Результат интеллектуальной деятельности: Поводковый центр радиально-обжимной машины (РОМ)
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и пригодно для изготовления поковок стволов с нарезной или гладкой направляющими частями.
Известен поводковый центр, имеющий в передней части малый цилиндр с зубьями на торце, в средней части большой цилиндр с наружными канавками без задних стенок и в задней части хвостовик (см. ОСТ В3-6011-85. Заготовки стволов калибра 4,5-30 мм. Типовой технологический процесс холодного радиального обжатия. Листы 26 и 62) под цилиндрический хвостовик поводковой части заготовки-трубы.
Его недостатки: наличие значительных радиальных зазоров между поверхностями этой полости и хвостовика данной заготовки, вызывающих поперечные колебания последней при радиальном обжатии ее, ухудшающих качество направляющих частей у получаемых поковок стволов по точности и геометрии их элементов.
Известен и другой поводковый центр, отличающийся от предыдущего наличием на его малом цилиндре подвижной в осевом направлении втулки и упругого элемента между ее задним торцом и передним торцом большого цилиндра центра; при этом с переднего торца втулки, выступающего за передний торец малого цилиндра, выполнена коническая полость с вершиной ее со стороны заднего торца этой втулки под соответствующий конический хвостовик поводковой части заготовки-трубы (см. патент РФ 2586726 С2 от 25.05.2015).
Он лучше центрирует последнюю на РОМе, но не исключает ее поперечные колебания при радиальном обжатии с даже меньшими радиальными зазорами между сопрягаемыми поверхностями втулки и малого цилиндра этого центра и недостаточной поперечной жесткости этого цилиндра вследствие размещения на нем такой втулки; из-за контакта его зубьев с ограниченной по площади центральной частью торца поводковой части заготовки-трубы они испытывают значительные нагрузки и преждевременно выходят из строя.
Задачей предлагаемого изобретения является исключение радиальных зазоров между втулкой и малым цилиндром и поперечных колебаний поводковой части заготовки-трубы в предлагаемом центре при ее радиальном обжатии и преждевременного выхода из строя зубьев поводкового центра.
Технический результат от предлагаемого заключается в повышении качества нарезной направляющей части по точности геометрии ее элементов и стойкости зубьев предлагаемого центра.
Указанный результат достигается тем, что в радиально-обжимной машине для получения поковок ствола, содержащей подпорный центр и полый поводковый центр, выполненный с малым цилиндром и зубьями на торце в передней части, большим цилиндром с наружными канавками без задних стенок в средней части и хвостовиком в задней части, при этом с торца малого цилиндра выполнена полость, в которой размещены подвижная в осевом направлении втулка, выступающая передним торцом за торец полого поводкового центра, и упругий элемент, расположенный с упором в дно упомянутой полости полого поводкового центра, образованной с торца его малого цилиндра, втулка с переднего торца выполнена с конической полостью с основанием на переднем торце и с продольными прорезями, а с заднего торца – с конической полостью с основанием на заднем торце и с продольными прорезями, при этом упругий элемент выполнен в виде дополнительной конической втулки с продольной прорезью, расположенной в контакте своей боковой поверхностью с конической поверхностью конической полости на заднем торце упомянутой первой втулки.
Размещением подвижной втулки и упругого элемента в полости полого поводкового центра увеличивается поперечная прочность малого цилиндра и, следовательно, самого центра, чем уменьшаются его поперечные колебания и повышается качество направляющих частей у получаемых поковок стволов.
Внедрением зубьев переднего торца поводкового центра в большую по площади периферийную часть торца поводковой части заготовки-трубы уменьшается действующая на них нагрузка при работе РОМы, повышается их стойкость и надежность вращения заготовки-трубы при радиальном обжатии, чем также повышается качество получаемых поковок стволов.
Образованием с переднего торца подвижной втулки продольных прорезей обеспечивается радиальная деформация образованных ими ее лепестков, создающих при закреплении заготовки-трубы в центрах РОМы беззазорное соединение между поверхностями передней части втулки и полостью под нее в поводковом центре.
Выполнением с заднего торца втулки конической полости с основанием на нем и продольных прорезей обеспечивается при закреплении заготовки-трубы на РОМе и ее работе радиальная деформация образованных ими задних лепестков втулки от ее центра к периферии и контакт их с поверхностью полости центра, чем исключаются поперечные колебания поводковой части обжимаемой заготовки.
Размещением дополнительной конической с прорезью втулки вместо упругого элемента в полости предлагаемого центра с контактом ее конической поверхности с поверхностью конической полости втулки обеспечивается радиальная деформация ее задних лепестков и еще большая площадь контакта ее задней части с поверхностью полости центра, а также радиальная деформация дополнительной разрезной втулки от периферии к центру от усилия закрепления заготовки- трубы на РОМе, чем исключаются поперечные колебания ее поводковой части в центре.
Использованием дополнительной разрезой втулки в нем после удаления полученной поковки ствола из цетров РОМы обеспечивается ее разжатие силами упругости с увеличением ее поперечных размеров и силовое воздействие ее конической поверхности на коническую поверхность задней полости втулки с перемещением последней по полости центра в начальное положение.
Технические решения с признаками, отличающими предлагаемый центр от прототипа, не известны и явным образом не следуют из уровня техники, что позволяет считать, что это решение ново, существенно отличается от известных, промышленно пригодно и поэтому соответствует критерию «изобретение».
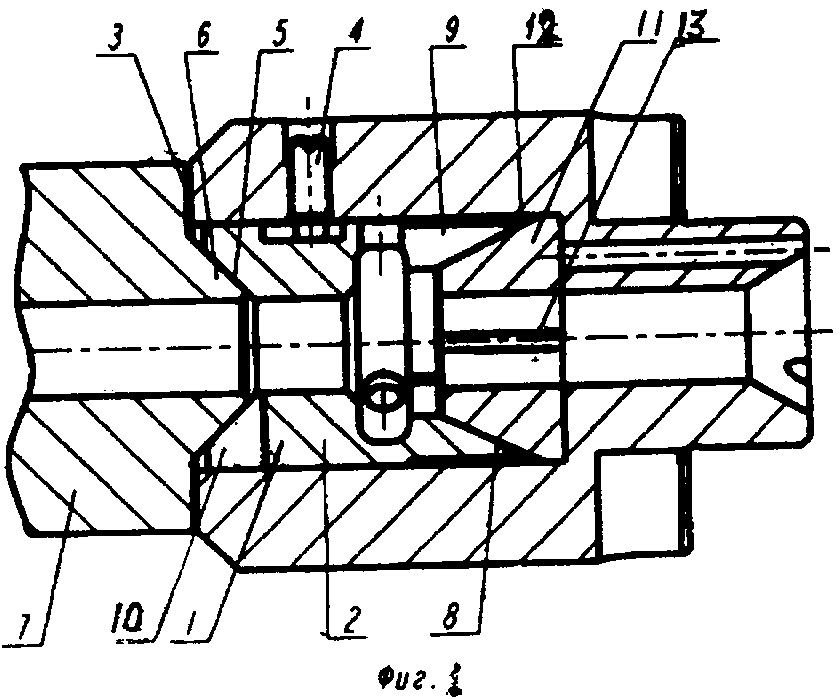
Сущность предлагаемого центра поясняется чертежом, где на фиг. 1 показан предлагаемый полый поводковый центр с элементом поводковой части с центрально расположенным коническим хвостовиком заготовки. Положение элементов центра соответствует времени обжатия этой заготовки. Полый поводковый центр имеет малый и большой цилиндры; втулку 2 в полости 1 центра, образованной с торца малого цилиндра; зубья 3 на этом торце; фиксирующий втулку 2 от вращения и ограничивающий ее осевые перемещения винт 4; коническую полость 5 с переднего торца втулки 2 с основанием на нем; конический хвостовик 6 на торце поводковой части 7 заготовки-трубы; продольные прорези 10 с переднего торца втулки 2.
На фиг. 1 показана: поверхность 8 конической полости, выполненной с заднего торца втулки 2 с основанием на нем; продольные прорези 9 на длине этой полости; дополнительная с продольной прорезью 13 коническая втулка 11, упирающаяся задним торцом в дно полости центра и контактирующая своей конической поверхностью 12 с вершиной ее на переднем торце с поверхностью 8 конической полости втулки 2.
Центр работает следующим образом.
Перед началом работы втулка 2 конической втулкой 11 перемещена по полости центра справа налево и выступает своим передним торцом как минимум на высоту зубьев 3 за торец малого цилиндра центра (осевые перемещения ее по полости центра ограничиваются винтом 4, расположенным своим концом в закрытой продольной канавке втулки 2);
при подаче манипулятором заготовки-трубы на линию центров РОМы поверхность конической полости 5 втулки 2 охватывает конический хвостовик 6 поводковой части 7 заготовки-трубы и перемещает ее справа налево, пока торец ее заходной части не упрется в передний торец подпорного центра, не показанный на чертеже; эта заготовка фиксируется в осевом направлении, а поводковый центр продолжает перемещаться слева направо;
при этом конической поверхностью хвостовика 6 поводковой части 7 данной заготовки в противоположном направлении перемещается втулка 2 по полости центра, действующая поверхностью 8 своей конической полости на коническую поверхность втулки 11 с продольной прорезью 13; взаимодействие этих элементов между собой приводит к радиальной деформации лепестков задней части втулки 2 образованными там продольными прорезями 9.
Воздействием внутренних поверхностей лепестков поверхности 8 конической полости на коническую поверхность дополнительной втулки 11 с продольной прорезью 13 осуществляется деформация ее от периферии к центру с аккумулированием ею энергии от усилия зажима заготовки-трубы в центрах РОМы; вследствие этого фиксируется без радиальных зазоров в полости центра задняя часть втулки 2 наружными поверхностями своих задних лепестков.
Одновременно с этим взаимодействие конического хвостовика 6 поводковой части 7 этой заготовки с поверхностью передней конической полости 5 втулки 2 приводит к радиальной деформации ее передних лепестков, образованных там продольными прорезями 10; при этом выбираются радиальные зазоры между поверхностями передней части втулки 2 и полости центра, фиксируя ее в нем без зазоров, как и поводковую часть 7 заготовки-трубы в ней; при выборе этих зазоров передний торец втулки 2, перемещающейся слева направо, располагается в полости центра, а зубья 3 торца его малого цилиндра внедряются на требуемую глубину в периферийную часть торца поводковой части 7 заготовки-трубы и надежно вращают ее при радиальном обжатии.
Таким беззазорным соединением подвижной втулки 2 с поводковым центром при работе РОМы исключаются поперечные колебания поводковой части 7 этой заготовки в нем, улучшается качество получаемой поковки по точности и геометрии элементов ее нарезной направляющей части.
По завершении обжатия заготовки полученная поковка ствола удаляется манипулятором из РОМы, а подпорный и поводковый центры возвращаются в исходное положение. В последнем с момента удаления поковки из него передние лепестки втулки 2 своими силами упругости возвращаются в начальное положение и не контактируют с передней частью поверхности образованной полости центра.
При наличии у втулки 2 задних лепестков и дополнительной разрезной конической втулки 11 первые радиально деформируются и обжимают последнюю с радиальной деформацией ее от периферии к центру и аккумуляцией ею энергии при этом от усилия закрепления заготовки-трубы на РОМе.
После удаления из машины полученной поковки ствола втулка 11 разжимается от центра к периферии, воздействует своей конической поверхностью на задние лепестки втулки 2 и перемещает ее справа налево по полости центра в вышеуказанное начальное положение.
Использованием центрально-расположенного конического хвостовика 6 поводковой части 7 заготовки-трубы увеличивается площадь контакта торцевых зубьев малого цилиндра центра с торцом этой части последней, что положительно сказывается на его стойкости и качестве получаемой поковки вследствие повышения стойкости зубьев центра и надежности вращения ими заготовки-трубы при радиальном обжатии ее.
Подтвердим это примером: у заготовки-трубы ствола калибра 12,7 мм пулемета Корд диаметры отверстия и поводковой части 7 равны соответственно 15 и 57 мм; зададимся катетом в 10 мм конического хвостовика 6 этой части и получим: у предлагаемого решения площадь контакта А=0,785(57+35)(57-35)=1588 мм2; а у прототипа она равна Б=0,785(37+15)(37-15)=898 мм2; их соотношение равно А/Б=1588/898=1,77 и, следовательно, можно увеличить примерно вдвое количество зубьев на торце малого цилиндра по сравнению с прототипом и, таким образом, уменьшить действующую на них нагрузку, чем повысится их стойкость.
Жесткость передней части центра определяется площадью ее поперечного сечения и рассчитаем их у предлагаемого решения и у прототипа, задавшись наружным диаметром их в 80 мм и радиальным размером фаски в 10 мм у последнего, тогда у первого эта площадь В=0,785(80+57)(80-57)=2473 мм2, а у второго она у хвостовика, на котором размещается втулка, равна Г=0,785(57+15)(57-15)=1978 мм2; их соотношение В/Г=2473/1978=1,25 и, следовательно, предлагаемый центр своей рабочей частью прочнее и жестче прототипа, что положительно влияет на качество поковок стволов.
Количество продольных прорезей у втулки 2 не менее 3-х на каждом конце и их располагают в шахматном порядке на фиг. 1 для обеспечения прочности ее.
Углы наклона поверхностей конических полостей 5 и 8 втулки 2 равны соответственно 7,5 градусов и более 14,5 градусов и меньше на 30 минут таковых у дополнительной конической втулки 11 центра и поводковой части 7 заготовки-трубы.
Таким образом, предлагаемым центром исключаются поперечные колебания поводковой части обжимаемой на РОМе заготовки-трубы, увеличивается примерно в 2 раза площадь контакта его зубьев с торцом поводковой части этой заготовки и их стойкость и повышается качество по точности и геометрии элементов нарезной направляющей части получаемой поковки ствола.
Радиально-обжимная машина для получения поковок ствола, содержащая подпорный центр и полый поводковый центр, выполненный с малым цилиндром и зубьями на торце в передней части, большим цилиндром с наружными канавками без задних стенок в средней части и хвостовиком в задней части, при этом с торца малого цилиндра выполнена полость, в которой размещены подвижная в осевом направлении втулка, выступающая передним торцом за торец полого поводкового центра, и упругий элемент, расположенный с упором в дно упомянутой полости полого поводкового центра, образованной с торца его малого цилиндра, отличающаяся тем, что втулка с переднего торца выполнена с конической полостью с основанием на переднем торце и с продольными прорезями, а с заднего торца – с конической полостью с основанием на заднем торце и с продольными прорезями, при этом упругий элемент выполнен в виде дополнительной конической втулки с продольной прорезью, расположенной в контакте своей боковой поверхностью с конической поверхностью конической полости на заднем торце упомянутой первой втулки.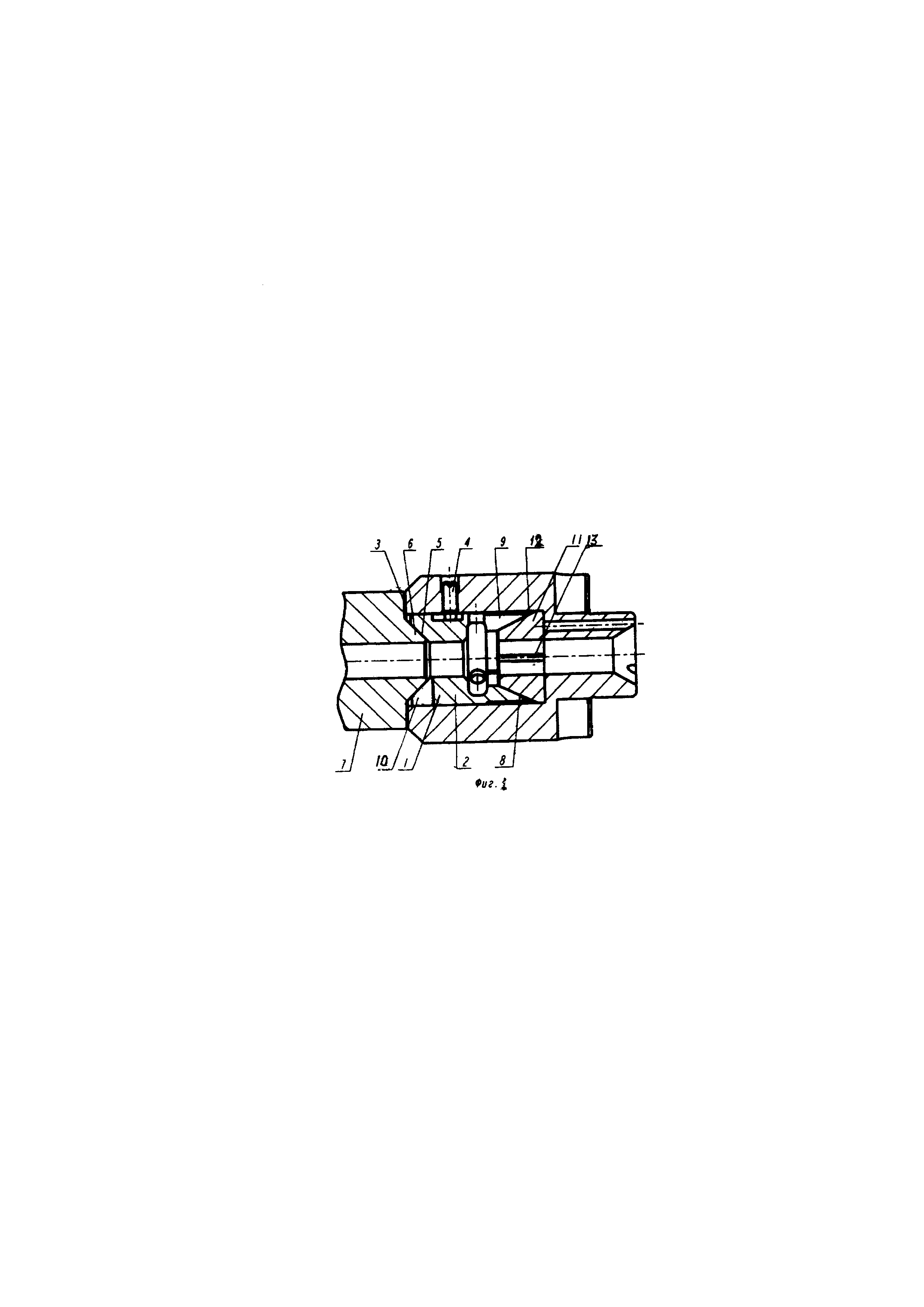
Устройство для контактной точечной сварки (ктс)
Установщик-съемник электрода для контактной точечной сварки (ктс)
Устройство для контактной точечной сварки (ктс)
Поршневой узел машины литья под давлением
Охлаждаемая матрица штампа под поковку-диск
Охлаждаемая матрица штампа под заготовку-диск
Устройство для стыковой контактной сварки прутков
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце

