичность. Поэтому относительная площадь аустенита предпочтительно больше или равна 18%. В то же время, когда относительная площадь аустенита превышает 40%, в горячеформованном элементе легко происходит замедленное разрушение. Соответственно, относительная площадь аустенита задается меньше или равной 40%. Относительная площадь аустенита предпочтительно меньше или равна 32%, чтобы должным образом предотвратить появление замедленного разрушения.
Способ измерения относительной площади аустенита хорошо известен специалисту в данной области техники, и его относительная площадь в этом варианте воплощения может быть измерена при помощи обычного способа. В примерах, которые будут рассмотрены позднее, относительную площадь аустенита получают при помощи рентгенодифракционного анализа.
Распределение аустенита и мартенсита: общая численная плотность частиц аустенита и мартенсита: 1,0 частица на мкм2 или более
Можно предотвратить микроскопическую локализацию пластической деформации в горячеформованном элементе при выполнении горячего формования, сделав возможным наличие в металлографической микроструктуре большого количества мелкодисперсных твердых микроскопических структур, то есть, увеличив численную плотность аустенита и мартенсита в этой микроструктуре. Соответственно, можно предотвратить возникновение трещин в аустените и мартенсите во время деформации и улучшить ударные свойства горячеформованного элемента. Для получения горячеформованного элемента, имеющего прочность на растяжение, больше или равную 900 МПа, и превосходные ударные свойства, металлографическая микроструктура горячеформованного элемента должна быть металлографической микроструктурой, в которой аустенит и мартенсит присутствуют в общем количестве, соответствующем численной плотности 1,0 частица на мкм2 или более. Чтобы должным образом получить описанный выше эффект улучшения ударных свойств, нижнее предельное значение общей численной плотности частиц аустенита и мартенсита предпочтительно составляет 1,3 частиц на мкм2. Предпочтительно, чтобы общая численная плотность частиц аустенита и частиц мартенсита была как можно более высокой. Это связано с тем, что по мере увеличения общей численной плотности частиц аустенита и частиц мартенсита предотвращается локализация деформации, и дополнительно улучшаются ударные свойства. Соответственно, необязательно устанавливать верхнее предельное значение общей численной плотности частиц аустенита и частиц мартенсита. Однако если учитывать возможности производственного оборудования, реальное верхнее предельное значение общей численной плотности частиц аустенита и частиц мартенсита составляет приблизительно 3,0 частицы на мкм2.
Необязательно устанавливать соотношение числа частиц аустенита и числа частиц мартенсита. Даже когда частицы мартенсита не присутствуют в металлографической микроструктуре, можно получить указанный выше эффект предотвращения возникновения трещин.
Численная плотность частиц аустенита и частиц мартенсита может быть определена при помощи следующего способа. Сначала из горячеформованного элемента в направлении прокатки и направлении, перпендикулярном прокатке, базового стального листа, являющегося исходным материалом для горячеформованного элемента, вырезают испытательный образец. После этого при помощи электронного микроскопа создают изображение металлографической микроструктуры в сечении испытательного образца, параллельном направлению прокатки, и в его сечении, перпендикулярном направлению прокатки. Выполняют анализ изображения на электронных микрофотографиях области, имеющей размер 800 мкм × 800 мкм, полученных как описано выше, чтобы вычислить численную плотность частиц аустенита и частиц мартенсита. При использовании электронного микроскопа частицы аустенита и частицы мартенсита легко отличить от окружающих микроскопических структур.
Необязательно устанавливать средний размер зерна частиц аустенита и частиц мартенсита. В общем случае, когда средний размер зерна является большим, это может негативно повлиять на прочность стали. Однако до тех пор, пока достигается указанная выше численная плотность, зерно частиц аустенита и частиц мартенсита не укрупняется.
Другие микроскопические структуры
В качестве микроскопических структур, отличающихся от указанных выше аустенита и мартенсита, в горячеформованном элементе могут содержаться одно, два или более из следующего: феррит, бейнит, цементит и перлит. Количество феррита, бейнита, цементита и перлита конкретным образом не устанавливается, пока количество аустенита и мартенсита находится в указанной выше области.
Прочность на растяжение: 900 МПа–1300 МПа
Прочность на растяжение горячеформованного элемента, соответствующего этому варианту воплощения, больше или равна 900 МПа. Когда горячеформованный элемент имеет такую прочность на растяжение, можно получить экономию массы для различных элементов при использовании стального листа, соответствующего этому варианту воплощения. Однако, когда прочность на растяжение больше 1300 МПа, в стальном листе легко возникает хрупкое разрушение. Поэтому верхнее предельное значение прочности стального листа на растяжение задается равным 1300 МПа. Такая прочность на растяжение может быть получена при помощи указанных выше химических компонентов и при помощи способа изготовления, который будет описан далее.
3. Способ изготовления
Далее будет описан предпочтительный способ изготовления горячеформованного элемента, соответствующего этому варианту воплощения, который имеет указанные выше свойства.
Чтобы гарантировать как прочность на растяжение, больше или равную 900 МПа, так и превосходные пластичность и ударные свойства, необходимо, чтобы микроструктура после закалки задавалась как металлографическая микроструктура, при которой относительная площадь аустенита составляет от 10% до 40%, а общая численная плотность частиц аустенита и мартенсита больше или равна 1,0 частица на мкм2, как описано выше.
Чтобы получить такую металлографическую микроструктуру, базовый стальной лист, имеющий тот же химический состав, что и описанный выше горячеформованный элемент, и имеющий металлографическую микроструктуру, при которой общая относительная площадь бейнита и/или мартенсита больше или равна 70%, и частицы цементита присутствуют с численной плотностью, больше или равной 1,0 частица на мкм2, на этапе нагрева нагревают до температуры, которая больше или равна 670°С и меньше 780°С и которая меньше температуры Ас3, на этапе выдержки выдерживают температуру базового стального листа больше или равной 670°С и меньше 780°С и меньше температуры Ас3 в течение 2 – 20 минут, и на этапе горячего формования выполняют горячую штамповку базового стального листа. Выражение "температура, которая больше или равна 670°С и меньше 780°С и которая меньше температуры Ас3" означает "температуру, которая больше или равна 670°С и меньше 780°С", когда температура Ас3 больше или равна 780°С, и означает "температуру, которая больше или равна 670°С и меньше температуры Ас3", когда температура Ас3 меньше 780°С.
В случае, если содержание Mn в базовом стальном листе составляет от 2,4% до 8,0% по массе, после этапа горячего формования, на этапе охлаждения базовый стальной лист охлаждают в условиях, в которых средняя скорость охлаждения в области температур 600°С - 150°С составляет от 5°С/с до 500°С/с. В случае, если содержание Mn в базовом стальном листе больше или равно 1,2% и меньше 2,4% по массе, после этапа горячего формования, на этапе охлаждения базовый стальной лист охлаждают в условиях, в которых средняя скорость охлаждения в области температур 600°С-500°С составляет от 5°С/с до 500°С/с, и средняя скорость охлаждения при температуре, которая меньше 500°С и больше или равна 150°С, составляет от 5°С/с до 20°С/с.
В качестве базового стального листа, подвергаемого горячей штамповке, используется базовый стальной лист, имеющий тот же химический состав, что и описанный выше горячеформованный элемент, и имеющий металлографическую микроструктуру, при которой содержание бейнита и/или мартенсита таково, что они имеют общую относительную площадь, больше или равную 70%, и частицы цементита присутствуют с численной плотностью, больше ли равной 1,0 частица на мкм2. Этот базовый стальной лист представляет собой, например, горячекатаный стальной лист, холоднокатаный стальной лист, горячеоцинкованный холоднокатаный стальной лист или холоднокатаный стальной лист с отожженным цинковым покрытием, нанесенным горячим цинкованием. Базовый стальной лист, имеющий эту металлографическую микроструктуру, подвергают горячей штамповке в термических условиях, которые будут описаны позднее, и, соответственно, получают горячеформованный элемент, имеющий описанную выше металлографическую микроструктуру, прочность на растяжение, больше или равную 900 МПа, и превосходные пластичность и ударные свойства.
Металлографическая микроструктура описанного выше базового стального листа задается в участке от приблизительно положения 1/2t по толщине до приблизительно положения 1/4t по толщине и в положении, которое не находится в центральном участке сегрегации. Причина задания конфигурации металлографической микроструктуры базового стального листа в этом положении является той же, что и причина задания конфигурации металлографической микроструктуры горячеформованного элемента в участке от приблизительно положения 1/2t по толщине до приблизительно положения 1/4t по толщине и в положении, которое не находится в центральном участке сегрегации.
Бейнит и/или мартенсит: 70% или более площади в общем
Когда общая относительная площадь бейнита и мартенсита в базовом стальном листе больше или равна 70%, металлографическая микроструктура описанного выше горячеформованного элемента при горячей штамповке образуется на этапе нагрева, что будет описано позднее, и становится легко стабильно гарантировать прочность после закалки. Соответственно, общая относительная площадь бейнита и мартенсита в базовом стальном листе предпочтительно больше или равна 70%. Необязательно задавать верхний предел общей относительной площади бейнита и мартенсита. Однако верхний предел общей относительной площади, по существу, составляет приблизительно 99,5%, чтобы сделать возможным наличие частиц цементита с численной плотностью, больше или равной 1,0 частица на мкм2.
Способ измерения каждой из относительных площадей бейнита и мартенсита хорошо известен специалисту в данной области техники, и их относительная площадь в этом варианте воплощения может быть измерена при помощи обычного способа. В примерах, которые будут рассмотрены позднее, относительная площадь каждого из них измеряется путем анализа изображений на электронных микрофотографиях металлографической микроструктуры.
Численная плотность частиц цементита: 1,0 частица на мкм2 или более
Частицы цементита в базовом стальном листе представляют собой центры выделения аустенита и мартенсита во время нагрева и охлаждения в ходе горячей штамповки. В металлографической микроструктуре горячеформованного элемента общая численная плотность аустенита и мартенсита обязательно больше или равна 1,0 частица на мкм2, и, чтобы получить такую металлографическую микроструктуру, частицы цементита обязательно должны присутствовать в металлографической микроструктуре базового стального листа с численной плотностью, больше или равной 1,0 частица на мкм2. В случае, если численная плотность цементита в базовом стальном листе меньше 1,0 частица на мкм2, общая численная плотность аустенита и мартенсита в горячеформованном элементе может быть меньше 1,0 частица на мкм2. По мере того, как увеличивается численная плотность частиц цементита в базовом стальном листе, увеличивается общая численная плотность частиц аустенита и частиц мартенсита в горячеформованном элементе, таким образом, предпочтительно, чтобы численная плотность частиц цементита в базовом стальном листе была большой. Однако если учитывать верхний предел возможностей оборудования, реальный верхний предел численной плотности частиц цементита составляет приблизительно 3,0 частицы на мкм2.
Численная плотность цементита может быть определена при помощи следующего способа. Сначала из базового стального листа в направлении прокатки и в направлении, перпендикулярном направлению прокатки, вырезают испытательный образец. После этого при помощи электронного микроскопа создают изображение металлографической микроструктуры в сечении испытательного образца, параллельном направлению прокатки, и в его сечении, перпендикулярном направлению прокатки. Выполняют анализ изображений на электронных микрофотографиях области, имеющей размер 800 мкм × 800 мкм, полученных как описано выше, чтобы вычислить численную плотность частиц цементита. При использовании электронного микроскопа частицы цементита легко отличить от окружающих микроскопических структур.
Необязательно устанавливать средний размер зерна частиц цементита. Пока достигается указанная выше численная плотность, крупный цементит, который негативно влияет на сталь, не выделяется.
Горячекатаный стальной лист, удовлетворяющий условиям, необходимым для базового стального листа по этому варианту воплощения, может быть изготовлен, например, путем выполнения чистовой прокатки отливки, имеющей тот же химический состав, что и описанный выше горячеформованный элемент, при температуре, меньше или равной 900°С, и быстрого охлаждения стального листа после чистовой прокатки до температуры, меньше или равной 600°С, со скоростью охлаждения, больше или равной 5°С/с. Холоднокатаный стальной лист, удовлетворяющий условиям, необходимым для базового стального листа по этому варианту воплощения, может быть изготовлен, например, путем отжига горячекатаного стального листа при температуре, больше или равной температуре Ас3, и быстрого охлаждения до температуры, меньше или равной 600°С, со средней скоростью охлаждения, больше или равной 5°С/с. При выполнении быстрого охлаждения в описанных выше условиях, в базовом стальном листе возникает большое количество центров выделения цементита, и в результате можно получить базовый стальной лист, содержащий цементит, численная плотность которого больше или равна 1,0 частиц на мкм2. Горячеоцинкованный холоднокатаный стальной лист или холоднокатаный стальной лист с отожженным цинковым покрытием, нанесенным горячим цинкованием, удовлетворяющие условиям, необходимым для базового стального листа по этому варианту воплощения, могут быть изготовлены, например, путем выполнения для холоднокатаного стального листа горячего цинкования и отжига цинкового покрытия, нанесенного горячим цинкованием.
Температура нагрева базового стального листа: область температур больше или равная 670°С и меньше 780°С и которая меньше температуры Ас3
Температура выдержки и время выдержки для базового стального листа: выдержка при температуре, которая больше или равна 670°С и меньше 780°С и которая меньше температуры Ас3, в течение 2–20 минут
На этапе нагрева базового стального листа, подвергаемого горячей штамповке, этот лист нагревают до температуры, которая больше или равна 670°С и меньше 780°С и которая меньше температуры Ас3 (°С). На этапе выдержки базового стального листа его температуру выдерживают в области температур, а именно, между температурой, которая больше или равна 670°С, и температурой, которая меньше 780°С и меньше температуры Ас3 (°С), в течение 2 – 20 минут. Температура Ас3 является температурой, представленной приведенным далее Выражением (i), полученным экспериментальным путем. В случае, если сталь нагревают до температуры, больше или равной температуре Ас3, металлографическая микроструктура стали представляет собой одну фазу аустенита.
Ас3=910–203×(С0,5)–15,2×Ni+44,7×Si+104×V+31,5×Mo–30×Mn–11×Cr–20×Cu+700×Р+400 × раств. Al+50×Ti ...(i)
В этом выражении обозначение химического элемента представляет собой количество (в процентах по массе) каждого элемента в химическом составе стального листа. "Раств. Al" представляет собой концентрацию (в процентах по массе) растворенного Al.
В случае, если температура выдержки на этапе выдержки меньше 670°С, и базовый стальной лист содержит большое количество Si, относительная площадь аустенита в базовом стальном листе перед горячей штамповкой становится слишком маленькой, и точность формы горячеформованного элемента после горячего формования значительно ухудшается. Соответственно, температуру выдержки на этапе выдержки задают больше или равной 670°С. В то же время, когда температура выдержки больше или равна 780°С или больше температуры Ас3, после закалки в металлографической микроструктуре горячеформованного элемента не имеется достаточного количества аустенита, и пластичность горячеформованного элемента значительно ухудшается. В дополнение к этому, в случае, если температура выдержки больше или равна 780°С, либо больше или равна температуре Ас3, в металлографической микроструктуре горячеформованного элемента нет мелкодисперсных твердых микроскопических структур, и это обуславливает ухудшение ударных свойств горячеформованного элемента. Соответственно, температура выдержки задается меньше 780°С и меньше температуры Ас3. Температура выдержки предпочтительно составляет от 680°С до 760°С, чтобы должным образом избежать описанных выше нежелательных явлений.
Когда время выдержки на этапе выдержки меньше 2 минут, трудно стабильно гарантировать прочность горячеформованного элемента после закалки. Соответственно, время выдержки задается больше или равным 2 минутам. В то же время, когда время выдержки превышает 20 минут, не только снижается производительность, но также ухудшается качество поверхности горячеформованного элемента из-за возникновения окалины или оксидов на основе цинка. Соответственно, время выдержки задается меньше или равным 20 минутам. Время выдержки предпочтительно составляет от 3 минут до 15 минут, чтобы должным образом избежать описанных выше нежелательных явлений.
На этапе нагрева необязательно конкретным образом ограничивать скорость нагрева при нагреве до области температур, которая больше или равна 670°С и меньше 780°С и которая меньше температуры Ас3. Однако предпочтительно нагревать стальной лист со средней скоростью нагрева от 0,2°С/с до 100°С/с. Когда средняя скорость нагрева задается больше или равной 0,2°С/с, можно гарантировать более высокую производительность. В дополнение к этому, когда средняя скорость нагрева задается меньше или равной 100°С/с, температуру нагрева легко контролировать в случае выполнения нагрева с использованием типичной печи. Однако когда используется высокочастотный нагрев или тому подобное, можно контролировать температуру нагрева с превосходной точностью, даже если нагрев выполняется со скоростью, превышающей 100°С/с.
Средняя скорость охлаждения на этапе охлаждения в случае, если содержание Mn в базовом стальном листе составляет от 2,4% до 8,0% по массе: 5°С/с–500 °С/с при температуре от 600°С до 150°С
Средняя скорость охлаждения на этапе охлаждения в случае, если содержание Mn в базовом стальном листе больше или равно 1,2% и меньше 2,4% по массе: 5°С/с–500 °С/с при температуре от 600°С до 500°С и 5°С/с-20°С/с при температуре меньше 500°С и больше или равной 150°С
На этапе охлаждения охлаждение выполняют в области температур от 150°С до 600°С, в результате чего в горячеформованном элементе не происходит превращения диффузионного типа. Когда средняя скорость охлаждения в области температур от 150°С до 600°С меньше 5°С/с, в горячеформованном элементе чрезмерным образом возникают мягкие феррит и перлит, и трудно гарантировать после закалки прочность на растяжение, больше или равную 900 МПа. Соответственно, средняя скорость охлаждения в этой области температур задается больше или равной 5°С/с.
Верхнее предельное значение средней скорости охлаждения на этапе охлаждения изменяется в зависимости от содержания Mn в базовом стальном листе. В случае, если содержание Mn в базовом стальном листе составляет от 2,4% до 8,0% по массе, необязательно конкретным образом ограничивать верхнее предельное значение средней скорости охлаждения. При этом средняя скорость охлаждения в области температур от 150°С до 600°С вряд ли превышает 500°С/с в типичном оборудовании. Соответственно, средняя скорость охлаждения в области температур от 150°С до 600°С в случае, если содержание Mn в базовом стальном листе составляет от 2,4% до 8,0% по массе, задается меньше или равной 500°С/с. В случае, если средняя скорость охлаждения является чрезвычайно высокой, стоимость производства увеличивается из-за энергии, требуемой для охлаждения, и, соответственно, средняя скорость охлаждения в области температур от 150°С до 600°С в случае, если содержание Mn в базовом стальном листе составляет от 2,4% до 8,0% по массе, предпочтительно меньше или равна 200°С/с.
В случае, если содержание Mn в базовом стальном листе больше или равно 1,2% и меньше 2,4% по массе, необходимо выполнять мягкое охлаждение при температуре, которая меньше 500°С и больше или равна 150°С, чтобы улучшить пластичность горячеформованного элемента. В случае, если содержание Mn в базовом стальном листе больше или равно 1,2% и меньше 2,4% по массе, если говорить конкретно, необходимо выполнять охлаждение при температуре, которая меньше 500°С и больше или равна 150°С, со средней скоростью охлаждения от 5°С/с до 20°С/с, и еще конкретнее, предпочтительно контролировать скорость охлаждения, как рассмотрено позднее.
При горячей штамповке в общем случае матрица, имеющая комнатную температуру или температуру в несколько десятков °С непосредственно перед горячей штамповкой, отбирает тепло из горячеформованного элемента, и, соответственно, происходит охлаждение этого элемента. Соответственно, можно изменить размеры стальной матрицы, чтобы изменить ее теплоемкость с целью изменения скорости охлаждения. В случае, если размеры матрицы нельзя изменить, также можно изменить скорость охлаждения путем изменения расхода охлаждающей среды при использовании матрицы с охлаждением текучей средой. В дополнение к этому, также можно изменить скорость охлаждения, сделав возможным протекание охлаждающей среды (воды или газа) через канавки во время штамповки при использовании матрицы, имеющей множество заранее обеспеченных канавок. В дополнение к этому, также можно изменить скорость охлаждения путем подачи команды штамповочной машине во время штамповки на разделение матрицы и горячеформованного элемента и пропускание газа между ними. Кроме того, также можно изменить скорость охлаждения за счет создания зазора в матрице, чтобы изменить площадь контакта между матрицей и стальным листом (горячеформованным элементом). С учетом приведенного выше описания, в качестве мер изменения скорости охлаждения при температуре приблизительно 500°С можно реализовать следующее:
1) метод, при котором скорость охлаждения изменяют за счет перемещения горячеформованного элемента в матрицу, имеющую другую теплоемкость, или матрицу, нагретую до температуры, превышающей 100°С, сразу после достижения температуры 500°С;
2) метод, при котором скорость охлаждения изменяют за счет изменения расхода охлаждающей среды в матрице сразу после того, как температура достигнет 500°С, в случае матрицы с охлаждением текучей средой; и
3) изменения скорости охлаждения путем подачи команды прессовальной машине на разделение матрицы и горячеформованного элемента и на пропускание газа между ними и изменение расхода газа, сразу после достижения температуры 500°С.
Тип формования, выполняемый при помощи способа горячей штамповки по этому варианту воплощения, конкретным образом не ограничивается. Примерные варианты формования включают в себя гибку, вытяжку, растяжение, увеличение отверстий или отбортовку. Указанный выше тип формования может предпочтительно выбираться в зависимости от требуемых типа или формы горячеформованного элемента. Характерные примеры горячеформованного элемента могут включать в себя ограждающую балку двери и усиление бампера, которые представляют собой усиливающие компоненты для транспортного средства. Например, в случае, если горячеформованный элемент представляет собой усиление бампера, он может быть изготовлен в виде стального листа с отожженным цинковым покрытием, нанесенным горячим цинкованием, имеющего заранее определенную длину, который затем подвергается гибке или тому подобному в матрице в описанных выше условиях.
В приведенном выше описании горячее формование было рассмотрено на примере горячей штамповки, являющейся его конкретным типом, но способ изготовления, соответствующий этому варианту воплощения, не ограничивается горячей штамповкой. Способ изготовления, соответствующий этому варианту воплощения, может быть применен в различных видах горячего формования, в которых используются средства для охлаждения стального листа одновременно с формованием или сразу после него, таким же образом, как и в случае горячей штамповки. В качестве такое горячее формование, например, можно использовать роликовое профилирование.
Горячеформованный элемент, соответствующий этому варианту воплощения, имеет превосходные пластичность и ударные свойства. Предпочтительно, если горячеформованный элемент, соответствующий этому варианту воплощения, имеет такую пластичность, что общее удлинение, получаемое при испытании на растяжение, больше или равно 15%. Более предпочтительно, чтобы общее удлинение горячеформованного элемента, соответствующего этому варианту воплощения, получаемое при испытании на растяжение, было больше или равно 18%. Наиболее предпочтительно, чтобы общее удлинение горячеформованного элемента, соответствующего этому варианту воплощения, получаемое при испытании на растяжение, было больше или равно 21%. В то же время, предпочтительно, если горячеформованный элемент, соответствующий этому варианту воплощения, имеет такие ударные свойства, что ударная вязкость, полученная в ходе испытания по Шарпи, при 0°С больше или равна 20 Дж/см2. Горячеформованный элемент, имеющий такие свойства, получается на практике при удовлетворении рассмотренных выше условий, относящихся к химическому составу и металлографической микроструктуре.
После выполнения горячего формования, например, горячей штамповки, в общем случае для горячеформованного элемента выполняют дробеструйную обработку, чтобы удалить окалину. Эта дробеструйная обработка приводит к возникновению сжимающих напряжений на поверхности обрабатываемого материала. Соответственно, дробеструйная обработка, выполняемая для горячеформованного элемента, является выгодной с точки зрения предотвращения замедленного разрушения в этом элементе и повышения его усталостной прочности.
Примеры
Далее будут рассмотрены примеры настоящего изобретения.
В качестве базовых стальных листов были использованы стальные листы, имеющие химический состав, приведенный в Таблице 1, а также толщину и металлографическую микроструктуру, приведенные в Таблице 2.
|
|
Эти базовые стальные листы представляют собой стальные листы, изготовленные путем выполнения горячей прокатки сляба, сваренного в лаборатории (в Таблице 2 показаны как горячекатаный стальной лист), или стальные листы, изготовленные путем выполнения холодной прокатки и рекристаллизационного отжига горячекатаного стального листа (в Таблице 2 показаны как холоднокатаный стальной лист. С использованием симулятора плакирования некоторые стальные листы были подвергнуты горячему цинкованию (нанесение плакирующего слоя на одну поверхность – 60 г/м2) или горячему цинкованию с отжигом (нанесение плакирующего слоя на одну поверхность – 60 г/м2, содержание Fe в плакирующей пленке составляет 15 процентов по массе). В Таблице 2 стальные листы, соответственно, показаны как горячеоцинкованный стальной лист и стальной лист с отожженным цинковым покрытием, нанесенным горячим цинкованием. В дополнение к этому, также используются стальные листы в состоянии холодной прокатки (в Таблице 2 показаны как "максимально твердые".
Эти стальные листы были разрезаны с получением ширины 100 мм и длины 200 мм, а также нагреты и охлаждены в условиях, приведенных в Таблице 3. К стальному листу была прикреплена термопара, и была измерена скорость охлаждения. В Таблице 3 "средняя скорость нагрева" указывает среднюю скорость нагрева в области от комнатной температуры до 670°С. Приведенное в Таблице 3 "время выдержки" указывает время, в течение которого температура стального листа выдерживалась больше или равной 670°С. "Скорость охлаждения *1" в Таблице 3 указывает среднюю скорость охлаждения в области температур от 600°С до 500°С, а "скорость охлаждения *2" указывает среднюю скорость охлаждения в области температур от 500°С до 150°С. Для стальных листов, полученных при различных условиях изготовления, были проведены исследование металлографической микроструктуры, измерение при помощи рентгенодифракционного анализа, испытание на растяжение и испытание по Шарпи.
|
Образцы, подготовленные в примерах и сравнительных примерах, не подвергались горячей штамповке с использованием матрицы, а подвергались тому же тепловому воздействию, что и горячеформованный элемент. Соответственно, механические свойства образцов, по существу, являются теми же самыми, что и у горячеформованного элемента, имеющего ту же самую историю теплового воздействия.
Микроструктура базового стального листа
Из термообработанного образца в направлении прокатки базового стального листа и направлении, перпендикулярном направлению прокатки базового стального листа, был вырезан испытательный образец. После этого при помощи электронного микроскопа были созданы изображения металлографической микроструктуры в сечении испытательного образца, параллельном направлению прокатки, и в его сечении, перпендикулярном направлению прокатки. Был выполнен анализ изображения на электронных микрофотографиях области, имеющей общий размер 0,01 мм2, полученных как описано выше, чтобы идентифицировать металлографическую микроструктуру и измерить общую относительную площадь бейнита и мартенсита. В дополнение к этому, был выполнен анализ изображения на электронных микрофотографиях области, имеющей размер 800 мкм × 800 мкм, полученных путем создания изображений указанных выше образцов с использованием электронного микроскопа, чтобы вычислить численную плотность частиц цементита.
Распределение аустенита и мартенсита в термообработанном образце
Из термообработанного образца в направлении прокатки базового стального листа и направлении, перпендикулярном направлению прокатки базового стального листа был вырезан испытательный образец. После этого при помощи электронного микроскопа были созданы изображения металлографической микроструктуры в сечении испытательного образца, параллельном направлению прокатки, и в его сечении, перпендикулярном направлению прокатки. Был выполнен анализ изображения на электронных микрофотографиях области, имеющей размер 800 мкм × 800 мкм, полученных как описано выше, чтобы вычислить численную плотность частиц аустенита и частиц мартенсита.
Относительная площадь аустенита в термообработанном образце
Из каждого термообработанного образца был вырезан испытательный образец, имеющий ширину 25 мм и длину 25 мм, и его толщина была уменьшена на 0,3 мм путем химического полирования поверхности этого образца. Был выполнен рентгенодифракционный анализ поверхности испытательного образца после химического полирования, и срез, полученный как указано выше, был проанализирован, чтобы получить относительную площадь остаточного аустенита. Этот рентгенодифракционный анализ был повторен в сумме три раза, значение, полученное путем усреднения полученных относительных площадей, приведено в таблице как "относительная площадь аустенита"
Испытание на растяжение
Из каждого термообработанного образца был подготовлен образец для испытания на растяжение по стандарту JIS №5, таким образом, чтобы ось нагружения была перпендикулярна направлению прокатки, и были измерены прочность на растяжение (TS) и общее удлинение (EL). Образцы, в которых прочность на растяжение была меньше 900 МПа, и образцы, в которых общее удлинение было меньше 15%, считались "плохими".
Ударные свойства
Путем механической обработки термообработанного образца был изготовлен испытательный образец с V-образным надрезом, имеющий толщину 1,2 мм. Четыре испытательных образца с надрезами были наложены друг на друга, свинчены и подвергнуты испытанию на ударную вязкость по Шарпи. Направление V-образного надреза было параллельно направлению прокатки. Когда значение ударной вязкости при 0°С было больше или равно 20 Дж/см2, ударные свойства считались "превосходными".
Другие свойства
С термообработанных образцов была удалена окалина, после чего было проверено наличие или отсутствие остаточной окалины на поверхности образца. Образец, в котором имелась остаточная окалина, считался сравнительным примером, в котором качество поверхности было неудовлетворительным. В дополнение к этому, термообработанные образцы были погружены в 0,1 н. раствор соляной кислоты, чтобы подтвердить, происходит или нет замедленное разрушение. Образец, в котором происходило замедленное разрушение, считался сравнительным примером, в котором стойкость к замедленному разрушению была неудовлетворительной.
Описание результатов испытаний
Результаты испытаний, полученные путем моделирования горячей штамповки, приведены в Таблице 4.
Подчеркнутые численные значения в Таблицах 1–4 указывают на то, что содержание, условия или механические свойства, представленные численными значениями, выходят за область настоящего изобретения.
|
Образцы №№ 1–3, 8, 9, 11, 13, 15, 18, 20, 21, 25, 26, 30 и 32, которые представляют собой примеры настоящего изобретения из Таблицы 4, имеют высокую прочность на растяжение, больше или равную 900 МПа, и превосходные пластичность и ударные свойства. В образцах, которые представляют собой примеры настоящего изобретения, после удаления окалины остаточной окалины не было, то есть, было получено превосходное качество поверхности, и в сечении среза не возникало трещин во время погружения в соляную кислоту, то есть, была получена превосходная стойкость к замедленному разрушению.
В то же время, что касается образца № 4, скорость охлаждения находилась вне области, установленной в настоящем изобретении, в результате чего требуемая прочность на растяжение не была получена. Что касается образцов №№ 5 и 6, металлографическая микроструктура базового стального листа находилась вне области, установленной в настоящем изобретении, в результате чего ударные свойства были плохими.
Что касается образцов №№ 7 и 24, химический состав находился вне области, установленной в настоящем изобретении, в результате чего требуемая прочность на растяжение не была получена.
Что касается образца № 10, металлографическая микроструктура базового стального листа находилась вне области, установленной в настоящем изобретении, в результате чего требуемая прочность на растяжение не была получена.
Что касается образца № 12, скорость охлаждения находилась вне области, установленной в настоящем изобретении, в результате чего пластичность была плохой. Что касается образцов №№ 14 и 16, температура нагрева находилась вне области, установленной в настоящем изобретении, в результате чего пластичность и ударные свойства были плохими.
Что касается образца № 17, температура нагрева находилась вне области, установленной в настоящем изобретении, в результате чего пластичность была плохой.
Что касается образца № 19, химический состав находился вне области, установленной в настоящем изобретении, в результате чего ударные свойства были плохими.
Что касается образца № 22, время выдержки находилось вне области, установленной в настоящем изобретении, в результате чего требуемая прочность на растяжение не была получена.
Что касается образца № 27, химический состав находился вне области, установленной в настоящем изобретении, в результате чего пластичность была плохой.
Образец № 23 представляет собой пример, в котором время выдержки находилось вне области, установленной в настоящем изобретении, а образцы №№ 28 и 31 представляют собой примеры, в которых химический состав находился вне области, установленной в настоящем изобретении. В этих образцах прочность на растяжение, общее удлинение и ударные свойства были превосходными, но после удаления окалины имелась остаточная окалина, и качество поверхности было плохим. Так как образец № 29 имел химический состав, который находился вне области, установленной в настоящем изобретении, при погружении в 0,1 н. раствор соляной кислоты происходило замедленное разрушение, и было определено, что стойкость к замедленному разрушению была плохой.
В дополнение к этому, из стальных листов в примерах настоящего изобретения образцы №№ 1–3, 7–9, 11, 13, 15, 17, 19 и 21 имеют содержание Si в предпочтительной области, и их пластичность была еще лучше. Из них образцы №№ 2, 8, 11, 17, 19 и 21 имеют относительную площадь аустенита в предпочтительной области, и их пластичность была еще лучше.
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ, устройство и программа для анализа разрушения для точечно-сваренной части и машиночитаемый носитель данных
Способ стыковой сварки оплавлением рельсовой стали
Способ определения разрушения, устройство, программа и читаемый компьютером носитель записи для определения разрушения
Сварочное устройство для трубы, свариваемой методом электрического сопротивления
Лист электротехнической стали с ориентированной зеренной структурой
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Горячекатаный стальной лист и способ его изготовления
Стальной рельс и способ его изготовления

