Результат интеллектуальной деятельности: Способ контроля затяжки при сборке резьбовых соединений ударными гайковёртами
Вид РИД
Изобретение
Изобретение относится к области метрологии, а именно к силоизмерительной технике, и может быть использовано для контроля усилий или момента ударной затяжки резьбовых соединений.
Известен способ контроля усилий затяжки резьбовых соединений, заключающийся в постепенной затяжке гайки от начального положения до заданного усилия, которое контролируют по углу поворота гайки [1, 2].
К недостаткам данного способа относится низкая точность контроля, т.к. использование этого способа ограничивается соотношением между длиной  и диаметром болта d: если
и диаметром болта d: если  , способ - неприемлем. А это означает, что в случае коротких болтов возможны значительные погрешности при регистрировании этого силового контролируемого параметра.
, способ - неприемлем. А это означает, что в случае коротких болтов возможны значительные погрешности при регистрировании этого силового контролируемого параметра.
В качестве прототипа выбран способ контроля затяжки при сборке резьбовых соединений ударными гайковертами, предусматривающий затяжку резьбового соединения от исходного состояния до установленного значения силовых параметров на шпинделе гайковерта и последующее их измерение [3]. Конечное усилие определяют в соответствии с известными аналитическими зависимостями.
Общими существенными признаками известного и заявляемого способов является затяжка резьбового соединения ударными гайковертами, предусматривающая затяжку резьбового соединения от исходного состояния до установленного значения силовых параметров на шпинделе гайковерта.
Однако известный способ применим лишь для контроля затяжки однотипных резьбовых соединений с одинаковыми параметрами резьбы и одинаковой податливостью всех элементов соединения. Этот недостаток значительно сужает область применения указанного способа.
В основу изобретения поставлена задача расширения области применения известного способа.
Эта достигается тем, что затяжку резьбового соединения выполняют в несколько этапов (за несколько ударов), а силовые параметры измеряют после каждого этапа затяжки. Причем силовые параметры определяют по углу поворота гайки (или ключа гайковерта) за каждый удар.
Предложенное решение обеспечивает расширение области применения за счет возможности использования предлагаемого способа для резьбовых соединений с различной податливостью элементов соединения.
Сущность предлагаемого изобретения поясняется следующими графиками, на которых изображено:
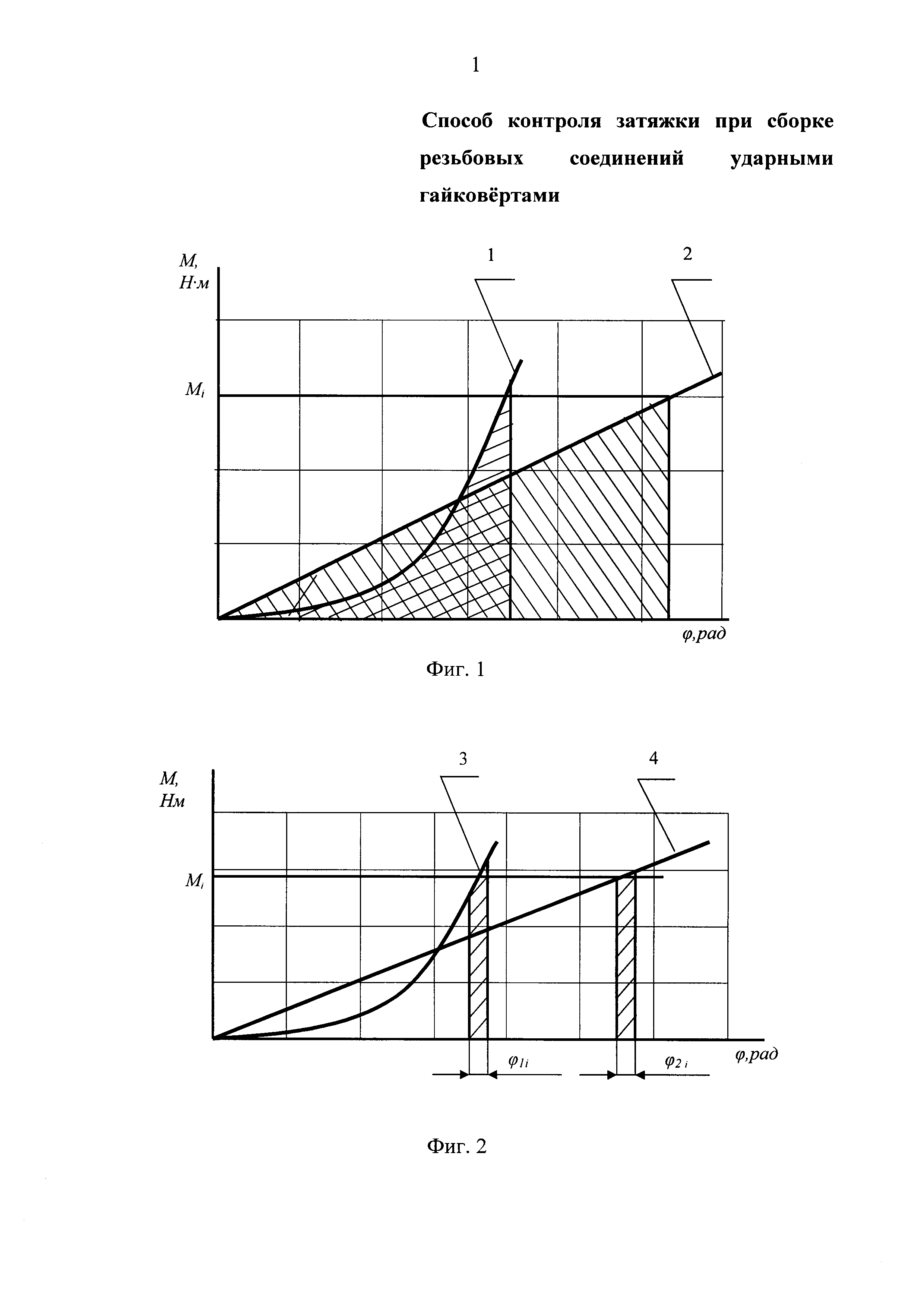
фиг. 1 - зависимости момента затяжки от угла поворота гайки для резьбовых соединений с различной податливостью при традиционном способе затяжки;
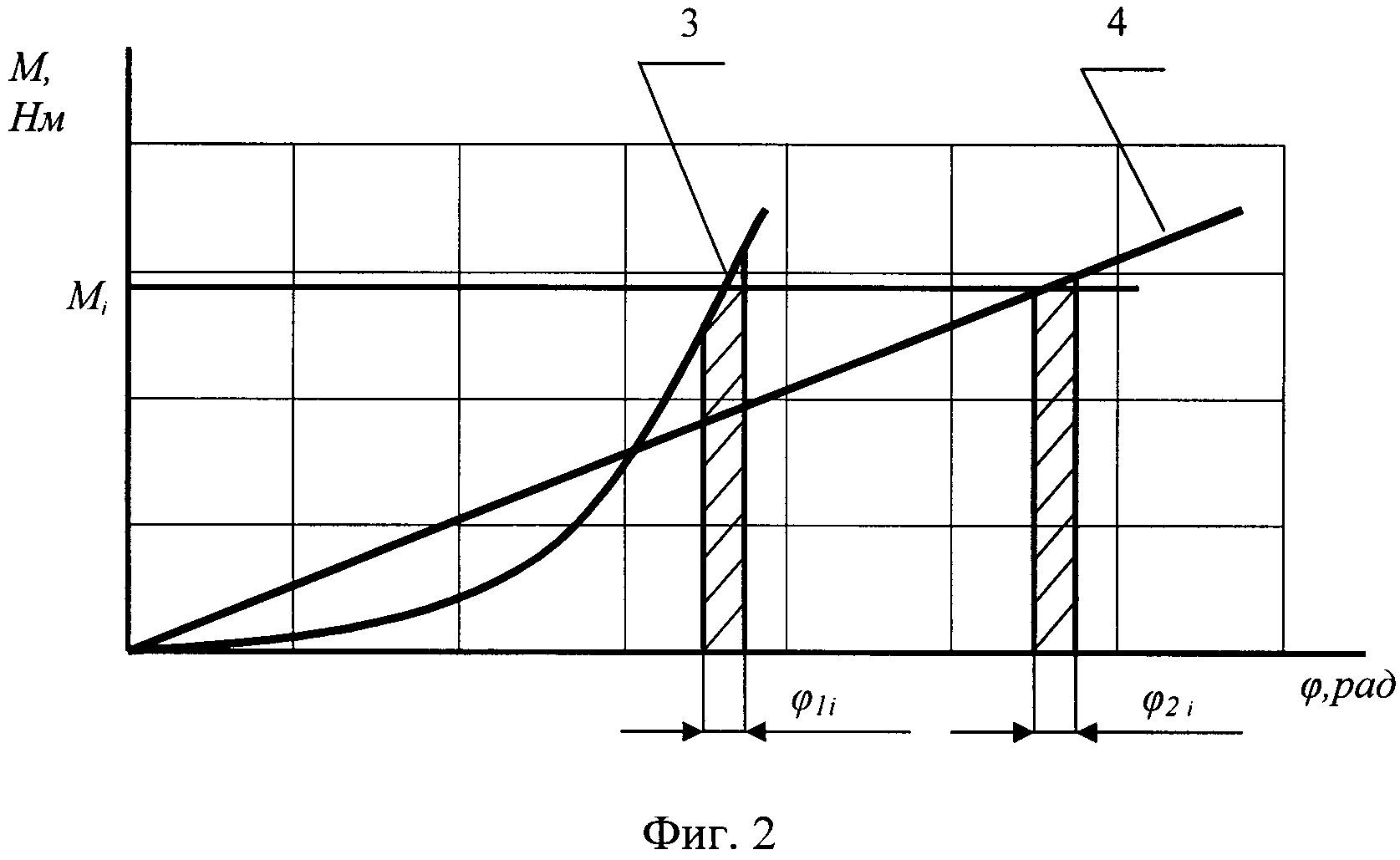
фиг. 2 - зависимости момента затяжки от угла поворота гайки для резьбовых соединений с различной податливостью при контроле по углу поворота гайки за каждый удар.
На фиг. 1 показаны реальная зависимость момента затяжки от угла поворота гайки (кривая 1) и расчетная зависимость (прямая 2) для резьбовых соединений с различной податливостью. Энергии, необходимые для затяжки таких резьбовых соединений до требуемого момента, равны площадям заштрихованных участков. Очевидно, что эти площади существенно отличаются, что сказывается на точности контроля при известном способе.
Предлагаемый способ контроля момента затяжки базируется на зависимости между текущим значением момента Mi и углом поворота ϕi после каждого i-го удара. Такая зависимость имеет место для каждого конкретного гайковерта (для редкоударных гайковертов энергия единичного удара Ае указывается в паспорте гайковерта), при этом энергия единичного удара Ае тратится на работу поворота гайки АГ и на работу упругого закручивания шпинделя гайковерта и стягиваемых деталей АУ.
Работу, израсходованную на поворот гайки АГ, можно приблизительно вычислить по следующей формуле:

Следует отметить, что зависимость (1) будет тем точнее, чем меньше угол ϕi.. Поскольку в конце затяжки угол поворота гайки довольно мал, то соотношение (1) с достаточной точностью отражает величину АГ.
На фиг. 2 также приведены зависимости момента затяжки от угла поворота гайки для резьбовых соединений с различной податливостью (кривая 3 и кривая 4), для предлагаемого способа контроля. Из фиг.2 видно, что при одинаковом значении угла поворота гайки за один удар ϕ1i=ϕ2i работа, израсходованная на поворот гайки за один удар, отличается незначительно (указанная работа равняется площади заштрихованного участка) при любом характере зависимости момента от общего угла поворота гайки. Также незначительно отличаются и соответствующие моменты затяжки.
Работа, которая расходуется на упругое закручивание шпинделя гайковерта, может быть определена по известной формуле:

где с - приведенная крутильная жесткость элементов гайковерта (для конкретного гайковерта эта величине постоянная).
Тогда энергия единичного удара Ае определится зависимостью:

Отсюда угол поворота гайки после каждого удара окажется равным:

Итак, измеряя величину ϕi можно судить о величине М, момента затяжки.
Например, для редкоударного гайковерта модели ИЭ3115А с учетом формулы (4) зависимость углов поворота и соответствующих моментов затяжки приведена в таблице 1.
Предложенное изобретение - способ контроля затяжки при сборке резьбовых соединений ударными гайковертами, позволяет расширить границы применения ударных гайковертов и повысить надежность собираемых резьбовых соединений.
Источники информации
1. Биргер И.А. Резьбовые и фланцевые соединения. / И. А. Биргер, Г.Б. Иосилевич. - М.: Машиностроение, 1990. - С. 327-329.
2. Водолазська Н.В. Моделi, алгоритми i технiчi засоби забезпечення якостi складання рiзьбових з’еднань: // Монографiя. Донецьк: ДВНЗ «ДонНТУ». - 2013. - С.24-25.
3. RU 2360786 С2, В25В 21/02 (2006.01), В25В 23/14 (2006.01), 10.07.2009. Способ контроля качества затяжки при сборке резьбовых соединений ударным гайковертом и устройство для его осуществления / Устинов В.В. (RU).
Дисковый окучник
Способ диагностики заболеваний щитовидной железы у кошек
Смеситель-раздатчик корма
Устройство для определения коэффициента трения покоя
Способ кормления цыплят-бройлеров
Препарат для кормления цыплят-бройлеров
Устройство для ультрафиолетовой обработки зерна перед проращиванием
Способ демонтажа поврежденных резьбовых изделий

