Результат интеллектуальной деятельности: УСТРОЙСТВО И СПОСОБ ЗАПОЛНЕНИЯ ПРОДУКТА В ЕМКОСТИ
Вид РИД
Изобретение
Изобретение относится к устройству и способу заполнения продукта, прежде всего жидких продуктов питания, в емкости. Пока емкости проходят через рабочую камеру устройства от входной стороны к выходной стороне, проходящие через рабочую камеру емкости подвергают воздействию стерильной текучей среды, прежде всего стерильного воздуха, с целью предотвращения загрязнения. Поддержание стерильной атмосферы в рабочей камере является необходимым до тех пор, пока емкости в рабочей камере не оказываются закрытыми.
При заполнении жидких продуктов питания в емкости было выявлено в качестве целесообразного разделение рабочей камеры на область стерилизации и область заполнения, начиная от входной стороны.
Начинающаяся от входной стороны область стерилизации содержит зону предварительного нагревания, зону стерилизации и зону просушки. Смежная ей область заполнения содержит зону заполнения и зону закрывания. В зоне предварительного нагревания емкости нагревают с помощью горячего воздуха. Затем емкости поступают в зону стерилизации, где как на внешние, так и на внутренние поверхности емкостей воздействуют с помощью стерилизующего агента, предпочтительно, с помощью перекиси водорода (Н2О2). С целью удаления перекиси водорода после стерилизации, емкости затем поступают в зону просушки, где емкости омывают горячим воздухом. После чего, в зоне заполнения производят фактическое заполнение жидких продуктов питания в обработанные таким образом емкости. Наконец, наполненные емкости поступают в зону закрывания, в которой закрывают емкости, которые оставались до того времени открытыми, этого достигают, например, путем сворачивания верхних откидных створок, которые затем нагревают и прижимают посредством закупоривающих инструментов в области наклонного участка. Между областью заполнения и областью стерилизации расположена разделительная стенка, которая простирается поперечно маршруту транспортировки емкостей через рабочую камеру, и которая, по меньшей мере, имеет проходы для емкостей, передаваемых посредством транспортных средств вдоль маршрута транспортировки, а также линии для предоставления стерильной текучей среды.
После завершения заполнения и транспортировки большого количества емкостей через рабочую камеру, рабочую камеру очищают. В качестве чистящих средств для рабочей камеры, прежде всего, рассматривают воду, основанные на щелочи или кислоте чистящие средства, а также аэрозоли перекиси водорода (H2O2).
Из WO 2010/145978 А2 являются известными устройство родового типа и способ родового типа заполнения продукта, прежде всего жидких продуктов питания, в рамках которых значительно уменьшены расходы на очистку линий для введения стерильной текучей среды в рабочую камеру. Стерильную текучую среду вводят в рабочую камеру посредством внешней линии, имеющей несколько отверстий и простирающейся через рабочую камеру. С целью единообразного распределения стерильной текучей среды над емкостями в рабочей камере устройства, в рабочей камере под внешней линией расположен по меньшей мере один оснащенный простирающимися над емкостями отверстиями профиль, который распределяет введенную посредством внешней линии стерильную текучую среду над емкостями. Имеющая несколько форсунок для распыления чистящего средства внутренняя линия простирается во внешней линии. Охватывающую внутреннюю линию внешнюю линию подвергают автоматической очистке после завершения заполнения во время операции по очистке рабочей камеры, когда подаваемое под давлением из форсунок внутренней линии чистящее средство набегает на внутреннюю поверхность внешней линии. Предпочтительно, внешняя и внутренняя линии расположены таким образом, что они могут быть повернуты друг относительно друга вокруг их продольных осей с целью обеспечения полной очистки внутренней поверхности внешней линии и рабочей камеры.
В процессе работы известного устройства было обнаружено, что нестерильный горячий воздух из области стерилизации, прежде всего зоны предварительного нагревания и зоны стерилизации, может протекать назад во внешнюю линию для стерильной текучей среды, и может, таким образом, оказывать негативное влияние на стерильную атмосферу в зоне заполнения. Ответственным за противоток является наблюдающийся в различных местах внешней линии эжектирующий эффект.
Кроме того, массовый расход выходящей из отверстий внешней линии стерильной текучей среды, а также распределение потока стерильной текучей среды в рабочей камере не являются подходящими для обеспечения поддержания стерильной атмосферы в рабочей камере при всех рабочих условиях.
Наконец, во время введения стерильной текучей среды в рабочую камеру происходит значительное шумовое загрязнение.
Начиная с WO 2010/145978 А2, как самого близкого известного уровня техники, целью изобретения является обеспечение устройства родового типа, в котором улучшена стерильная атмосфера в рабочей камере, прежде всего в области заполнения. Кроме того, должен быть предоставлен способ улучшения стерильной атмосферы в рабочей камере.
Эта цель достигнута устройством, имеющим признаки по п. 1 формулы изобретения, и способом, имеющим признаки по п. 15 формулы изобретения.
Площадь поперечного сечения кольцевой камеры, по меньшей мере, секционно изменяется в продольном направлении таким образом, что достигается по существу распределение постоянного давления вдоль внешней линии, и таким образом, равномерное распределение выходящей из отверстий во внешней линии в рабочую камеру стерильной текучей среды. Изобретение предусматривает целенаправленное управление давлением и скоростью потока стерильной текучей среды в кольцевой камере посредством секционного изменения площади поперечного сечения кольцевой камеры. Такое изменение устроено способом, который соотносит площадь поперечного сечения с требуемым уменьшением массового расхода в кольцевой камере для обеспечения постоянной осевой скорости, и тем самым, также постоянного статического давления в кольцевой камере. Путем постепенного уменьшения площади поперечного сечения до практически нулевого на конце кольцевой камеры достигают постоянного статического давления без значительного возрастания давления в критической точке по всей длине кольцевой камеры.
С целью достижения единообразного распределения статического давления и равномерной скорости потока стерильной текучей среды в особо критической области заполнения, является выгодным, когда поперечное сечение кольцевой камеры изменяется в продольном направлении по всей длине области заполнения. В экспериментах было обнаружено, что наилучший эффект достижим посредством линейного изменения поперечного сечения кольцевой камеры.
По конструктивным причинам поперечное сечение внешней линии является постоянным по всей длине рабочей камеры. Поскольку поперечное сечение является круглым, линейное изменение площади поперечного сечения кольцевой камеры может быть достигнуто посредством внутренней линии, которая, по меньшей мере, секционно имеет постепенно возрастающий диаметр. Линейное изменение площади поперечного сечения, как оно упомянуто выше, в настоящем изобретении следует также понимать как формирование боковой поверхности для линейного изменения площади поперечного сечения кольцевой камеры.
Когда внешняя линия имеет в продольном направлении единообразное поперечное сечение, площадь поперечного сечения кольцевой камеры в направлении потока может быть линейно уменьшена особо простым способом, в рамках которого площадь поперечного сечения внутренней линии линейно увеличивается в продольном направлении. Следующее отношение получено для внешней и внутренней линий, имеющих круглые поперечные сечения: При допущении изменения диаметра внутренней линии dHEPA для линейного уменьшения площади поперечного сечения получены следующие выражения для площади Across поперечного сечения кольцевой камеры между внутренней и внешней линиями в зависимости от диаметра dHEPA вдоль длины х линий:
 , и
, и

Если увеличение диаметра внутренней линии начинается в центре первого отверстия (чистящая форсунка), и задано х=0 в этой точке, поперечное сечение согласно уравнению I:
 , и
, и

Следовательно, константы в уравнении I равны:
 , и
, и

и уравнение I преобразуется к форме:

Объединяя уравнения I и II:


получаем решение для dclean (х):

Другими словами, диаметр внутренней линии (чистящей трубы) должен быть функцией квадратного корня от расстояния х от первого отверстия во внутренней линии.
Когда внешняя линия и внутренняя линия могут быть повернуты относительно друг друга вокруг их продольных осей, внутренняя очистка внешней линии может быть еще более улучшена по всей ее окружности.
С целью распределения стерильной текучей среды, прежде всего стерильного воздуха, в рабочей камере устройства на двух ярусах над емкостями, в одном варианте осуществления изобретения предложено, что в рабочей камере под внешней линией расположен по меньшей мере один оснащенный простирающимися над емкостями отверстиями профиль, который распределяет введенную посредством внешней линии стерильную текучую среду над емкостями. Прежде всего, в качестве подходящих типов профиля рассматривают прямоугольные профили или угловые профили.
Прямоугольные профили имеют малую высоту по сравнению с шириной. Их в дальнейшем также называют (перфорированными) пластинами.
С целью, прежде всего, обеспечения всесторонней очистки профиля (профилей) с помощью чистящего средства, в предпочтительном варианте осуществления изобретения каждый профиль расположен с возможностью поворота вокруг оси, вокруг которой профиль является поворачиваемым между первым положением, в котором в рабочей камере присутствуют емкости, и вторым положением, в котором емкости в рабочей камере отсутствуют. Чистящее средство применяют во втором положении профиля.
С целью повышения статического давления стерильной текучей среды в кольцевой камере, в одном варианте осуществления изобретения предусмотрено, что внутренняя линия выполнена с возможностью поворота во внешней линии по меньшей мере в одно закрытое положение, в котором по меньшей мере один закрывающий элемент закрывает отверстия во внутренней линии относительно кольцевой камеры. Независимо от этого признака, во время введения стерильной текучей среды в рабочую камеру внутренняя линия является отсоединенной от источника чистящего средства.
Увеличение статического давления уменьшает эжектирующий эффект, и тем самым, опасность противотока нестерильного воздуха во внешнюю линию для стерильной текучей среды.
Противоток нестерильного воздуха во внешнюю линию для стерильной текучей среды может также быть предотвращен при условии, что внешняя линия вверх по потоку от области заполнения не имеет отверстий для введения стерильной текучей среды в рабочую камеру, предпочтительно, по всей длине области стерилизации. В то же время, отсутствие отверстий в области стерилизации имеет эффектом уменьшение шумового загрязнения во время введения стерильной текучей среды в рабочую камеру.
Для обеспечения максимально достижимой вертикальной направленности ламинарного потока стерильной текучей среды в рабочей камере статическое давление стерильной текучей среды в рабочей камере должно быть по существу выше динамического давления. Если статическое давление по существу превышает кинематическое давление, нежелательный противоток стерильной текучей среды через пластины может быть значительно уменьшен.
Тем не менее, в экспериментах было обнаружено, что в различных местоположениях в области заполнения рабочей камеры в некоторых случаях могут наблюдаться слишком низкие значения статического давления и относительно высокие скорости локального потока стерильной текучей среды. Местоположение вверх по потоку от станции заполнения в пределах области заполнения является самым проблематичным. В результате слишком низкого статического давления противотоки могут проходить через перфорированные пластины. Для предотвращения противотоков, турбулентности и неединообразного распределения потока стерильной текучей среды в области стерилизации рабочей камеры, в одном варианте осуществления изобретения между разделительной стенкой и станцией заполнения в области заполнения расположено по меньшей мере одно обтекаемое тело, которое оказывает сопротивление потоку стерильной текучей среды, выходящей из отверстий внешней линии. Обтекаемое тело является, например, стенкой, которая заполняет свободное поперечное сечение рабочей камеры в области заполнения над профилем, когда он расположен в первом положении.
Изобретение объяснено более подробно ниже на основе чертежей:
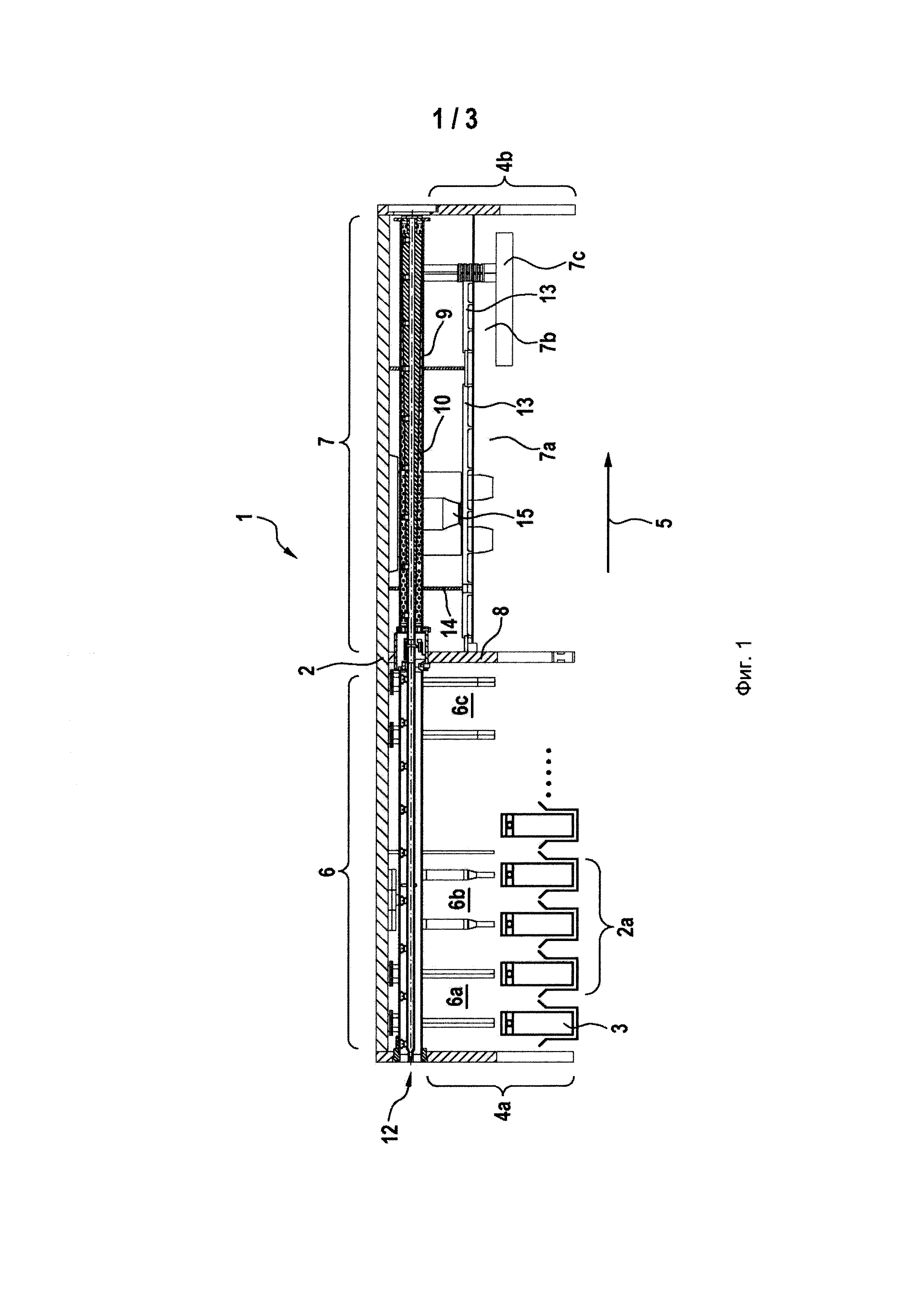
Фиг. 1 показывает схематическое частичное продольное поперечное сечение машины для заполнения,
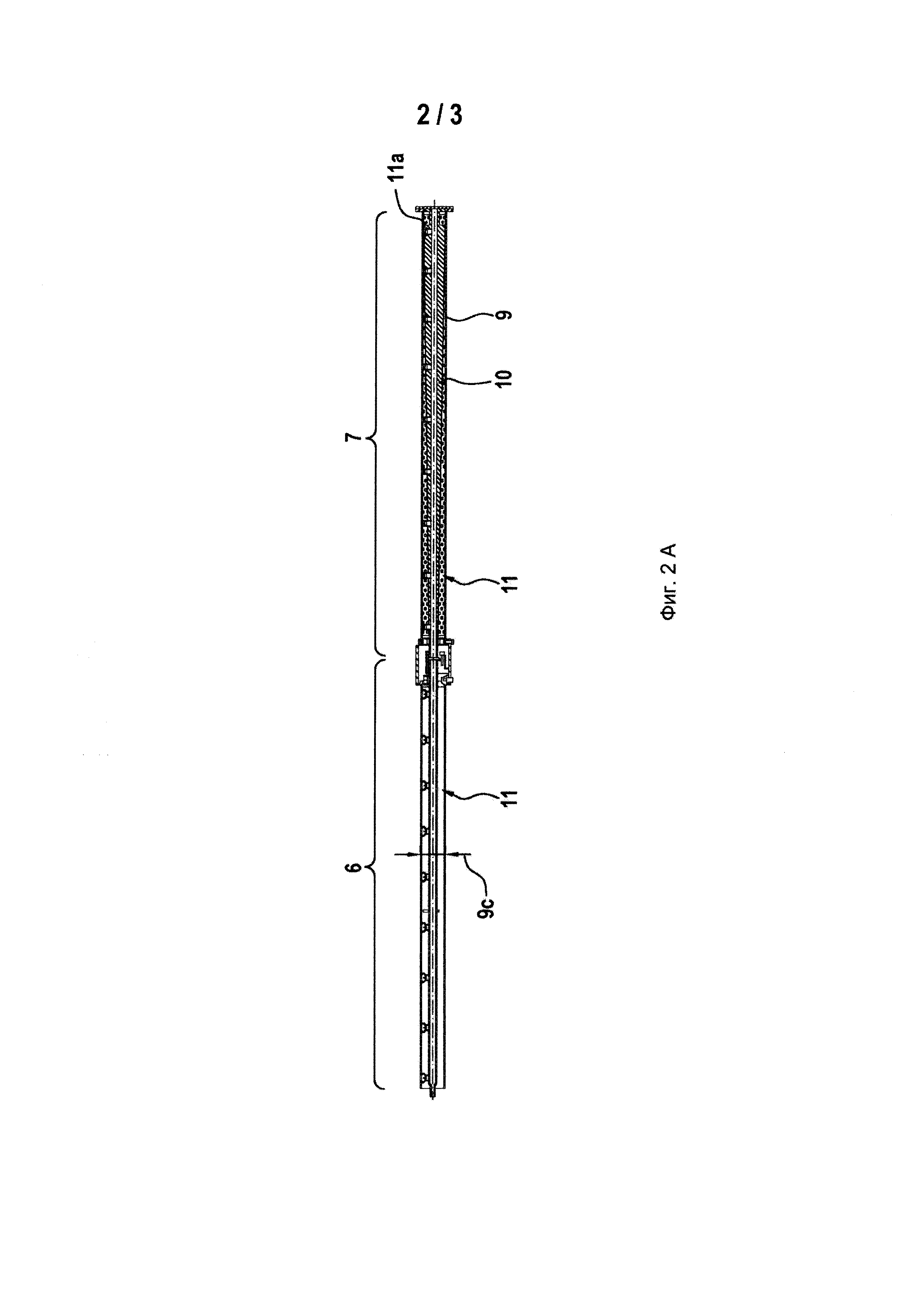
Фиг. 2А показывает увеличенное поперечное сечение внутренней линии и внешней линии, простирающихся через машину для заполнения, показанную на фиг. 1,
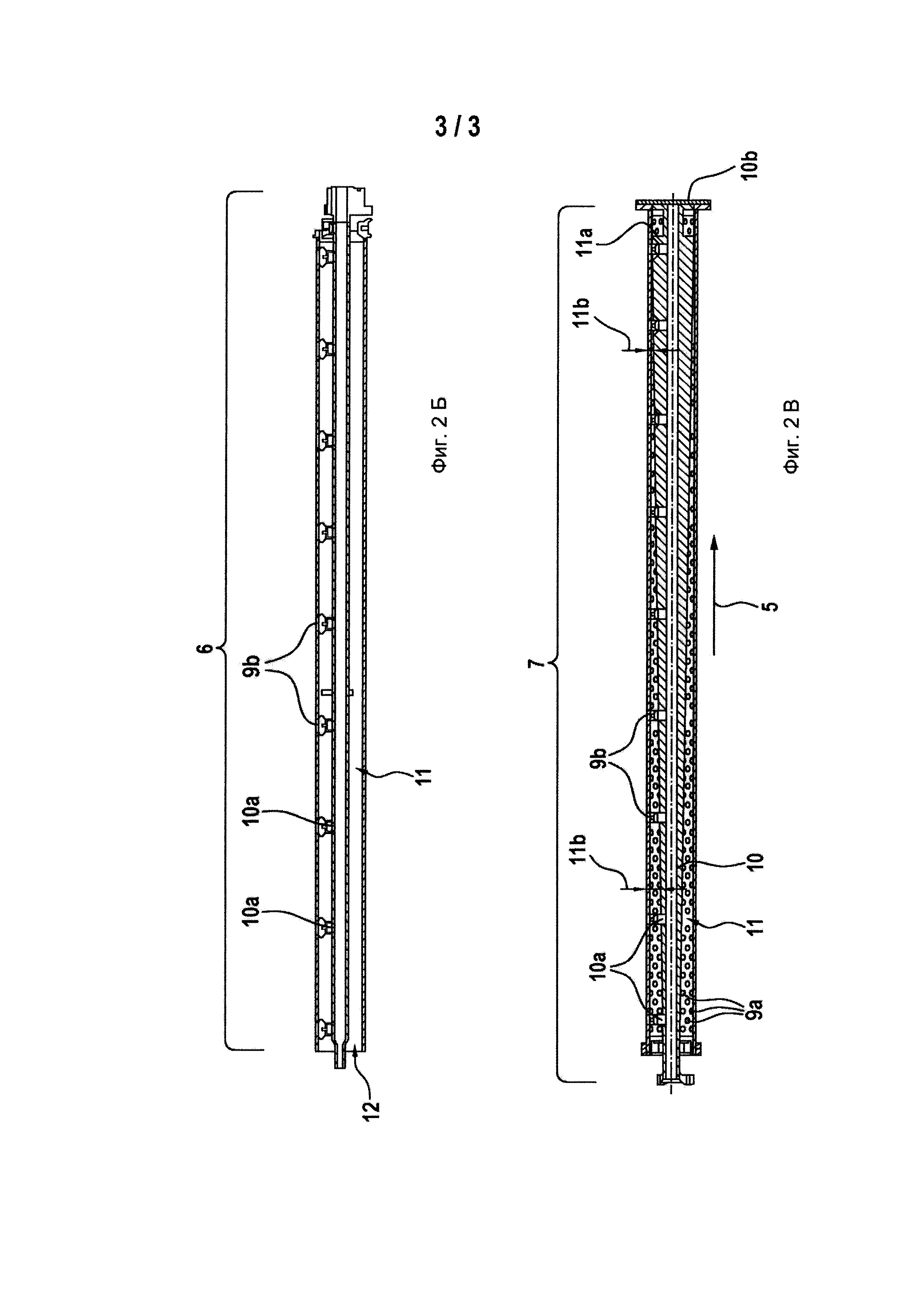
Фиг. 2Б показывает увеличенное частичное поперечное сечение внутренней линии и внешней линии, простирающихся через область стерилизации машины для заполнения, показанной на фиг.1, и
Фиг. 2В показывает увеличенное частичное поперечное сечение внутренней линии и внешней линии, простирающихся через область заполнения машины для заполнения, показанной на фиг. 1.
Машина 1 для заполнения содержит стерильную рабочую камеру 2, имеющую форму пустотелого и по существу прямоугольного блока.
Разработанные для удержания в них напитков емкости 3 передают от входной стороны 4а к выходной стороне 4b рабочей камеры 2 вдоль по меньшей мере одного маршрута транспортировки в продольном направлении 5 рабочей камеры 2 посредством бесконечного транспортера 2а.
Начиная от входной стороны 4а, рабочая камера 2 разделена вдоль рабочей камеры на область 6 стерилизации и область 7 заполнения. Область 6 стерилизации отделена от области 7 заполнения посредством разделительной стенки 8, простирающейся поперечно продольному направлению 5.
Область 6 стерилизации, начиная от входной стороны 4а, содержит зону 6а предварительного нагревания, зону 6b стерилизации и зону 6с просушки. Смежная область 7 заполнения содержит зону 7а заполнения и зону 7b закрывания. Заполнение жидких продуктов питания в предварительно обработанные в области 6 стерилизации емкости 3 производят в зоне 7а заполнения посредством станции 15 заполнения. До сих пор открытые наполненные емкости 3 затем входят в зону 7b закрывания, в которой емкости 3 закрывают.
Подающие элементы для горячего воздуха, перекиси водорода, и опционально, для технологического газа, такого как диоксид азота для предотвращения окисления напитка, выступают от потолка рабочей камеры 2 в различные зоны 6 а, b, с области 6 стерилизации.
Выполненная в виде газораспределительной трубы для стерильного воздуха по меньшей мере одна внешняя линия 9 размещена под потолком рабочей камеры 2 концентрическим образом относительно продольной оси выполненной в виде распылительной трубы для чистящего средства внутренней линии 10. Внешняя линия 9 и внутренняя линия 10 простираются через всю рабочую камеру 2 от входной стороны 4а до выходной стороны 4b. В вертикальной проекции внешняя линия 9 расположена со смещением влево или вправо относительно маршрута транспортировки емкостей 3.
Каждая внешняя линия 9 имеет несколько газовых отверстий 9а, которые равномерно распределены по длине секции внешней линии 9, простирающейся через область 7 заполнения, а также - равномерно по ее окружности. На линии, параллельной продольной оси простирающейся через области 6, 7 стерилизации и заполнения внешней линии 9, присутствуют несколько отверстий 9b, которые являются большими, чем газовые отверстия 9а. На линии, параллельной продольной оси каждой из внутренних линий 10, на боковой поверхности внешней линии 10 размещены несколько отверстий 10а для чистящего средства приточных форсунок. Размер и контур отверстий 10а для чистящего средства примерно согласованы с размером и контуром отверстий 9b во внешней линии 9. в продольном направлении 5 между внутренней линией 10 и внешней линией 9 простирается кольцевая камера 11, имеющая закрытый конец 11а на выходной стороне 4b рабочей камеры 2.
Для подачи стерильного воздуха в кольцевую камеру 11 на противоположном конце кольцевой камеры размещено входное отверстие 12, на основании чего задано направление потока стерильного воздуха, начиная от входного отверстия 12 к закрытому концу 11а кольцевой камеры 11.
На одной ее стороне 10b внутренняя линия 10 закупорена на ее конце. На противоположной стороне внутренняя линия присоединена внутренним пространством внутренней линии 10 к источнику чистящего средства.
Внешняя линия 9 и внутренняя линия 10 являются поворачиваемыми независимо друг от друга вокруг их продольных осей посредством привода, установленного на одном конце вне рабочей камеры 2.
Ниже внешней линии 9 и выше плоскости заполнения для емкостей 3 на приводном валу установлены профили 13, выполненные в виде плоских перфорированных пластин. Эти перфорированные пластины могут быть повернуты из горизонтального рабочего положения, показанного на фиг. 1, в положение очистки и наоборот. Покрытие перфорированными пластинами полной площади области 7 заполнения при их размещении в рабочем положении имеет результатом оптимальное распределение подаваемого через внешнюю линию 9 стерильного воздуха по расположенной под перфорированными пластинами плоскости заполнения.
С целью достижения равномерного распределения стерильного воздуха, единообразного распределения давления, а также единообразной скорости потока стерильной текучей среды в особо критической области 7 заполнения, площадь 11b поперечного сечения кольцевой камеры 11 изменяется в продольном направлении 5 по существу по всей длине области 7 заполнения.
Как лучше всего показано на фиг. 2В, площадь 11b поперечного сечения кольцевой камеры 11 линейно уменьшается в направлении потока к закрытому концу 11а кольцевой камеры 11. Уменьшение площади 11b поперечного сечения противодействует увеличению статического давления по направлению к закрытому концу 11а кольцевой камеры 11. Одновременно достигают более равномерной скорости потока.
По конструктивным причинам, круглое поперечное сечение 9 с выполненной в виде трубы внешней линии 9 является единообразным по всей длине рабочей камеры 2. Линейное изменение площади 11b поперечного сечения кольцевой камеры 11 достигнуто посредством выполненной в виде трубы внутренней линии 10, диаметр которой увеличивается по существу на протяжении всей длины области 7 заполнения.
При определенных рабочих условиях выходящий из газовых отверстий 9а во внешней линии 9 стерильный воздух все еще может иметь высокую скорость потока в продольном направлении 5 рабочей камеры 2, что приводит к возникновению турбулентности в рабочей камере 2 и к слишком низкому статическому давлению на площади в пределах области 7 заполнения позади разделительной стенки 8. Такое слишком низкое статическое давление может вызывать противоток стерильного воздуха через перфорированные пластины 13. Для предотвращения турбулентности, а также местного слишком низкого статического давления, в одном варианте осуществления изобретения между разделительной стенкой 8 и станцией 15 заполнения в области 7 заполнения расположено обтекаемое тело 14, которое оказывает сопротивление потоку стерильной текучей среды, выходящей из отверстий 9а внешней линии 9. Обтекаемое тело 14 является размещенной параллельно разделительной стенке 8 и на расстоянии от нее дополнительной стенкой, которая заполняет свободное поперечное сечение рабочей камеры 2 в области 7 заполнения выше перфорированной пластины 13, когда она расположена в горизонтальном рабочем положении, как показано на фиг. 1. Эта дополнительная стенка создает дополнительную камеру в пределах зоны 7а заполнения и ограничивает поток стерильного воздуха в этой зоне, и таким образом, уменьшает турбулентность и увеличивает статическое давление.
Кроме того, при таких рабочих условиях может оказаться желательным ограничение перетекания стерильного воздуха из области 6 стерилизации в область 7 заполнения путем предоставления закупоривающих элементов, которые более полно закрывают разделительную стенку 8 между этими двумя областями 6, 7.
Машина для заполнения действует во время заполнением емкостей 3 напитками и во время последующего процесса очистки с помощью чистящего средства следующим образом:
Транспортер 2а сначала передает одновременно несколько емкостей 3 в зону 6а предварительного нагрева, в которой все емкости 3 одновременно обрабатывают с помощью горячего воздуха. Затем таким образом нагретые с помощью горячего воздуха емкости 3 продвигают в зону 6b стерилизации, где их обрабатывают с помощью перекиси водорода. На следующем шаге процесса емкости 3 отправляют в зону 6с просушки, где перекись водорода высушивают с помощью воздуха. Покинувшие область 6 стерилизации стерилизованные емкости 3 затем продвигают в зону 7а заполнения, где их одновременно заполняют напитками посредством подающих элементов станции 15 заполнения до того, как их ориентированные параллельно маршруту транспортировки верхние откидные створки оказываются механически закрыты направляющими профилями в последующей зоне 7b закрывания, а затем нагреты и прижаты друг к другу посредством закупоривающих инструментов 7с. Наконец, уже закупоренные емкости 3 покидают рабочую камеру 2 на выходной стороне 4b.
С целью поддержания атмосферы чистого помещения в рабочей камере 2 до тех пор, пока емкости 3 не окажутся закупоренными в зоне 7b закрывания, вытекающий в рабочую камеру 2 через газовые отверстия 9а стерильный воздух непрерывно подают посредством внешней линии 9. Выполненная в виде трубы с единообразным круглым поперечным сечением 9с внешняя линия 9 совместно с выполненной в виде трубы внутренней линией 10, диаметр которой увеличивается по существу на протяжении всей длины области заполнения, обеспечивает в пределах области 7а заполнения распределение постоянного давления и равномерное распределение выходящего из газовых отверстий 9а стерильного воздуха.
По завершении заполнения и транспортировки большого количества емкостей 3 через рабочую камеру 2, машина 1 для заполнения должна быть полностью очищена перед последующей операцией по заполнению. С этой целью во внутреннюю линию 10 поставляют чистящее средство, которое выходит через размещенные по прямой линии отверстия 10а для чистящего средства. Во время процесса очистки внутренняя линия 10 поворачивается вокруг ее продольной оси. Большие отверстия 9b во внешней линии 9 выровнены относительно отверстий 10а для чистящего средства приточных форсунок внутренней линии 10 для обеспечения беспрепятственного оттока чистящего средства во время операция по очистке. Внешнюю линию 9 поворачивают синхронно с внутренней линией 10 в том же направлении таким образом, что отверстия 10а для чистящего средства остаются выровненными относительно больших отверстий 9b в течение всей продолжительности операции по очистке.
Наконец, поворот внешней линии 9 останавливают и/или ее направление поворота реверсируют для обеспечения распределения чистящего средства, выходящего из отверстий 10а для чистящего средства, по всей внутренней поверхности внешней линии 9.
Для обеспечения эффективной очистки площадей также и под перфорированными пластинами 13 во время очистки рабочей камеры 2, во время операции по очистке перфорированные пластины поворачивают в вертикальное положение очистки. Для всесторонней очистки перфорированных пластин 13 как таковых, эти пластины 13 по меньшей мере однократно, а предпочтительно многократно, поворачивают на 360 градусов таким образом, что все поверхности перфорированных пластин 13 по меньшей мере однократно подвергаются непосредственному воздействию чистящего средства, выходящего из отверстий 10а для чистящего средства.
Способ и устройство для транспортировки штучных грузов в разливочной машине
Разливочный клапан для жидкостей
Способ и устройство для горячего запечатывания нескольких слоев слоистого материала
Усовершенствования упаковки или имеющие к ней отношение
Устройство и способ индуктивного запечатывания нескольких листов многослойного материала

