Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОЙ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ТУРБОМАШИНЫ
Вид РИД
Изобретение
Настоящее изобретение касается способа изготовления, по меньшей мере, одной металлической детали турбомашины, и, в особенности, по меньшей мере, лопатки турбины турбореактивного двигателя или турбовинтового двигателя самолета.
Известна технология одновременного изготовления нескольких лопаток турбомашины по выплавляемым восковым моделям. Напомним, что прецизионное литье по выплавляемым восковым моделям заключается в изготовлении из воска путем нагнетания в оборудование модели каждой из лопаток. Объединение этих моделей на литейном рычаге, также из воска, позволяет образовать куст моделей, который далее погружается в различные субстанции для того, чтобы сформировать вокруг него керамическую оболочковую литейную форму, по существу, одинаковой толщины.
Далее в соответствии со способом расплавляют воск, который оставляет точный отпечаток в керамике, в которую заливают расплавленный металл, обычно из ковша. После охлаждения металла оболочковую литейную форму разрушают, металлические детали разделяют и окончательно доводят металлической обработкой.
Такой способ требует использования редких материалов, таких как оксид иттрия, для формирования оболочковой литейной формы, что может поставить проблемы обеспечения. Создание оболочковой литейной формы является относительно неинтересным, так как необходимо найти компромисс между сопротивлением оболочковой литейной формы центробежным усилиям и ее хрупкостью для облегчения освобождения от литейной формы. Такой способ требует, кроме того, использования специальной установки. Наконец, существует также риск охрупчивания деталей вследствие образования игольчатых вкраплений, образованных обломками оболочковой литейной формы, которые отрываются и остаются в детали.
Кроме того, когда металл, используемый для изготовления лопаток, представляет собой TiAl, существует большой риск пористости в изготавливаемых деталях.
Действительно, этот тип сплава очень быстро отверждается, что делает сложным выполнить геометрию детали. Также в этом случае необходимо осуществить термообработку типа горячего изостатического прессования (C.I.C) для закрывания возможных пор. Такая термообработка, кроме значительной стоимости, не позволяет полостью закрыть поры, в частности поры, открытые на уровне одной из наружных поверхностей детали.
Кроме того, в процессе термообработки изостатическим давлением в горячем состоянии, существующие напряжения накапливаются деталью. Непредвиденные деформации могут появиться при последующей механической обработке детали.
Задачей изобретения является устранение недостатков известного уровня техники и разработка простого, эффективного и экономичного способа изготовления металлической детали.
Для этого в изобретении предлагается способ изготовления, по меньшей мере, одной металлической детали турбомашины, включающий следующие этапы:
а) отливки центрифугированием металлического сплава в постоянной металлической форме для изготовления заготовки,
b) получения отливкой заготовки, которая имеет удлиненную форму кольцевого или многоугольного сечения,
с) механической обработки заготовки для изготовления изделия.
Изобретение позволяет уменьшить недостатки литья путем использования постоянной металлической литейной формы. Действительно, исключаются взаимодействия между керамической литейной формой и расплавленным металлом, а также геометрические искажения, связанные с плохим качеством воска или изготовлением куста моделей.
Вместе с тем использование одной простой формы заготовки, скомбинированной с центрифугированием, позволяет оптимизировать заполнение литейной формы. Использование материала также может быть уменьшено благодаря центрифугированию, так как центр литейной формы заполнен не полностью в противовес техническому решению литья воздействием гравитации. Кроме того, литье центрифугированием позволяет обеспечить наилучшее соответствие между скоростью заполнения и скоростью отверждения металла.
Использование постоянной металлической литейной формы также позволяет изготовить литейные формы, позволяющие получить повышенные уровни центробежного давления и избавиться от длительных и дорогостоящих операций по изготовлению куста моделей и сушки керамических оболочковых литейных форм, а также стоимости повторного изготовления, связанных с выполнением керамических оболочковых литейных форм, которые имеют разовое использование. Напротив, постоянная металлическая литейная форма является повторно и легко используемой (менее сложный ряд изготавливаемых изделий). Можно также уменьшить циклы производства.
Другим преимуществом использования заготовки простой формы является то, что она не требует размерного контроля перед механической обработкой. Простая геометрия заготовки, имеющая, по меньшей мере, плоскость симметрии, позволяет уменьшить риски деформации, в частности, при возможной термической обработке типа изостатического прессования в горячем состоянии, причем при такой геометрии получают мало дефектных деталей, что, кроме того, обеспечивает упрощенную автоматизацию на этапе обработки. Этот тип геометрии исключает также образование горячих точек - явления, возникающего, например, когда толстая зона окружена более тонкими зонами. Таким образом, обеспечивается лучшее в металлургическом плане качество изготовленных деталей.
Предпочтительно, механически обработанными деталями являются лопатки турбомашины, такие, например, как турбинные лопатки.
Предпочтительно, металлический сплав взят на базе TiAl, например типа TiAl 48-2-2.
TiAl 48-2-2 содержит 48% алюминия, 2% хрома и 2% ниобия (атомное процентное соотношение).
В соответствии с признаком изобретения заготовка, полученная на этапе b), подвергается термообработке перед этапом с) механической обработки.
В этом случае упомянутая термообработка может включать этап изостатического прессования в горячем состоянии.
Изобретение направлено на получение двойной микроструктуры, образованной зернами гамма и слоистыми зернами (альфа2/гамма).
Используемой термообработкой, в частности, является термообработка, описанная в патенте US 5609698 и включающая этап термообработки для подготовки к изостатическому прессованию в горячем состоянии, в процессе которого заготовка повергается воздействию температуры, составляющей от 1900°F до 2100°F в течение от 5 до 50 часов, этап изостатического прессования в горячем состоянии при 2200°F, затем дополнительный этап, в процессе которого заготовка подвергается воздействию температуры от 1850°F до 2200°F.
В соответствии с другим признаком изобретения этап а) заключается, в частности, в расплавлении слитка в охлаждаемом металлическом тигле и в розливе расплавленного таким образом металла в постоянно центрифугированную форму.
Заготовка, полученная на этапе b), может быть сплошной, по меньшей мере, деталь обрабатывается до центра заготовки.
Как вариант, заготовка, полученная на этапе b), может быть трубчатой, по меньшей мере, деталь обрабатывается, таким образом, по толщине трубчатой стенки заготовки.
В этом случае, количество механически обработанных деталей в заготовке может превышать шесть, предпочтительно, по меньшей мере, равно десять.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
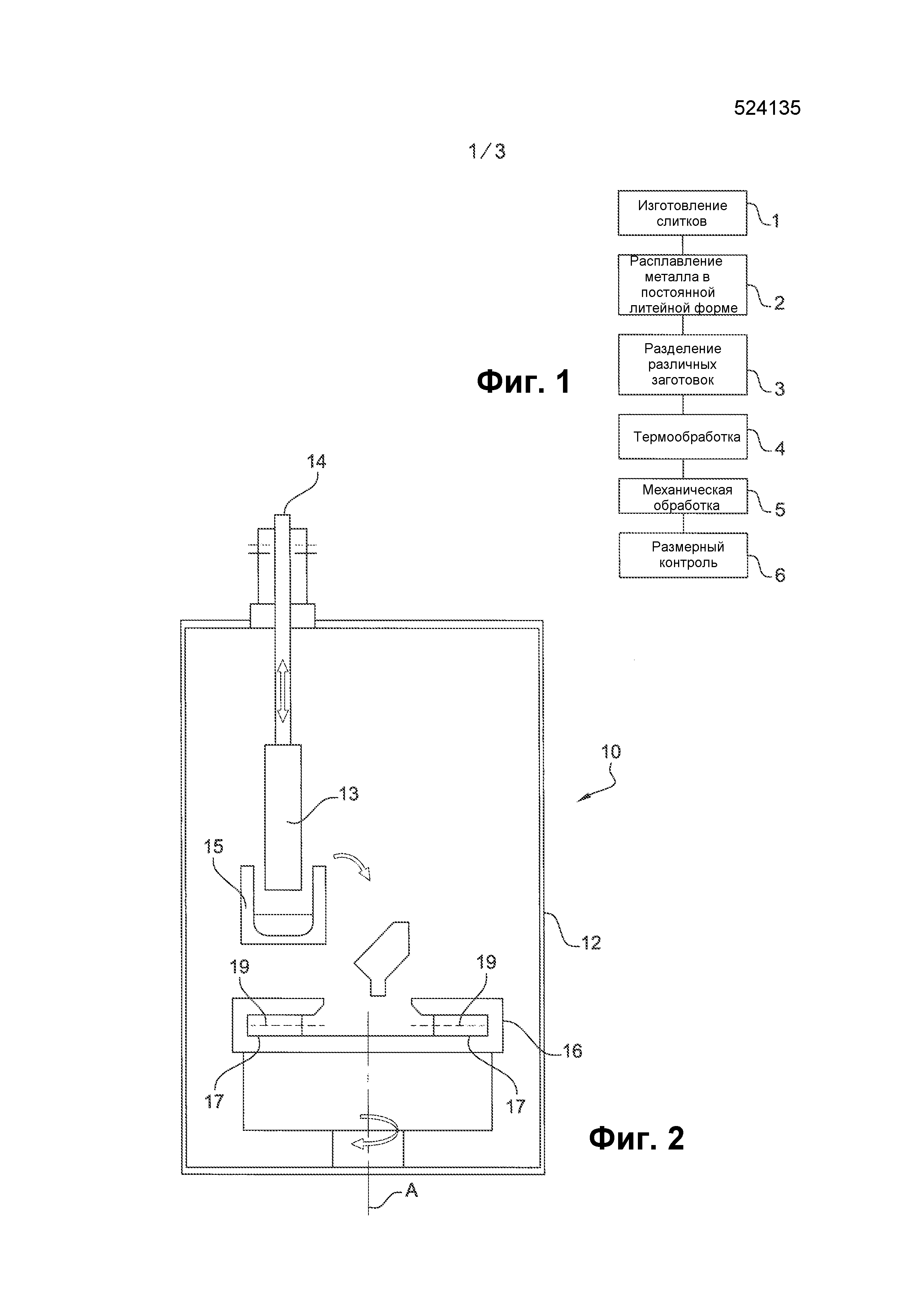
- фиг. 1 представляет диаграмму, схематически иллюстрирующую различные последовательные этапы варианта воплощения способа по изобретению,
- фиг. 2 изображает устройство для плавки, литья и формовки заготовок,
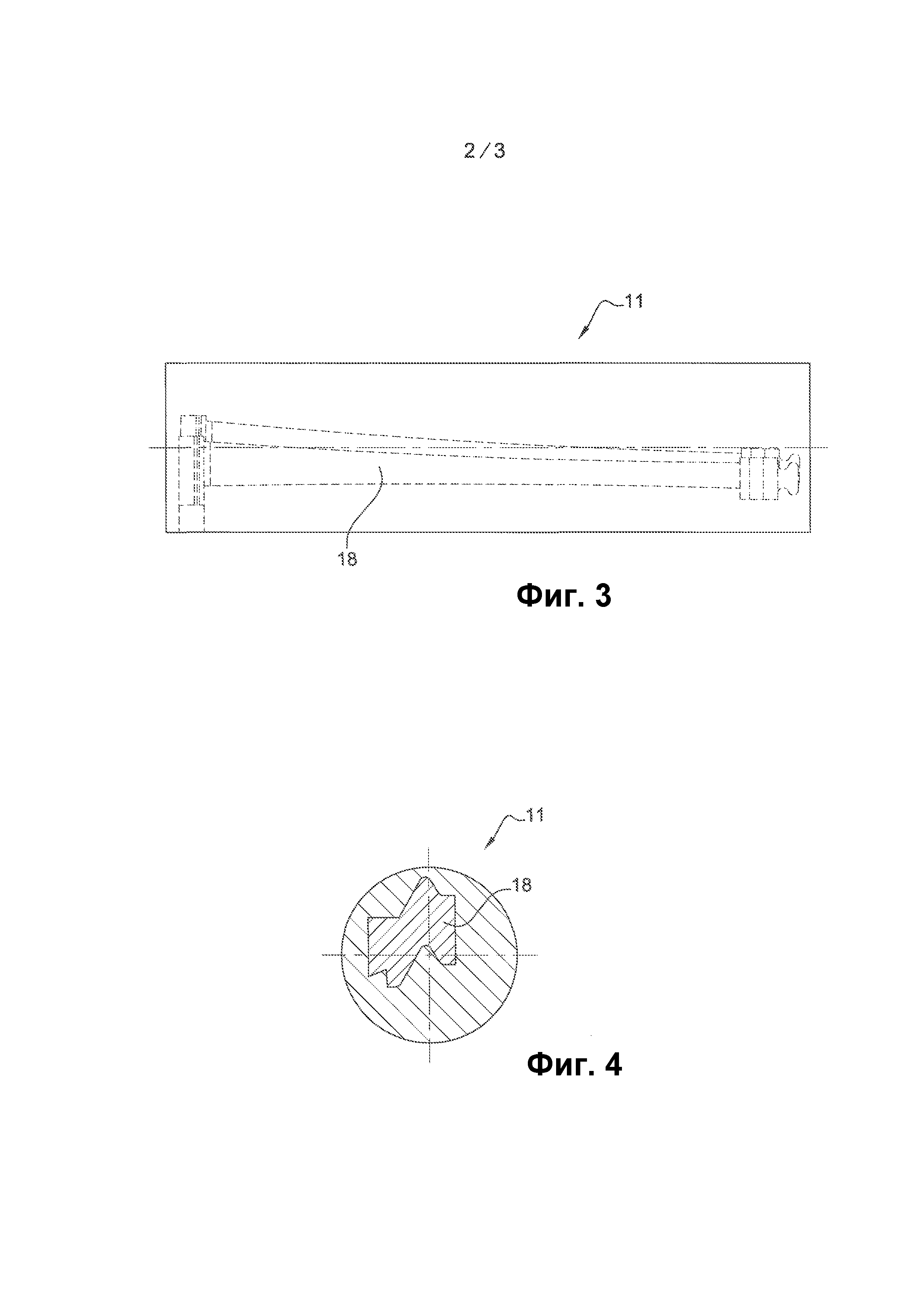
- фиг. 3 и 4 схематично изображают виды спереди и сбоку сплошного цилиндрического стержня, который предназначен для механической обработки лопатки турбомашины,
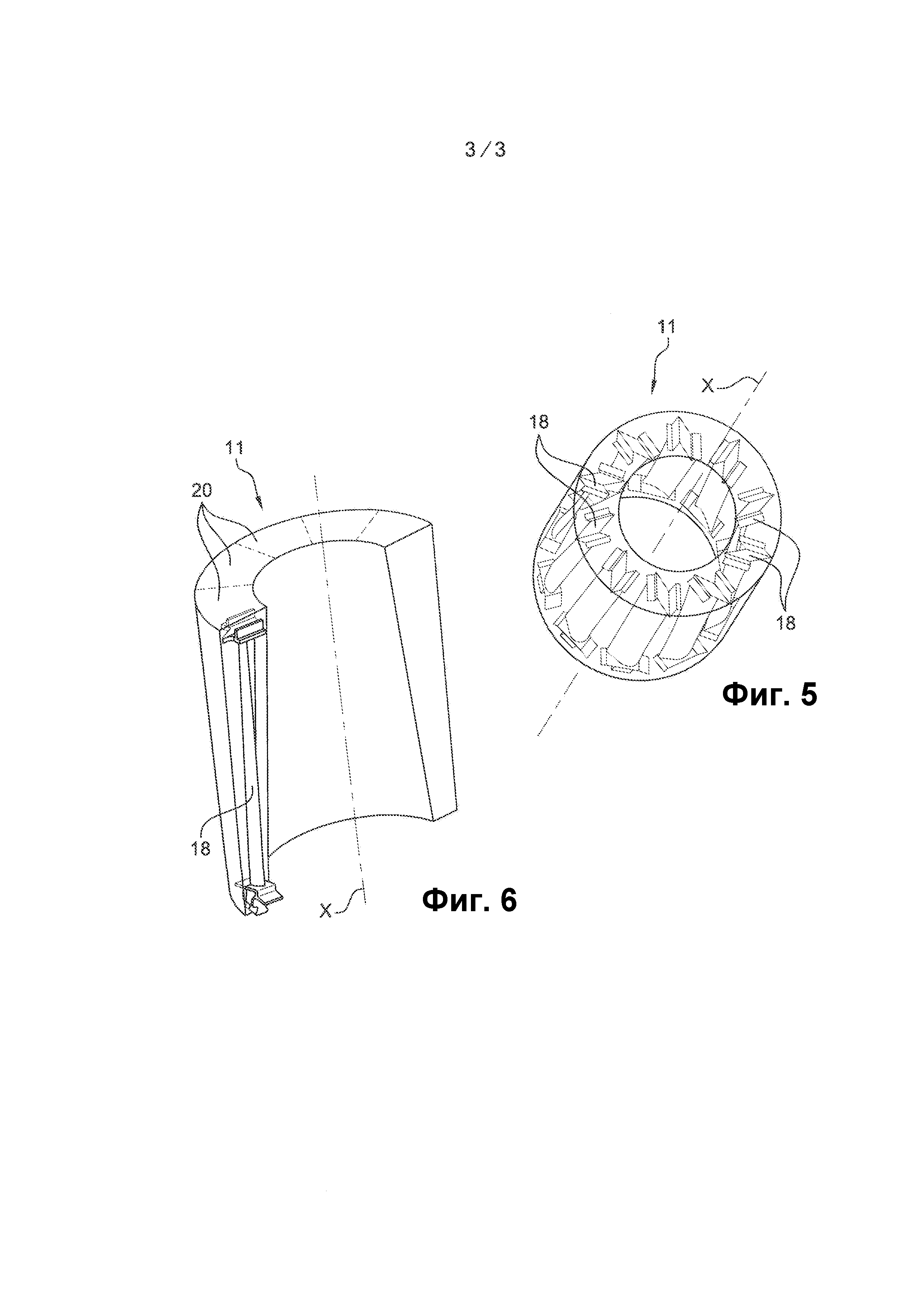
- фиг. 5 схематично изображает в изометрии полый цилиндрический стержень по изобретению, в котором механически обрабатывают лопатки турбомашины,
- фиг. 6 изображает в изометрии и осевом разрезе стержень по фиг. 4.
Фиг. 1 представляет диаграмму, изображающую различные последовательные этапы варианта воплощения способа по изобретению.
Этот способ содержит первый этап 1 изготовления, по меньшей мере, одного слитка, например, из сплава типа гамма-TiAl, предпочтительно, типа TiAl 48-2-2. TiAl 48-2-2 содержит 48% алюминия, 2% хрома и 2% ниобия (атомные процентные соотношения). Слиток может быть изготовлен с помощью способа типа «Vacuum Arc Remelting» (VAR) или типа «Plasma Arc Remelting» (РАМ).
Способ включает далее этап 2 расплавления слитка способом VAR в металлическом тигле и перелива в постоянно центрифугированную форму. Такой этап далее будет описан со ссылкой на фиг. 2.
Этот чертеж представляет устройство 10 изготовления заготовок 11, выполненных, например, в виде цилиндрических стержней с помощью последовательных операций расплавления, литья и формовки.
Устройство 10 содержит закрытый и герметичный корпус 12, в котором поддерживается частичный вакуум. Слиток 13 из металлического сплава на основе, например, TiAl, закреплен на конце электрода 14, который соединен с клеммой источника тока, другая клемма которого соединена с тиглем 15, размещенным в корпусе 12. Для осуществления расплава слитка 13 электрод 14 сверху слитка 15 перемещается возвратно-поступательно с малыми амплитудами. Когда слиток 13 приближается к тиглю 15, между тиглем 15 и слитком 13 возникает электрическая дуга, вызывающая расплавление слитка 13, которая падает на дно тигля 15 (VAR: Vacuum Arc Remelting). Когда слиток 13 полностью расплавится, расплавленный в тигле 15 металлический сплав заливается в постоянную металлическую литейную форму 16.
Литейная форма 16 позволяет отливать сплав центрифугированием. Для этого литейная форма 16 приводится во вращение вокруг оси А, причем литейная форма 16 содержит несколько цилиндрических ниш 17, которые расположены радиально вокруг оси А и равномерно расположены вокруг этой оси А. Центробежные силы вследствие вращения литейной формы 16 заставляют расплав проникать в эти ниши и заполнять их.
После охлаждения литейная форма 16 разбирается и отлитая деталь (называемая «необработанной») извлекается. Отлитая деталь имеет форму колеса, содержащего несколько радиальных заготовок 11, жестко соединенных своими радиально внутренними концами с общей центральной ступицей.
Каждая заготовка 11 сплошной и цилиндрической формы может быть отсоединена от ступицы и других заготовок 11 механической обработкой (этап 3 на фиг. 1) и может далее подвергаться термообработке (этап 4 на фиг. 1).
Термическая обработка может являться, в частности, термообработкой, описанной в патенте US 5609698 и включать этап термообработки для подготовки к изостатическому прессованию в горячем состоянии, при котором заготовка 11 подвергается воздействию температуры, составляющей от 1900°F и 2100°F, в течение от 5 до 50 часов, этап изостатического прессования в горячем состоянии при 2200°F, затем дополнительный этап, в процессе которого заготовка подвергается воздействию температуры от 1850°F до 2200°F.
Заготовка 11 после термической обработки далее механически обрабатывается (этап 5 на фиг.1) для формирования, по меньшей мере, одной лопатки 18.
Фиг. 3 и 4 представляют, в частности, случай, когда единственная лопатка 18 механически обрабатывается из одной заготовки.
Разумеется, возможно также механически обрабатывать три, четыре, пять и даже шесть лопаток 18 из одной и той же заготовки 11.
Следует отметить, что возможно также получить заготовки 11 трубчатой формы. Для этого цилиндрический стержень 19 (схематично изображенный пунктирной линией на фиг. 2) может быть установлен коаксиально внутри каждой из ниш 17.
Фиг. 5 и 6 представляют каждая заготовку 11, выполненную в виде цилиндра полой цилиндрической формы.
В частном примере воплощения изобретения стержень имеет длину или осевой размер, составляющий от 10 до 50 см, внешний диаметр составляет от 5 до 20 см, внутренний диаметр составляет от 4 до 10 см, а радиальная толщина составляет от 1 до 10 см.
Как изображено на фиг. 4 и 5, трубчатая заготовка механически обработана для изготовления роторных лопаток 18, при этом каждая лопатка 18 содержит лопасть, концы которой соединены с платформами. Лопатки 18 механически обработаны по толщине стенки трубчатой заготовки 11 в угловых секторах 20 заготовки 11, которые расположены одна возле другой и имеют каждая удлиненную форму, простирающуюся, по существу, параллельно продольной оси Х заготовки (секторы 20 ограничены пунктирными линиями на фиг. 5).
Стенка заготовки 11 может иметь толщину, которая изменяется вдоль продольной оси Х (см. фиг. 5).
По окончании механической обработки лопатки контролируются (этап 6 на фиг. 1) с помощью способов неразрушающего контроля (радио, дефектоскопия, контроль размеров).
Газотурбинный двигатель, имеющий статорную ступень лопаток с изменяемым углом установки с независимым управлением
Турбовинтовой двигатель и устройство управления для ориентирования лопаток вентилятора турбовинтового двигателя
Лопатка турбомашины с четной или нечетной дополняющей геометрией и способ ее изготовления
Способ алитирования поверхности с предварительным осаждением слоя платины и никеля
Дегазация мартенситной нержавеющей стали перед переплавом под слоем шлака
Средство блокировки кольцевого уплотнителя на диске турбины газотурбинного двигателя, диск турбины газотурбинного двигателя, кольцевой уплотнитель контура охлаждения лопаток, модуль турбины газотурбинного двигателя и газотурбинный двигатель
Камера сгорания турбомашины с центробежным компрессором без дефлектора
Способ изготовления металлической вставки для защиты передней кромки из композитного материала
Устройство для изготовления корпуса, выплненного из композитного материала, и способ изготовления, использующий такое устройство
Компрессор для двигателя, в частности, турбореактивного двигателя летательного аппарата, снабженный системой отбора воздуха
Способ изготовления детали литьем по выплавляемым восковым моделям и при управляемом охлаждении

