Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО РАДИАЦИОННО-ЗАЩИТНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к области технологий изготовления полимерных композиционных материалов для защиты от различного рода излучений, в частности радиационной защиты.
Известен способ получения нейтронозащитного материала из патента РФ №2069904, МПК G21F 1/10, публ. 27.11.1996 г., БИ №33, в котором получают полимерный композиционный материал, состоящий из связующего синтетический бутадиеновый, изопреновый или бутадиен-нитрильный каучук, наполнитель - фтористый литий, фторопласт и ионол и подобные ему соединения в качестве агентов для снижения вязкости композиции, повышения механической прочности и улучшения защитных свойств готового материала.
К недостаткам аналога относится отсутствие возможности точного изготовления деталей по заданным размерам, а также то, что готовый материал в связи с высокой эластичностью обладает недостаточно высокими прочностными свойствами и недостаточно высокими защитными свойствами, т.к. характеризуется сравнительно невысоким водородным индексом (показывающим величину стехиометрического соотношение элементного водорода и полимерной основы).
Известен в качестве наиболее близкого к заявляемому способ получения материала для биозащиты от нейтронов (патент РФ №2008730, МПК G21F 1/10, публ. 28.02.1994 г.), согласно которому получают полимерный композиционный материал на основе полимерного компонента - полиэтилена, в качестве технологических добавок - бромсодержащие ароматические соединения, поливиниловый спирт, малеиновый ангидрид и аморфный бор, гидроокись алюминия в качестве наполнителей, способствующие повышению огнестойкости и улучшению нейтронозащитных свойств готового материала.
К недостаткам прототипа относится отсутствие возможности точного изготовления деталей по заданным размерам, а также то, что листовой материал получают с использованием специального оборудования (пресс, экструдер) и сложной технологической оснастки. Известный процесс длителен, трудоемок и требует специальных условий. К недостаткам прототипа относится и то, что готовый материал обладает недостаточно высокими прочностными свойствами ввиду наличия значительных количеств наполнителя в рецептуре и недостаточно высокими защитными свойствами, т.к. характеризуется сравнительно невысоким водородным индексом.
Задачей изобретения является разработка простого эффективного способа получения полимерного композиционного радиационно-защитного материала любой формы с улучшенными защитными характеристиками.
Новый технический результат, обеспечиваемый при использовании предлагаемого способа по сравнению с прототипом, заключается в обеспечении возможности точного изготовления деталей по заданным размерам и произвольной формы, а также получении готового материала с высокими прочностными и защитными свойствами.
Указанные задачи и новый технический результат обеспечиваются тем, что в отличие от известного способа изготовления полимерного композиционного радиационно-защитного материала, включающего смешение полимерного компонента, комплексного наполнителя и технологических добавок с последующим формованием готового изделия, согласно изобретению смешению подвергают последовательно в качестве связующего эпоксидно-диановую смолу, в качестве наполнителя - гранулированный полипропилен, фторид лития, в качестве технологических добавок пластификатор - дибутилфталат, отвердитель - полиэтиленполиамин, которые берут в следующем соотношении: на каждые 100 масс. ч. эпоксидно-диановой смолы берут комплексный наполнитель из гранулированного полипропилена 160-185 масс. ч., - фторида лития 25-50 масс. ч., технологических добавок - дибутилфталата 10-20 масс. ч., полиэтиленполиамина 10-15 масс. ч., процесс смешения указанных ингредиентов производят таким образом, что сначала в предварительно покрытую антиадгезионной силиконсодержащей пастой форму засыпают гранулированный полипропилен в качестве первого компонента комплексного наполнителя, после чего на гранулированную массу полипропилена оказывают вибрационное воздействие с частотой не более 18 кГц в течение 5 10 минут, затем берут навеску эпоксидно-диановой смолы, в которую предварительно введена технологическая добавка - дибутилфталат в указанных соотношениях, нагревают полученную смесь до 70-80°С, добавляют в смесь в качестве второго компонента комплексного наполнителя фторид лития, вакуумируют до остаточного давления не менее 40 МПа, охлаждают смесь до 40-45°С, вводят отвердитель полиэтиленполиамин в смесь эпоксидно-диановой смолы, технологические добавки и второй компонент комплексного наполнителя, затем повторно вакуумируют и осуществляют заливку приготовленной заливочной смеси в форму с гранулированным полипропиленом, после чего осуществляют отверждение формуемуемого материала при комнатной температуре в течение не менее 24 часов.
Предлагаемый способ поясняется следующим образом.
Предварительно готовят смесь из заявляемых компонентов в заявляемых пределах их соотношений, а именно: на каждые 100 масс. ч. эпоксидно-диановой смолы берут - комплексный наполнитель из гранулированного полипропилена 160-185 масс. ч., - фторида лития 25-50 масс. ч., технологических добавок - дибутилфталата 10-20 масс. ч., полиэтиленполиамина 10-15 мас. ч. Указанные соотношения были определены экспериментально, при этом было показано, что именно в пределах указанных значений используемых ингредиентов достигается требуемый уровень прочностных свойств, обеспечивающий возможность получения деталей точно по заданным размерам с более высокими, чем в прототипе, защитными свойствами.
Процесс смешения указанных ингредиентов производят таким образом, что сначала в предварительно покрытую антиадгезионной силиконсодержащей пастой форму засыпают гранулы полипропилена в качестве первого компонента комплексного наполнителя. После этого на гранулированную массу полипропилена оказывают вибрационное воздействие с частотой не более 18 кГц в течение 5 10 минут, в результате которого достигается требуемая степень уплотнения полипропилена, вследствие чего нарабатываются высокие водородный индекс (величина концентрации водорода в объеме материала) и требуемые плотность и радиационно-защитные свойства в готовом материале.
Затем берут навеску эпоксидно-диановой смолы, в которую предварительно введена технологическая добавка дибутилфталат в указанных соотношениях, нагревают полученную смесь до 70-80°С, добавляют в смесь в качестве второго компонента комплексного наполнителя фторид лития, вакуумируют до остаточного давления не менее 40 МПа, охлаждают до 40-45°С, вводят отвердитель полиэтиленполиамин, смесь эпоксидно-диановой смолы, технологических добавок и второго компонента комплексного наполнителя,
Используемый режим обеспечивает получение однородной без воздушных включений массы и оптимизирует условия равномерного смешения всех ингредиентов.
Затем повторно вакуумируют полученную смесь и осуществляют заливку ее в форму с гранулированным полипропиленом и окончательно осуществляют отверждение формуемого материала при комнатной температуре в течение не менее 24 часов.
Формы предварительно покрывают антиадгезионной силиконсодержащей пастой, что необходимо для исключения риска
Затем повторно вакуумируют приготовленный заливочный состав и осуществляют его заливку в форму с гранулированным полипропиленом и окончательно осуществляют отверждение формуемого материала при комнатной температуре в течение не менее 24 часов.
Формы предварительно покрывают антиадгезионной силиконсодержащей пастой, что необходимо для исключения риска прилипания образцов к стенкам формы, исключения брака поверхности готовых изделий и обеспечения точности размеров и формы готовых изделий.
Таким образом, при использовании предлагаемого изобретения обеспечивается более высокий технический результат по сравнению с прототипом, заключающийся в обеспечении возможности точного изготовления деталей по заданным размерам и любой формы, а также получении готового материала с высокими прочностными и защитными свойствами.
Возможность промышленной реализации предлагаемого способа подтверждается следующими примерами конкретного исполнения.
Пример 1
В лабораторных условиях предлагаемым способом были изготовлены образцы полимерного композиционного радиационно-защитного материала на основе эпоксидно-диановой смолы, технологических добавок - дибутилфталата и полиэтиленполиамина и комплексного наполнителя: гранулированного полипропилена и фторида лития.
Готовилась заливочная форма, представляющая собой цилиндр с внутренним диаметром 20 мм, высотой 20 мм. Заливочная форма смазывалась антиадгезионной пастой «Силотерм ЭП-КПД» ТУ 6-02-5-009-92 для предотвращения прилипания образца к поверхности заливочной формы.
После подготовки заливочной формы проводилось заполнение объема заливочной формы гранулированным полипропиленом марки PPH030GP/1 (ООО «Томскнефтехим», г. Томск) ТУ 2211-103-70353562-2013 в количестве 3,5 г. Размер гранул полипропилена составлял 5,0 мм.
Заполненная форма устанавливалась на вибрационную платформу и подвергалась вибрационному воздействию с частотой 18 кГц в течение 5 минут.
Готовился заливочный состав, состоящий из эпоксидно-диановой смолы марки ЭД-20 ГОСТ 10587-84, пластификатора дибутилфталата ГОСТ 8728-88, второго компонента комплексного наполнителя фторида лития ТУ 6-09-3529-84 и полиэтиленполиамина ТУ 2413-357-00203447-99 в качестве отвердителя.
Рецептура заливочного состава представлена ниже:
|
Приготовление заливочного состава проводилось следующим образом. В навеску смолы ЭД-20 добавляли дибутилфталат и подогревали до температуры 70°С при тщательном перемешивании. Нагретую до 70°С смесь из эпоксидно-диановой смолы и дибутилфталата вакуумировали в течение 10 минут при остаточном давлении не более 40 ГПа. Далее в смесь эпоксидно-диановой смолы и дибутилфталата добавляли фторид лития, перемешивали в течение 5 минут, вакуумировали 10 минут при остаточном давлении не более 40 ГПа и охлаждали до 40°С, после чего вводили полиэтиленполиамин. Заливочный состав перемешивали 10 минут до достижения однородного состояния и вакуумировали при остаточном давлении не более 40 ГПа в течение 5 минут.
Заливочный состав в количестве 3,5 г выливался в заливочную форму, заполняя пространство между гранулами полипропилена в заливочной форме.
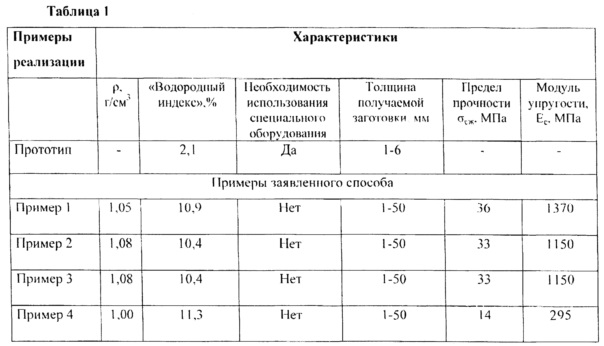
Отверждение проводилось при комнатной температуре в течение 24 часов. Образец извлекался из формы и определялись следующие характеристики материала: плотность, предел прочности при сжатии и модуль упругости при сжатии.
В получаемом материале обеспечен «водородный индекс» 10,9%, что является критерием повышенной радиационно-защитной функции готовых изделий.
Образцы полученного указанным образом материала подвергают контрольным испытаниям, результаты которых сведены в таблицу 1.
Пример 2
В условиях примера 1, но содержание полипропилена составляет 3,7 г, содержание фторида лития в рецептуре составляет 50 масс. ч.
Образцы полученного указанным образом материала подвергают контрольным испытаниям, результаты которых сведены в таблицу 1.
Пример 3
В лабораторных условиях заливочным составом было опробовано изготовление полимерного композиционного радиационно-защитного материала в эластичной форме, для изготовления которой использовалась «мастер-модель».
В качестве «мастер-модели» для имитации многочисленных изгибов и переходов использовалась пластиковая бутылка.
Пластиковая бутылка жестко фиксировалась у основания и горлышка на лабораторном штативе. Закрепленная в штативе бутылка в подвешенном состоянии была помещена в заливочную форму с примерно равномерными зазорами относительно стенок формы. В зазоры между «мастер-моделью» и стенками заливаемой формы заливался перемешанный с катализатором №68 ТУ 38.303-04-05-90 низкомолекулярный полимер «Опросил», при этом навеска низкомолекулярного полимера «Стиросил» составляла 800 г, навеска катализатора №68 - 40 г.
Заливаемую форму с укрепленной в ней «мастер-моделью» оставляли на 24 часа до завершения процесса отверждения низкомолекулярного полимера «Стиросил». После процесса отверждения пластиковую бутылку извлекали из отвержденной эластичной формы. Далее эластичную форму использовали для изготовления полимерного композиционного радиационно-защитного материала методом заливки.
Далее по примеру 2.
Пример 4
В лабораторных условиях были изготовлены образцы полимерного композиционного радиационно-защитного материала на основе эпоксидно-диановой смолы, технологических добавок - дибутилфталата и полиэтиленполиамина, и наполнителя - гранулированного полипропилена.
Готовилась заливочная форма, представляющая собой цилиндр с внутренним диаметром 20 мм, высотой 20 мм. Заливочная форма смазывалась антиадгезионной пастой «Силотерм ЭП-КПД» ТУ 6-02-5-009-92 для предотвращения прилипания образца к поверхности заливочной формы.
После подготовки заливочных форм проводилось заполнение объема заливочных форм гранулированным полипропиленом марки PPH030GP/1 (ООО «Томскнефтехим», г. Томск) ТУ 2211-103-70353562-2013 в количестве 3,7 масс. ч. Размер гранул полипропилена составлял 5,0 мм.
Заполненная форма устанавливалась на вибрационную платформу и подвергалась вибрационному воздействию с частотой 18 кГц в течение 5 минут.
Готовился заливочный состав, состоящий из эпоксидно-диановой смолы марки ЭД-20 ГОСТ 10587-84, пластификатора дибутилфталата ГОСТ 8728-88 и полиэтиленполиамина ТУ 2413-357-00203447-99 в качестве отвердителя.
Рецептура заливочного состава представлена ниже:
|
Приготовление заливочного состава проводилось следующим образом. В навеску смолы ЭД-20 добавляли дибутилфталат и подогревали до температуры 70°С при тщательном перемешивании. Нагретую до 70°С смесь из эпоксидно-диановой смолы и дибутилфталата вакуумировали в течение 10 минут при остаточном давлении не более 40 ГПа. Далее смесь из эпоксидно-диановой смолы и дибутилфталата охлаждали до 40°С, после чего вводили в нее полиэтиленполиамин, перемешивали 10 минут до достижения однородного состояния и окончательно вакуумировали при остаточном давлении не более 40 ГПа в течение 5 минут.
Заливочный состав в количестве 3,5 г выливался в заливочную форму, заполняя пространство между гранулами полипропилена в заливочной форме.
Отверждение проводилось при комнатной температуре в течение 24 часов. Образец извлекался из формы и определялись следующие характеристики материала: плотность, предел прочности при сжатии и модуль упругости при сжатии.
В получаемом материале обеспечен «водородный индекс» 11,3%, что является критерием повышенной радиационно-защитной функции готовых изделий.
Образцы полученного указанным образом материала подвергались контрольным испытаниям, результаты которых сведены в таблицу 1.
Заявляемый способ опробован для случая отсутствия фторида лития для повышения «водородного индекса», а значит улучшения защитных свойств.
Устройство охлаждения активного элемента твердотельного лазера
Лазерный детонатор
Устройство для определения аэродинамических нагрузок, действующих на оперение модели
Несущая рама излучателя твердотельного лазера с диодной накачкой
Способ лазерной сварки соединения труба - трубная доска
Кольцевая щелевая антенна
Способ получения информации о входном оптическом сигнале, основанный на преобразовании моделированных оптических сигналов с помощью гетеродинного фотоприемного устройства, и устройство для его реализации
Контейнер для транспортирования и хранения отработавшего ядерного топлива
Чехол для размещения и хранения отработавших тепловыделяющих сборок реактора ввэр-1000
Способ определения динамического коэффициента внешнего трения
Способ получения антиадгезионного слоистого покрытия
Способ изготовления, хранения и применения мобильного портативного модуля для ремонта повреждений в транспортируемых контейнерах с токсичными материалами

