Результат интеллектуальной деятельности: СТОЛ ДЛЯ РЕЗКИ ВОЛОКНИСТОЙ ЗАГОТОВКИ, ПОЛУЧАЕМОЙ ТРЕХМЕРНЫМ ПЕРЕПЛЕТЕНИЕМ, И СПОСОБ РЕЗКИ С ИСПОЛЬЗОВАНИЕМ ТАКОГО СТОЛА
Вид РИД
Изобретение
Уровень техники изобретения
Настоящее изобретение относится к общей области волокнистых заготовок, получаемых трехмерным переплетением и содержащих два отдельных участка, которые представляют контуры различных форм и которые соединены вместе зоной без взаимной связи.
Определенные волокнистые заготовки, получаемые трехмерным переплетением, включают в себя зоны без взаимной связи, которые обеспечивают возможность, с использованием одной плоскотканой заготовки, изготовления частей из композитного материала, которые имеют сложную форму. Например, они могут представлять собой платформы лопаток вентилятора для авиационного турбинного двигателя, которые могут быть получены из π-образных волокнистых заготовок, имеющих основание и две ножки, образующие элементы жесткости, причем основание образует один участок, а две ножки образуют другой участок, который является отдельным от участка основания, причем участки соединены вместе зоной без взаимной связи.
Одна из проблем, встречающихся при изготовлении таких заготовок, заключается в том, что профили, которые вырезаются из двух не взаимосвязанных участков заготовок (образующих их окончательные контуры), необязательно являются одинаковыми. В такой ситуации невозможно предусматривать использование водоструйной резки, поэтому необходимо вырезать профили из двух участков заготовки вручную, один за другим.
Однако затруднительно управлять ручным вырезанием волокнистой заготовки, что может приводить к погрешностям резки и проблемам воспроизводимости и потери волокон.
Задача и сущность изобретения
Задачей изобретения, таким образом, является разработка стола для резки и способа резки, которые лишены вышеуказанных недостатков.
В соответствии с изобретением, эта задача решается с помощью стола для резки для вырезания волокнистой заготовки, получаемой трехмерным переплетением и имеющей два участка, которые соединены вместе по меньшей мере одной зоной без взаимной связи и которые представляют контуры различных форм, причем стол для резки содержит: столешницу, обеспеченную углублением для приема плоским одного из участков заготовки, подлежащих вырезанию; жертвенные пластины для размещения между участками заготовки для вырезания и для прикрепления к столешнице; по меньшей мере один шаблон для резки, выполненный с возможностью прижатия к участку волокнистой заготовки, который не расположен в углублении; и средство приложения прижимающего давления к шаблону для резки.
Стол для резки изобретения отличается тем, что он включает в себя множественные ограничения в одном элементе инструментальных средств, такие как равномерное и точное прижатие участка заготовки при его вырезании, точное вырезание его участков без риска деформации или удаления волокон и ограниченный риск травмы для оператора. Таким образом, стол для резки изобретения упрощает вырезание волокнистых заготовок и ограничивает проблемы воспроизводимости.
Стол для резки может включать в себя исполнительный механизм, установленный вертикально над столешницей и выполненный с возможностью приема шаблона для резки для того, чтобы прикладывать к нему прижимающее давление.
Каждая жертвенная пластина может быть пригодна для закрепления на столешнице посредством установочных винтов. Углубление столешницы может представлять профиль, который соответствует контуру, который является общим для двух участков заготовки, которые подлежат вырезанию.
Предпочтительно, шаблон для резки имеет по меньшей мере два установочных штифта для расположения его на заготовке. Подобным образом, шаблон для резки предпочтительно имеет скошенный край для облегчения прохождения режущего инструмента. Наконец, шаблон для резки предпочтительно имеет прижимную кромку на его периферии с целью оптимизации удержания заготовки при ее вырезании.
Столешница является предпочтительно вращающейся, круглой, горизонтальной и включает в себя верхнюю поверхность, которая обеспечена углублением, тем самым облегчая обработку резкой оператора.
Другой задачей изобретения является обеспечение способа вырезания волокнистой заготовки посредством стола для резки, который определен выше, причем способ содержит этапы, на которых:
размещают заготовку для вырезания на столешнице стола для резки, при этом располагая один из участков заготовки плоским в углублении в ней;
размещают жертвенные пластины между двумя участками заготовки и прикрепляют эти жертвенные пластины к столешнице стола для резки;
размещают шаблон для резки на участке заготовки, который не расположен в углублении столешницы стола для резки;
прикладывают прижимающее давление к шаблону для резки;
вырезают участок заготовки, охватываемый шаблоном для резки, по контуру шаблона; и
повторяют вышеуказанные этапы на другом участке заготовки.
Способ может включать в себя предшествующий этап, на котором предварительно вырезают заготовку струей воды по общему контуру, охватывающему контуры обоих участков заготовки.
Краткое описание чертежей
Другие характеристики и преимущества настоящего изобретения вытекают из следующего описания, выполненного со ссылкой на сопровождающие чертежи, которые показывают вариант выполнения, не имеющий ограничивающего характера. На фигурах:
Фигуры 1A и 1B представляют собой схематические виды сверху и снизу примера волокнистой заготовки, к которой относится изобретение;
Фигура 1С представляет собой вид в разрезе по IC-IC волокнистой заготовки на Фигуре 1А;
Фигуры 2-10 представляют собой виды, показывающие различные этапы способа резки изобретения, которое относится к волокнистой заготовке на Фигурах 1А-1С; и
Фигура 11 показывает шаблон для резки для стола для резки изобретения.
Подробное описание изобретения
Изобретение относится к вырезанию волокнистой заготовки, получаемой трехмерным (3D) переплетением и имеющей два участка, которые соединены вместе по меньшей мере одной зоной без взаимной связи и которые представляют контуры различных форм. Такие волокнистые заготовки обеспечивают возможность изготовления частей из композитного материала сложной формы из одной плоскотканой заготовки.
Неограничивающее примерное применение представляет собой применение волокнистых заготовок, используемых для изготовления платформ лопаток вентилятора для авиационного турбинного двигателя, таких как заготовка, показанная на Фигурах 1А-1С.
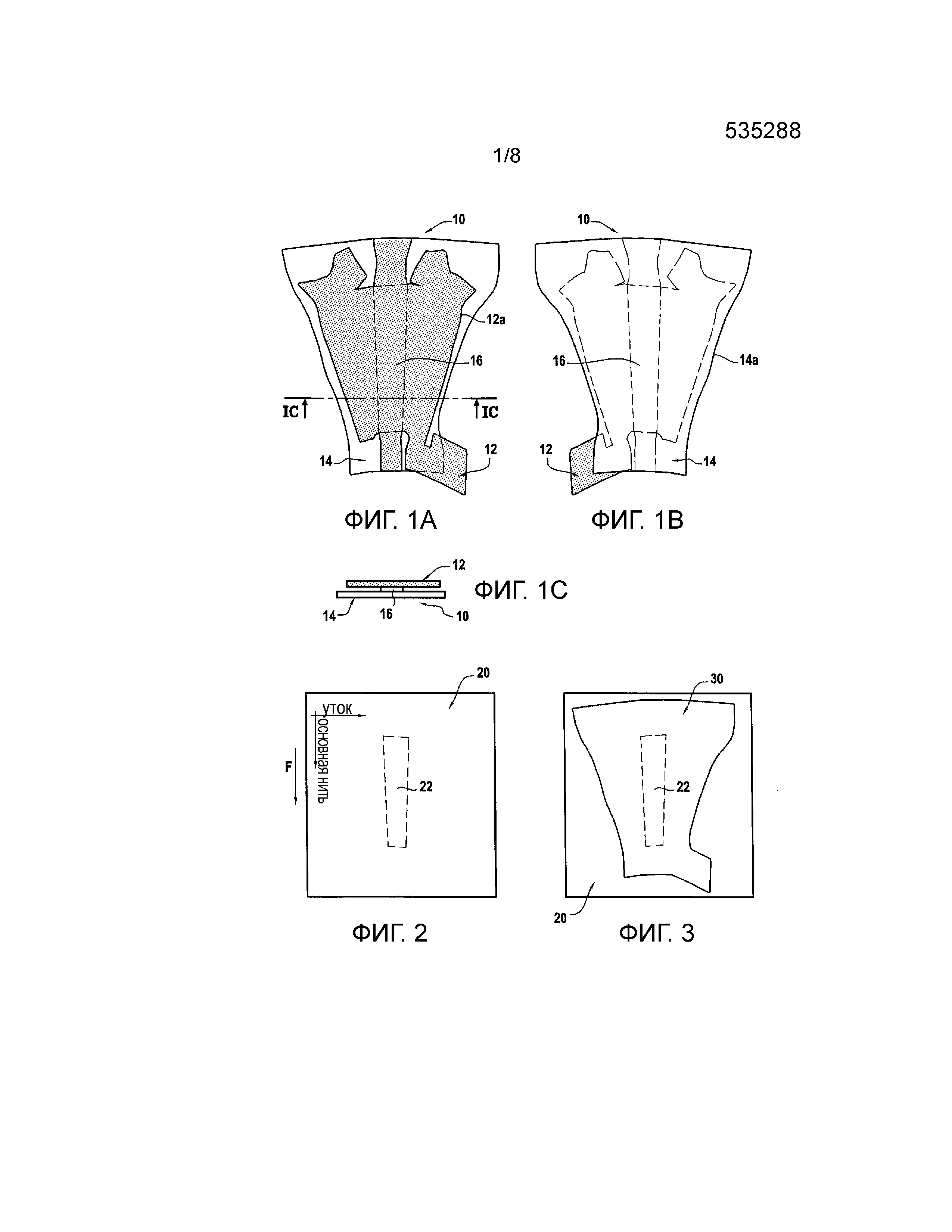
Эти фигуры представляют собой изображения, показывающие волокнистую заготовку 10, которая получена 3D переплетением и которая, после формования, впрыскивания смолы или уплотнения матрицей и, возможно, механической обработки, служит для получения платформы лопатки вентилятора.
Термин «3D переплетение» следует понимать как означающее то, что основные нити заготовки следуют по извилистым траекториям для того, чтобы взаимно связывать уточные нити, принадлежащие к различным слоям уточных нитей, за исключением зон без взаимной связи, причем следует понимать, что 3D переплетение, в частности, интерлок-переплетение, может включать в себя 2D переплетения на поверхности. Могут использоваться различные 3D переплетения, такие как интерлок, множественное атласное или полотняное переплетения, например, которые описаны, в частности, в документе WO 2006/136755.
Волокнистая заготовка 10 представляет два отдельных участка в ее направлении толщины, а именно верхний участок 12 и нижний участок 14, каждый из которых образован множеством наложенных слоев нитей, и которые соединены вместе зоной без взаимной связи 16 так, чтобы образовывать одну волокнистую структуру. В этой зоне без взаимной связи 16 слои нитей верхнего участка волокнистой заготовки взаимно связаны со слоями нитей нижнего участка (и наоборот).
Более того, участки 12 и 14 волокнистой заготовки представляют контуры, которые являются различными. Фигура 1А показывает контур 12а верхнего участка 12 заготовки (заштрихован), при этом Фигура 1B показывает контур 14а нижнего участка 14 заготовки (с профилем верхнего участка, изображенным пунктирными линиями).
Со ссылкой на Фигуры 2-11, далее следует описание различных этапов способа резки изобретения, позволяющего получать такую волокнистую заготовку.
Начальный этап способа резки заключается в изготовлении волокнистой структуры 20 3D переплетением, например, которая показана на Фигуре 2, причем эту волокнистую структуру изготавливают из двух отдельных участков (в направлении толщины), которые объединяют посредством заранее заданной зоны без взаимной связи 22. На этой фигуре могут быть видны основные и уточные направления нитей, образующих волокнистую структуру, и также направление F продвижения структуры при ее тканье.
Начиная с этой волокнистой структуры, следующий этап состоит в предварительном вырезании волокнистой структуры струей воды по общему контуру С, который охватывает контуры обоих участков волокнистой заготовки, которые подлежат получению. Эта операция обеспечивает возможность получения предварительно вырезанной заготовки 30, показанной на Фигуре 3, причем эта предварительно вырезанная заготовка представляет два отдельных участка (в направлении толщины), которые соединены вместе предварительно подготовленной зоной без взаимной связи 16.
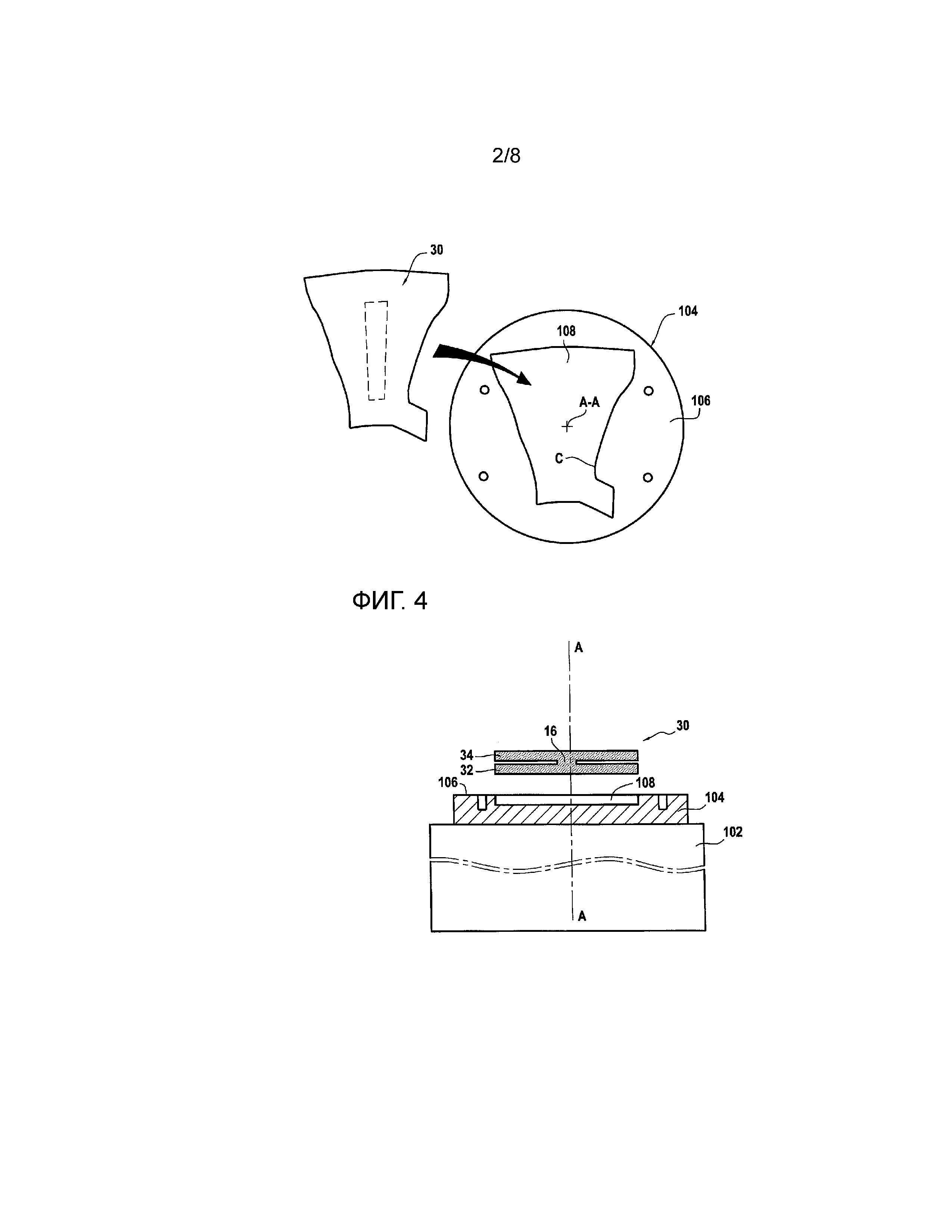
Заготовку 30, которую предварительно вырезали таким образом, далее располагают на столе 100 для резки в соответствии с изобретением, как показано схематически на Фигуре 4.
Этот стол 100 для резки содержит, в частности, стенд 102, на котором горизонтальная столешница 104 установлена с возможностью вращения вокруг вертикальной оси A-A, и которая имеет верхнюю поверхность 106, обеспеченную углублением 108, которое должно принимать плоским один из участков заготовки, подлежащих вырезанию. С этой целью, углубление 108 представляет профиль, который соответствует контуру С, который является общим для обоих участков заготовки, которые подлежат вырезанию.
В примере, показанном на Фигуре 4, участок 32 заготовки 30, который расположен в углублении 108 столешницы 104 стола для резки, представляет собой участок, который, после вырезания, должен образовывать нижний участок волокнистой заготовки.
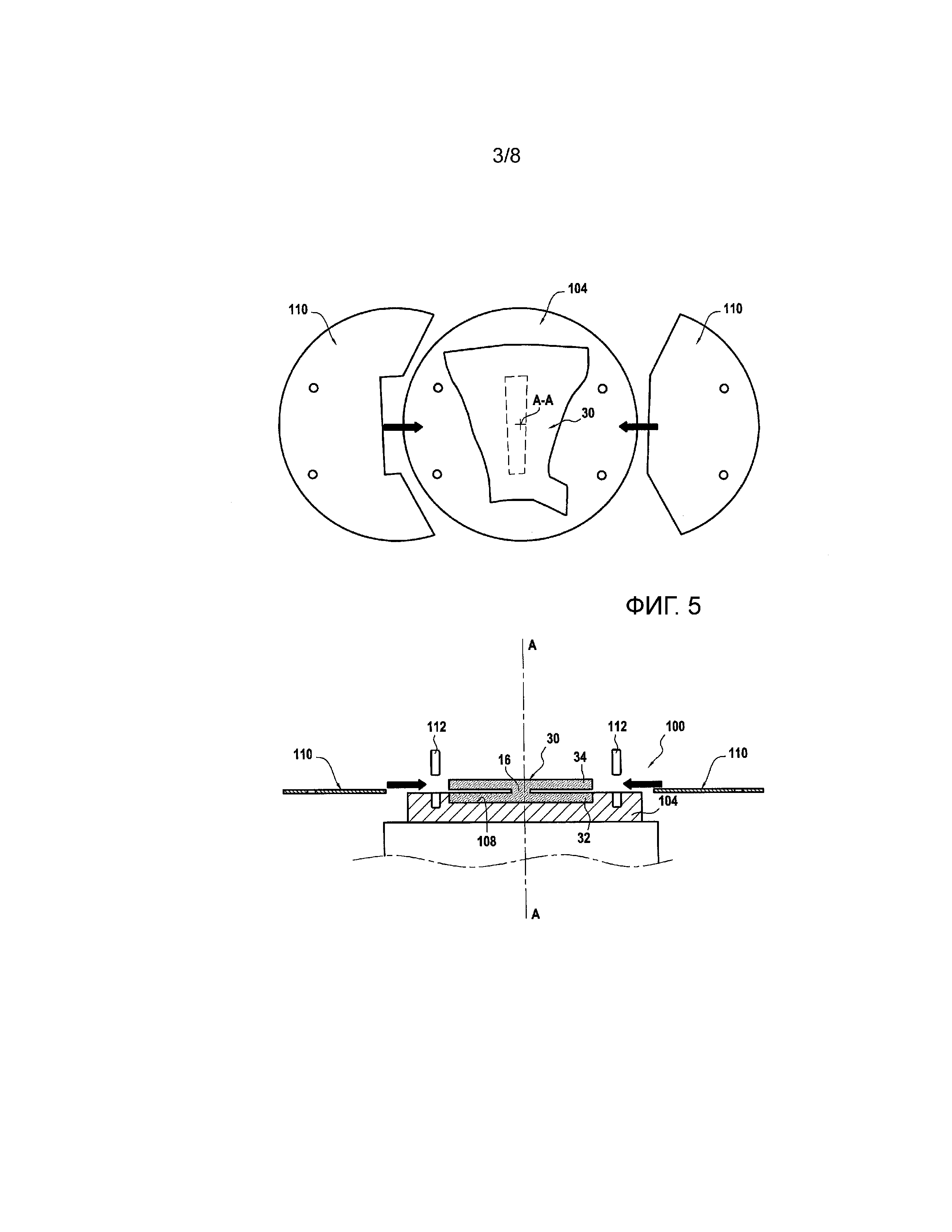
Жертвенные пластины 110 (две в этом примере) далее размещают между двумя участками заготовки для вырезания (Фигура 5). Эти жертвенные пластины 110 представляют соответственные профили, которые соответствуют контуру зоны без взаимной связи 16 предварительно вырезанной заготовки 30, и они служат для защиты участка 32 заготовки, который расположен в углублении столешницы.
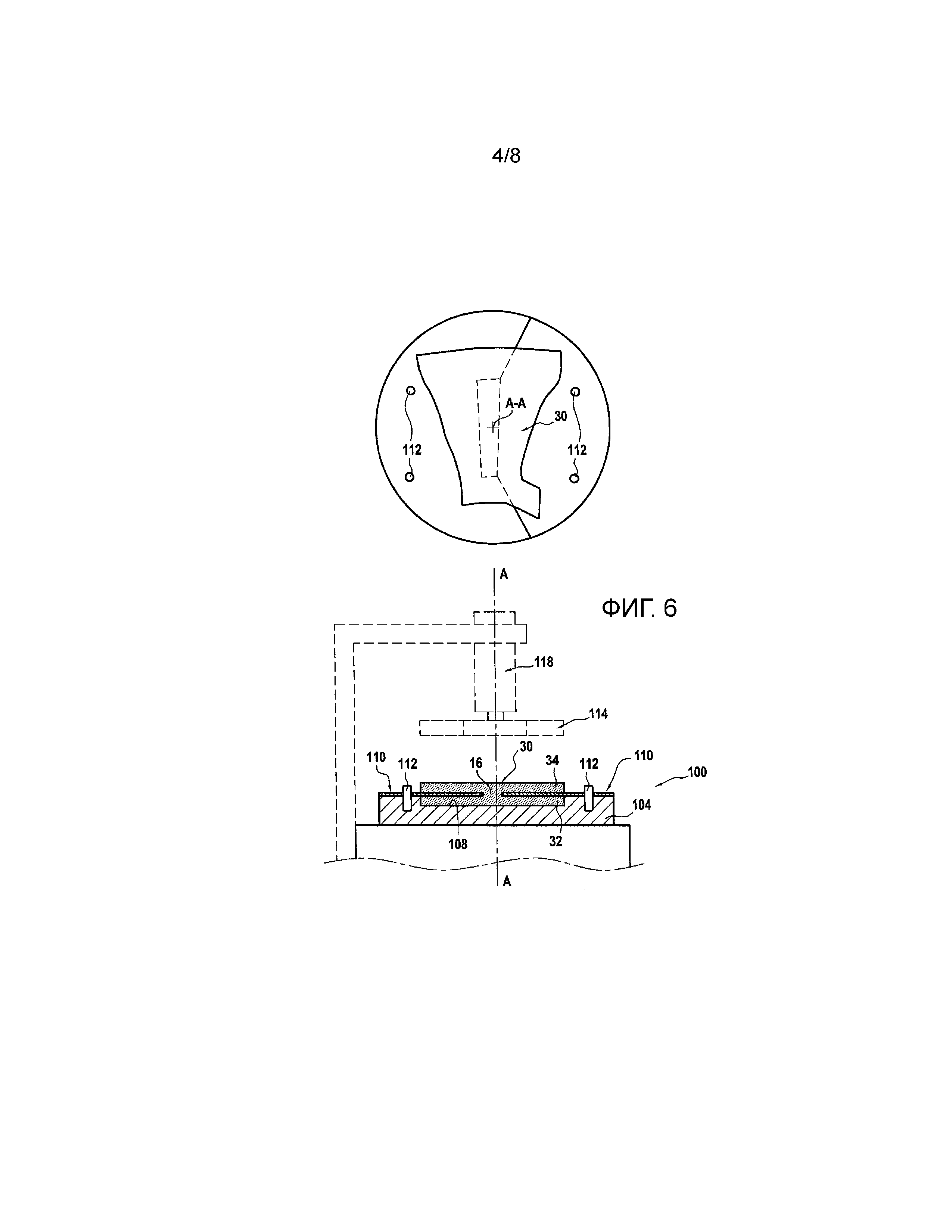
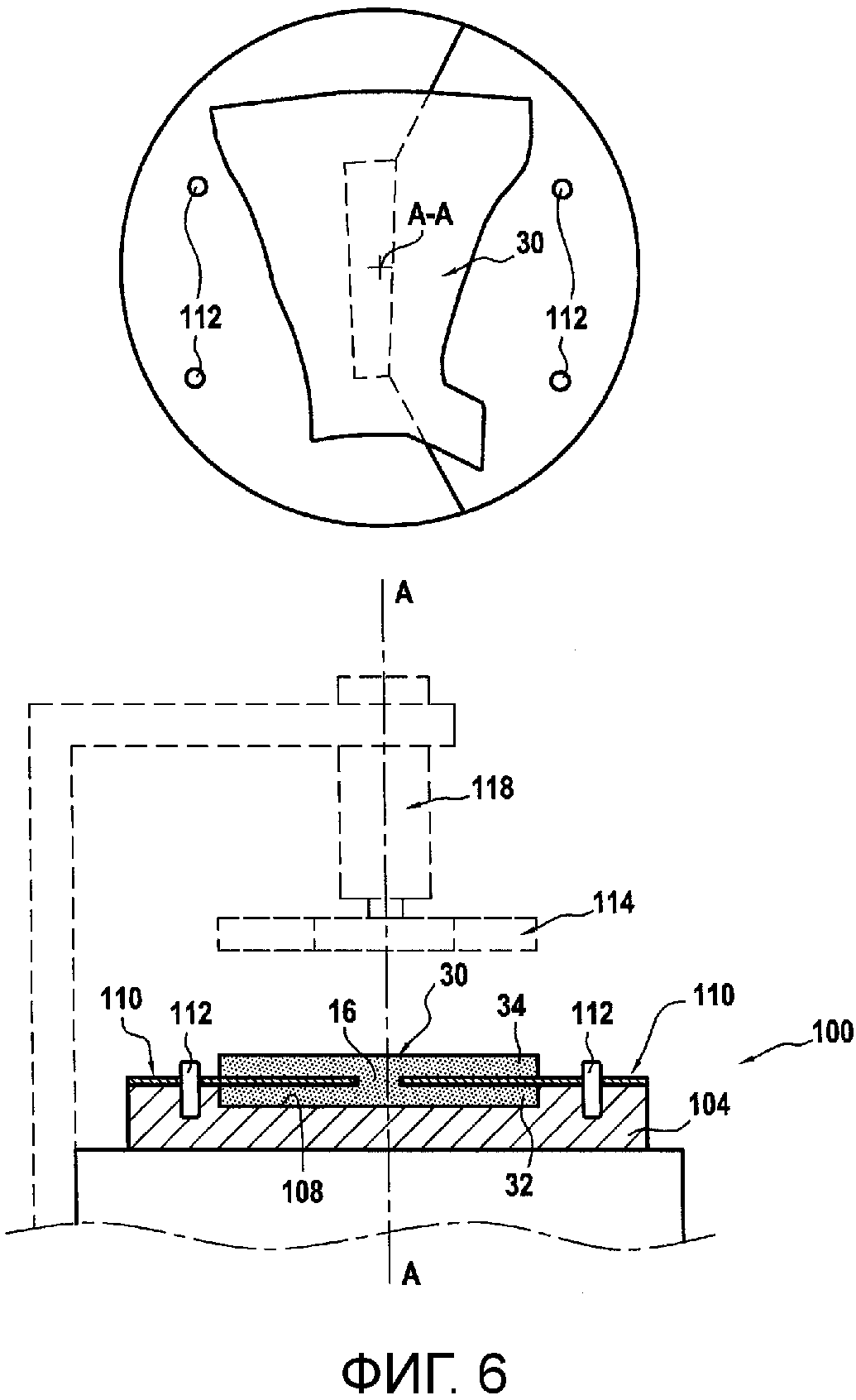
После расположения таким образом жертвенных пластин 110 на столе для резки, их прикрепляют к столешнице 104, например, каждую посредством двух установочных винтов 112 (Фигура 6), таким образом, предотвращая их перемещение во время операции резки должным образом.
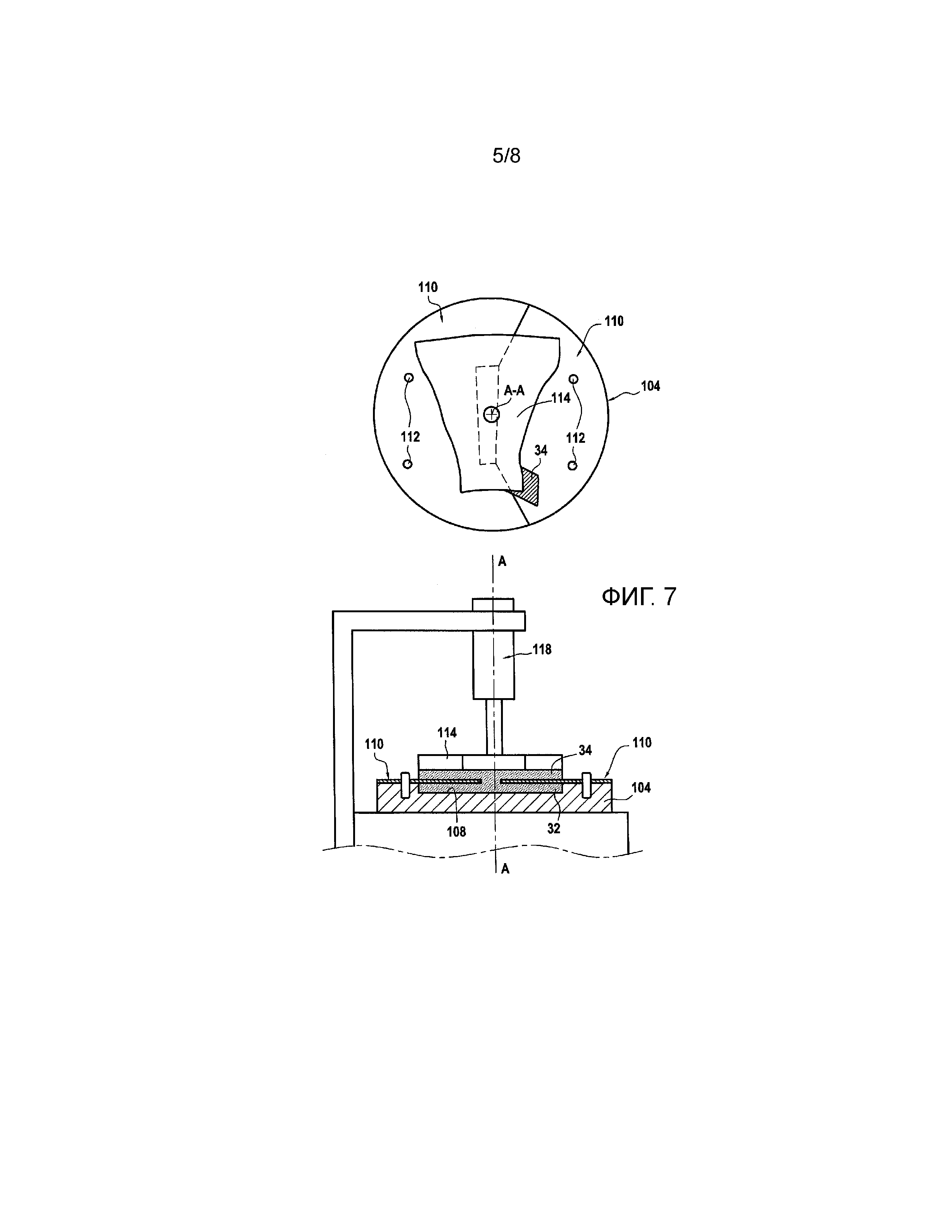
Следующий этап показан на Фигуре 7 и состоит в наложении шаблона 114 для резки на участок 34 волокнистой заготовки, который не расположен в углублении столешницы стола для резки, причем шаблон для резки в этом примере представляет контур 114а, который соответствует контуру верхнего участка 12 вырезанной заготовки.
Предпочтительно, шаблон 114 для резки имеет два установочных штифта 116 относительно жертвенных пластин 110 для того, чтобы обеспечивать, что шаблон для резки располагают должным образом на предварительно вырезанной заготовке 30.
Далее прикладывают прижимающее давление к шаблону 114 для резки для того, чтобы обеспечивать удержание волокон заготовки на краю шаблона для резки так, чтобы предотвращать их перемещение во время операции резки должным образом.
С этой целью, шаблон 114 для резки горизонтально прикрепляют к свободному концу исполнительного механизма 118, установленного вертикально над столешницей 104 стола для резки. Прижимающее давление, прикладываемое исполнительным механизмом к шаблону для резки, обычно лежит в диапазоне от 0,3 МПа до 0,5 МПа.
После наложения шаблона для резки возможно начинать вырезание участка 34 заготовки по контуру шаблона для резки. Эту резку могут выполнять различными образами, которые известны сами по себе, например, вручную с использованием лезвия, изготовленного из стали или керамики.
В примере, показанном на Фигуре 7, заштрихованная зона участка 34 волокнистой заготовки соответствует зоне, которая подлежит отрезанию во время этого этапа. Следует отметить, что поворачивание столешницы 104 стола для резки вокруг вертикальной оси A-A упрощает этот этап резки, позволяя оператору всегда иметь доступ к зоне резки.
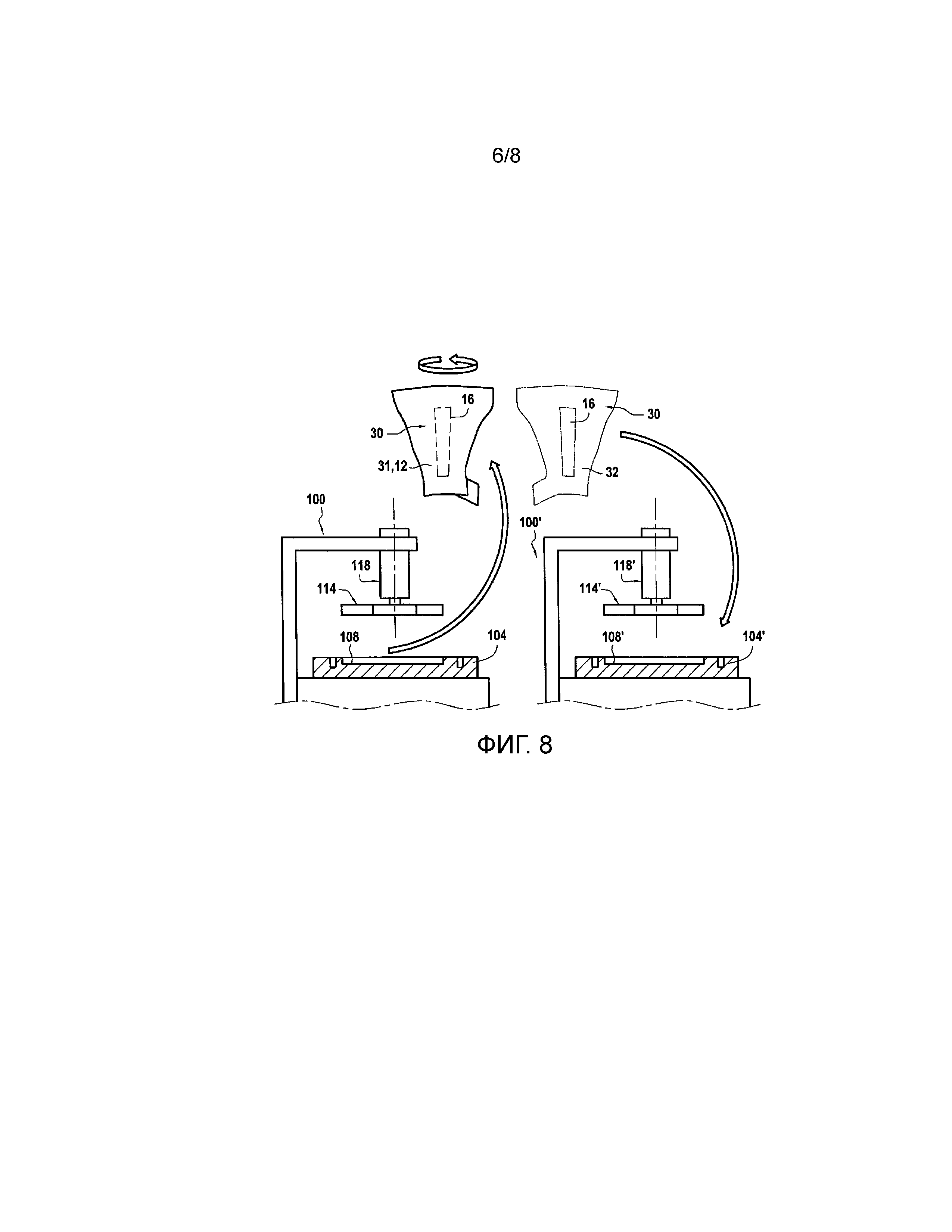
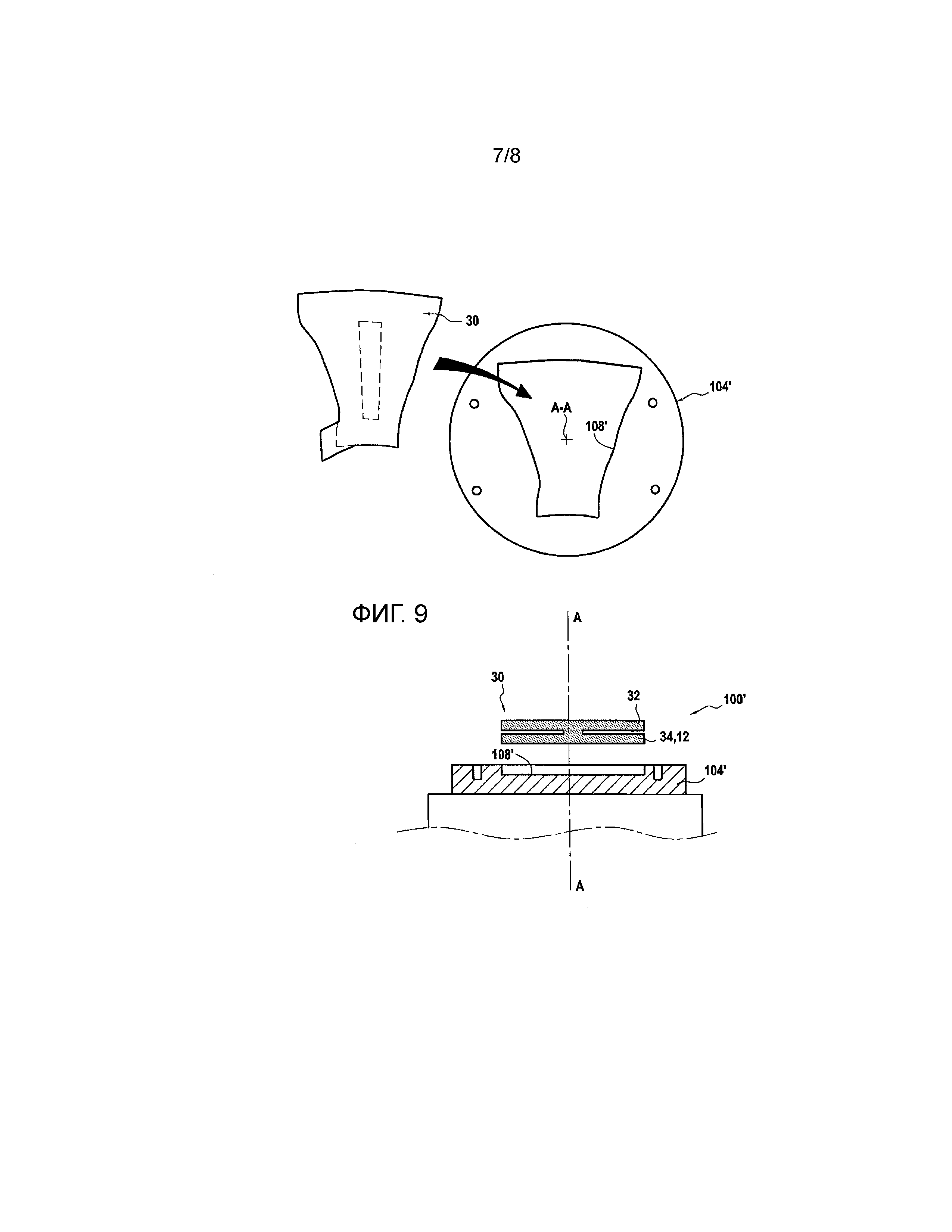
После окончания резки участок 34 волокнистой заготовки 30 соответствует верхнему участку 12 вырезанной заготовки 10, которая показана на Фигурах 1А-1С. Шаблон для резки далее удаляют со стола для резки, и заготовку 30 перемещают на другой стол 100' для резки, аналогичный вышеописанному столу (Фигуры 8 и 9). Этот стол 100' для резки представляет, в частности, столешницу 104', имеющую углубление 108' с профилем, который соответствует контуру участка 34 заготовки, который только что был вырезан.
Волокнистую заготовку 30, таким образом, размещают на столе 100' для резки с ее верхним участком 12, расположенным в углублении 108' столешницы 104'.
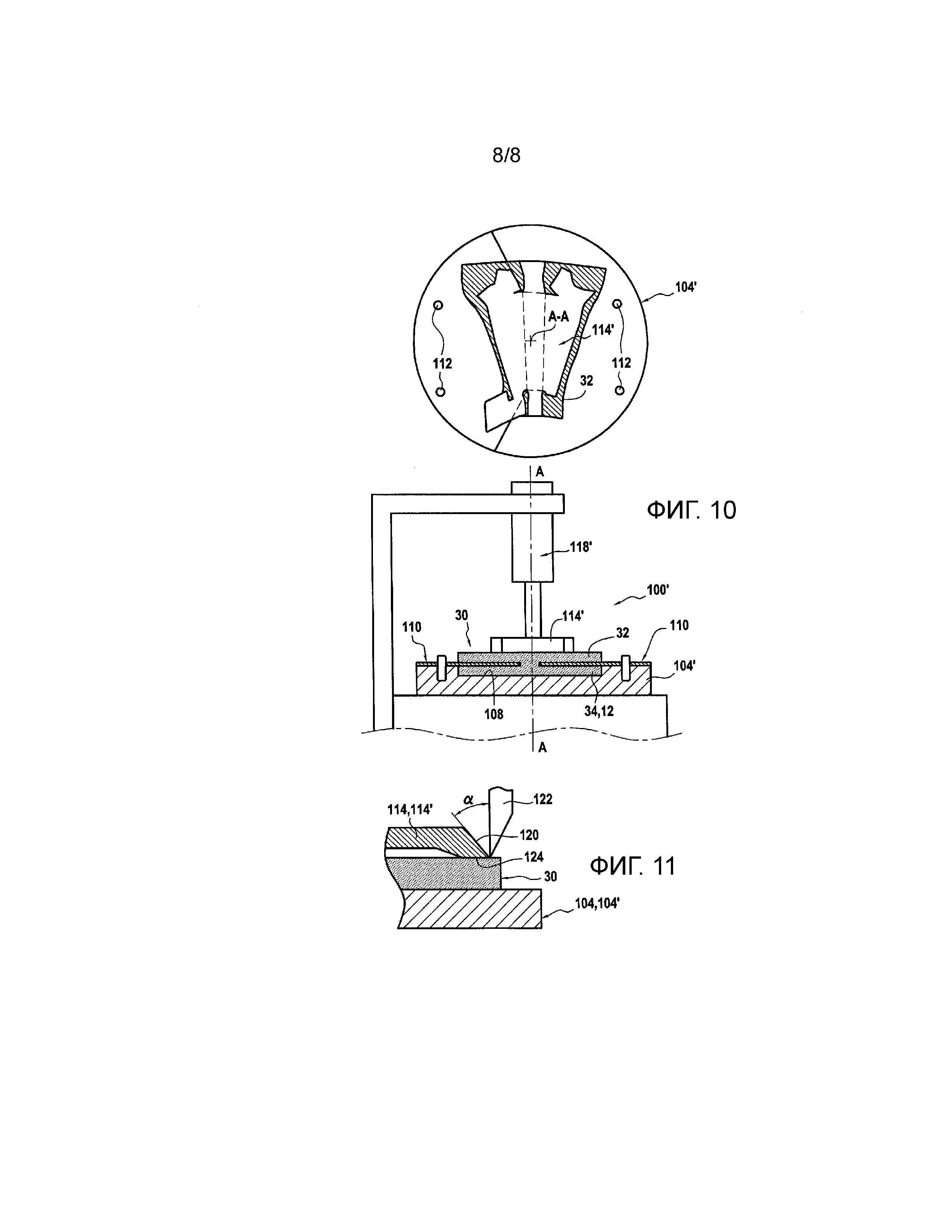
Операции далее продолжаются таким же образом, как и для вырезания участка 34 заготовки. В частности, такие же жертвенные пластины 110 устанавливают и прикрепляют к столешнице 104', и другой шаблон 114' для резки накладывают на участок 32 заготовки, подлежащий вырезанию, причем этот шаблон для резки представляет контур 114'а, который соответствует контуру нижнего участка 12 вырезанной заготовки (Фигура 10). После приложения прижимающего давления посредством исполнительного механизма 118' возможно начинать вырезание участка 32 волокнистой заготовки по контуру этого другого шаблона 114' для резки. В примере на Фигуре 10 заштрихованная зона участка 32 волокнистой заготовки соответствует зоне, которую отрезают.
После его вырезания участок 32 волокнистой заготовки 30 соответствует нижнему участку 14 вырезанной заготовки 10, которая показана на Фигурах 1А-1С. Шаблон 114' для резки и жертвенные пластины 110 могут далее удалять для того, чтобы обеспечивать извлечение волокнистой заготовки. Она в этом случае соответствует заготовке, которая показана на Фигурах 1А-1С.
В другом предпочтительном обеспечении изобретения, которое показано на Фигуре 11, каждый из шаблонов 114 и 114' резки имеет скошенный край 120 для облегчения прохождения режущего лезвия 122. Обычно этот скошенный край 120 может образовывать угол α около 45° с вертикальной линией резки.
В другом предпочтительном обеспечении изобретения, также показанном на Фигуре 11, каждый из шаблонов 114 и 114' для резки имеет прижимную кромку 124 на его периферии с целью оптимизации удержания заготовки 30 при ее вырезании. Наличие такой прижимной кромки 124 (например, имеющей ширину около 5 миллиметров (мм)), таким образом, служит для ограничения приложения давления к зоне, расположенной вокруг зоны для резки.
Устройство с подвижным силовым цилиндром для управления ориентацией лопатками вентилятора турбовинтового двигателя
Лопатки вентилятора с изменяемым углом установки
Турбина высокого давления газотурбинного двигателя, кольцеобразный фланец, сектор направляющих лопаток и авиационный двигатель, содержащий турбину высокого давления
Корпус компрессора, обладающий стойкостью к титановым пожарам, компрессор высокого давления, содержащий такой корпус, и двигатель летательного аппарата, оборудованный таким компрессором
Винт без обтекателя с лопатками с изменяемым углом установки для турбомашины
Устройство для управления ориентацией лопастей вентилятора турбовинтового двигателя
Способ и устройство подачи регулируемого потока топлива в камеру сгорания турбомашины
Ротор вентилятора турбореактивного двигателя самолета
Малогабаритная система винтов противоположного вращения
Способ изготовления термического барьера, покрывающего металлическую подложку из жаропрочного сплава, и термомеханическая деталь, полученная этим способом изготовления
Устройство поддержания давления для изготовления композиционных компонентов посредством нагнетания полимера и связанный метод
Способ изготовления лопасти винта из композитного материала
Устройство и способ изготовления заготовок

