Результат интеллектуальной деятельности: СПОСОБ КОНТРОЛЯ ПРОЦЕССА ПРОКАТКИ НА МНОГОКЛЕТЕВОМ СТАНЕ
Вид РИД
Изобретение
Изобретение относится к автоматизированному контролю процесса прокатки металлов.
Известны способы контроля процесса прокатки на многоклетьевом стане, при котором регистрируют ток и скорость приводного двигателя (Малафеев С.И., Малафеева А.А., Коняшин В.И. Компьютерное моделирование процессов при прокатке металлов на стане 300 / Автоматизация в промышленности, 2013, №7. - С. 10-13; Федоряк Р., Лейковский К., Светличный А. Система контроля технологии и управления режимами прокатного стана / Современные технологии автоматизации, 2001, №1, с. 14-21).
Известные способы позволяют контролировать факт нарушения процесса прокатки. Вместе с тем при использовании известного способа не выявляются характер и причины отклонения режима прокатки от расчетного.
Следовательно, недостатками известных способов являются ограниченные функциональные возможности и недостаточная надежность контроля процесса прокатки.
Из известных технических решений наиболее близким к предлагаемому по достигаемому результату является способ контроля процесса прокатки на многоклетьевом стане, включающий регистрацию тока приводного двигателя при различных скоростях при холостом ходе, измеряют ток двигателя и угловую скорость при нагруженном состоянии, формируют зависимость тока холостого хода от угловой скорости двигателя в виде эмпирической формулы и хранят ее в памяти вычислительного устройства, измеряют угловую скорость двигателя и зависимость тока якорной обмотки и угловой скорости от времени в процессе прокатки и вычисляют силу трения (Патент РФ №2527324, МПК G01N 19/02, 2014).
При реализации известного способа обеспечивается контроль процесса прокатки путем получения информации о текущих значениях переменных, характеризующих работу приводного двигателя прокатного стана: угловой скорости и токе якорной обмотки, и силы трения в процессе прокатки. Вместе с тем при использовании известного способа не контролируется отклонение характеристик процесса от расчетных значений, и, следовательно, не обеспечивается высокая надежность контроля процесса прокатки.
Недостатками известного способа являются ограниченные функциональные возможности и недостаточная надежность контроля качества процесса прокатки.
Цель предлагаемого изобретения - расширение функциональных возможностей и повышение надежности контроля качества процесса прокатки.
Поставленная цель достигается тем, что в известном способе контроля процесса прокатки на многоклетьевом стане, включающем регистрацию тока приводного двигателя прокатного стана, дополнительно выполняют предварительное моделирование тока приводного двигателя при прокатке в случае расчетного протекания процесса и при типовых нарушениях, формируют типовые диаграммы изменений тока приводного двигателя во времени при расчетном протекании процесса прокатки и типовых нарушениях, обеспечивают хранение сформированных диаграмм в памяти компьютера, осуществляют сравнение зарегистрированной при прокатке диаграммы тока приводного двигателя с типовыми диаграммами изменений тока и определяют ее принадлежность к одной из типовых диаграмм изменений тока и, соответственно, отклонение процесса прокатки от расчетных значений по коэффициенту детерминации R2, вычисляемому по математическому выражению:
где ik - значения тока, зафиксированные при прокатке;  - значения тока, полученные при моделировании;
- значения тока, полученные при моделировании;  - усредненное значение тока, полученное при прокатке; n - количество точек отсчета, причем при значении R2≥0,9 устанавливают соответствие процесса прокатки расчетному, а при R2<0,9 устанавливают нарушение процесса прокатки и формируют выводы относительно отклонений характеристик процесса от расчетных значений.
- усредненное значение тока, полученное при прокатке; n - количество точек отсчета, причем при значении R2≥0,9 устанавливают соответствие процесса прокатки расчетному, а при R2<0,9 устанавливают нарушение процесса прокатки и формируют выводы относительно отклонений характеристик процесса от расчетных значений.
По сравнению с наиболее близким аналогичным техническим решением предлагаемый способ включает следующие новые операции:
- выполняют предварительное моделирование тока приводного двигателя при прокатке в случае расчетного протекания процесса и при типовых нарушениях;
- формируют типовые диаграммы изменений тока приводного двигателя во времени при расчетном протекании процесса прокатки и типовых нарушениях;
- обеспечивают хранение сформированных диаграмм в памяти компьютера;
- осуществляют сравнение зарегистрированной при прокатке диаграммы тока приводного двигателя с типовыми диаграммами изменений тока;
- определяют принадлежность зарегистрированной при прокатке диаграммы тока приводного двигателя к одной из типовых диаграмм изменений тока и, соответственно, отклонение процесса прокатки от расчетных значений по коэффициенту детерминации R2, вычисляемому по математическому выражению:
где ik - значения тока, зафиксированные при прокатке;  - значения тока, полученные при моделировании;
- значения тока, полученные при моделировании;  - усредненное значение тока, полученное при прокатке; n - количество точек отсчета, причем при значении R2≥0,9 устанавливают соответствие процесса прокатки расчетному, а при R2<0,9 устанавливают нарушение процесса прокатки и формируют выводы относительно отклонений характеристик процесса от расчетных значений.
- усредненное значение тока, полученное при прокатке; n - количество точек отсчета, причем при значении R2≥0,9 устанавливают соответствие процесса прокатки расчетному, а при R2<0,9 устанавливают нарушение процесса прокатки и формируют выводы относительно отклонений характеристик процесса от расчетных значений.
Следовательно, заявляемое техническое решение соответствует требованию «новизна».
При реализации предлагаемого способа расширяются функциональные возможности и повышается надежность контроля качества процесса прокатки.
Следовательно, заявляемое техническое решение соответствует требованию «положительный эффект».
По каждому отличительному признаку проведен поиск известных технических решений в области электротехники, автоматики, контроля и диагностики.
Операции:
- выполняют предварительное моделирование тока приводного двигателя при прокатке в случае расчетного протекания процесса и при типовых нарушениях;
- формируют типовые диаграммы изменений тока приводного двигателя во времени при расчетном протекании процесса прокатки и типовых нарушениях;
- обеспечивают хранение сформированных диаграмм в памяти компьютера;
- осуществляют сравнение зарегистрированной при прокатке диаграммы тока приводного двигателя с типовыми диаграммами изменений тока;
- определяют принадлежность зарегистрированной при прокатке диаграммы тока приводного двигателя к одной из типовых диаграмм изменений тока и, соответственно, отклонение процесса прокатки от расчетных значений по коэффициенту детерминации R2, вычисляемому по математическому выражению:
где ik - значения тока, зафиксированные при прокатке;  - значения тока, полученные при моделировании;
- значения тока, полученные при моделировании;  - усредненное значение тока, полученное при прокатке; n - количество точек отсчета, причем при значении R2≥0,9 устанавливают соответствие процесса прокатки расчетному, а при R2<0,9 устанавливают нарушение процесса прокатки и формируют выводы относительно отклонений характеристик процесса от расчетных значений, в известных способах аналогичного назначения не обнаружены.
- усредненное значение тока, полученное при прокатке; n - количество точек отсчета, причем при значении R2≥0,9 устанавливают соответствие процесса прокатки расчетному, а при R2<0,9 устанавливают нарушение процесса прокатки и формируют выводы относительно отклонений характеристик процесса от расчетных значений, в известных способах аналогичного назначения не обнаружены.
Таким образом, указанные признаки обеспечивают заявляемому техническому решению соответствие требованию «существенные отличия».
При реализации предлагаемого способа производится предварительное моделирование процесса прокатки на многоклетьевом стане. При этом формируется база данных, содержащая типовые образы процессов прокатки при нормальном протекании процесса обработки металла и при различных отклонениях процесса от расчетных значений. При прокатке осуществляется регистрация тока приводного двигателя прокатного стана. На основании данных непрерывных измерений вычисляют коэффициент детерминации, т.е. основной показатель, отражающий меру соответствия модельного и реального процессов, и выполняют сравнение реальной диаграммы с типовыми образами процессов. Результаты сравнения позволяют определить вероятную причину отклонения процесса прокатки от расчетного и оценить состояние и режимы технологического оборудования в зависимости от принадлежности полученной диаграммы тока в базе типовых образов к области нормальных или, допустимых или не допустимых режимов. Компьютерная визуализация процесса прокатки обеспечивает возможность непрерывной субъективной оценки работы прокатного стана, в том числе, с использованием удаленного мониторинга.
Следовательно, заявляемое техническое решение соответствует требованию «положительный эффект».
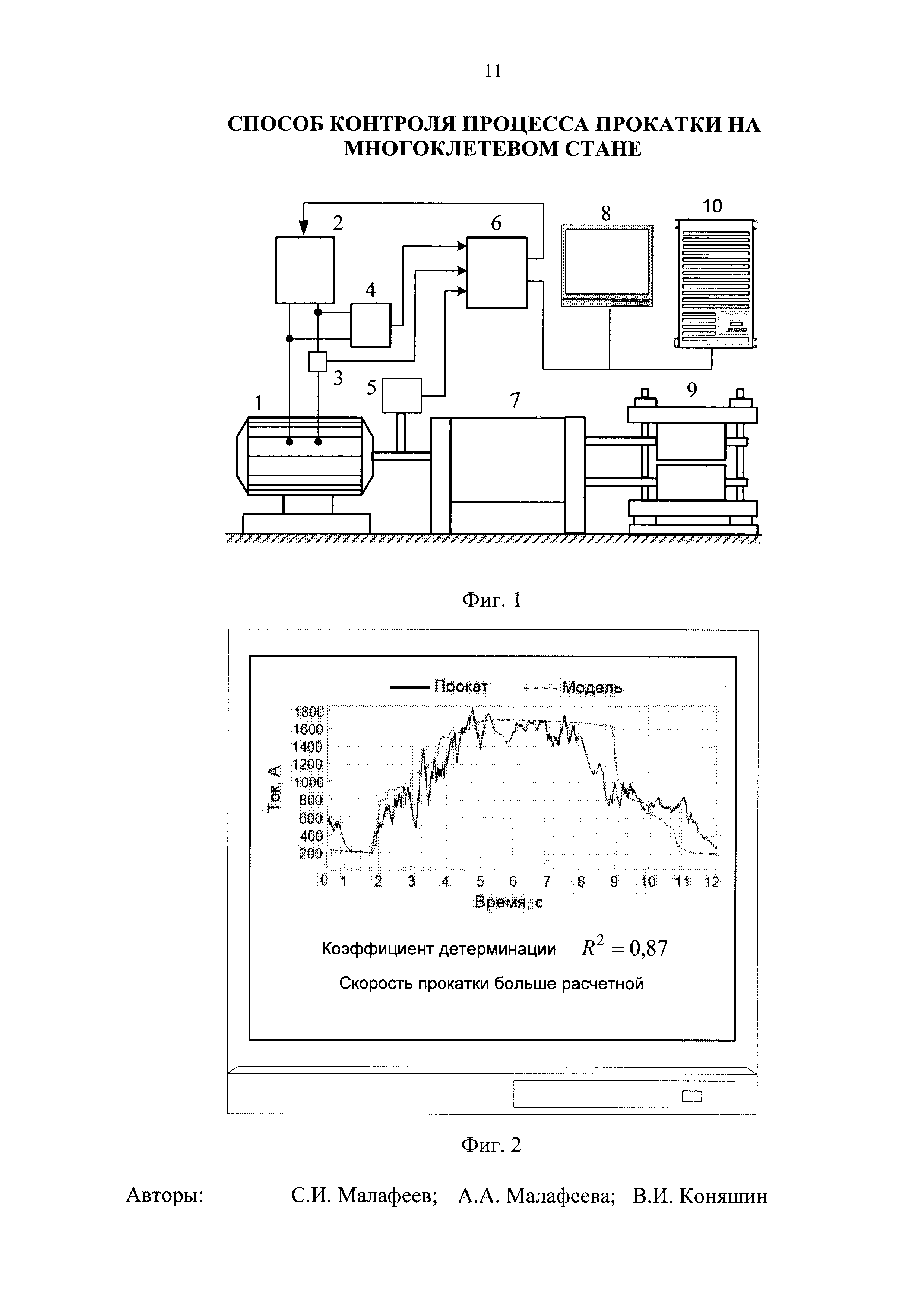
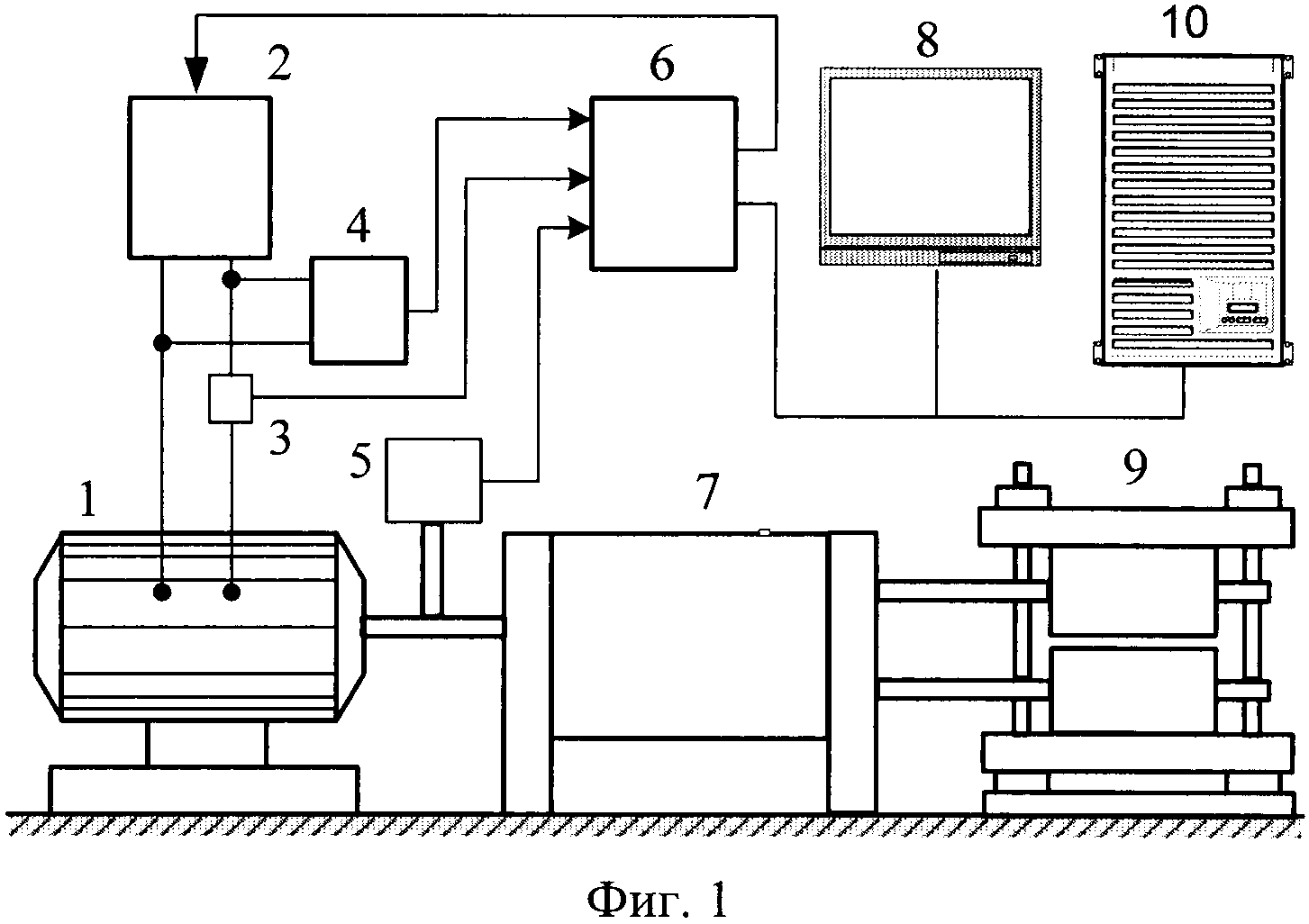
Сущность предлагаемого изобретения поясняется чертежами. На фиг. 1 показана функциональная схема системы контроля процесса прокатки на многоклетьевом стане. На фиг. 1 обозначено: 1 - приводной электрический двигатель постоянного тока; 2 - преобразователь управления двигателем; 3 - датчик тока; 4 - датчик напряжения; 5 - датчик угловой скорости; 6 - контроллер; 7 - шестеренная клеть; 8 - монитор; 9 - рабочая клеть; 10 - компьютер.
На фиг 2 показан вид экрана панели оператора с анимированным изображением процесса изменения тока приводного двигателя при прокатке. На фиг. 3 - фиг. 6 показаны примеры диаграмм тока приводного двигателя при прокатке в случаях различных отклонений.
Сущность предлагаемого способа заключается в следующем. Якорная обмотка двигателя постоянного тока 1 многоклетьевого стана подключена к выходу преобразователя 2. Регулирование скорости приводного двигателя 1 многоклетьевого прокатного стана осуществляется путем изменения напряжения на выходе преобразователя 2. Измерение угловой скорости осуществляется с помощью датчика угловой скорости 5. Напряжение и ток якорной обмотки двигателя 1 измеряются с помощью датчиков соответственно тока 3 и напряжения 4. Выходные сигналы датчиков угловой скорости 5, тока 3 и напряжения 4 поступают на входы контроллера 6. Контроллер 6 выполняет следующие функции:
- аналого-цифровое преобразование выходных сигналов датчиков тока 4, напряжения 3 и скорости 5;
- прием внешнего сигнала управления от компьютера 10;
- формирование сигнала управления для преобразователя 2 управления двигателем 1 по алгоритму стабилизации скорости в зависимости от сигналов тока I(t), угловой скорости Ω(t), напряжения U(t) и внешнего сигнала управления, поступающего от компьютера 10;
- формирование массивов данных о скорости Ω(t), токе I(t) и напряжении U(t) при выполнении цикла прокатки и передачу этих массивов в компьютер 10.
Компьютер 10 выполняет следующие функции:
- моделирование тока приводного двигателя при прокатке в случае расчетного протекания процесса и при типовых нарушениях;
- формирование типовых диаграмм изменений тока приводного двигателя во времени при расчетном протекании процесса прокатки и типовых нарушениях;
- хранение сформированных диаграмм в памяти;
- сравнение зарегистрированной при прокатке диаграммы тока приводного двигателя с типовыми диаграммами изменений тока;
- определение принадлежность зарегистрированной при прокатке диаграммы тока приводного двигателя к одной из типовых диаграмм изменений тока;
- вычисление коэффициента детерминации по математическому выражению:
где ik - значения тока, зафиксированные при прокатке;  - значения тока, полученные при моделировании;
- значения тока, полученные при моделировании;  - усредненное значение тока, полученное при прокатке; n - количество точек отсчета,
- усредненное значение тока, полученное при прокатке; n - количество точек отсчета,
- определение отклонения процесса прокатки от расчетных значений по коэффициенту детерминации R2: при значении R2≥0,9 устанавливают соответствие процесса прокатки расчетному, а при R2<0,9 устанавливают нарушение процесса прокатки;
- формирование выводов относительно отклонений характеристик процесса от расчетных значений.
При предварительном моделировании компьютер 10 формирует программу вычислительного эксперимента, в соответствии с которой формируются диаграммы тока двигателя при прокатке, соответствующие расчетному протеканию процесса и при типовых нарушениях. Для моделирования процессов используется современное математическое описание процесса прокатки, например, изложенное в работе: Малафеев С.И., Коняшин В.И. Модель мехатронной системы прокатного стана 300 / Вестник машиностроения, 2014, №2. - С. 83-87. Массивы данных о значениях тока при различных процессах хранятся в памяти компьютера 10.
При выполнении цикла прокатки ротор приводного двигателя через шестеренную клеть 7 приводит во вращение валки рабочей клети 9. В процессе прокатки коэффициент трения (коэффициент, связывающий силу трения и силу реакции опоры в одной точке) в общем случае не постоянен. В основном это вызвано тем, что одна из поверхностей трения - прокатываемый металл, испытывает пластические деформации и частичное разрушение поверхностного слоя (окалины), т.е. коэффициент трения имеет случайный характер.
Изменение линейной скорости в процессе прокатки является одной из причин появления пробуксовок. При увеличении или уменьшении линейной скорости валков (угловой скорости двигателя) происходит изменение направления и значения сил трения: зона опережения, в которой сила трения направлена «вперед» (клеть втягивает прокат), сменяется зоной отставания, в которой сила трения направлена «назад». Частое изменение направления этих сил приводит к ускоренному разрушению поверхности и появлению пробуксовок.
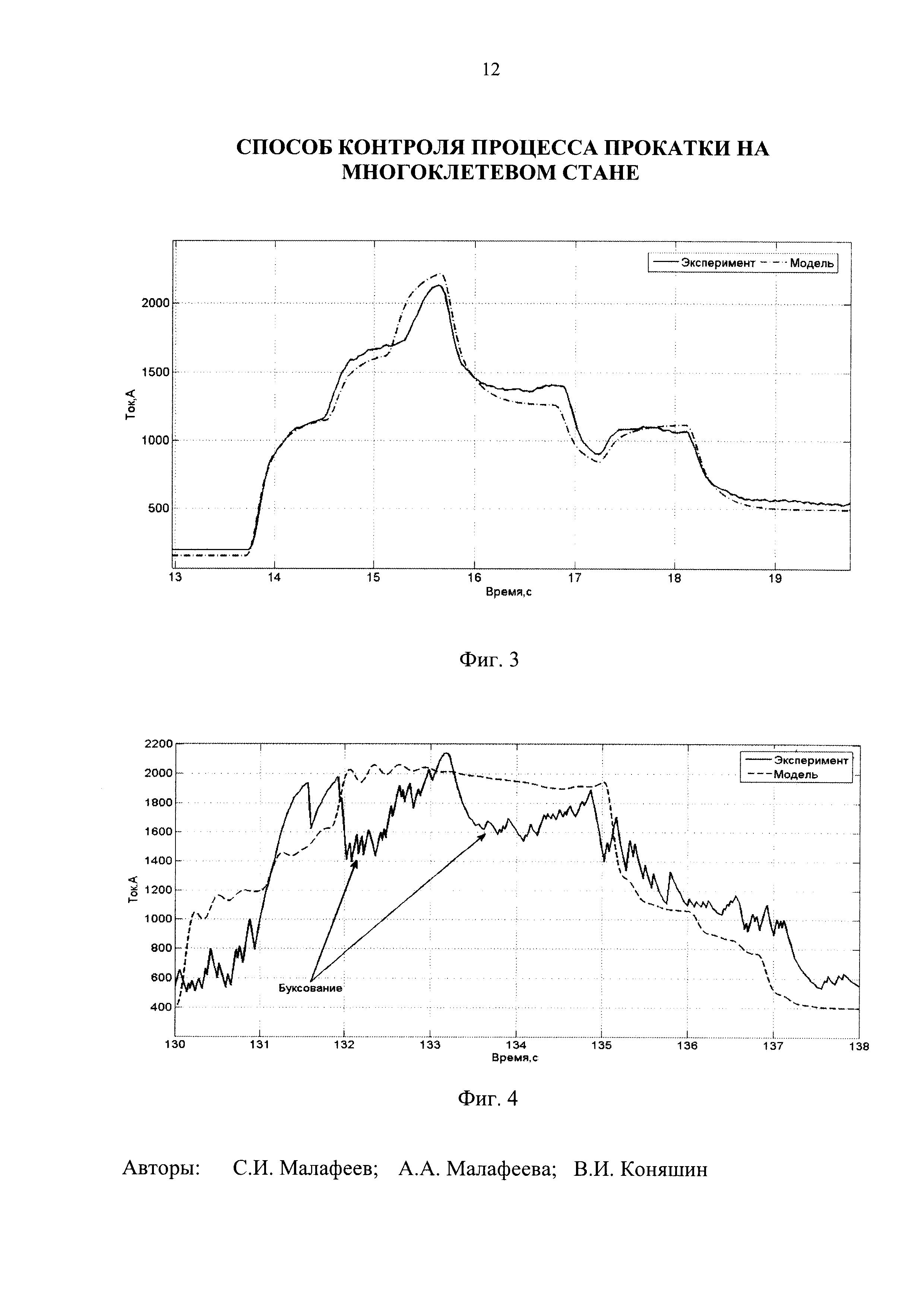
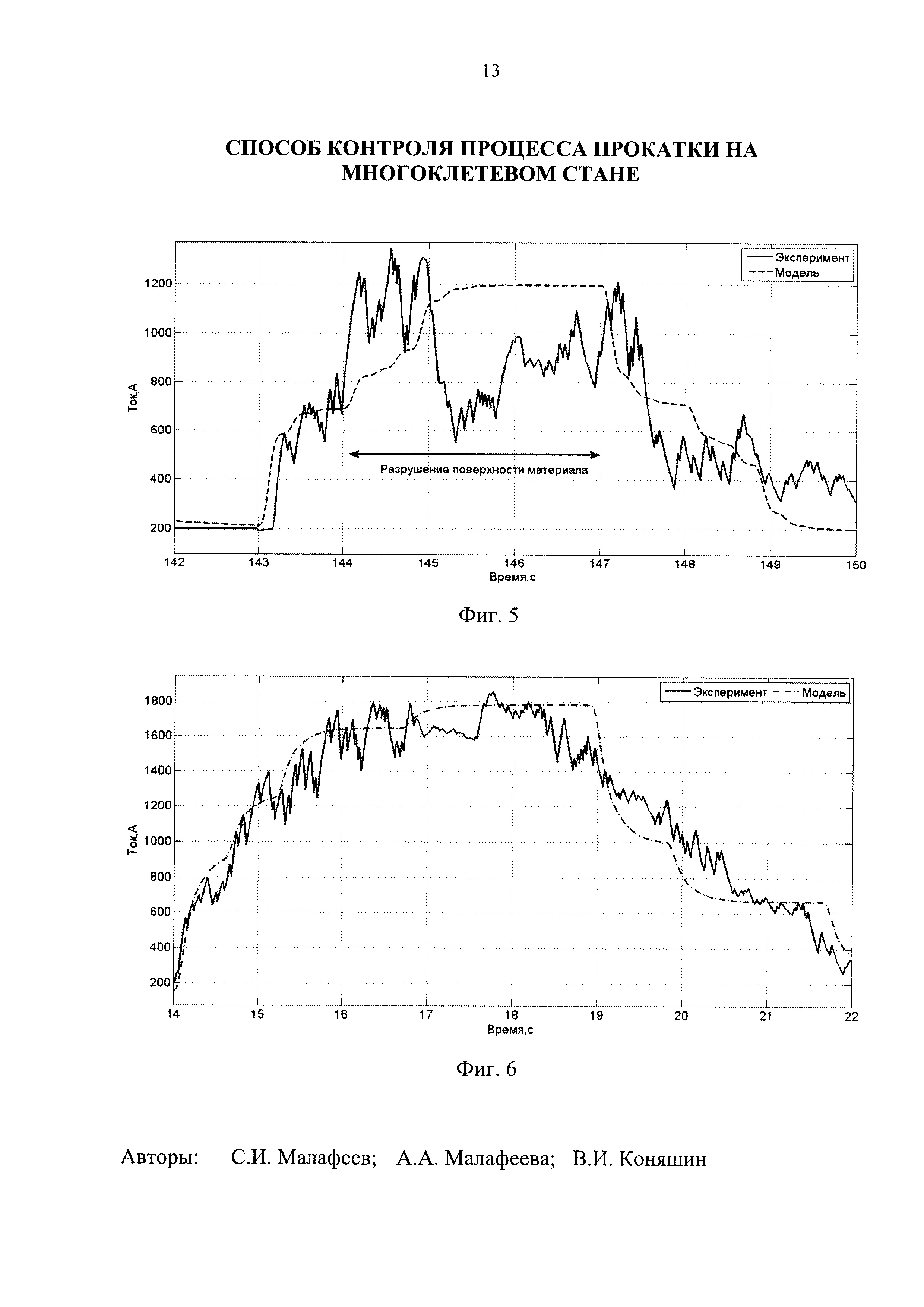
Примеры осциллограмм тока, полученных в условиях реального производства при прокатке нихрома марки Х20Н80 на стане ДУО-300, приведены на фиг. 3 - фиг. 6. Для количественного сравнения диаграмм рассчитывается коэффициент детерминации
При «идеальных» условиях прокатки, когда скорость и температура соответствуют требуемым значениям, а также материал прокатываемого металла обладает заявленными свойствами, экспериментальные и модельные осциллограммы токов практически совпадают (фиг. 3: коэффициент детерминации 0,98). Если эти условия по каким-либо причинам нарушаются, наблюдаются отклонения (коэффициент детерминации 0,87-0,90).
Характерный вид полученных осциллограмм тока при отклонениях параметров процесса представлен на фиг. 2; фиг. 4 - фиг. 6.
На фиг. 2 показан процесс, отклонение режима в котором объясняется повышенной скоростью прокатки: прокат покинул первую клеть на 1 с раньше расчетного времени (8…9 с на фиг. 2). Коэффициент детерминации равен 0,87.
При существенных нарушениях технологических условий прокатки, в основном вызванных несоответствием температурного режима (температура проката ниже требуемой или наоборот) или плохим качеством исходного материала, наблюдаются расхождения модели и эксперимента (фиг. 4 и фиг. 5). Возникающие пробуксовки связаны с частичным разрушением печной окалины, находящейся на поверхности прокатываемого металла, приводящее к резкому снижению коэффициента трения в кинематической паре «прокатываемый металл-валок» и, соответственно, момента нагрузки. Коэффициенты детерминации в примерах, показанных на фиг. 4 и фиг. 5, равны соответственно: 0,86 и 0,87.
В некоторых случаях (фиг. 6) частичное разрушение поверхности вызвано особенностью работы электропривода и примененных настроек регуляторов: при захвате слитка валками из-за действия момента прокатки возникают колебания скорости валков, приводящие к перераспределению сил трения в очаге деформации (зона отставания сменяется зоной опережения, изменяется положение нейтрального сечения). Коэффициент детерминации в случае, показанном на фиг. 6, равен 0,88.
С помощью программы распознавания образов компьютер 10 выполняет сравнение реальной диаграммы тока с типовыми образами, определяет ее соответствие одному из образов из множества расчетных моделей и, на основании результатов сравнения формирует выводы относительно характера протекания процесса прокатки и вероятной причины нарушения процесса.
Таким образом, использование в известном способе контроля процесса прокатки на многоклетьевом стане, включающем регистрацию тока приводного двигателя прокатного стана, дополнительно предварительного моделирования тока приводного двигателя при прокатке в случае расчетного протекания процесса и при типовых нарушениях, формирования типовых диаграмм изменений тока приводного двигателя во времени при расчетном протекании процесса прокатки и типовых нарушениях, обеспечения хранения сформированных диаграмм в памяти компьютера, сравнения зарегистрированной при прокатке диаграммы тока приводного двигателя с типовыми диаграммами изменений тока и определения ее принадлежности к одной из типовых диаграмм изменений тока и, соответственно, отклонения процесса прокатки от расчетных значений по коэффициенту детерминации R2, вычисляемому по математическому выражению:
причем при значении R2≥0,9 установление соответствия процесса прокатки расчетному, а при R2<0,9 установление нарушение процесса прокатки и формирование выводов относительно отклонений характеристик процесса от расчетных значений, расширяет функциональные возможности и повышает надежность контроля качества процесса прокатки.
Использование предлагаемого способа для контроля процесса прокатки на многоклетьевом стане позволит повысить качество продукции и эффективность работы технологического оборудования.

Способ контроля и визуализации работы щеточно-коллекторного узла электрического двигателя постоянного тока
Способ преобразования частоты следования импульсов в код
Преобразователь частоты следования импульсов в код
Способ управления электрооборудованием при перегоне экскаватора
Способ управления электроприводом открывания днища ковша экскаватора
Электропривод прокатного стана
Способ измерения силы трения при прокатке металлов
Способ контроля и визуализации работы щеточно-коллекторного узла электрического двигателя постоянного тока
Электрический привод прокатного стана
Автоматизированный электропривод прокатного стана
Способ контроля износа щеток и работы щеточно-коллекторного узла электрической машины
Способ определения остаточного ресурса автоматических выключателей
Способ идентификации параметров линии электропередачи, питающей экскаватор
Способ контроля ресурса изоляции силового трансформатора
Стенд для испытания электрических машин в динамическом режиме

