Результат интеллектуальной деятельности: КАТОДНЫЙ ТОКОПОДВОДЯЩИЙ СТЕРЖЕНЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к области цветной металлургии, а именно, к производству алюминия электролизом расплавленных солей, в частности к устройству катодного токоподводящего стержня, используемого в конструкции катодного устройства алюминиевого электролизера.
Уровень техники
Катодный токоподводящий стержень, обычно выполняемый из стали, закрепляется в пазу углеродсодержащего катодного блока с помощью электропроводного материала (чугуна, углеродистой пасты или углеродистого клея). Углеродсодержащие катодные блоки с установленными катодными токоподводящими стержнями называются катодными секциями, которые устанавливаются в катодный кожух электролизера и образуют катодное устройство (катод) алюминиевого электролизера.
Назначение катодного токоподводящего стержня - съем электрического тока с катода, и передача его на внешнюю ошиновку, по которой он поступает в следующий электролизер. Ток передается с внешней ошиновки на пакеты алюминиевых шин (стояки) соединенных с анодной ошиновкой, затем через аноды, проходит через слои электролита и металла, затем поступает в катод алюминиевого электролизера.
Известна катодная секция алюминиевого электролизера, включающая катодный углеродистый блок с закрепленным в нем с помощью чугунной заливки катодным токоподводящим стержнем, который выполнен в виде двух элементов одинакового сечения жестко соединенных между собой, причем часть стержня находящаяся под анодом, выполнена из меди, а внешняя часть - из стали (патент SU 1260412 - С25С 3/08 А1, 30.09.1986).
Одним из основных недостатков указанного технического решения является то, что медная часть катодного токоподводящего стержня не имеет сплошной защитной оболочки, препятствующей доступу воздуха и окислению меди при высоких температурах, кроме того, с ростом температуры у меди существенно снижается прочность. Все вышесказанное приводит к росту контактного сопротивления углеродистый блок - токоподводящий стержень и соответственно приведет к росту перепада напряжения в катоде электролизера.
Другим недостатком изобретения является сложности, возникающие при создании соединения медная часть - стальная часть токоподводящего стержня с приемлемым уровнем перепада напряжения в нем. Так как проблемы связанные с различием коэффициентов термического расширения меди и стали, высокой окисляемостью и низкой прочностью меди при температурах близких к температуре электролиза и высокая температура области соединения меди и стали не позволяют получить хорошее соединение.
Этими недостатками и объясняются относительно не высокие показатели, полученные при испытаниях предлагаемой катодной секции.
Блюмс и катодный блок используются в электролизере для производства алюминия. Блюмс установлен в паз катодного блока и заделан электропроводным заделывающим материалом типа литейного чугуна. Для повышения эффективной электропроводности к стальному блюмсу с помощью сварки взрывом приварена медная пластина, имеющая переменную по длине блюмса ширину. Сварка взрывом обеспечивает хороший электрический контакт меди и стали, а переменная ширина позволяет обеспечить заданный профиль эффективной электропроводности блюмса. Для предотвращения выгорания медная пластина защищена стальным листом, приваренным сверху к медной пластине и стальному блюмсу.
Алюминий получают при электролитическом восстановлении глинозема в криолитовом электролите. Это осуществляется в электролизере Холла-Эру, который обычно эксплуатируется при низких напряжениях и очень высоких значениях электрических токов. Большой электрический ток входит в электролизер через анодную структуру и затем проходит через криолитовый электролит, через слой расплавленного металлического алюминия, а затем входит в угольный катодный блок. Электрический ток выводится из электролизера катодными блюмсами, которые соединяются с внешними электрическими шинами.
Поток электрического тока через алюминиевый слой и угольный катодный блок течет по путям наименьшего сопротивления. Электрическое сопротивление в обычном катодном блюмсе пропорционально длине пути тока от точки, в которой электрический ток входит в катодный блюмс, до ближайшей внешней шины. Более низкое сопротивление на пути тока, который начинается в точках на катодном блюмсе, находящихся ближе к внешней шине, заставляет ток, идущий через слой расплава алюминия и угольные катодные блоки, отклоняться в этом направлении.
В частности, основной причиной неудовлетворительных характеристик катодных блоков, содержащих графит, является сильно локализованная эрозия катодной поверхности, из-за которой блюмс подвергается воздействию металлического алюминия. Было установлено, что существует связь между быстрой степенью износа, местоположением области максимального износа и неоднородностью распределения катодного тока. Поэтому имеется постоянная потребность в разработке и обеспечении более равномерного распределения катодного тока для того, чтобы скорости локализованного износа катодных блоков были снижены, а срок службы электролизера увеличился.
Известно, что удельная электропроводность стала очень мала по сравнению со слоем металлического алюминия, поэтому внешняя треть блюмса, ближайшая к борту электролизера, несет большую часть нагрузки, создавая, таким образом, очень неравномерное распределение катодного тока в пределах каждого катодного блока.
Один из методов, который использовался, для достижения более однородного распределения катодного тока, состоял в увеличении удельной электропроводности блюмса. Это привело к снижению плотности локализованного тока и, как следствие, снижению степени износа. Один из методов, который, как было обнаружено, позволяет увеличить удельную электропроводность, заключался в использовании в блюмсе медных вставок, описанных в Патентах US 5 976 333, МПК С25С 3/16, опубл. 02.11.1999 г. и US 3551319, МПК С25С 3/16, опубл. 29.12.1970 г.
Однако в обоих случаях электрическое соединение медного ядра со стальной оболочкой блюмса обеспечивалось за счет механического контакта. При высокой температуре за счет окисления сопротивление контакта медь-сталь увеличивается, что приводит к существенному снижению эффективной электропроводности.
Хотя использование медного сердечника с большей удельной электропроводностью, безусловно, полезно для достижения более однородного распределения катодного тока, он служит только для снижения степени неоднородности распределения тока и все еще не в состоянии обеспечить сбалансированное распределение катодного тока по ширине катодного блока.
Прерывистое электрическое соединение блюмса с катодным блоком, описанное в Патенте WO 2004/031452 А1, МПК С25С 3/16, опубл. 15.04.2004 г., приводит к более равномерному распределению тока по катодному блоку.
Использование прерывистых порций заделки согласно данному изобретению эффективно для управления распределением катодного тока. Это, однако, может вызывать дополнительное падение потенциала в электролизере, приводя к увеличению эксплуатационных расходов.
Эту проблему решили в патенте RU 2303654, МПК С25С 3/08, опубл. 27.07.2007 г., где медная вставка помогает преодолевать это падение потенциала, и этому также помогает увеличение полного поперечного сечения блюмса. Площадь поперечного сечения медной вставки - предпочтительно составляет 20% от площади поперечного сечения блюмса. Эта медная вставка в комбинации с увеличенной площадью поперечного сечения блюмса способна в значительной степени скомпенсировать дополнительное падение потенциала, вызванного путем ступенчатого уменьшения площади электрического контакта боковых поверхностей паза катодного блока и катодного стержня.
Наиболее близкой к заявляемому изобретению по технической сущности и достигаемому результату является катодная секция алюминиевого электролизера по патенту RU 2285754, МПК С25С 3/08, опубл. 20.10.2006 г., в которой медный вкладыш и внутренняя полость в токоподводящем стержне выполнены прямоугольного сечения, при этом полость выполнена под проекцией анодного массива и имеет высоту не менее трети высоты токоподводящего стержня, а медный вкладыш закреплен с зазором со стороны внутреннего конца и в нижней части токоподводящего стержня.
К основным недостаткам прототипа относятся: необходимость высокоточной подгонки медного вкладыша и полости токоподводящего стержня для создания хорошего электрического контакта по всей длине катодного токоподводящего стержня; проблематично обеспечить равномерный (по длине) электрический контакт между медным вкладышем и полостью токоподводящего стержня, так как стержень по длине нагрет неравномерно (от 950 до 700°С) и соответственно термическое расширение вкладыша будет разное, что означает разное электрическое сопротивление токоподводящего стержня; незащищенность медного вкладыша от воздействия окислительной среды приведет к его быстрой деградации и снижению.
Раскрытие изобретения
Задачей изобретения является повышение технико-экономических показателей работы электролизера за счет повышения срока службы (путем уменьшения износа катодных блоков), стабильности работы электролизера и соответственно наработки металла (путем выравнивание горизонтальных токов по длине катодной секции) и снижения расхода электроэнергии на тонну произведенного алюминия (путем снижения падения напряжения в катодной секции).
Техническим результатом является снижение падения напряжения в катодной секции за счет увеличения проводимости токоподводящего стержня, с обеспечением приемлемого электрического контакта между вставкой и стальным катодным стержнем на протяжении всего срока службы электролизера, существенное выравнивание горизонтальных токов по длине катодной секции.
Задача решается, а технический результат достигается тем, что в катодном токоподводящем стержне, используемом в конструкции катодного устройства алюминиевого электролизера, включающем металлическую основу с внутренней полостью и вкладыш, выполненный из материала с высокой удельной электропроводностью, установленный во внутренней полости с возможностью электрического контакта с металлической основой, катодный токопроводящий стержень выполнен из одной или двух и более жестко закрепленных между собой металлических основ, при этом вкладыш жестко соединен с металлической основой через соединительный слой и размещен на одной или нескольких боковых гранях металлической основы.
Вкладыш может быть выполнен из меди или сплава на медной основе. Целесообразно, чтобы площадь поперечного сечения вкладыша составляет от 8 до 30% поперечного сечения стержня. Также предпочтительно, чтобы наружная сторона вкладыша была закрыта стальной пластиной, которая жестко закреплена на поверхности металлической основы. Соединительный слой может быть выполнен путем сварки, например, взрывом. Соединение металлической основы с вкладышем из металла с высокой удельной электропроводностью могут осуществлять путем горячей прокатки (накатки) - разновидности обработки металлов давлением.
Соединительный слой образуется сам, в процессе сварки, и представляет собой переходный слой между поверхностными атомными слоями каждого из соединяемых материалов (основы и вкладыша) подвергшийся воздействию струи плазмы (в результате сварки). Плазма вызывает образование металлической связи, при которой металлы делятся между собой валентными электронами. Граница раздела металлов (соединительный слой) обычно резко выражена и имеет вид регулярных синусоидальных волн.
В конструкции алюминиевых электролизеров применяются стержни разных форм поперечного сечения - квадратного, прямоугольного, круглого или овального. В нашем случае форма стержня может быть любой.
Стержень выполнен, как правило, из стали, как вариант замены может быть чугун. Вкладыш может быть выполнен из меди, сплава на основе меди, алюминия, сплава на основе алюминия.
Указанная площадь поперечного сечения вкладыша от 8 до 30% поперечного сечения стержня позволяет регулировать эффективную удельную электропроводность катодного токоподводящего стержня.
Стальная пластина, которая жестко закреплена на поверхности металлической основы способствует защите вкладыша и соединительного слоя от окисления.
Соединение металлической основы с вкладышем из металла с высокой удельной электропроводностью может осуществляться сваркой взрывом. Метод сварки на основе использования энергии взрыва (разновидности обработки металлов взрывом). Основанной на использовании кинетической энергии соударения движущейся части (вкладыша) с поверхностью неподвижной части (основы) затрачивается на работу совместной пластической деформации контактирующих слоев металла, приводящей к образованию сварного соединения (соединительного слоя между ними).
Предложенная конструкция катодного токоподводящего стержня позволяет обеспечить значительное снижение перепада напряжения в катодном токоподводящем стержне и существенное выравнивание горизонтальных токов по длине катодной секции за счет наличия качественного соединительного слоя между металлической основы и вкладыша. Этот слой обеспечивает уверенный электрический контакт между металлической основой и вкладышем независимо от температурного градиента по длине катодного стержня.
Краткое описание чертежей
Сущность изобретения поясняется следующими чертежами:
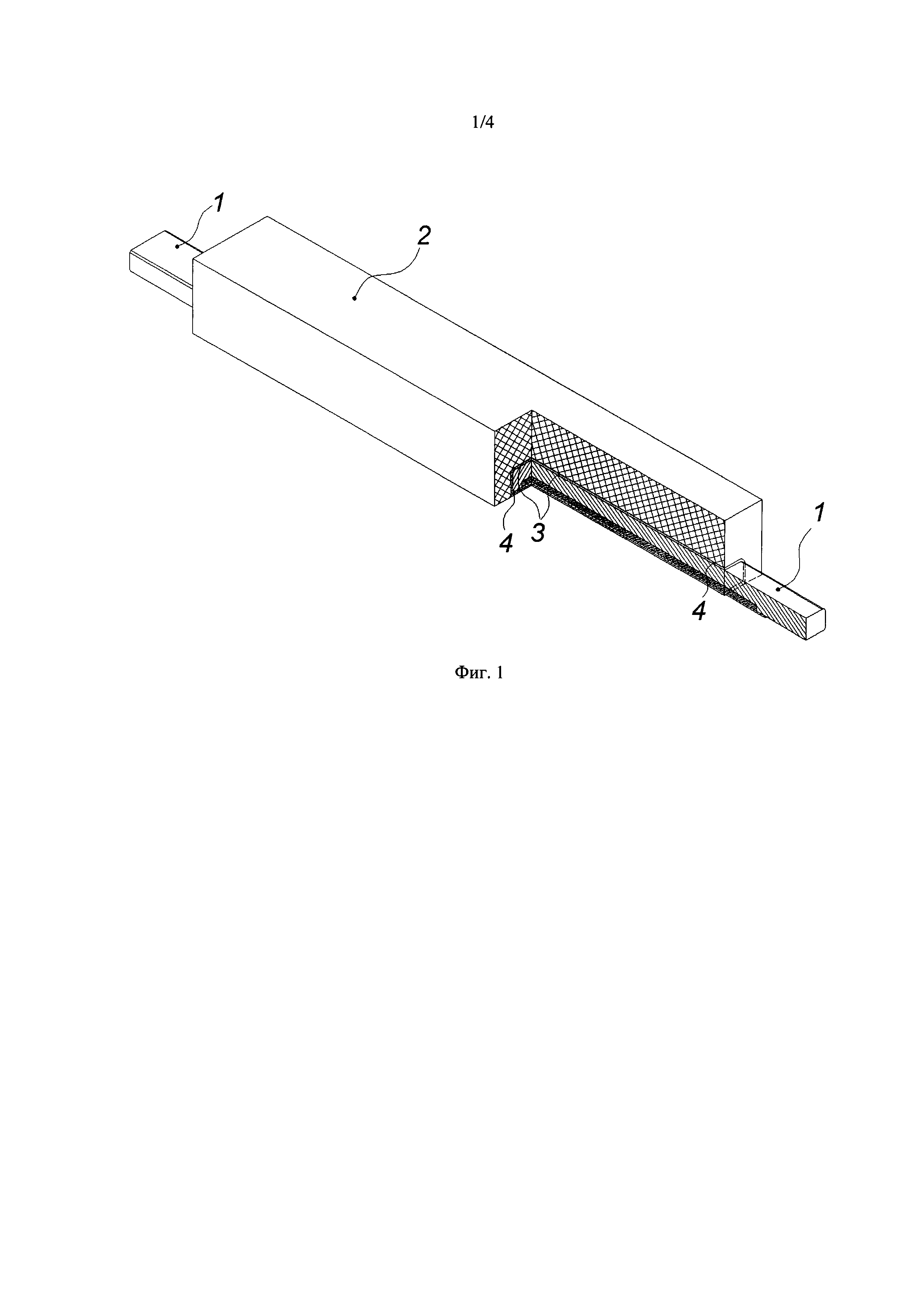
на фиг. 1 изображена катодная секция алюминиевого электролизера;
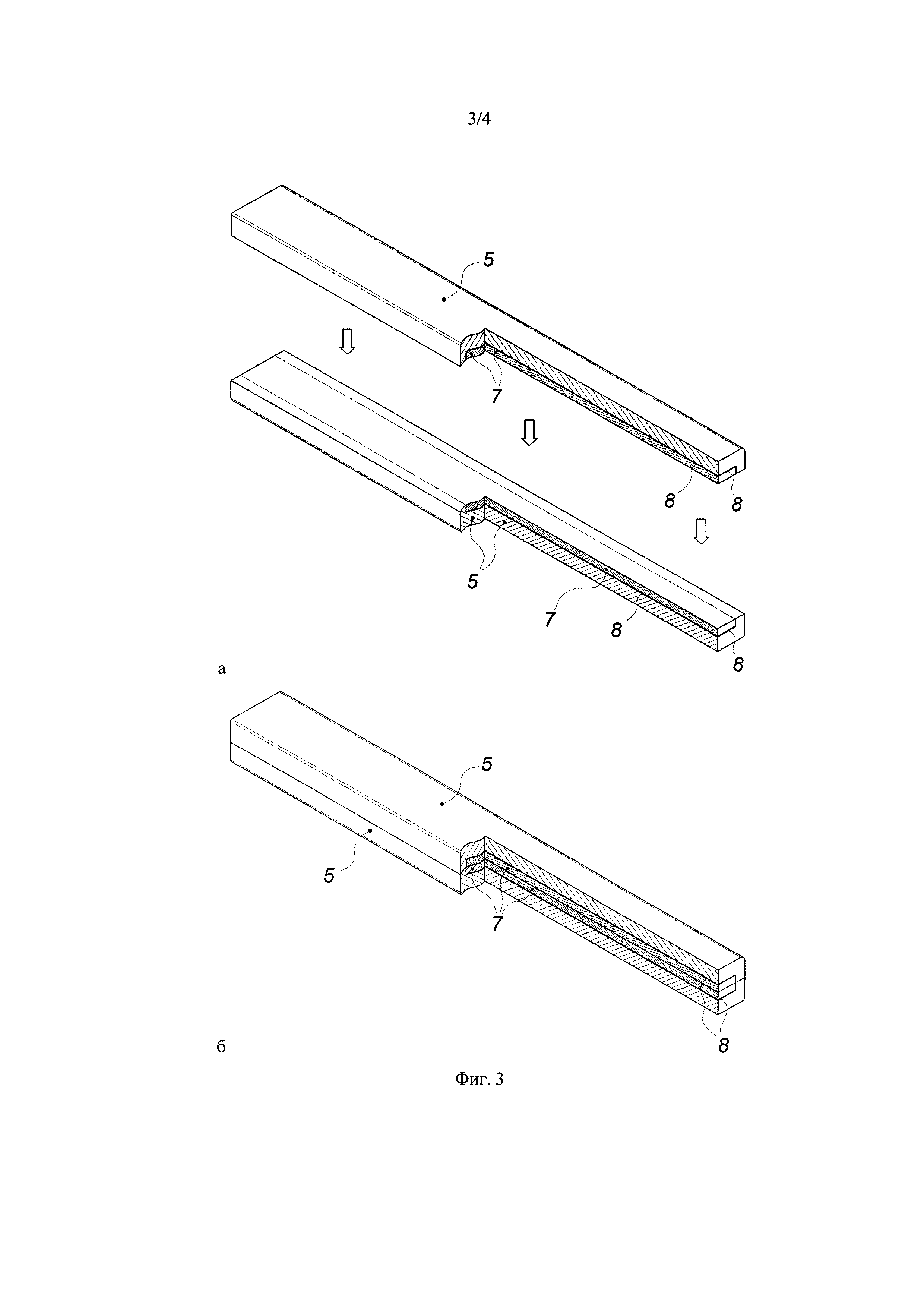
на фиг. 2 (а. б) - катодный токоподводящий стержень в разобранном и собранном состоянии;
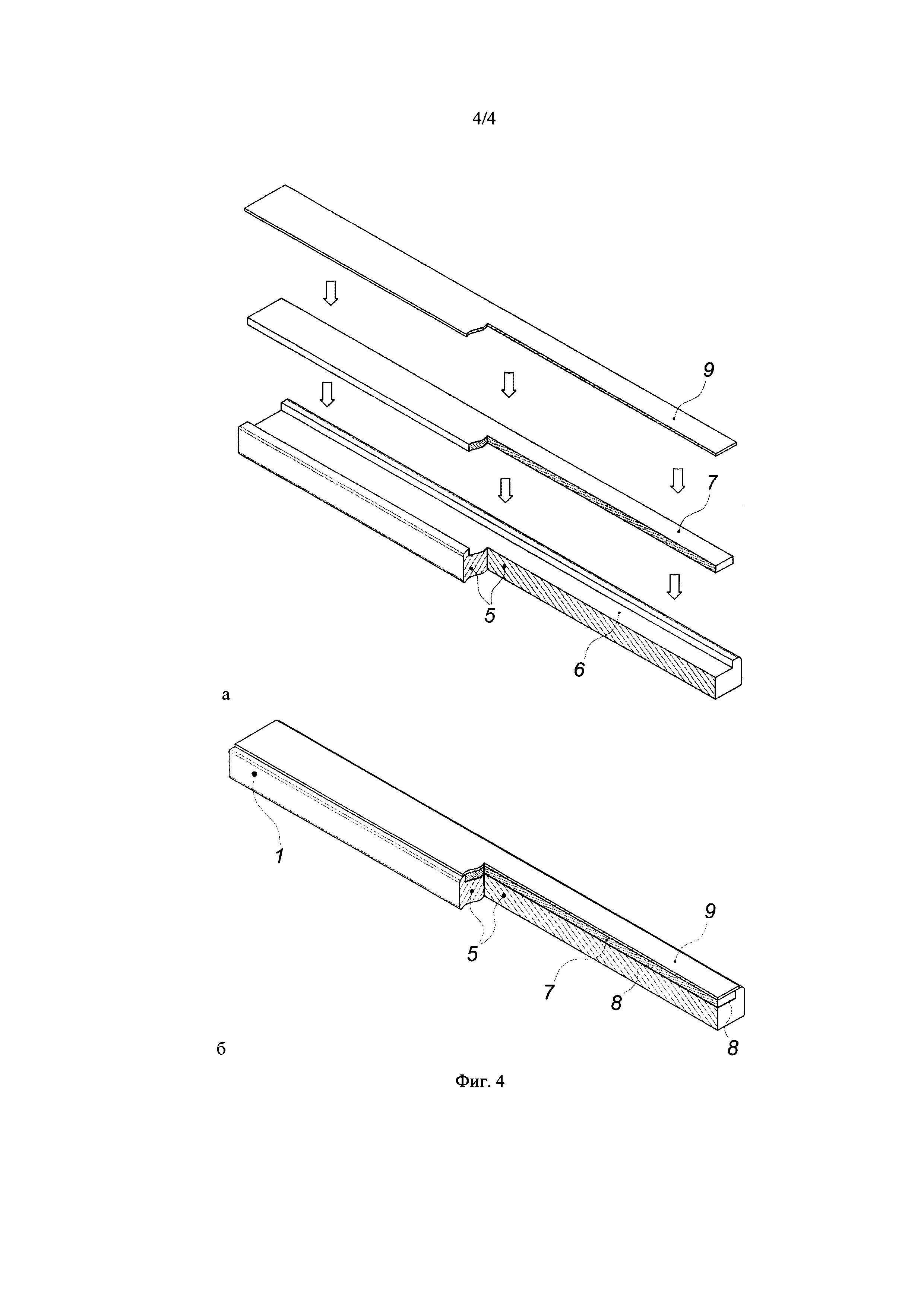
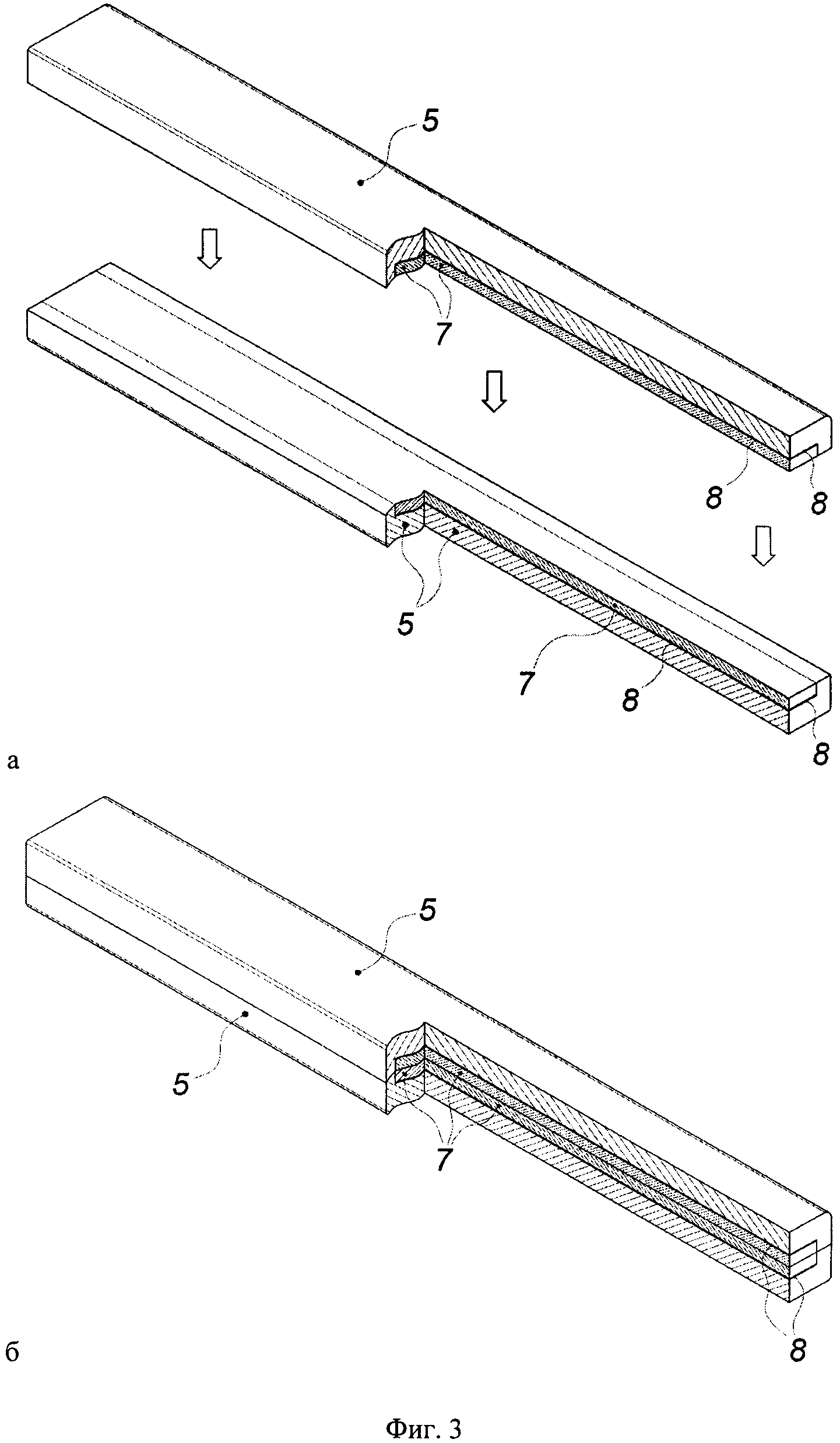
на фиг. 3 (а, б) изображен предлагаемый катодный токоподводящий стержень, собранный из двух металлических основ;
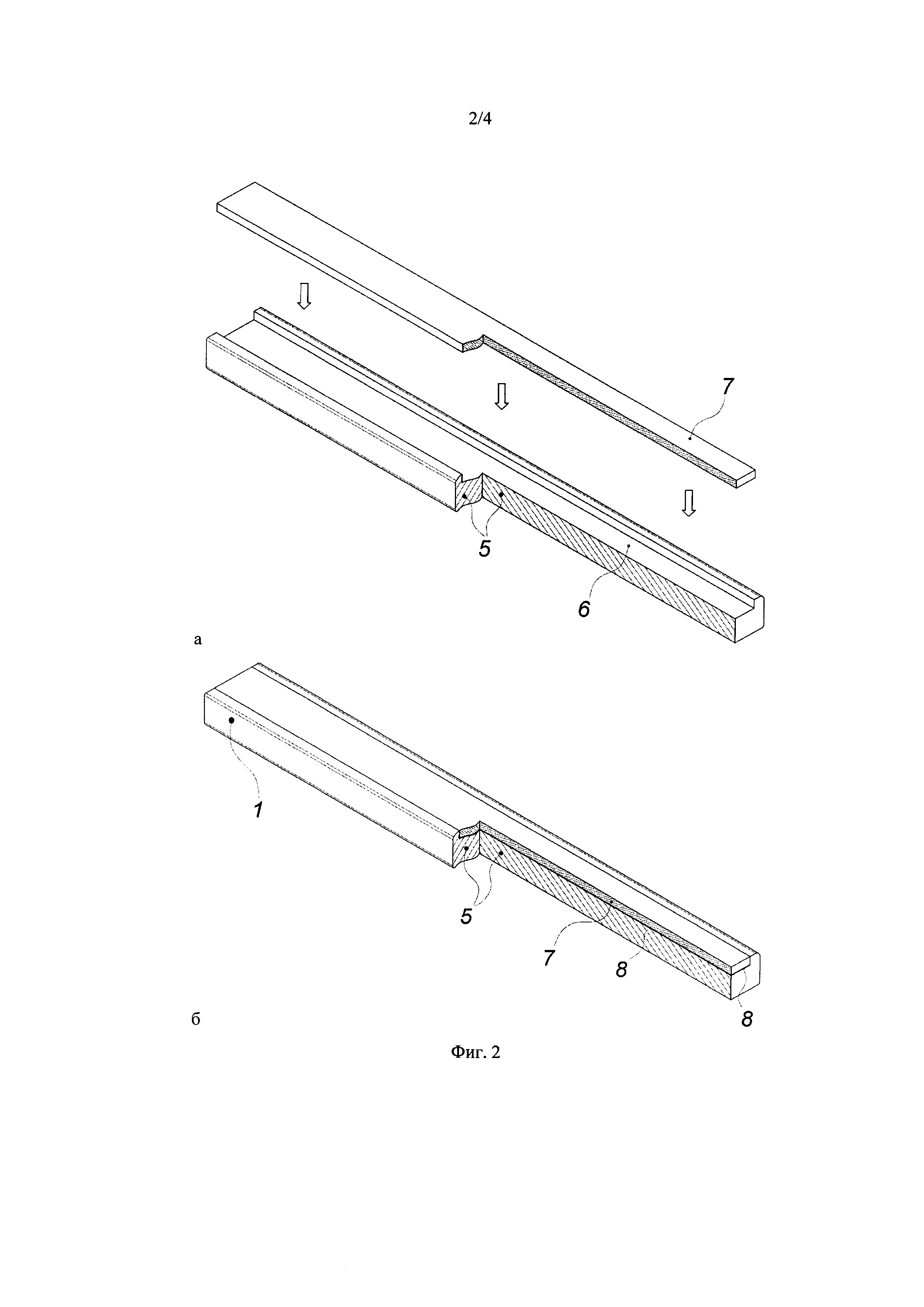
на фиг. 4 (а, б) изображен предлагаемый катодный токоподводящий стержень со стальной пластиной закрывающей вкладыш с наружной стороны.
Осуществление изобретения
Предлагаемый катодный токоподводящий стержень 1 предназначен для установки в углеродсодержащий катодный блок 2 выполненный с пазом 3 путем закрепления стержня 1 с помощью электропроводного материала 4 (чугуна, углеродистой пасты или углеродистого клея).
Катодный токоподводящий стержень 1, включающий металлическую основу 5, с внутренней полостью 6 выполненную путем механической обработки вкладыш 7 изготовленный из материала с высокой удельной электропроводностью, установленный во внутренней полости 6 и жестко соединенный с металлической основой 5 через соединительный слой 8, стальную пластину 9 установленную на наружной стороне вкладыша 7 и жестко закрепленную на поверхности металлической основы 5 путем электродуговой сварки по периметру пластины.
Закрепление вкладыша 7 внутри полости 6 металлической основы 5 осуществляется с помощью сварки взрывом, вкладыш 7 из мягкого металла «метается» на поверхность металлической основы 5 в результате соударения возникает пластическая деформация, вызывающая местный нагрев поверхностных слоев металла метаемого вкладыша7 и основания металлической основы 5. В результате деформации и нагрева развиваются физический контакт, активация свариваемых поверхностей и образуется соединение - соединительный слой 8.
Также, вкладыш 7 можно закрепить внутри полости 6 металлической основы 5 используя совместную горячую прокатку (накатку). В этом случае металлическая основа 5 и вкладыш 7 нагреваются и совместно прокатываются между валками, в результате припаивается вкладыш к металлической основе и появляется прочный соединительный слой 8.
В случае выполнения катодного токоподводящего стержня 1 составным, состоящим из двух металлических основ 5, они соединяются жестко друг с другом сторонами, на которой установлен вкладыш 7. Соединение двух металлических основ 5 осуществляется электродуговой сваркой по периметру.
В конструкции катодного токоподводящего стержня вкладыш с высокой удельной электропроводностью выполнен из меди или сплава на медной основе.
В конструкции катодного токоподводящего стержня для более радикального выравнивания вертикального тока по поверхности катодной секции предлагается выполнить сечение вкладыша от 8 до 30% сечения стержня.
Работа устройства осуществляется следующим образом.
Общая компоновка катодной секции алюминиевого электролизера связана с глобальным преобразованием вертикального тока, входящего со стороны расплавленного металла (сверху катодной секции), в горизонтальный ток по катодным токоподводящим стержням. Это приводит к неравномерности вертикального тока на поверхности подины, особенно при использовании катодных блоков с высоким содержанием графита (материалов с высокой электропроводностью), увеличенному перепаду напряжения в катодной секции, неравномерному износу катодного блока (так как в местах с высокой плотностью тока на поверхности происходит интенсивная эрозия материала катодного блока) и соответственно к снижению срока службы электролизера.
Катодный токоподводящий стержень с установленным в полости 6 вкладышем 7 позволяет значительно увеличить электропроводности катодного токоподводящего стержня 1, что в свою очередь приводит снижению падения напряжения в катодной секции, к существенное выравнивание горизонтальных токов по длине катодной секции, тем самым уменьшить неравномерность износа катодной секции и соответственно повысить срок службы и стабильность работы электролизера.
Относительно небольшая добавка меди (от 8%) виде вкладыша приводит к заметному улучшению распределения тока. В зависимости от технологических условий вкладыш из меди позволяет снизить падение напряжения в катодной секции на 50-100 мВ.
Примеры
Катодный токоподводящий стержень, произвольной длины, состоящий из стальной основы сечением 230×110 мм с полостью сечением 155×20 мм и медного вкладыша сечением 150×20 мм, который метается на стальную основу, затем, с наружной стороны вкладыша приваривается стальная пластина сечением 180×10 мм, которая защищает медный вкладыш от окисления кислородом воздуха и воздействия агрессивных паров электролита. Катодный токоподводящий стержень получается сечением 230×120 мм.
Катодный токоподводящий стержень, произвольной длины, состоящий из двух одинаковых стальных основ сечением 230×60 мм с полостью сечением 155×10 мм и медного вкладыша сечением 150×10 мм который метается на стальную основу. Затем, две основы (половинки) разворачиваются медным вкладышем друг другу и свариваются между собой. При этом получается катодный токоподводящий стержень сечением 230×120 мм который образует цельную стальную защитную оболочку с медным вкладышем внутри.
Это приводит к снижению падения напряжения в катодной секции на 50-80 мВ, к значительному выравниванию горизонтальных токов по длине катодной секции, так дельта между максимальным и минимальным значением плотности тока снижается на 50%. Срок службы при этом увеличивается на 6 мес.(подтверждено натурными испытаниями на электролизерах большой мощности >300 кА).
Приведенные выше варианты частного выполнения по изобретению не являются единственно возможными. Допускаются различные модификации и улучшения, не выходящие за пределы области действия изобретения, определенной первым пунктом формулы.
Способ получения пека-связующего для электродных материалов
Способ обслуживания алюминиевого электролизера с самообжигающимся анодом
Фуговочная смесь
Способ подготовки анодной массы для формирования сырых анодов
Способ обжига подины алюминиевого электролизера с обожженными анодами
Устройство для сбора и удаления газов из алюминиевых электролизеров содерберга
Способ производства анодной массы для анодов
Кронштейн анододержателя
Способ формирования вторичного анода алюминиевого электролизера с самообжигающимся анодом и верхним токоподводом
Ошиновка мощных алюминиевых электролизеров при их продольном расположении в корпусе
Электролит для получения алюминия электролизом расплавов
Анод на основе железа для получения алюминия электролизом расплавов
Укрытие алюминиевого электролизера с обожженными анодами
Способ получения плавленолитого калиевого фторфлогопита
Укрытие электролизера для производства алюминия
Токоподвод обожженного анода алюминиевого электролизера
Способ укрытия анодного массива
Способ обжига подины алюминиевого электролизера
Способ управления подачей глинозема в электролизер при получении алюминия
Устройство для сбора и удаления газов из алюминиевого электролизера

