Результат интеллектуальной деятельности: УСТРОЙСТВО УПРАВЛЕНИЯ ТЕПЛОВЫМ РЕЖИМОМ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРЕССОВАНИЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к области цветной металлургии, в частности к устройствам управления тепловым режимом непрерывного литья и прессования.
Известно устройство для непрерывного литья и прессования металла методом конформ, включающее печь-миксер с питателем и дозатором, кристаллизатор, выполненный в виде диска с возможностью вращения в горизонтальной плоскости, имеющий кольцевую канавку на верхней части диска и сопрягающийся с ней неподвижный дугообразный сегмент с матрицей и с выступом, перекрывающим поперечное сечение кольцевой канавки (Сергеев В.М. Непрерывное литье-прессование цветных металлов: проблемы цветной металлургии / В.М. Сергеев, Ю.В. Горохов, В.В. Соболев [и др.] – М.: Металлургия, 1990. - 85 с.).
Данное устройство позволяет получать пресс-изделия из цветных металлов и сплавов, непрерывным, совмещенным процессом литья и прессования методом конформ. Однако во время кристаллизации расплавленного металла в кольцевой канавке диска и при последующем прессовании выделяется значительное количество тепла, часть которого необходимо удалить для создания изотермических условий при реализации непрерывного процесса литья и прессования. В противном случае непостоянная температура пресс-изделия на выходе из канала матрицы приводит к разбросу механических свойств и искажению геометрии по длине и поперечному сечению пресс-изделий, что снижает качество продукции. Следует отметить, что при достижении температуры, близкой к температуре плавления прессуемого металла, происходит разрушение пресс-изделия, что является окончательным браком. Кроме того, повышенная температура прессования снижает прочность инструмента, что приводит к его преждевременным поломкам. Одним из эффективных способов решения данной проблемы является принудительное охлаждение как прессового инструмента, так и самого профиля (Довженко Н.Н. Прессование алюминиевых сплавов: моделирование и управление тепловыми условиями: монография / Н.Н. Довженко, С.В. Беляев, С.Б. Сидельников [и др.]. - Красноярск: ИПК СФУ, 2009. - 256 с.).
Наиболее близким по совокупности существенных признаков является устройство для охлаждения установки непрерывного литья-прессования металлов, содержащее колесо-кристаллизатор с кольцевой канавкой, которая вверху сопряжена с неподвижным дугообразным сегментом, заканчивающимся выступом, перекрывающим поперечное сечение канавки, и установленную перед выступом пресс-матрицу, коллектор для охлаждения дна кристаллизатора, устройство дополнительно снабжено коллекторами, один из которых охватывает внутреннюю и наружную поверхности колеса-кристаллизатора, а другой установлен на верхней поверхности дугообразного сегмента (Патент на полезную модель 111784 Российская Федерация, МПК В21С 25/00, В21С 23/08, заявл. 04.08.2011; опубл. 27.12.2011 г., бюл. №36).
Данное устройство принимаем за прототип. Известное устройство обеспечивает управление тепловыми условиями непрерывного процесса литья-прессования за счет принудительного охлаждения. Однако известное устройство обладает следующими недостатками:
1. Колесо-кристаллизатор последовательно проходит различные по интенсивности тепловыделения зоны, одна из которых зона кристаллизации деформируемого металла, расположенная между дозатором и дугообразным сегментом. Температура кристаллизатора с каждым оборотом растет и количество тепла, которое необходимо отводить от кристаллизатора, меняется, поэтому в данной зоне необходимо создавать различные условия теплообмена, изменение теплоотвода в известном устройстве не предусмотрено.
Основной задачей изобретения является управление тепловым процессом в момент кристаллизации металла или сплава с момента холодного пуска до наступления установившегося теплового режима работы установки при изменяющихся температурных условиях во времени.
Для решения поставленной задачи устройство для непрерывного литья и прессования цветных металлов и сплавов, содержащее корпус, дозатор, основание дозатора, колесо-кристаллизатор с кольцевой канавкой, которая сверху сопряжена с неподвижным дугообразным сегментом, заканчивающимся выступом, перекрывающим поперечное сечение канавки, пресс-матрицу, установленную перед выступом, коллектор для охлаждения кристаллизатора, снабжено дугообразной направляющей, закрепленной посредством подпружиненных П-образных креплений на корпусе в зоне заливки расплава в колесо-кристаллизатор, электродвигателем, установленным на основании дозатора и соединенным посредством шестерни с выполненными на корпусе устройства зубьями, датчиком температуры, установленным на неподвижном дугообразном сегменте, и контроллером, соединенным с датчиком температуры, при этом дозатор выполнен с возможностью перемещения по дугообразной направляющей посредством закрепленных на основании дозатора роликов.
На основании показаний сигналов температуры, поступающей в контроллер с датчика, выбирается перемещение дозатора в соответствии со следующей зависимостью: Т=tтекущая-(tсолидуса-2),
где: Н - коэффициент направления перемещения;
tтекущая - температура металла, замеряемая датчиком;
tсолидуса - температура обрабатываемого металла, при которой металл или сплав находится в полностью твердом состоянии, данная информация предварительно вносится в контроллер.
Конструктивные особенности заявляемого устройства по сравнению с прототипом, характеризующиеся отличительными признаками, обеспечивают термостабильную работу установки в начальный момент работы после холодного пуска.
Направление вращения выбирается в соответствии со следующей зависимостью: Н=tтекущая-(tсолидуса-2),
где: Н - коэффициент направления перемещения;
tтекущая - температура металла, замеряемая датчиком;
tсолидуса - температура обрабатываемого металла, при которой металл или сплав находится в твердом состоянии, данная информация предварительно вносится в контроллер.
Если Н=0 - дозатор не движется;
если Н>0 - необходимо увеличить длину дуги кристаллизующегося металла путем движения дозатора в сторону от неподвижного дугообразного сегмента;
если Н<0 - необходимо уменьшить длину дуги кристаллизующегося металла путем движения дозатора в сторону неподвижного дугообразного сегмента.
За счет шестеренчатой передачи, сопряженной с зубьями корпуса, обеспечивается надежное сцепление дозатора.
Таким образом, между отличительными признаками и решаемой задачей существует причинно-следственная связь.
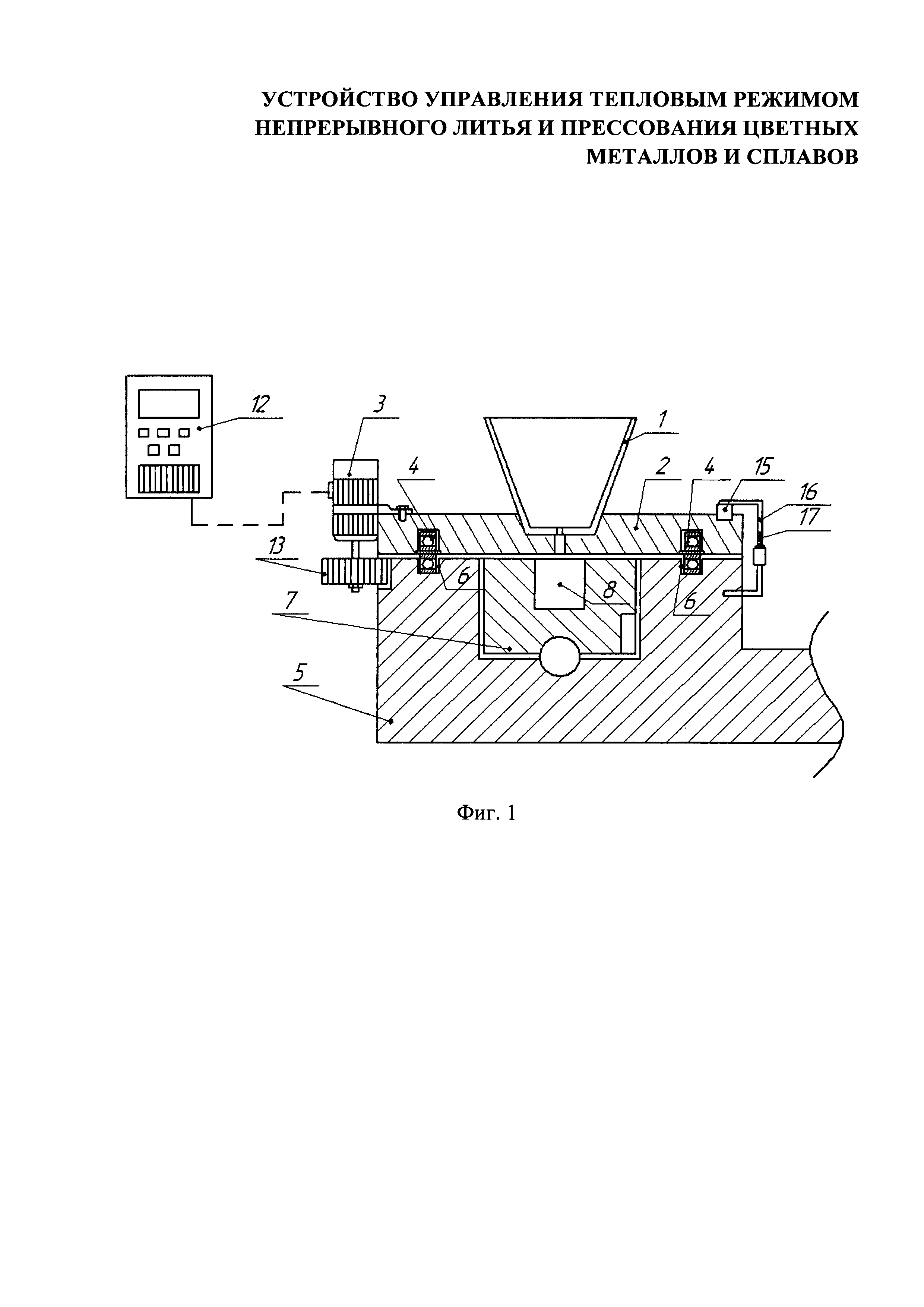
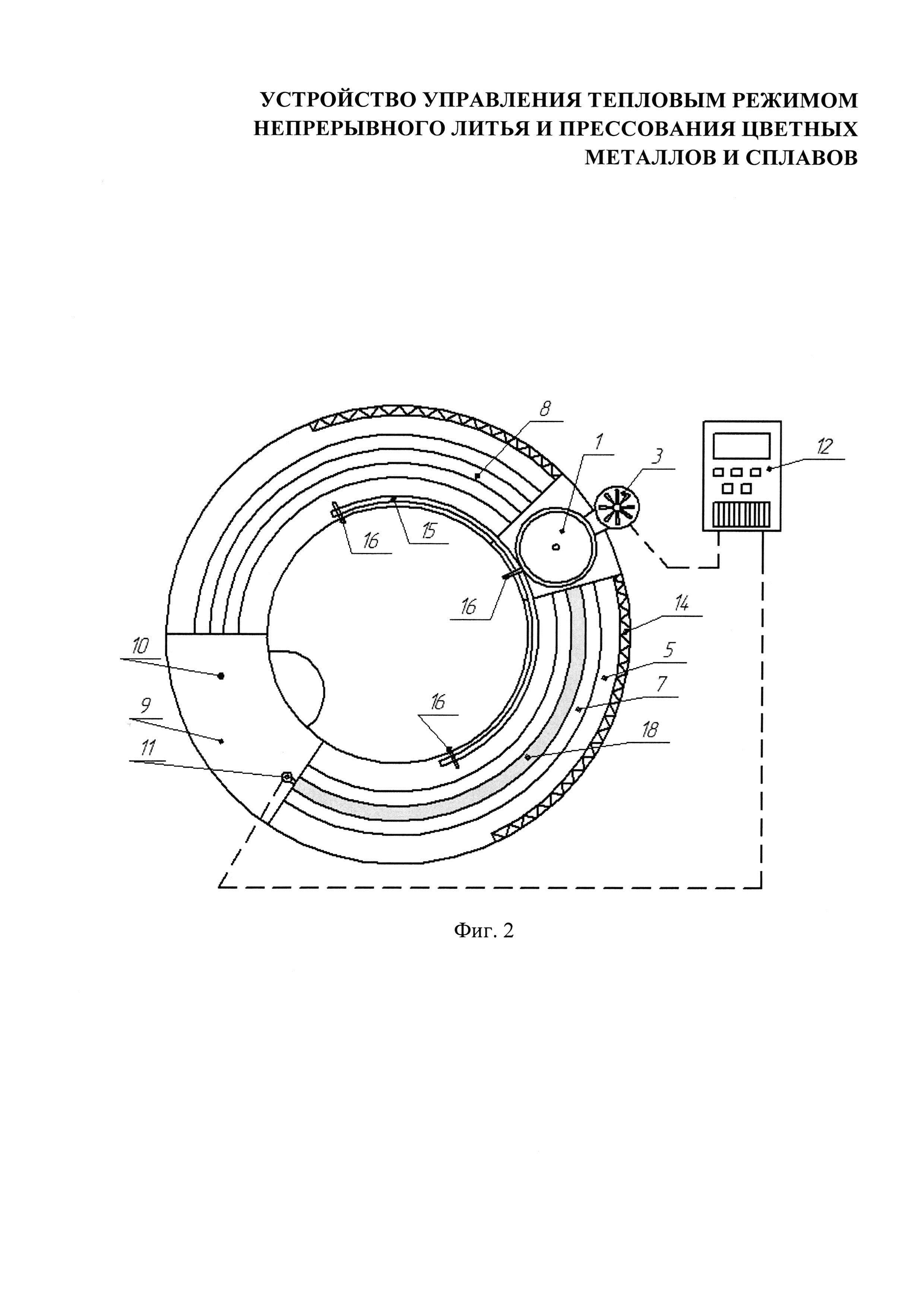
Сущность изобретения поясняется графическими материалами. На фиг. 1 и 2 показана схема предлагаемого устройства;
Заявляемое устройство для непрерывного литья и прессования цветных металлов и сплавов методом конформ включает дозатор 1, основание дозатора 2 с установленным на нем электроприводом 3 и роликами 4, позволяющими изменять положение дозатора 1, на корпусе установки 5 выполнен желоб 6 для роликов 4, кристаллизатор 7, выполненный в виде диска с возможностью вращения в горизонтальной плоскости, имеющий кольцевую канавку 8 на верхней части диска, и сопрягающийся с ней неподвижный дугообразный сегмент 9 с матрицей 10. На дугообразном сегменте 9 установлен датчик температуры 11, соединенный с контроллером 12, связанный с электроприводом 3, который соединен посредством шестерни 13 с зубьями 14, выполненными на корпусе устройства, дугообразную направляющую 15, закрепленную на корпусе П-образными креплениями 16 с пружинами 17.
Работает устройство следующим образом.
Во время работы предлагаемого устройства приводится во вращение кристаллизатор 7. Расплавленный металл из печи-миксера с питателем (на чертеже не показаны) поступает в дозатор 1 и далее заливается в кольцевую канавку 8, выполненную на верхней части диска кристаллизатора 7. За время движения до неподвижного дугообразного сегмента 9 расплавленный металл 18 охлаждается, кристаллизируется и принимает форму поперечного сечения кольцевой канавки 8, после чего поступает под неподвижный дугообразный сегмент 9, где под действием активных сил контактного трения металл деформируется и происходит его выдавливание в проволоку, через матрицу 10. Длина дуги кристаллизации металла регулируется контроллером 12, смещая дозатор 1 электроприводом 3, установленным на основании дозатора 2, в зависимости от температуры, регистрируемой на датчике температуры 11 либо в сторону неподвижного дугообразного сегмента 9, либо в противоположную сторону. При регистрации изменения температуры на датчике температуры 11 электроприводом 3 приводится в движение шестеренка 13, которая сопряжена с зубьями на корпусе 14, после чего основание дозатора 2 движется на роликах 4 по желобу 6, выполненному в корпусе 5, вдоль дугообразной направляющей 15, которая закреплена на корпусе 5 П-образными креплениями 16. Таким образом, в заявляемом устройстве реализуется управление тепловым режимом в установке непрерывного литья и прессования цветных металлов и сплавов.
Предлагаемое устройство позволяет управлять тепловым режимом работы установки при холодном пуске, в период изменения температуры всей установки во времени, достичь стационарного теплового режима и повысить его надежность.
Устройство для непрерывного литья и прессования цветных металлов и сплавов, содержащее корпус, дозатор, основание дозатора, колесо-кристаллизатор с кольцевой канавкой, которая сверху сопряжена с неподвижным дугообразным сегментом, заканчивающимся выступом, перекрывающим поперечное сечение канавки, пресс-матрицу, установленную перед выступом, коллектор для охлаждения кристаллизатора, отличающееся тем, что оно снабжено дугообразной направляющей, закрепленной посредством подпружиненных П-образных креплений на корпусе в зоне заливки расплава в колесо-кристаллизатор, электродвигателем, установленным на основании дозатора и соединенным посредством шестерни с выполненными на корпусе устройства зубьями, датчиком температуры, установленным на неподвижном дугообразном сегменте, и контроллером, соединенным с датчиком температуры, при этом дозатор выполнен с возможностью перемещения по дугообразной направляющей посредством закрепленных на основании дозатора роликов.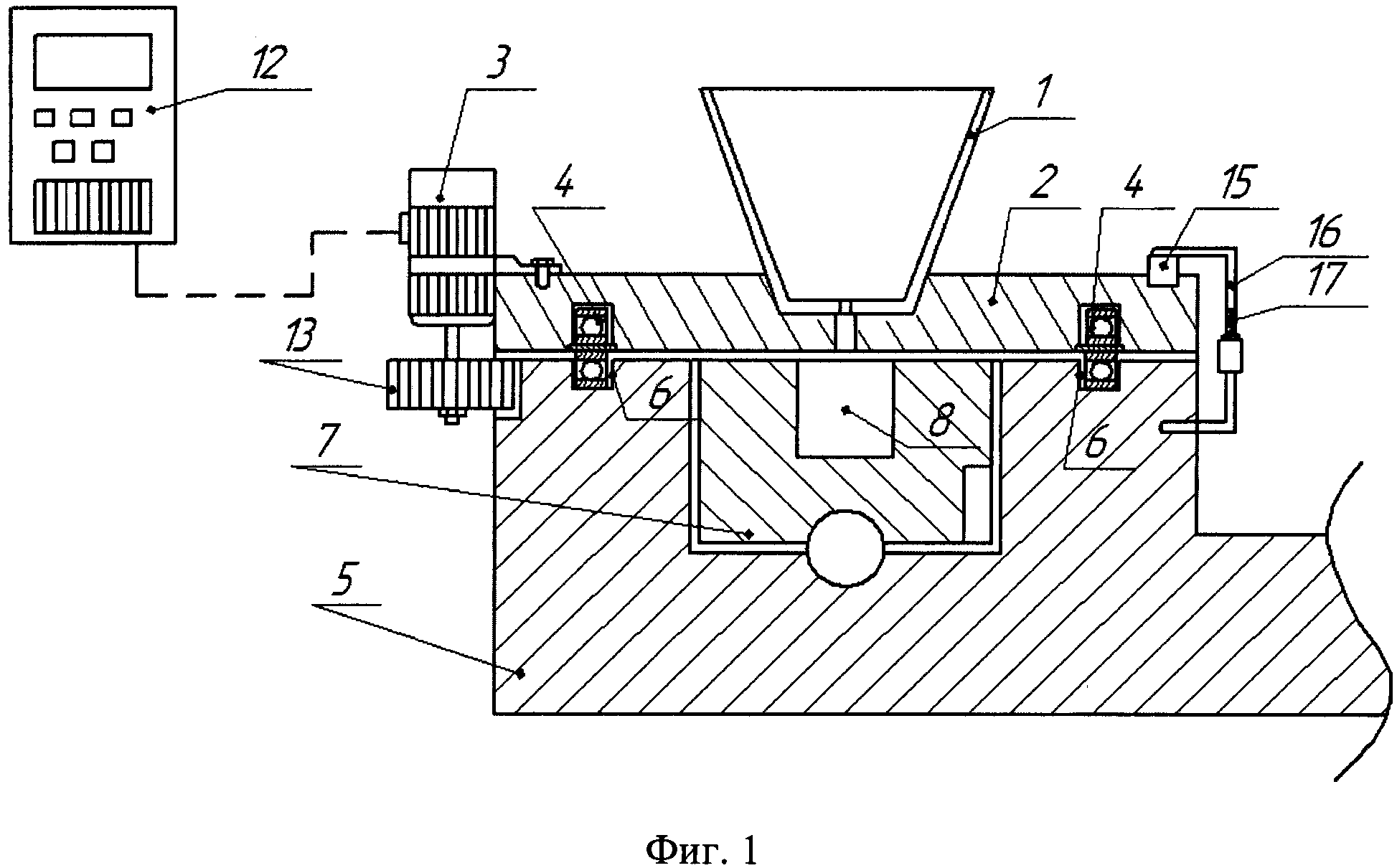
Способ получения модифицирующей лигатуры al - ti
Способ переработки никельсодержащих сульфидных медных концентратов
Способ переработки медно-никелевого файнштейна
Способ флотационного обогащения сульфидных свинцово-цинковых руд
Способ определения температуры вспышки смазочных масел
Способ получения покрытия на основе диоксида кремния внутренней поверхности кварцевого изделия
Устройство для дожигания анодных газов алюминиевого электролизера
Анодный блок алюминиевого электролизера
Буровое долото режуще-вращательного типа
Противопригарная краска для литейных форм и стержней
Устройство для непрерывного литья и прессования
Установка для полунепрерывного литья плоских слитков
Горелка для дожигания анодных газов алюминиевого электролизера
Установка для модифицирования алюминиевого расплава

