Результат интеллектуальной деятельности: Вакуумный ковш для забора жидкого металла
Вид РИД
Изобретение
Предлагаемое изобретение относится к цветной металлургии, в частности к производству алюминия. Предлагаемый вакуумный ковш предназначен для выливки алюминия из электролизеров, транспортировки в литейное отделение и заливки металла в миксер.
Совершенствование конструкции вакуумных ковшей направлено, как правило, на узел забора металла. Так, согласно А.с. СССР №180357 «Вакуумный ковш для забора алюминия из электролизеров» (C22d, 1964 г.) [1] известно конструктивное решение узла забора металла в виде всасывающей трубы, установленной сбоку в подвеске крышки ковша. Недостатком известного технического решения является достаточно сложная процедура герметизации узла забора металла, тем более что с течением времени съемная крышка деформируется, в связи с чем появляются неплотности в узле посадки всасывающей трубы, выполненном в виде фланцевого уплотнения. Также определенные сложности при эксплуатации ковша связаны с герметизацией и разгерметизацией крышки ковша клиньями при каждом наборе металла.
В конструкции ковша по А.с. №743783 «Вакуумный ковш для забора алюминия из электролизера» (B22D 41/00, 1978 г.) [2] основной акцент сделан на совершенствовании узла забора металла и сливного желоба. В этом решении всасывающая труба установлена в сливном желобе, что позволило увеличить полезный объем ковша. Данный узел отличается сложностью в изготовлении и не надежен в эксплуатации.
В техническом решении по патенту на полезную модель №4087 «Вакуумный ковш для забора алюминия из электролизера» (B22D 41/00, 1995 г.) [3] предложена модернизация крышки ковша. Но не простоты в изготовлении, ни надежности герметизации узла забора металла эта конструкция не обеспечила.
Все перечисленные выше технические решения были направлены на улучшение узла забора металла, принцип которого заложен в А.С. №180357, то есть заборная труба установлена сбоку вакуумного ковша.
Так как все перечисленные выше технические решения принципиально не решали проблему герметизации узла забора металла, в техническом решении по полезной модели №42970 «Вакуумный ковш для выливки жидкого металла» (7 B22D 41/00, С25С 3/06, 2004 г.) [4] предложено изменить место установки заборной трубы, а также видоизменить ее, выполнив в виде сифона.
По технической сущности, конструктивному исполнению, наличию сходных существенных признаков данное решение выбрано в качестве ближайшего аналога.
Вакуумный ковш по ближайшему аналогу содержит металлический футерованный корпус с грузоподъемной траверсой, съемную крышку с устройством для соединения с вакуум-линией (жаровой трубой) и узлом посадки заборной трубы, выполненной в виде сифона. Предполагается использование данной конструкции как для забора металла из электролизера, так и для перелива металла из ковша в другую металлургическую емкость. Для этого сифон снабжен дополнительной жаровой трубой с запирающим устройством для герметизации сифона или соединения его с вакуум-линией или атмосферой. Предлагаемая универсальность использования ковша привела к усложнению конструкции в целом.
В решении по ближайшему аналогу наиболее уязвимым является узел посадки сифона на крышке ковша. Для установки сифона в крышке ковша выполнена цилиндрическая установочная втулка с фланцем. В верхней части сифона выполнена ответная цилиндрическая втулка с соответствующим ответным фланцем. Для герметизации данного узла между фланцами прокладывается уплотнительный материал. Для практической реализации заявленного способа ковш оснащен узлом центровки сифона.
Существенный недостаток ковша по прототипу заключается в следующем. Установка «цилиндр в цилиндр» обеспечивает «жесткую» посадку сифона, что не технологично для выливки алюминия:
- во-первых, установка сифона на крышке ковша должна осуществляться с максимальной точностью во избежание поломок сифона;
- во-вторых, при такой установке невозможно проконтролировать качество уплотнения между фланцами;
- в-третьих, для точной установки всасывающей трубы в месте забора металла из электролизера (в летке) необходимо манипулировать вакуумным ковшом.
Задачей предлагаемого изобретения является повышение технологичности в эксплуатации и функциональности вакуумного ковша, упрощение его обслуживания.
Техническим результатом внедрения предлагаемого ковша является:
- повышение герметичности вакуумного ковша;
- точность и простота ориентации всасывающей трубы относительно места забора металла в электролизере (относительно летки электролизера);
- простота и надежность конструкции ковша;
- самопроизвольное прерывание подачи металла в ковш при отключении вакуума за счет отверстия в стенке сливной трубы сифона, расположенного выше максимального уровня металла в ковше;
- многофункциональность ковша благодаря возможности прерывания забора металла в ковш различными способами и перелива металла из ковша через сливную летку и с использованием сифона.
Технический результат достигается тем, что вакуумный ковш для забора жидкого металла, содержащий металлический корпус, футерованный огнеупорным материалом, грузоподъемную траверсу, съемную крышку, снабженную устройством для соединения внутреннего пространства ковша с вакуум-линией, устройство для забора металла, выполненное в виде съемного сифона, состоящего из наружной всасывающей трубы и расположенной внутри ковша сливной трубы, согласно техническому решению сливная труба сифона в месте контакта со съемной крышкой выполнена со сферической поверхностью, а съемная крышка в месте контакта со сферической поверхностью сифона выполнена с конусной поверхностью, причем вакуумный ковш снабжен узлом фиксации сифона, выполненным в виде эксцентрикового зажима, размещенным на съемной крышке.
Нижний конец сливной трубы сифона расположен на расстоянии 40÷100 мм от футерованного днища ковша.
В футеровке днища ковша выполнено углубление в месте установки нижнего конца сливной трубы сифона.
Площадь поперечного сечения сливной трубы сифона на 10÷25% меньше площади поперечного сечения всасывающей трубы.
В стенке сливной трубы сифона выполнено сквозное отверстие, расположенное выше максимального уровня металла в ковше.
Вакуумный ковш снабжен регулируемым устройством для поддерживания всасывающей трубы сифона.
Корпус ковша снабжен герметично закрывающейся сливной леткой для перелива металла из ковша.
Техническая сущность предлагаемого решения заключается в следующем.
Предлагаемая установка сифона на крышке ковша устраняет вышеперечисленные недостатки прототипа, а именно:
- независимо от положения сифона относительно корпуса ковша обеспечивается постоянная и полная герметизация узла посадки сифона без использования герметизирующих прокладок, так как сфера с конусом в любом положении имеет замкнутую линию контакта;
- установка сифона в крышку ковша не требует большой точности в силу свободного положения сферы сифона в конусной втулке на крышке ковша и увеличенного отверстия во втулке по сравнению с диаметром сливной трубы;
- в связи с тем, что положение всасывающей трубы при введении ее в летку электролизера может меняться в зависимости от типа электролизера или формы его рабочего пространства, важно иметь возможность быстро и просто перенастраивать ориентацию сифона относительно корпуса ковша. Для этого предлагаемая конструкция снабжена регулируемым устройством для поддерживания всасывающей трубы сифона. Устройство поддержания всасывающей трубы выполнено с возможностью изменения угла установки всасывающей трубы относительно корпуса ковша (в определенных пределах). Ориентирование сифона в пространстве не вызывает никаких затруднений и не нарушает герметизацию ковша в силу свободной посадки сифона в коническом отверстии крышки ковша. Выбранное положение сифона фиксируется, например, эксцентриковым зажимом, выполненным на крышке ковша, и/или устройством для поддерживания всасывающей трубы сифона. В отличие от ближайшего аналога в предлагаемом решении не требуется большая точность установки сифона на крышке ковша: перекос сифона не только не снижает работоспособность устройства, но и вполне допустим в определенных пределах.
Описанные ниже дополнительные технические решения также повышают эксплуатационные характеристики ковша, в частности:
- расположение нижнего конца сливной трубы сифона на расстоянии 40÷100 мм от футерованного днища ковша обеспечивает минимальную высоту падения открытой струи металла. При наборе в ковш 40÷100 мм металла дальнейшее поступление расплава в ковш осуществляется под уровень металла (закрытый перелив), что снижает потери металла за счет окисления и содержание в нем водорода и неметаллических (оксидных) включений. Также расположение нижнего конца сливной трубы сифона на расстоянии 40÷100 мм от футерованного днища ковша обеспечивает минимальное остаточное количество металла в ковше при его переливе в другую металлургическую емкость с использованием сифона. Для уменьшения остаточного количества металла в ковше при его переливе с использованием сифона в футеровке днища ковша может быть выполнено углубление в месте установки нижнего конца сливной трубы сифона;
- уменьшение на 10÷25% площади поперечного сечения сливной трубы сифона по сравнению с сечением всасывающей трубы обеспечит стекание металла в ковш по сливной трубе полным сечением. Уменьшение сечения сливной трубы обусловлено тем, что подъем металла по заборной трубе под действием разрежения в ковше происходит медленно, а стекание металла в ковш по сливной трубе под действием силы тяжести происходит быстро;
- в соответствии с решением по ближайшему аналогу, для прекращения набора металла в ковш необходимо, во-первых, отключить ковш от вакуум-линии, во-вторых, разорвать струю металла в сифоне подачей атмосферного воздуха через запирающее устройство в полость в верхней части сифона. В предлагаемой конструкции ковша прекращение набора металла в ковш решается также наличием сквозного отверстия, выполненного в трубе сифона выше максимального уровня металла в ковше. После отключения ковша от вакуум-линии благодаря этому отверстию давление в сифоне выравнивается с атмосферным, и струя металла в сифоне разрывается. Таким образом, исключается дополнительное действие по открыванию запирающего устройства, соединенного с верхней частью сифона. Но для повышения надежности в работе в предлагаемой конструкции ковша сохраняется запирающее устройство, выполненное с возможностью соединения полости в верхней части сифона с вакуум-линией или атмосферой, а сквозное отверстие в стенке сливной трубы сифона применяют как дополнительную опцию. Необходимо отметить, что в случае транспортировки металла в литейное отделение в вакуумном ковше для перелива металла из ковша в миксер используют сифон без сквозного отверстия в сливной трубе;
- наличие сливной летки на корпусе ковша дает возможность переливать металл в другую металлургическую емкость при наклоне ковша в дополнение к переливу с использованием сифона.
Ближайший аналог и предлагаемое техническое решение характеризуются следующими общими признаками:
- накопительные емкости ковшей выполнены идентично: металлический корпус, футерованный огнеупорным материалом;
- крышки ковшей выполнены съемными и снабжены устройством для соединения с вакуумной линией;
- устройство для забора металла установлено на съемной крышке;
- устройство для забора металла выполнено в виде съемного сифона;
- верхняя часть сифона выполнена с возможностью соединения с вакуум-линией или атмосферой.
В предлагаемой формуле изобретения авторы заявляют следующие отличительные от ближайшего аналога признаки:
сливная труба сифона в месте контакта с крышкой ковша имеет сферическую поверхность, а крышка ковша в месте контакта со сферической поверхностью сифона выполнена с конусной поверхностью, причем вакуумный ковш снабжен узлом фиксации сифона, выполненным в виде эксцентрикового зажима, размещенным на съемной крышке;
- нижний конец сливной трубы сифона расположен на расстоянии 40÷100 мм от футерованного днища ковша;
- в футеровке днища ковша выполнено углубление в месте установки нижнего конца сливной трубы сифона;
- сливная труба сифона выполнена с меньшей на 10÷25% площадью поперечного сечения по сравнению с всасывающей трубой;
- стенка сливной трубы сифона снабжена сквозным отверстием, расположенным выше максимального уровня металла в ковше;
- ковш снабжен регулируемым устройством для поддерживания всасывающей трубы сифона;
- корпус ковша снабжен герметично закрывающейся сливной леткой для перелива металла.
Наличие в предлагаемом техническом решении перечисленных выше признаков, отличных от признаков ближайшего аналога, позволяет сделать вывод о его соответствии условию патентоспособности «новизна».
С целью определения «уровня техники» проведен поиск по патентной и научно-технической литературе. В процессе анализа, проведенного по отобранному массиву, частично приведенному в разделе описания «аналоги», выявлено, что отдельные признаки объекта защиты известны:
- использование пары «сфера - конус» для установки всасывающей трубы в крышке ковша известно из А.с. №743783 «Вакуумный ковш для забора алюминия из электролизера» (B22D 41/00, 1978 г.) [2] и из полезной модели №4087 «Вакуумный ковш для забора алюминия из электролизера» (B22D 41/00, 1995 г.) [3]. Но в данных технических решениях пару «сфера-конус» устанавливают в горизонтальной плоскости, что не обеспечивает необходимой герметичности соединения. При этом в горизонтальной плоскости с использованием пары «сфера - конус» устанавливают всасывающую трубу, а не сифон;
- использование эксцентриковых зажимов известно также из А.с. №743783 [2]. Данные зажимы установлены с целью плотного прижатия крышки к корпусу для обеспечения герметичности ковша. В предлагаемой конструкции эксцентриковый зажим фиксирует положение сифона после его ориентации относительно корпуса ковша;
- наличие запирающего устройства на сифоне известно из ближайшего аналога, но это устройство в известном решении расположено в нижней, наиболее горячей части всасывающей трубы, что создает сложности для обслуживающего персонала. Поэтому в предлагаемом решении запирающее устройство располагают ближе к полости в верхней части сифона;
- наличие у ковша сливной летки для перелива металла известно из А.с. СССР №180357 «Вакуумный ковш для забора алюминия из электролизеров» (C22d, 1964 г.) [1].
В результате поиска и сравнительного анализа не выявлено технических решений, характеризующихся идентичными или эквивалентными предлагаемому решению признаками, а именно:
- расположение пары «сферическая поверхность - конусная поверхность» в вертикальной плоскости применительно к съемному сифону не выявлено;
- не выявлено расположение нижнего конца сливной трубы сифона на расстоянии 40÷100 мм от футерованного днища ковша, а также наличие углубления в футеровке днища ковша в месте установки нижнего конца сливной трубы сифона;
- сливная труба сифона выполнена с меньшей на 10÷25% площадью поперечного сечения по сравнению с всасывающей трубой;
- не найдено в конструкциях вакуумных ковшей устройство для поддерживания всасывающей трубы сифона с возможностью регулирования положения всасывающей трубы и всего сифона относительно ковша;
- не выявлено наличия в сливной трубе сифона сквозного отверстия, расположенного выше максимального уровня металла в ковше.
Учитывая вышеизложенное и принимая во внимание то, что использование совокупности известных и неизвестных признаков, характеризующих предлагаемое техническое решение в объеме, представленном в формуле изобретения, позволило выйти на новый уровень в разработке перспективной конструкции вакуумного ковша, можно сделать вывод о соответствии предлагаемого решения условию патентоспособности «изобретательский уровень».
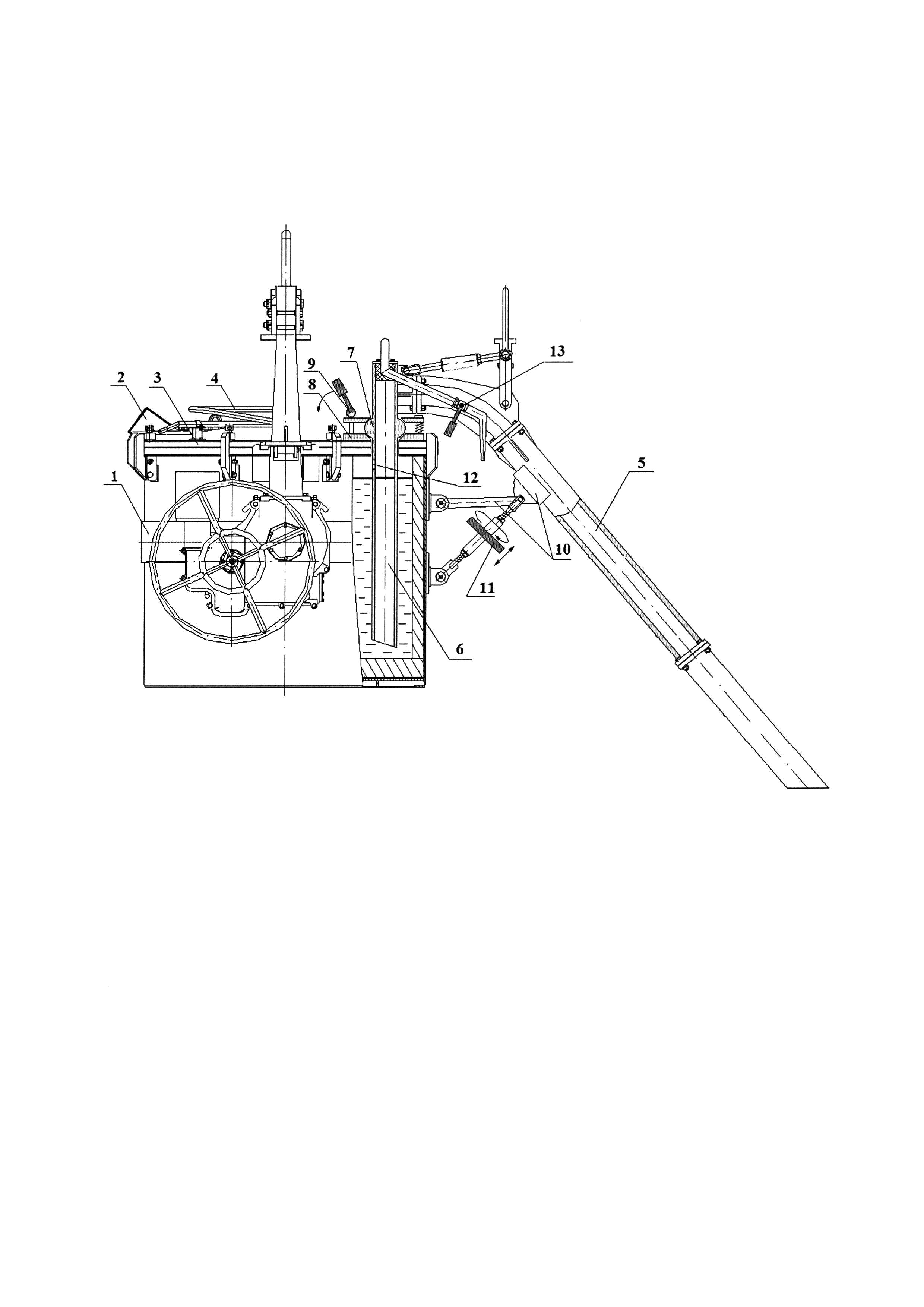
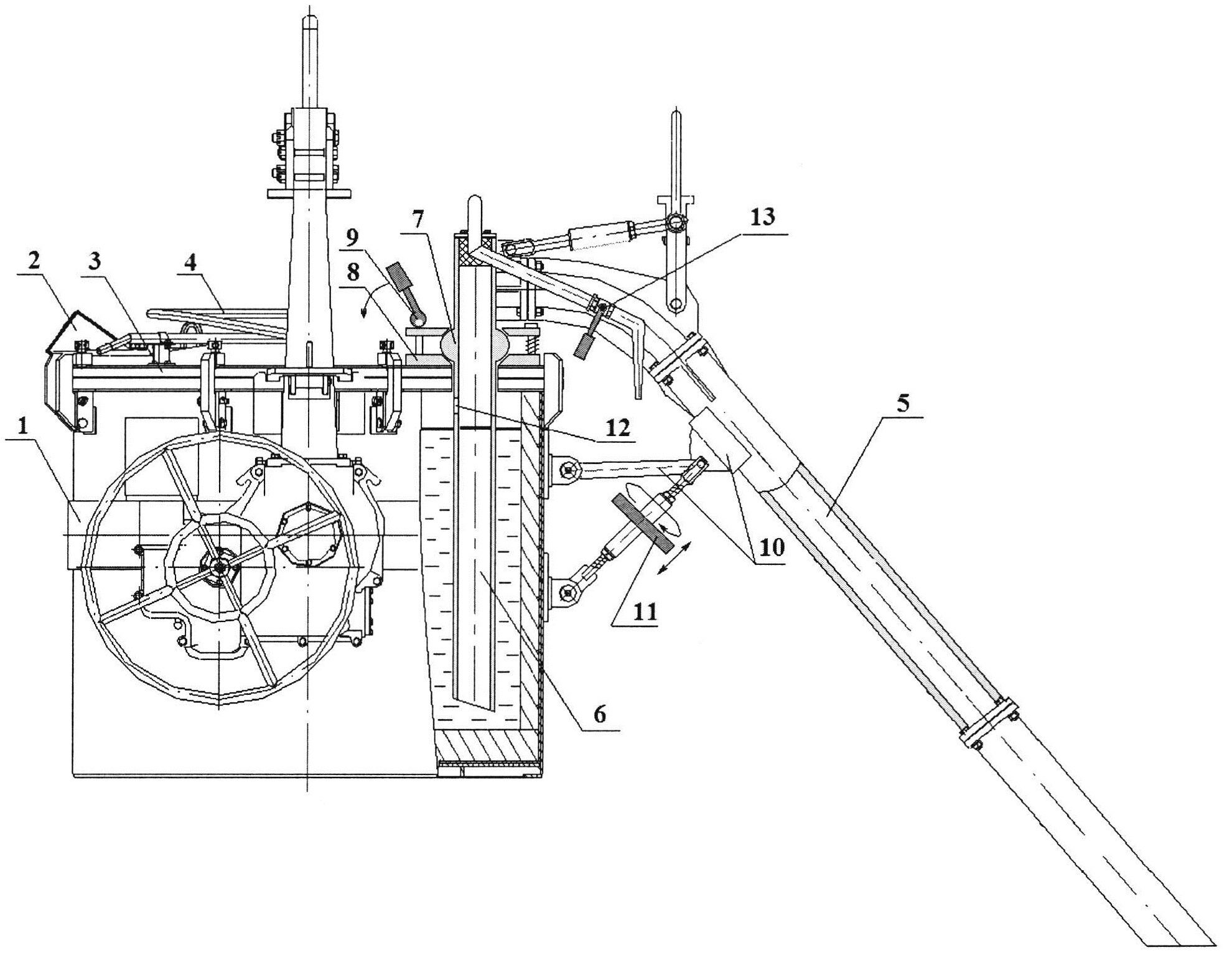
Предлагаемое решение поясняется чертежом, где показан общий вид вакуумного ковша (с выполнением местного разреза), оснащенного съемным сифоном.
Предлагаемый вакуумный ковш состоит из металлического корпуса 1, футерованного огнеупорным материалом и снабженного сливной леткой 2, съемной крышкой 3, снабженной устройством 4 для соединения с вакуумной линией, устройства для забора металла, выполненного в виде сифона, установленного в съемной крышке 3. Сифон, состоящий из всасывающей трубы 5 и сливной трубы 6, снабжен в верхней части сливной трубы сферой 7, установленной в конической втулке 8 крышки 3. Съемная крышка снабжена узлом фиксации сферы 7 в конусной втулке 8 крышки ковша, выполненным в виде эксцентрикового зажима 9. Сифон снабжен устройством 10 для поддерживания и регулирования положения всасывающей трубы сифона 5. Для регулирования положения всасывающей трубы сифона устройство 10 снабжено, например, винтовым регулятором 11. Для разрыва потока металла при его заборе в ковш сливная труба сифона снабжена сквозным отверстием 12, расположенным выше максимального уровня металла в ковше. Для исключения аварийных ситуаций во время выливки металла сифон снабжен дополнительным устройством для разрыва струи металла 13, сообщающимся с атмосферой.
Предлагаемый вакуумный ковш работает следующим образом.
Ковш подготавливают для забора жидкого металла из электролизеров, для чего на корпус 1 устанавливают съемную крышку 3 таким образом, чтобы сливная летка 2 была расположена диаметрально противоположно втулке 8 на крышке 3. Сифон устанавливают на крышке 3 в коническую втулку 8. С помощью устройства 10 и регулятора 11 ориентируют сифон с учетом конкретных требований технологии выливки и жестко фиксируют рабочее положение сферы 7 эксцентриковым зажимом 9. Затем вакуумный ковш доставляют к электролизеру. Далее заглубляют носок всасывающей трубы 5 в летку электролизера на требуемую глубину. Устройство 4 соединяют с вакуум-линией при перекрытом устройстве 13. Под действием разрежения набирают металл из электролизера в ковш. После набора требуемого количества металла в ковш устройство 4 отключают от вакуумной линии. При наличии сквозного отверстия 12 в сливной трубе сифона поступление металла в ковш самопроизвольно прекращается. Для гарантии безопасной эксплуатации ковшей сифон снабжен дополнительным устройством 13 для разрыва струи металла в сифоне. Ковш с металлом доставляют к месту обслуживания ковшей, где снимают фиксацию сферы 7 на крышке ковша 3, расслабив эксцентриковый зажим 9. Затем из ковша извлекают сифон и переставляют его в пустой ковш, а ковш с металлом направляют в литейное отделение.
Предлагаемый вакуумный ковш конструктивно более функционален по сравнению с существующими ковшами, что позволяет снизить трудоемкость его обслуживания, упростить и обезопасить процесс выливки жидкого металла, а также увеличить срок службы вакуумных ковшей.
Использование пары сферическая поверхность - конус для уплотнения места установки сифона в ковш обеспечивает надежную герметизацию ковша, работающего под разрежением. Расположение нижнего конца сливной трубы сифона на расстоянии 40÷100 мм от футерованного днища ковша снижает потери металла за счет окисления и уменьшает концентрацию в металле водорода и шлаковых включений. Наличие углубления в футеровке днища ковша в месте установки нижнего конца сливной трубы сифона гарантирует минимальный остаток металла в ковше при его выливке в другую емкость с использованием сифона.
Использование сливной трубы сифона с меньшей на 10÷25% площадью поперечного сечения по сравнению с всасывающей трубой обеспечит движение металла в ковш по сливной трубе полным сечением.
Сквозное отверстие 12 в сливной трубе сифона позволяет технологично и быстро заканчивать выливку металла. Наличие устройства 10 ориентации сифона относительно ковша, снабженного устройством для поддерживания и регулирования положения всасывающей трубы сифона относительно корпуса ковша, снижает вероятность повреждения всасывающей трубы при транспортировке ковша, позволяет менять в определенных пределах угол наклона всасывающей трубы.
Перелив металла из ковша в другую металлургическую емкость может быть выполнен с использованием сифона или через сливную летку.
Очевидные преимущества предлагаемой конструкции вакуумного ковша позволяют рекомендовать этот ковш к промышленному использованию.
Способ получения модифицирующей лигатуры al - ti
Способ переработки никельсодержащих сульфидных медных концентратов
Способ переработки медно-никелевого файнштейна
Способ флотационного обогащения сульфидных свинцово-цинковых руд
Способ определения температуры вспышки смазочных масел
Способ получения покрытия на основе диоксида кремния внутренней поверхности кварцевого изделия
Устройство для дожигания анодных газов алюминиевого электролизера
Анодный блок алюминиевого электролизера
Буровое долото режуще-вращательного типа
Противопригарная краска для литейных форм и стержней
Способ полунепрерывного литья слитков из алюминиевых сплавов
Вакуумный ковш для выливки жидкого металла
Установка для горизонтального непрерывного литья и прессования металла методом конформ
Устройство для непрерывного литья и прессования
Кристаллизатор для непрерывного литья заготовки
Установка для полунепрерывного литья плоских слитков
Способ полунепрерывного литья плоских крупногабаритных слитков из алюминиево-магниевых сплавов, легированных скандием и цирконием
Устройство для бесслитковой прокатки и прессования металла
Установка для модифицирования алюминиевого расплава

