Результат интеллектуальной деятельности: КОМПОЗИЦИОННЫЕ СЛОИСТЫЕ МАТЕРИАЛЫ, СОДЕРЖАЩИЕ СИСТЕМУ ОТВЕРСТИЙ, ПОЛУЧАЕМЫЕ РЕГУЛИРУЕМОЙ ВЫКЛАДКОЙ ВОЛОКОН
Вид РИД
Изобретение
ОБЩАЯ ИНФОРМАЦИЯ
1. Область техники:
Настоящее описание в целом относится к способам изготовления композиционных слоистых материалов и, более конкретно, относится к способу получения систем отверстий в указанных слоистых материалах с применением регулируемой выкладки волокон, а также к слоистым материалам, имеющим системы отверстий, полученным с помощью них.
2. Уровень техники:
В некоторых случаях в композиционном материале необходимо получить большое количество отверстий или перфораций. Например, в акустически обработанных конструкциях может быть использована акустическая панель, имеющая внешнюю листовую облицовку с тысячами отверстий. Отверстия в листовой облицовке вместе с ячеистой сердцевиной панели обеспечивают ослабление звука. Обшивка крыльев воздушных судов также может содержать композиционные слоистые наружные слои, которые перфорированы для изменения потока воздуха над крылом.
Современные технологии формирования большого количества перфораций или отверстий в композиционном слоистом материале могут быть долгими, трудоемкими и дорогостоящими. В одной из технологий используют инструмент, называемый матом с шипами, для создания отверстий в отдельных слоях полотна, которые продавливают поверх и вокруг шипов, а затем отверждают с получением слоистого материала. Шипы могут быть хрупкими и с трудом поддающимися удалению из отвержденного слоистого материала. В другой технологии отверстия формируют высверливанием отдельных отверстий в слоистом материале после его отверждения. Сверление тысяч отдельных отверстий с помощью сверла занимает много времени и может приводить к разрушению волокон вокруг отверстий в результате износа сверла. Отверстия в композиционном слоистом материале также могут быть сформированы с применением комбинации нанесения маски и пескоструйной обработки, где систему отверстий маскируют на отвержденном слоистом материале, а отверстия выбивают в нем с помощью пескоструйной обработки. Процесс пескоструйной обработки также может приводить к нежелательному разрушению волокон. Разрушение волокон вокруг отверстия может обусловливать получение выходящего за пределы допусков диаметра отверстия, чистовой обработки отверстия и/или кромок отверстия.
Соответственно, существует потребность в способе формирования относительно большого количества отверстий или перфораций в композиционном слоистом материале, который является простым, эффективным и контролируемым, и который исключает необходимость в процессах механической обработки и/или сверления. Существует также потребность в способе формирования систем отверстий in situ в слоистой структуре по мере изготовления слоистого материала. Кроме того, существует потребность в перфорированном композиционном слоистом материале, имеющем регулируемую систему отверстий, где сформированные отверстия могут иметь различный размер, форму и схему расположения.
КРАТКОЕ ОПИСАНИЕ
В описанных вариантах реализации предложен способ формирования системы отверстий в композиционном слоистом материале, таком как обшивка, используемая в акустически обработанных панелях для шумоподавления. Системы отверстий могут быть сформированы в слоистой структуре in situ по мере создания слоистого материала. Исключена потребность в специализированном оборудовании, таком как мат с шипами, а также в процессах, таких как сверление и пескоструйная обработка, которые могут приводить к разрушению волокон. Указанный способ может быть осуществлен с помощью оборудования для автоматической выкладки волокон с цифровым управлением и, следовательно, является эффективным, в высокой степени воспроизводимым и подходящим для применения при высоких скоростях производства. Указанный способ также хорошо подходит для применения при изготовлении композиционных слоистых материалов с регулируемой системой отверстий с использованием безавтоклавных процессов. Для улучшения звукопоглощающих свойств слоистого материала, в процессе формирования системы отверстий в слоистый материал могут быть включены тканые или нетканые материалы, такие как, без ограничения, металлические или пластмассовые проволочные сетки.
В соответствии с одним из описанных вариантов реализации предложен способ получения композиционного слоистого материала, содержащего систему отверстий. Указанный способ включает формирование пакета слоев посредством выкладки друг на друга нескольких слоев смолы, армированной однонаправленными волокнами («препрег»), где каждый из слоев имеет определенную ориентацию волокон и содержит множество жгутов из армированной волокнами смолы с зазорами между ними. Ориентацию волокон в слоях пакета слоев варьируют с получением системы отверстий в композиционном слоистом материале. Указанный способ может дополнительно включать регулирование зазоров между жгутами в каждом слое, а также варьирование ширины жгутов. Выкладку множества слоев выполняют автоматически с помощью устройства для выкладки волокон с цифровым управлением. Указанный способ также может включать внедрение по меньшей мере одного тканого или нетканого материала в указанное множество слоев. Указанный способ может дополнительно включать выбор системы отверстий и программирование автоматического устройства для выкладки волокон для автоматической выкладки слоев друг на друга, а также для изменения ориентации волокон в слоях для формирования выбранной системы отверстий. Указанный способ может включать выбор размера и формы отверстий и программирование автоматического устройства для выкладки волокон для автоматической выкладки слоев друг на друга, а также для изменения ориентации волокон в слоях для формирования отверстий, имеющих выбранные размер и форму. Указанный способ может дополнительно включать отверждение пакета слоев и выбор смолы, обладающей контролируемыми характеристиками течения, которые по существу препятствуют заполнению отверстий смолой при отверждении. Пакет слоев может быть отвержден с применением безавтоклавного процесса, в котором используют вакуумное давление для облегчения регулирования потока смолы, хотя возможно также автоклавное отверждение.
В соответствии с другим описанным вариантом реализации предложен способ получения пакета слоев композиционного слоистого материала, содержащего систему отверстий. Пакет слоев формируют выкладкой друг на друга множества слоев препрега с однонаправленными волокнами, каждый из которых выкладывают посредством укладки полос волокнистых жгутов препрега. Указанный способ включает также раздвигание жгутов в каждой полосе на некоторое расстояние с получением зазоров между жгутами при укладке указанных полос, и регулирование положения жгутов при укладке полос. При укладке полос регулируют зазоры между жгутами, а ориентацию волокон в слоях варьируют с получением системы отверстий в пакете слоев. Каждый из слоев выкладывают с применением автоматического устройства для выкладки волокон с цифровым управлением. Раздвигание жгутов включает изменение зазоров между жгутами. Указанный способ может дополнительно включать изменение ширины жгутов. Между слоями в пакете слоев может быть расположен по меньшей мере один тканый или нетканый материал. Указанный способ также может включать выбор расположения отверстий, размера отверстий и формы отверстий, и программирование автоматического устройства для выкладки волокон для автоматической выкладки слоев друг на друга, а также для изменения ориентации волокон в слоях для формирования определенной системы отверстий. Указанный способ может дополнительно включать отверждение пакета слоев и выбор смолы, обладающей контролируемыми характеристиками течения, которые по существу препятствуют заполнению отверстий смолой при отверждении.
В соответствии с другим вариантом реализации предложен композиционный слоистый материал, содержащий систему отверстий. Указанный слоистый материал содержит множество отстоящих друг от друга волокнистых жгутов, имеющих различную ориентацию волокон, расположенных так, чтобы образовывать систему отверстий в слоистом материале, а также смолистую матрицу, в которую включены волокнистые жгуты. Волокнистые жгуты расположены во множестве слоев, имеющих различную ориентацию волокон, и указанные волокнистые жгуты имеют разную ширину. Каждое отверстие может иметь многоугольную форму. Смолистая матрица может представлять собой термореактивный материал, отверждаемый термически, или термопластичный материал, и она обладает такими характеристиками течения, которые препятствуют затеканию материала в отверстия во время термического отверждения.
В соответствии с другим вариантом реализации предложен пакет слоев композиционного слоистого материала, содержащий систему отверстий. Пакет слоев слоистого материала содержит множество слоев армированной волокнами смолы, где каждый из слоев имеет однонаправленные волокна и содержит множество жгутов препрега с зазорами между ними. Слои располагают так, чтобы зазоры между жгутами препрега образовывали систему отверстий в пакете слоев. Смола является термически отверждаемой и имеет при отверждении такие характеристики течения, которые препятствуют затеканию смолы в отверстия. Варьируют зазоры между жгутами препрега, и от слоя к слою варьируют ширину жгутов.
Таким образом, в соответствии с одним аспектом настоящего изобретения предложен способ получения композиционного слоистого материала, имеющего систему отверстий, включающий формирование пакета слоев посредством выкладки множества слоев армированной волокнами смолы, каждый из которых имеет определенную ориентацию волокон и содержит множество жгутов из армированной волокнами смолы с зазорами между ними; и варьирование ориентации волокон в слоях пакета слоев с получением системы отверстий в композиционной слоистом материале.
Преимущественно, указанный способ дополнительно включает регулирование зазоров между жгутами в каждом из слоев.
Преимущественно, способ, в котором выполняют выкладку друг на друга множества слоев, включает применение жгутов, имеющих по меньшей мере две разные ширины, соответственно, в по меньшей мере двух из слоев.
Преимущественно, способ, в котором выполняют выкладку множества слоев, осуществляют автоматически с помощью устройства для выкладки волокон с цифровым управлением.
Преимущественно, указанный способ дополнительно включает внедрение по меньшей мере одного тканого или нетканого материала в указанное множество слоев.
Преимущественно, указанный способ дополнительно включает выбор системы отверстий; и программирование автоматического устройства для выкладки волокон для автоматической выкладки друг на друга слоев с применением раздвинутых жгутов, а также для изменения ориентации волокон в слоях для формирования выбранной системы отверстий.
Преимущественно, указанный способ дополнительно включает выбор размера и формы отверстий; и программирование автоматического устройства для выкладки волокон для автоматической выкладки слоев друг на друга, а также для изменения ориентации волокон в слоях для формирования отверстий, имеющих выбранные размер и форму.
Преимущественно, указанный способ дополнительно включает отверждение пакета слоев; и выбор смолы, обладающей контролируемыми характеристиками течения, которые по существу препятствуют заполнению отверстий смолой при отверждении.
Преимущественно, способ, в котором выполняют отверждение пакета слоев, осуществляют с применением безавтоклавного и автоклавного процесса отверждения.
В соответствии с другим аспектом настоящего изобретения предложен способ получения пакета слоев композиционного слоистого материала, имеющего систему отверстий, включающий формирование пакета слоев посредством выкладки множества слоев однонаправленных волокон препрега, каждый из указанных слоев выкладывают посредством укладки полос волокнистых жгутов препрега; раздвигание жгутов в каждой полосе на некоторое расстояние друг от друга с получением зазоров между жгутами при укладке полос; регулирование положений жгутов при укладке полос; регулирование зазоров между жгутами при укладке полос; и изменение ориентации волокон в слоях с получением системы отверстий в пакете слоев.
Преимущественно, указанный способ выкладки каждого из слоев выполняют с применением автоматического устройства для выкладки волокон с цифровым управлением.
Преимущественно, указанный способ, в котором выполняют раздвигание жгутов, включает изменение зазоров между жгутами.
Преимущественно, указанный способ дополнительно включает изменение ширины жгутов.
Преимущественно, указанный способ дополнительно включает внедрение по меньшей мере одного тканого или нетканого материала между слоями пакета слоев.
Преимущественно, указанный способ дополнительно включает выбор расположения отверстий, размера отверстий и формы отверстий; и программирование автоматического устройства для выкладки волокон для автоматической выкладки слоев друг на друга, а также для изменения ориентации волокон в слоях для формирования определенной системы отверстий.
Преимущественно, указанный способ дополнительно включает отверждение пакета слоев; и выбор смолы, обладающей контролируемыми характеристиками течения, которые по существу препятствуют затеканию смолы в отверстия в процессе отверждения.
В соответствии с другим аспектом настоящего изобретения предложен композиционный слоистый материал, имеющий систему отверстий, содержащий множество отстоящих друг от друга волокнистых жгутов, имеющих различную ориентацию волокон, расположенных так, чтобы образовывать систему отверстий в слоистом материале; а также смолистую матрицу, в которую включены волокнистые жгуты.
Преимущественно, указанный композиционный слоистый материал содержит волокнистые жгуты, расположенные во множестве слоев с различной ориентацией волокон.
Преимущественно, указанный композиционный слоистый материал содержит волокнистые жгуты разной ширины.
Преимущественно, указанный композиционный слоистый материал имеет отверстия многоугольной формы.
Преимущественно, указанный композиционный слоистый материал имеет смолистую матрицу, которая представляет собой термически отверждаемый термореактивный материал и имеет характеристики течения, которые препятствуют затеканию термореактивного материала в отверстия в процессе термического отверждения.
В соответствии с другим аспектом настоящего изобретения предложен пакет слоев композиционного слоистого материала, имеющий систему отверстий, содержащий множество слоев армированной волокнами смолы, каждый из которых содержит однонаправленные волокна, и содержащий множество жгутов препрега с зазорами между ними; и указанные слои располагают так, чтобы зазоры между жгутами препрега образовывали систему отверстий в пакете слоев.
Преимущественно, указанный композиционный слоистый материал содержит смолу, которая является термически отверждаемой и имеет при отверждении такие характеристики течения, которые препятствуют затеканию смолы в отверстия.
Преимущественно, указанный композиционный слоистый материал содержит переменные зазоры между жгутами препрега.
Преимущественно, указанный композиционный слоистый материал содержит жгуты, ширина которых варьируется от слоя к слою.
Отличительные признаки, функции и преимущества в различных вариантах реализации настоящего описания могут быть достигнуты независимо или могут быть комбинированы в других вариантах реализации, дополнительные подробности которых станут понятны со ссылкой на следующее описание и чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В прилагаемой формуле изобретения представлены новые признаки, которые считаются характерными для иллюстративных вариантов реализации. Однако иллюстративные варианты реализации, а также предпочтительный способ применения, их дополнительные задачи и преимущества станут более понятны со ссылкой на следующее подробное описание иллюстративного варианта реализации настоящего изобретения при рассмотрении вместе с сопровождающими чертежами, среди которых:
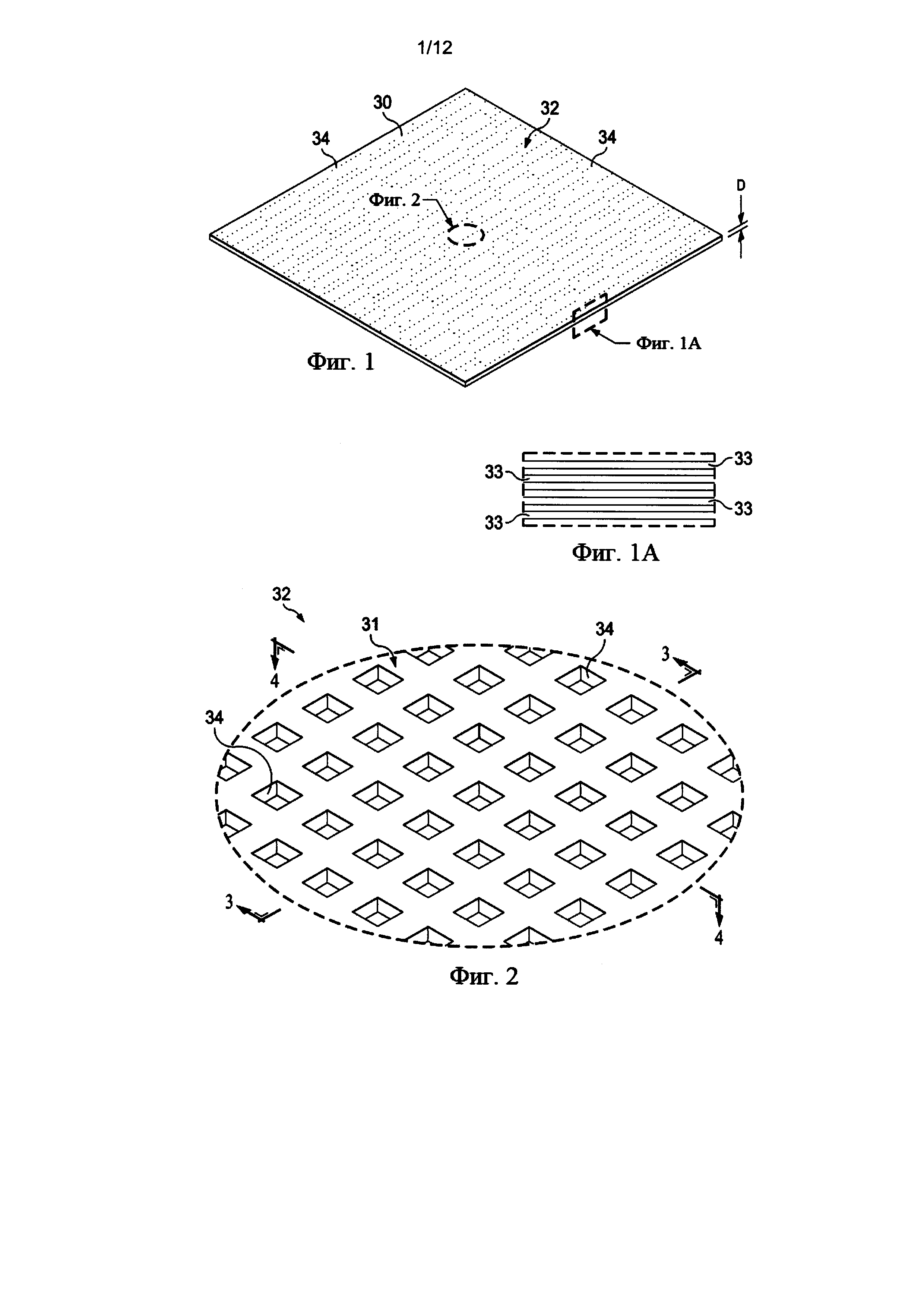
На фиг. 1 представлено изображение вида в перспективе композиционного слоистого материала, имеющего систему отверстий, сформированную в соответствии с описанным способом.
На фиг. 1А представлено изображение области, обозначенной как «фиг. 1А» на фиг. 1.
На фиг. 2 представлено изображение области, обозначенной как «фиг. 2» на фиг. 1.
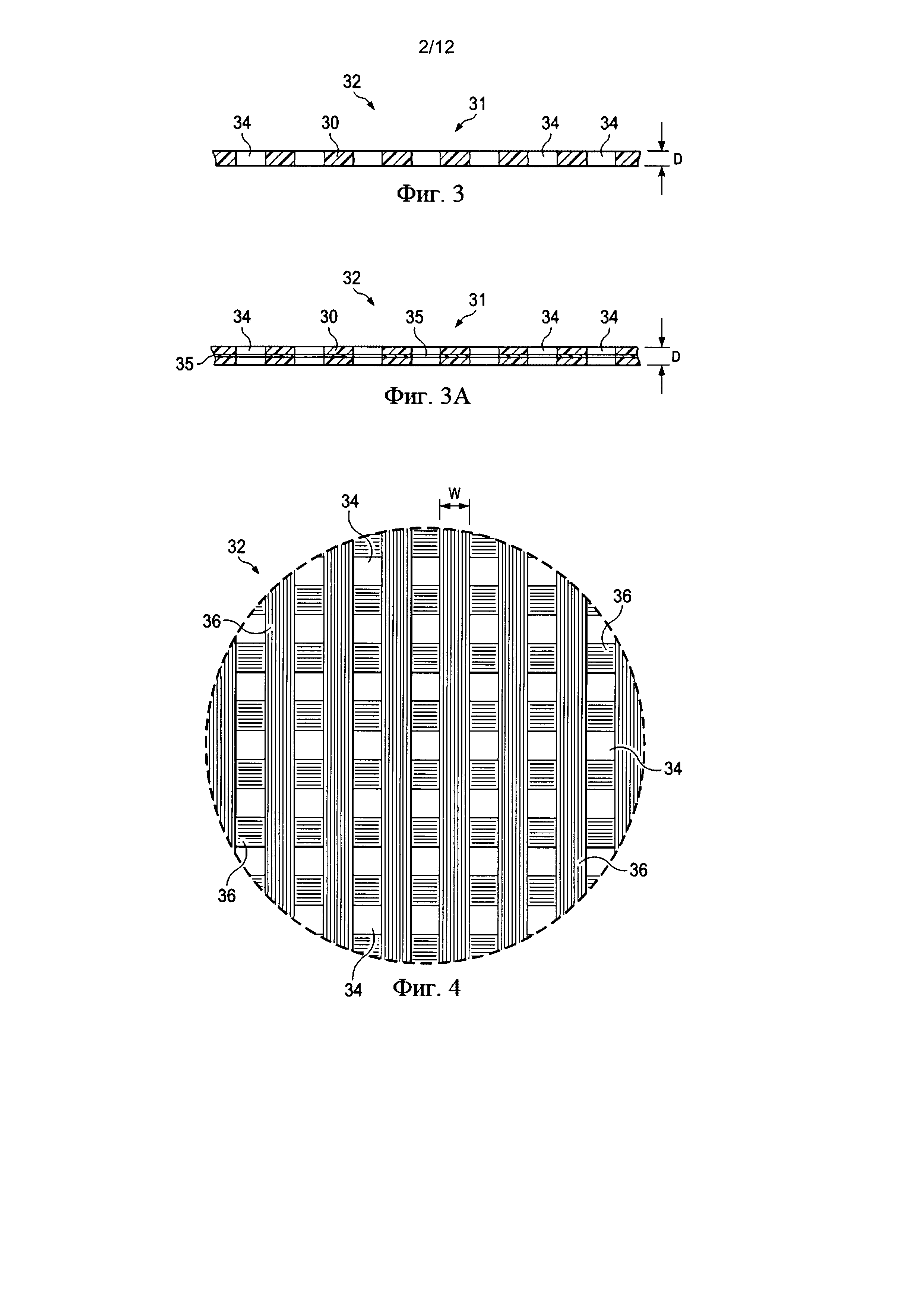
На фиг. 3 представлено изображение вида в поперечном сечении по линии 3-3, показанной на фиг. 2.
На фиг. 3А представлено такое же изображение, как на фиг. 3, но демонстрирующее альтернативный вариант реализации композиционного слоистого материала, содержащего внедренный слой пористого материала.
На фиг. 4 представлено изображение вида сверху области, обозначенной как «фиг. 4» на фиг. 2.
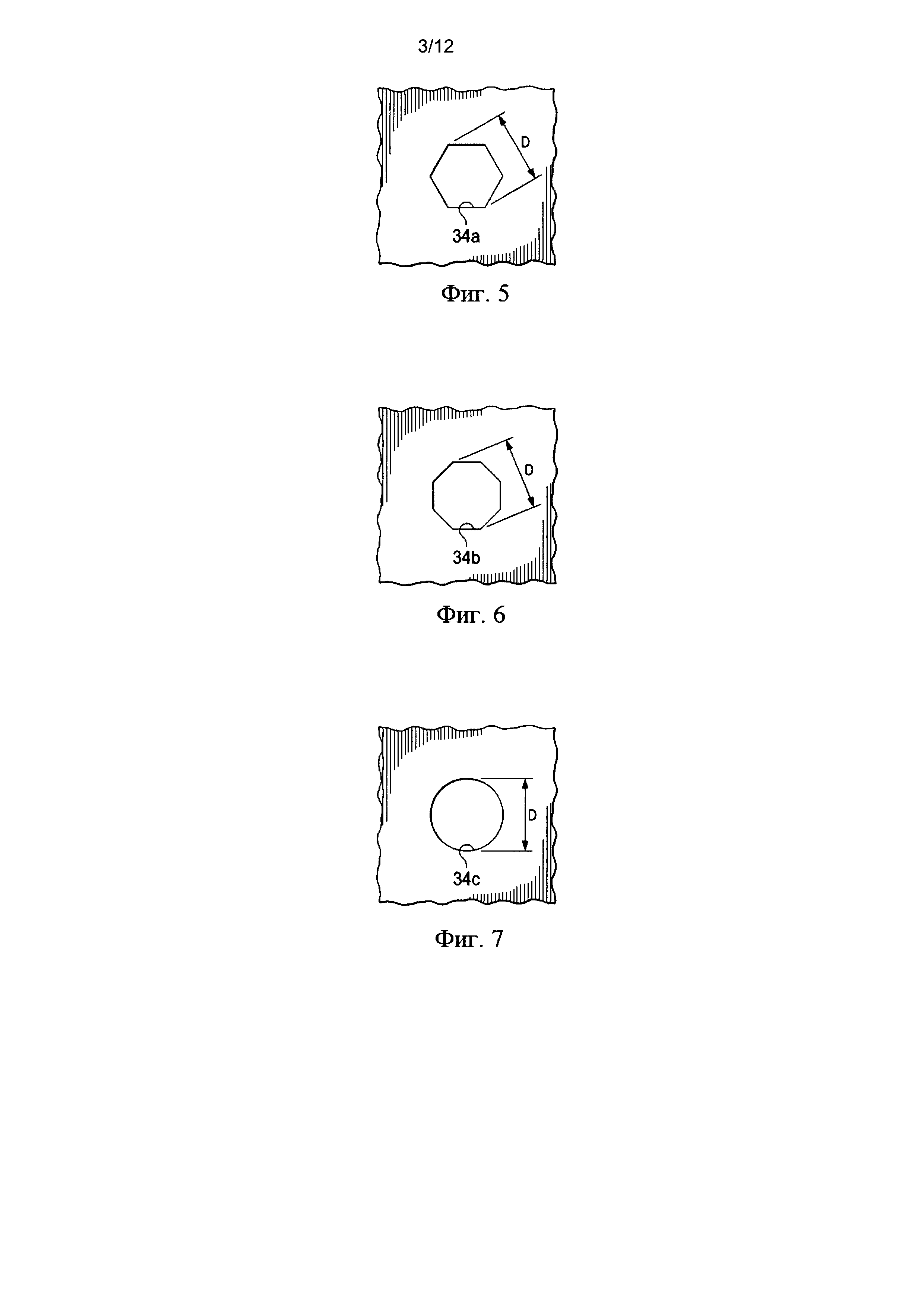
На фиг. 5 представлено изображение вида сверху, демонстрирующее отверстие шестиугольной формы.
На фиг. 6 представлено изображение вида сверху отверстия, имеющего восьмиугольную форму.
На фиг. 7 представлено изображение вида сверху отверстия, имеющего круглую форму.
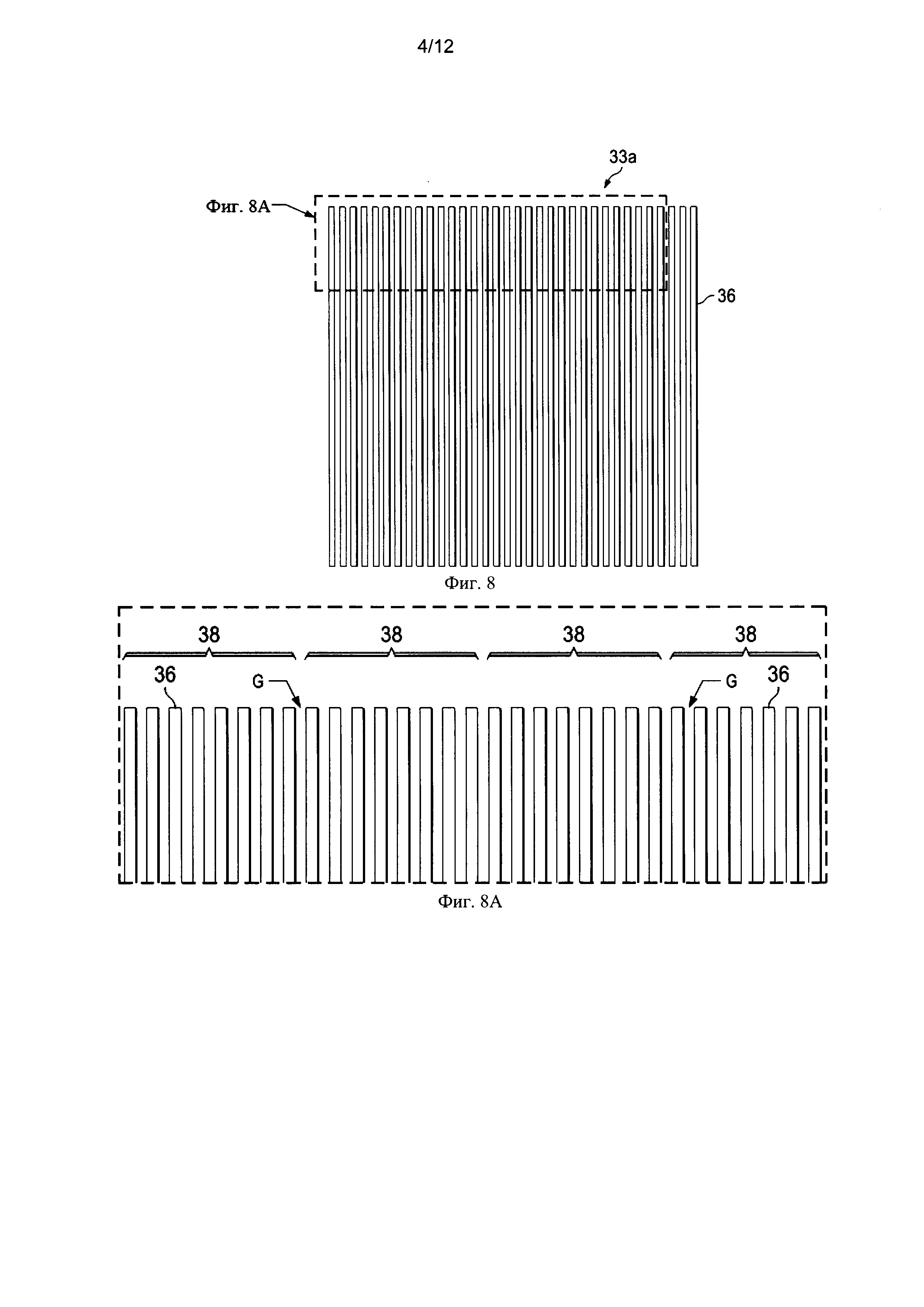
На фиг. 8 представлено изображение вида сверху, демонстрирующее слой с ориентацией волокон под углом 0°.
На фиг. 8А представлено изображение области, обозначенной как «фиг. 8А» на фиг. 8.
На фиг. 9 представлено изображение вида сверху слоя с ориентацией волокон под углом 90°.
На фиг. 10 представлено изображение вида сверху слоя с ориентацией волокон под углом +45°.
На фиг. 11 представлено изображение вида сверху слоя с ориентацией волокон под углом -45°.
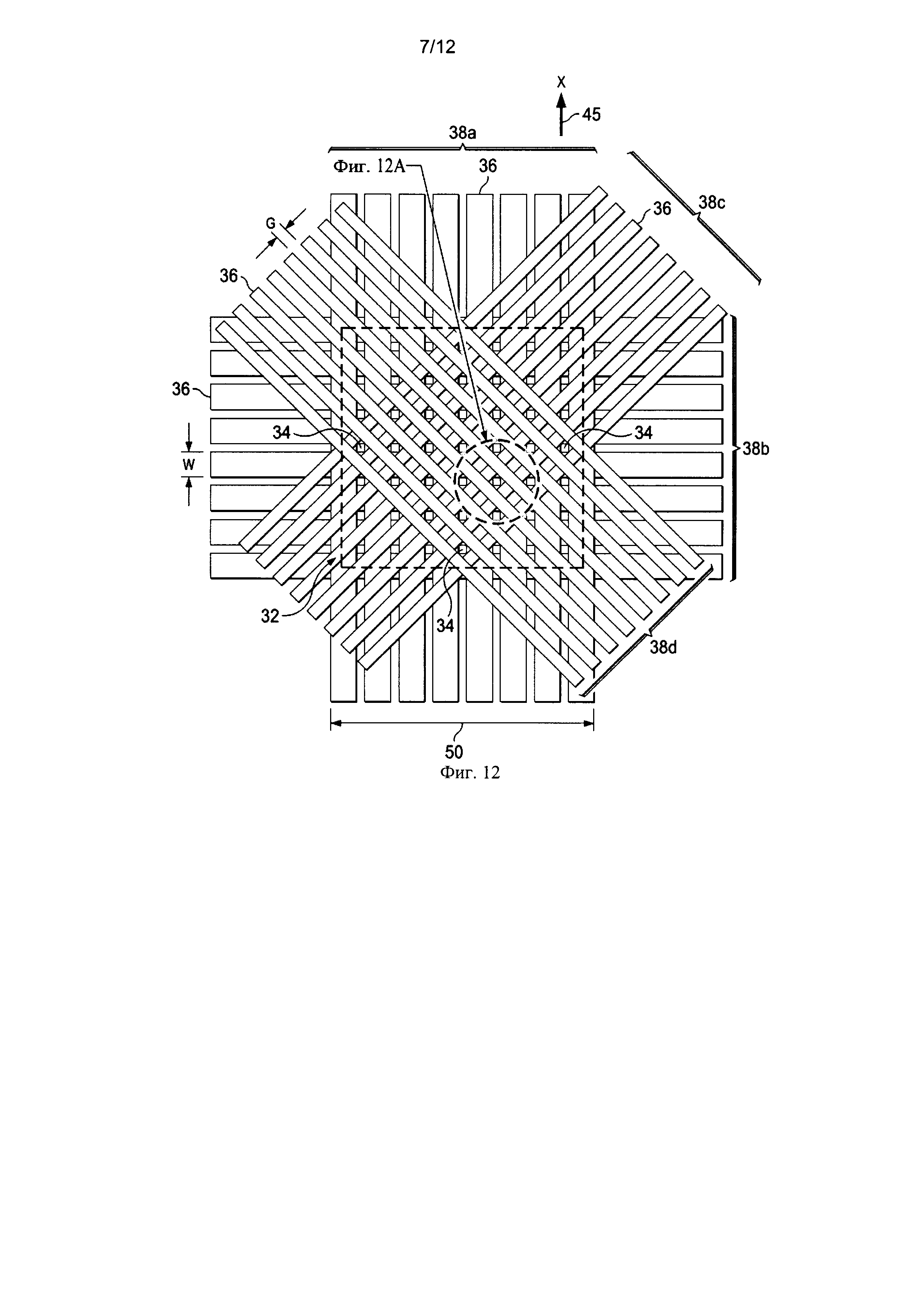
На фиг. 12 представлено изображение вида сверху нескольких выложенных поверх друг друга групп жгутов, расположенных с образованием требуемой системы отверстий в соответствии с описанным способом.
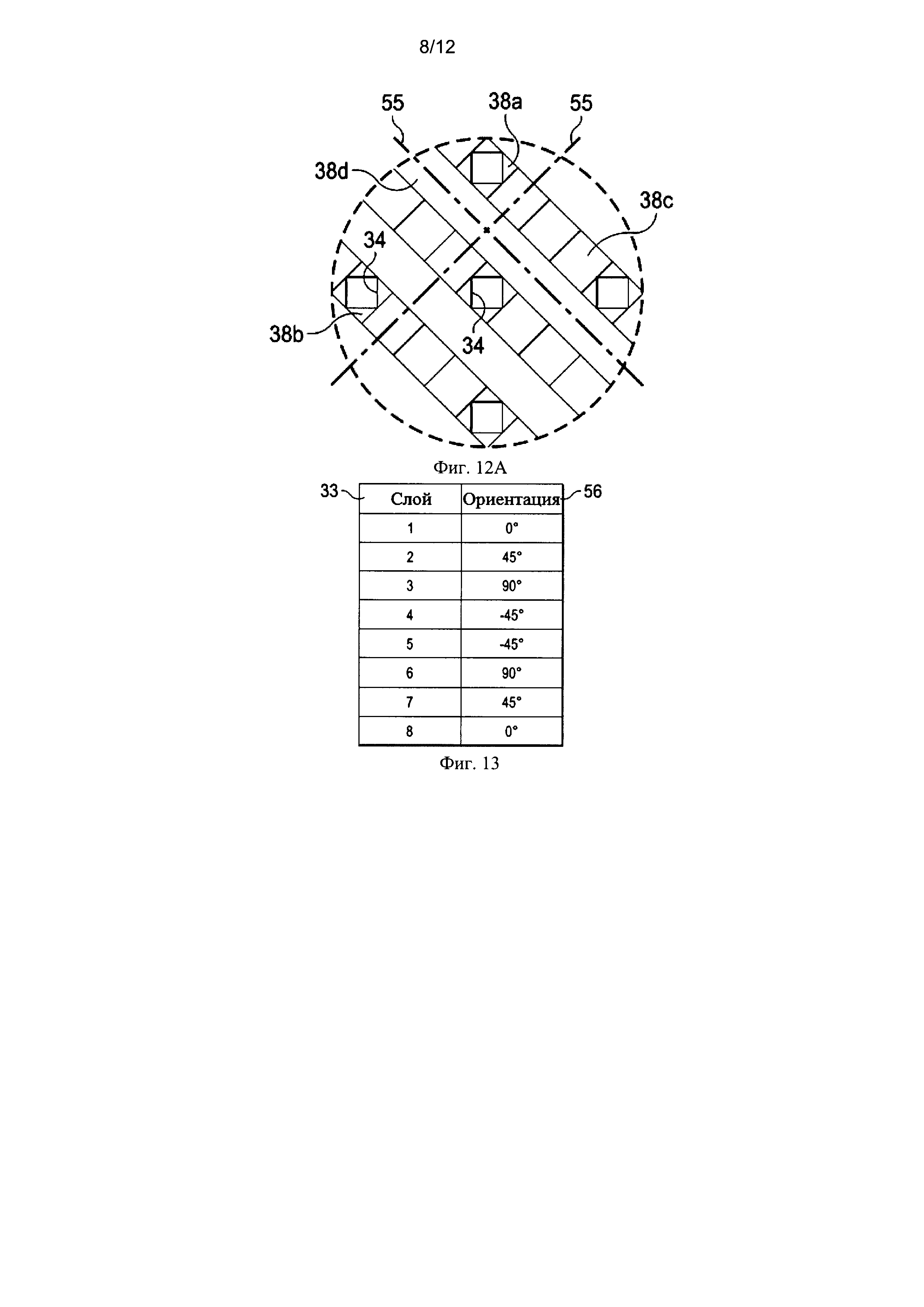
На фиг. 12А представлено изображение области, обозначенной как «фиг. 12А» на фиг. 12.
На фиг. 13 представлена обычная схема расположения слоев для изготовления композиционного слоистого материала, имеющего регулируемую систему отверстий.
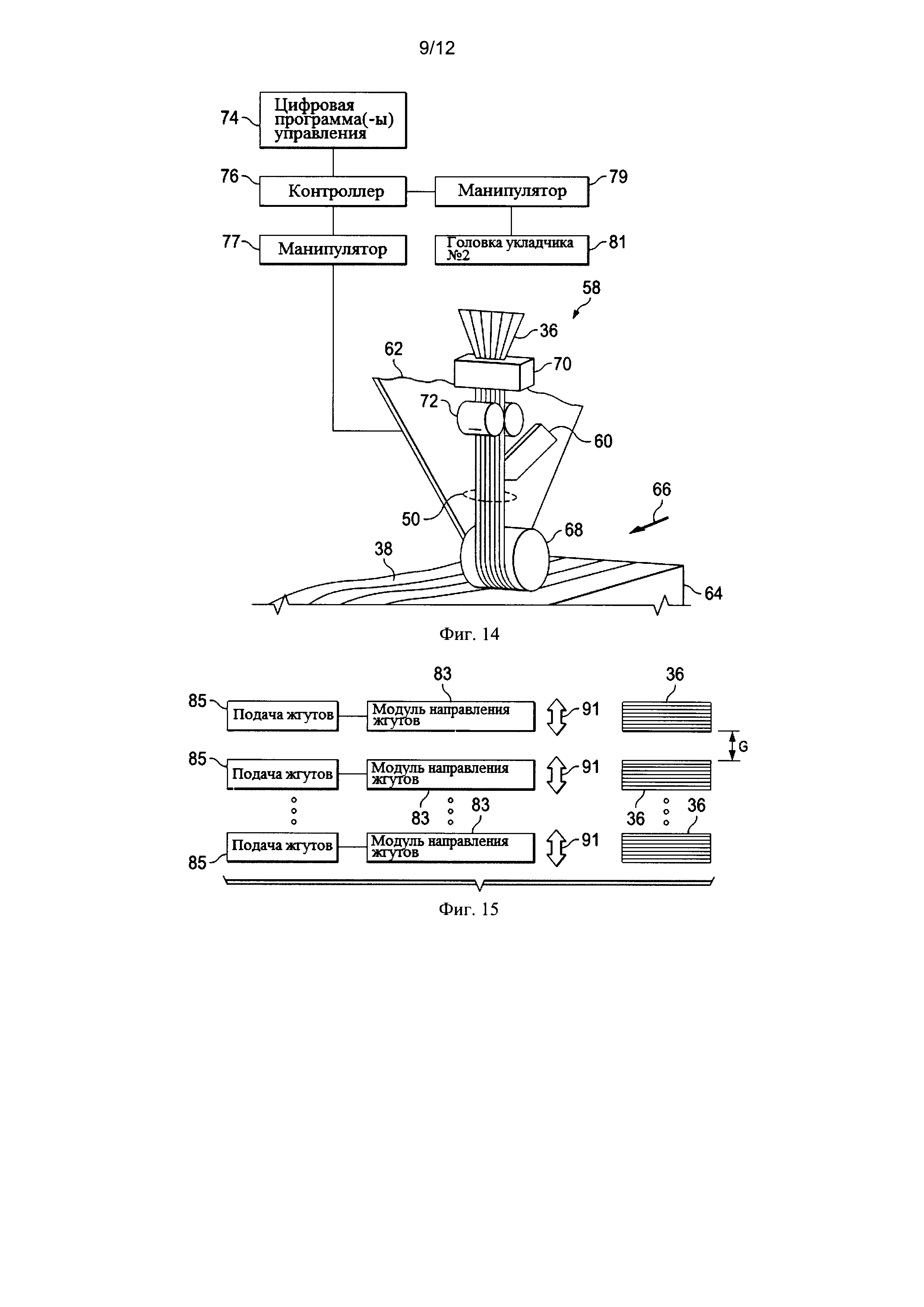
На фиг. 14 представлена комбинация блок-схемы и схематического изображения, демонстрирующая элементы автоматической системы для выкладки волокон, используемой для изготовления композиционных слоистых материалов, имеющих регулируемые системы отверстий.
На фиг. 15 представлена блок-схема, демонстрирующая регулируемые по отдельности модули направления жгутов, образующие часть головки для выкладки ленты, показанной на фиг. 14.
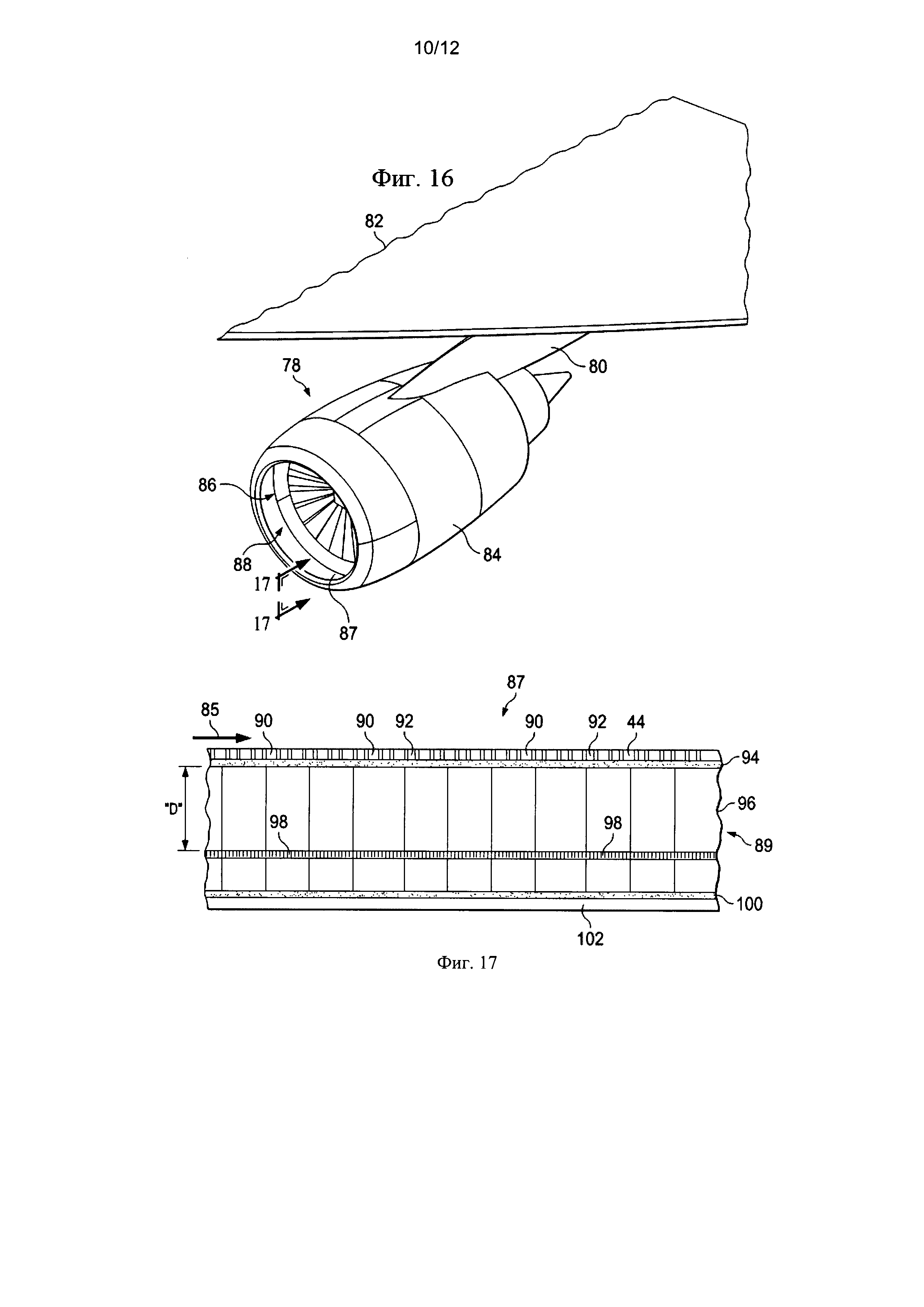
На фиг. 16 представлено изображение вида в перспективе части крыла, демонстрирующее двигатель с воздухозаборником, акустически обработанным с применением описанного композиционного слоистого материала.
На фиг. 17 представлено изображение вида части акустической панели в поперечном сечении по линии 17-17, показанной на фиг. 16.
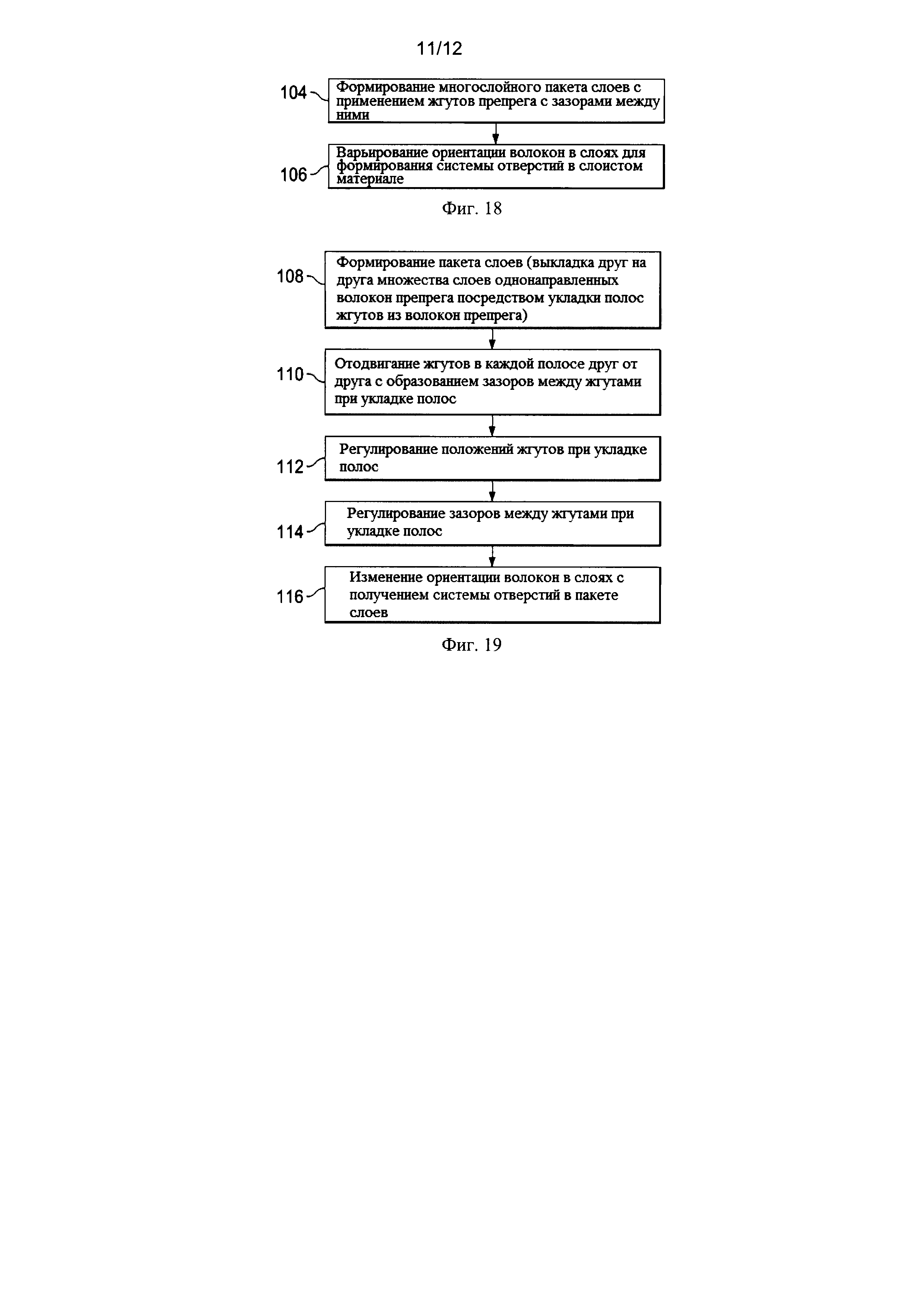
На фиг. 18 представлена блок-схема способа изготовления композиционного слоистого материала, имеющего регулируемую систему отверстий.
На фиг. 19 представлена блок-схема способа получения пакета слоев композиционного слоистого материала, имеющего регулируемую систему отверстий.
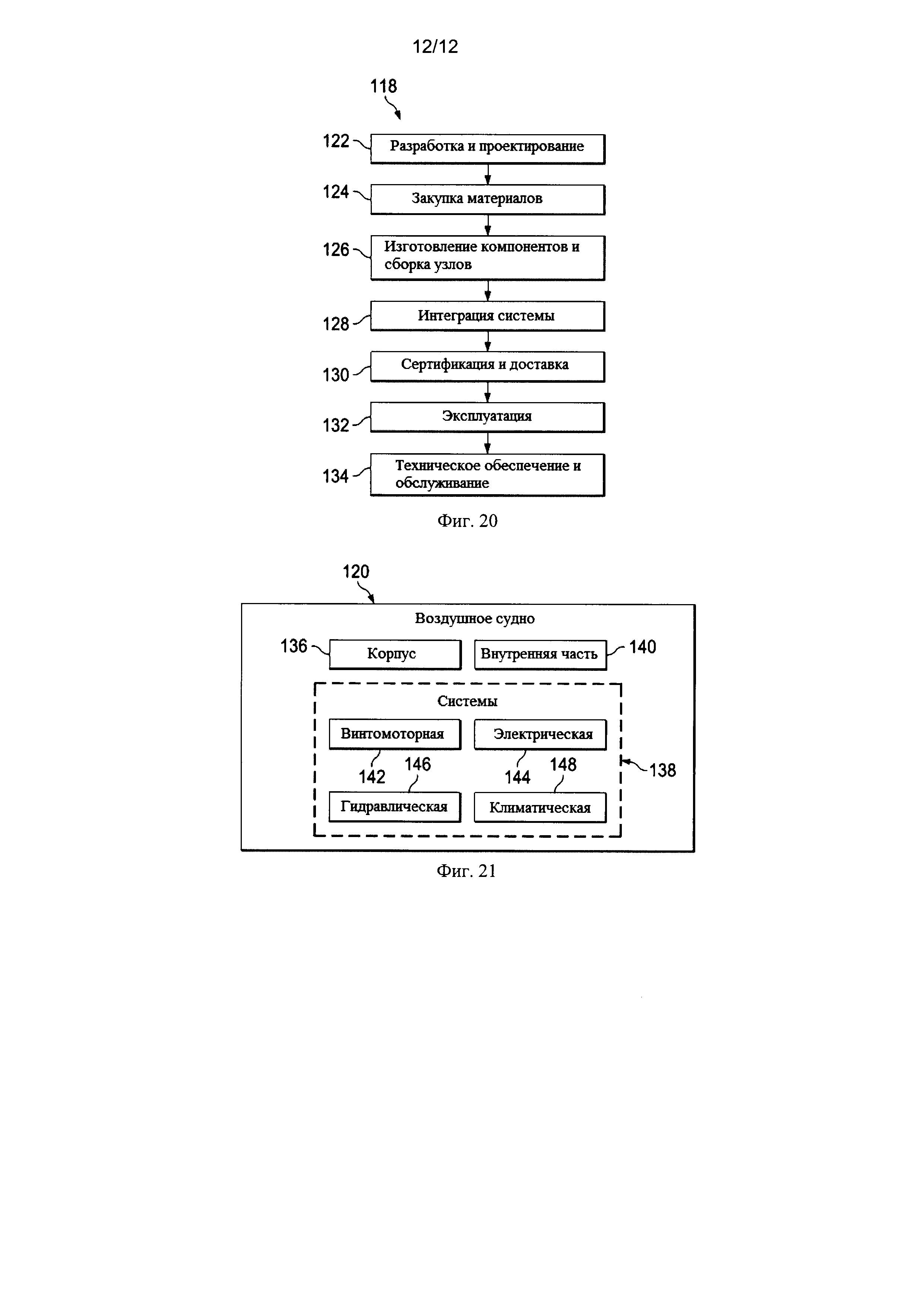
На фиг. 20 представлена блок-схема производства воздушного судна и методика технического обслуживания.
На фиг. 21 представлена блок-схема воздушного судна.
ПОДРОБНОЕ ОПИСАНИЕ
Ссылаясь на фиг. 1-3, композиционный слоистый материал 30 содержит множество перфораций или отверстий 34, которые расположены по схеме 32, здесь и далее иногда называемой системой 32 отверстий. В изображенном варианте реализации отверстия 34 проходят через всю толщину «D» слоистого материала 30, однако отверстия 34 могут быть сформированы так, что они лишь частично проходят через толщину «D». В изображенном варианте реализации система 32 отверстий представляет собой прямоугольную систему, в которой отверстия 34 расположены в определенной матрице, однако в других вариантах реализации система 32 отверстий может быть неупорядоченной, в зависимости от применения. Слоистый материал 30 содержит множество слоев 33 (фиг. 1А) армированной волокнами смолы, такой как, без ограничения, волокнистый эпоксиуглепластик или другая термореактивный, или армированный волокнами термопластичный материал.
В некоторых вариантах реализации, как показано на фиг. 3А, между слоями 33 может быть расположен один или более слоев 35 материала с получением слоистого материала 30 для конкретных применений. Внедренный слой 35 может быть тканым или нетканым материалом, или комбинацией тканых и нетканых материалов. Например, внедренный слой 35 может содержать пластиковую или проволочную сетку, предназначенную для улучшения акустических свойств слоистого материала 30.
Ссылаясь на фиг. 1 и 4, каждый из слоев 33 может содержать смолу, армированную однонаправленными волокнами. Например, и без ограничения, смола, армированная однонаправленными волокнами, может содержать волокнистую ленту или жгуты 36 (разрезанную ленту), предварительно пропитанные термореактивной или термопластичной смолой. Жгуты 36 могут быть получены, например и без ограничения, посредством разрезания ленты препрега на полоски требуемой ширины «W». Как подробнее описано ниже, жгуты 36 отстоят друг от друга на некоторое расстояние и имеют такие ориентации волокон, которые приводят к получению отверстий 34, проходящих через слои 33.
В варианте реализации, изображенном на фиг. 1-4, отверстия 34 имеют по существу квадратную форму, однако возможны и другие формы отверстий. Например и без ограничения, слои 33 могут быть выложены друг на друга с образованием отверстий 34а, имеющих шестиугольную форму, показанную на фиг. 5, или восьмиугольную форму 34b, показанную на фиг. 6. В зависимости от количества слоев 33 могут быть получены отверстия 34 с, имеющие по существу круглую форму, как показано на фиг. 7. Помимо регулирования формы отверстий 34, с применением описанного способа может быть обеспечена также возможность регулирования величины или максимального размера в поперечном сечении «D».
Слоистый материал 30 формируют выкладкой друг на друга множества слоев 33 (см. фиг. 1) однонаправленных волокон препрега, где указанные слои имеют разные ориентации волокон. Например, ссылаясь на фиг. 8, 9, 10 и 11, слоистый материал 30 может содержать слои 33а, 33b, 33с, 33d, соответственно, имеющие ориентации волокон под углом 0°, 90°, +45° и -45°, соответственно. В зависимости от применения возможны другие ориентации слоев, а также требуемые размер и форма отверстий 34. Ссылаясь на фиг. 8А, каждый из слоев 33 может быть сформирован посредством укладки по существу параллельных групп 38 жгутов 36 препрега, где жгуты 36 в каждой группе 38 отодвинуты друг от друга на требуемое расстояние с образованием зазоров «G» между жгутами 36. Размер, форма и положение отверстий 34 в системе 32 отверстий определяются ориентацией волокон в слоях 33, положением жгутов 36, шириной «W» жгутов 36 и размером зазоров «G».
Далее рассмотрены фиг. 12 и 12А, на которых изображены четыре перекрывающиеся группы 38а, 38b, 38 с, 38d, которые, соответственно, образуют часть слоев 33а, 33b, 33 с, 33d, изображенных на фиг. 8-11. Жгуты 36 в каждой группе 38 имеют требуемую ширину «W» и отстоят друг от друга на некоторое расстояние, образуя требуемый зазор «G». Зазоры «G» формируют посредством регулирования положений жгутов 36 относительно друг друга по мере укладки групп 38 при формировании слоев 33. Жгуты 36 в каждой группе 38 могут быть уложены в одну полосу 50 с применением, например, автоматического устройства для выкладки волокон, более подробно описанного ниже. Группы 48 и, следовательно, слои 33 содержат волокна, ориентированные относительно исходного направления, которое в иллюстрированном примере представляет собой направление X, под углом 0°.
На фиг. 13 представлена типичная схема расположения слоев композиционного слоистого материала 30 (фиг. 1), имеющего требуемую схему 32 отверстий. В указанном примере схема расположения слоев относится к слоистому материалу, содержащему 8 слоев 33, имеющих, соответственно, ориентации волокон под углом 0°, +45°, 90°, -45°, -45°, 90°, +45° и 0°. Группы 38а, 38b, 38c, 38d жгутов, изображенные на фиг. 12, соответственно, образуют части слоев 1-4, изображенных на схеме расположения слоев на фиг. 13. Зазоры «G» определены положением осевых линий 55 (фиг. 12) жгутов 36. Зазоры «G», ширина «W» жгутов 36 и ориентация слоев 33 определяют размер, положение и форму отверстий 34 в системе 32 отверстий.
Каждый из слоев 33 слоистого материала 30 может быть выложен с помощью любого из нескольких известных устройство для автоматической выкладки волокон (AFP). Например, компоненты одного из известных устройство AFP показаны в общем виде на фиг. 14. Головка 58 для выкладки волокон может быть установлена на манипуляторе 77, управляемом контроллером 76, приводимым в действие одной или более цифровых программ 74 управления. Контроллер 76 может содержать компьютер общего назначения или программируемый логический контроллер (PLC). Контроллер 76 и манипулятор 77 приводят в действие головку 58 укладчика над подложкой 64 в требуемом направлении 66 для укладки множества групп 38 жгутов 36 с требуемой ориентацией волокон в соответствии со схемой расположения слоев, выбранной для данного применения.
Для простоты иллюстрации на фиг. 14 не показаны зазоры «G» между жгутами 36. Жгуты 36 могут поступать через коллиматор 70, который обеспечивает выравнивание и раздвигание жгутов 36. Выровненные жгуты 36 подают через подающие и направляющие ролики 72 и обрезают до требуемой длины группы с помощью одного или более ножей 60. Затем на подложку 64 наносят жгуты 36 и уплотняют валиком 68. В некоторых вариантах реализации для выкладки всех слоев 33 в слоистом материале 30 может быть использована одна головка 58 укладчика. Однако для укладки слоистого материала могут быть использованы несколько головок укладчика, в которые поступают жгуты разной ширины «W». Например, на фиг. 14 для ускорения процесса выкладки слоев контроллер 76, работающий синхронно с головкой 58 укладчика, приводит в действие вторую головку 81 укладчика, установленную на второй манипулятор 79.
Головки 58, 81 укладчика, изображенные на фиг. 14, могут осуществлять известное регулируемое размещение жгутов по типу, представленному на фиг. 15. Множество встроенных устройств 85 подачи жгутов обеспечивают доставку жгутов 36 от встроенного устройства подачи жгутов (не показано) к отдельным модулям 83 направления жгутов. Модули 83 направления жгутов выполнены с возможностью продольного движения 91 для регулирования зазора «G» между соседними жгутами 36 в каждой группе 38.
Как описано ранее, слоистый материал 30, имеющий регулируемую систему 32 отверстий, может быть использован во многих применениях акустической обработки. Например, ссылаясь на фиг. 16, двигатель 78 с высокой степенью двухконтурности установлен на крыло 82 воздушного судна с помощью кронштейна 80. Двигатель 20 содержит окружающую его гондолу 84 двигателя, имеющую воздухозаборник 86. Воздухозаборник 86 содержит акустически обработанную область 88 в форме акустической панели 87 для снижения шума, вызываемого вращающимися лопастями в двигателе 78.
Далее рассмотрена фиг. 17, которая представляет собой вид в поперечном сечении, иллюстрирующий дополнительные детали акустической панели 87. В общих чертах, панель 87 содержит ячеистую сотовую сердцевину 89, расположенную между внутренней и внешней листовой облицовкой 92, 102, соответственно. Внутренняя листовая облицовка 92 содержит множество перфораций, проходящих сквозь нее 44, которые обеспечивают возможность прохождения звуковых волн, включая шум, через внутреннюю листовую облицовку 92 в сердцевину 89. Описанный в настоящем документе композиционный слоистый материал 30, имеющий регулируемую систему отверстий, может быть использован в качестве внутренней листовой облицовки 92. Внутренняя листовая облицовка 92 прикреплена к поверхности ячеистой сердцевины 89 по линии 94 клеевого соединения. Точно также, внешняя листовая облицовка 102 прикреплена к внешней поверхности ячеистой сердцевины 89 по линии 100 клеевого соединения.
В иллюстрированных вариантах реализации и внутренняя, и внешняя листовые облицовки 92, 102, соответственно, содержат слоистый композиционный материал, такой как CFRP (пластик, армированный углеродным волокном) или армированный волокном термопластичный материал, однако любая из указанных листовых облицовок может содержать другие материалы, такие как, без ограничения, керамический материал или металл, такой как алюминий. Ячеистая сердцевина 89 может содержать металл, такой как алюминий, полимер или другие материалы, и она состоит из множества отдельных многоугольных ячеек 96. В иллюстрированном примере ячейки 46 являются шестиугольными, однако возможны и другие геометрические формы ячеек. Ячеистая сердцевина 89 разделена на ячейки множеством отдельных перегородок 98, которые расположены в ячейках 96 на определенной глубине «D». Перегородки 98 способствуют погашению и ослаблению звуковых волн, поступающих в ячеистую сердцевину 89 через перфорации 90 во внутренней листовой облицовке 92.
На фиг. 18 в общих чертах представлены общие этапы осуществления способа получения композиционного слоистого материала, имеющего требуемую систему 32 отверстий 34. На этапе 104 формируют многослойный пакет 30, используя жгуты 36 препрега с зазорами «G» между ними. На этапе 106 варьируют ориентацию волокон в слоях 33 для формирования системы 32 отверстий 34 в слоистом материале 30.
На фиг. 19 в общих чертах представлены общие этапы осуществления способа получения пакета слоев композиционного слоистого материала, имеющего систему 32 отверстий 34. На этапе 108 формируют пакет слоев посредством выкладки множества слоев 33 однонаправленных волокон препрега. Выкладка слоев 33 может быть осуществлена посредством укладки полос 50 жгутов 36 волокон препрега. На этапе 110 жгуты 36 в каждой из полос 50 отодвигают друг от друга с получением зазоров «G» между жгутами 36 при укладке полос 50. На этапе 112 регулируют положение жгутов 36 при укладке полос 50. Точно так же, на этапе 114 регулируют зазоры «G» между жгутами 36 при укладке полос 50. На этапе 116 варьируют ориентацию волокон в слоях 33 для формирования системы 32 отверстий 34 в пакете слоев. Готовый слоистый материал может быть отвержден с применением безавтоклавного процесса, в котором используют вакуумное давление для облегчения регулирования потока смолы и предотвращения затекания смолы в отверстия 34 при отверждении. В альтернативном варианте отверждение слоистого материала 30 может быть осуществлено в автоклаве, при условии, что используемая смола имеет более высокую вязкость, которая обеспечивает такие характеристики течения смолы, которые препятствуют затеканию смолы в отверстия 34 в процессе отверждения.
Варианты реализации настоящего изобретения могут находить применение в различных потенциальных областях, в частности, в транспортной промышленности, включая, например, аэрокосмическую промышленность, судостроение, автомобилестроение, а также в других областях, в которых могут быть использованы композиционные слоистые материалы, имеющие регулируемую систему отверстий. Так, ссылаясь на фиг. 20 и 21, варианты реализации настоящего описания могут быть использованы в контексте производства воздушных суден и способа 118 технического обслуживания, как показано на фиг. 20, а также в воздушном судне 120, как показано на фиг. 21. Применения описанных вариантов реализации в воздушных суднах могут включать, например, без ограничения, акустические панели для ослабления звука или для изменения воздушного потока над крылом. На стадии предварительного производства иллюстративный способ 118 может включать разработку и проектирование 122 воздушного судна 120, а также закупку 124 материалов. Во время производства осуществляют изготовление 126 компонентов и сборку узлов, а также интеграцию 128 систем воздушного судна 120. Описанные варианты реализации могут быть использованы на стадии изготовления и сборки деталей узлов, имеющих регулируемые системы отверстий. Затем воздушное судно 120 может проходить сертификацию и доставку 130 для ввода в эксплуатацию 132. В течение срока эксплуатации заказчиком воздушное судно 120 подлежит регулярному техническому обеспечению и обслуживанию 134, которое также может включать модификацию, перенастройку, модернизацию и т.д. Во время технического обеспечения и обслуживания 134 на воздушное судно 122 могут быть установлены запасные детали или узлы, которые могут содержать системы отверстий, сформированные по описанному способу.
Каждый из процессов в соответствии со способом 118 может быть осуществлен или выполнен компанией, занимающейся системной интеграцией, третьей стороной и/или авиакомпанией (например, заказчиком). В контексте настоящего описания компания, занимающаяся системной интеграцией, может включать, без ограничения, любое количество производителей воздушных суден и субподрядчиков главных систем; третья сторона может включать, без ограничения, любое количество посредников, субподрядчиков и поставщиков; и авиакомпания может быть авиационной компанией, лизинговой компанией, военной организацией, обслуживающей организацией и т.д.
Как показано на фиг. 21, воздушное судно 120, изготовленное по иллюстративному способу 118, может содержать корпус 136 с множеством систем 128 и внутреннюю часть 140. Примеры систем 138 высокого уровня включают одну или более из винтомоторных систем 142, электрических систем 144, гидравлических систем 146 и систем 148 искусственного климата. Может быть включено любое количество других систем. Описанный способ может быть использован для изготовления деталей и узлов, формирующих часть корпуса 136 и/или винтомоторной системы 142. Например, описанный способ может быть использован для получения акустических панелей, имеющих регулируемые системы отверстий, которые обеспечивают снижение шума, создаваемого двигателями, составляющими часть винтомоторной системы 142. Точно так же, описанный способ может быть использовано для получения панелей или обшивки, имеющей регулируемую систему отверстий, которая составляет часть корпуса 136 или которую используют во внутренней части 140 для снижения шума. Несмотря на представленный пример применения в аэрокосмической области, принципы настоящего описания могут быть применены к другим отраслям промышленности, таким как судостроение и автомобилестроение.
Системы и способы, осуществленные в настоящем документе, могут быть использованы на любом одном или более этапах способа 118 производства и обслуживания. Например, детали или узлы, соответствующие процессу 126 производства, могут быть изготовлены или произведены по такому же способу, как детали или компоненты, изготовленные при эксплуатации воздушного судна 120. Кроме того, один или более вариантов реализации устройства, вариантов реализации способа или их комбинации могут быть использованы на стадиях 126 и 128 производства, например, для значительного ускорения сборки или снижения стоимости воздушного судна 120. Точно так же, один или более вариантов реализации устройства, вариантов реализации способа или их комбинации могут быть использованы при эксплуатации воздушного судна 120, например и без ограничения, для технического обеспечения и обслуживания 134.
В контексте настоящего документа выражение «по меньшей мере один из», используемое с перечнем элементов, означает, что могут быть использованы различные комбинации одного или более перечисленных элементов и что может быть необходим лишь один элемент из перечня. Например, «по меньшей мере один из элемента А, элемента В и элемента С» может включать, без ограничения, элемент А, элемент А и элемент В, или элемент В. Представленный пример также может включать элемент А, элемент В и элемент С или элемент В и элемент С.Элемент может представлять собой конкретный объект, предмет или категорию. Другими словами, «по меньшей мере один» означает, что может быть использована любая комбинация элементов и любое количество элементов перечня, но не все элементы перечня являются необходимыми.
Таким образом, подводя итог, в соответствии с первым аспектом настоящего изобретения предложен:
А1. Способ получения композиционного слоистого материала, имеющего систему отверстий, включающий:
формирование пакета слоев посредством выкладки друг на друга множества слоев армированной волокнами смолы, где каждый из слоев имеет определенную ориентацию волокон и содержит множество жгутов из армированной волокнами смолы с зазорами между ними;
и
варьирование ориентации волокон в слоях пакета слоев с получением системы отверстий в композиционном слоистом материале.
А2. Предложен также способ в соответствии с абзацем А1, дополнительно включающий:
регулирование зазоров между жгутами в каждом из слоев.
A3. Предложен также способ в соответствии с абзацем А1, отличающийся тем, что выкладка друг на друга множества слоев включает применение жгутов, имеющих по меньшей мере две разные ширины, соответственно, в по меньшей мере двух из слоев.
А4. Предложен также способ в соответствии с абзацем А1, отличающийся тем, что выкладку множества слоев осуществляют автоматически с помощью устройства для выкладки волокон с цифровым управлением.
А5. Предложен также способ в соответствии с абзацем А1, дополнительно включающий:
включение по меньшей мере одного тканого или нетканого материала в указанное множество слоев.
А6. Предложен также способ в соответствии с абзацем А1, дополнительно включающий:
выбор системы отверстий; и
программирование автоматического устройства для выкладки волокон для автоматической выкладки друг на друга слоев с применением раздвинутых жгутов, а также для изменения ориентации волокон в слоях для формирования выбранной системы отверстий.
А7. Предложен также способ в соответствии с абзацем А6, дополнительно включающий:
выбор размера и формы отверстий; и
программирование автоматического устройства для выкладки волокон для автоматической выкладки друг на друга слоев и варьирования ориентации волокон в слоях для формирования отверстий, имеющих выбранные размер и форму.
А8. Предложен также способ в соответствии с абзацем А1, дополнительно включающий:
отверждение пакета слоев; и
выбор смолы, обладающей контролируемыми характеристиками течения, которые по существу препятствуют затеканию смолы в отверстия в процессе отверждения.
А9. Предложен также способ в соответствии с абзацем А8, отличающийся тем, что отверждение пакета слоев осуществляют с применением безавтоклавного и автоклавного процесса отверждения.
В соответствии с дополнительным аспектом настоящего изобретения предложен:
81. Способ получения пакета слоев композиционного слоистого материала, имеющего систему отверстий, включающий:
формирование пакета слоев посредством выкладки друг на друга множества слоев препрега с однонаправленными волокнами, каждый из которых выкладывают посредством укладки полос волокнистых жгутов препрега;
отодвигание жгутов в каждой полосе друг от друга с получением зазоров между жгутами при укладке полос;
регулирование положений жгутов при укладке полос;
регулирование зазоров между жгутами при укладке полос; и
изменение ориентации волокон в слоях с получением системы отверстий в пакете слоев.
82. Предложен также способ в соответствии с абзацем В1, отличающийся тем, что каждый из слоев выкладывают с помощью устройства для выкладки волокон с цифровым управлением.
83. Предложен также способ в соответствии с абзацем В1, отличающийся тем, что раздвигание жгутов включает изменение зазоров между жгутами.
84. Предложен также способ в соответствии с абзацем В1, дополнительно включающий варьирование ширины жгутов.
85. Предложен также способ в соответствии с абзацем В1, дополнительно включающий:
включение по меньшей мере одного тканого или нетканого материала между слоями пакета слоев.
86. Предложен также способ в соответствии с абзацем В1, дополнительно включающий:
выбор положения отверстий, размера отверстий и формы отверстий; и
программирование автоматического устройства для выкладки волокон для автоматической выкладки друг на друга слоев и варьирования ориентации волокон в слоях для формирования системы отверстий.
B7. Предложен также способ в соответствии с абзацем В1, дополнительно включающий:
отверждение пакета слоев; и
выбор смолы, обладающей контролируемыми характеристиками течения, которые по существу препятствуют затеканию смолы в отверстия в процессе отверждения.
С1. Композиционный слоистый материал, имеющий систему отверстий, содержащий:
множество отстоящих друг от друга волокнистых жгутов, имеющих переменную ориентацию волокон, расположенных для получения системы отверстий в слоистом материале; и
смолистую матрицу, в которую заделаны волокнистые жгуты.
С2. Предложен также композиционный слоистый материал в соответствии с абзацем С1, отличающийся тем, что волокнистые жгуты расположены во множестве слоев с различной ориентацией волокон.
С3. Предложен также композиционный слоистый материал в соответствии с абзацем С1, отличающийся тем, что волокнистые жгуты имеют разную ширину.
С4. Предложен также композиционный слоистый материал в соответствии с абзацем С1, отличающийся тем, что каждое отверстие имеет многоугольную форму.
С5. Предложен также композиционный слоистый материал в соответствии с абзацем С1, отличающийся тем, что смолистая матрица представляет собой термически отверждаемый термореактивный материал, обладающий характеристиками течения, которые препятствуют затеканию термореактивного материала в отверстия при термическом отверждении.
D1. Пакет слоев композиционного слоистого материала, имеющий систему отверстий, содержащий:
множество слоев армированной волокнами смолы, где каждый из слоев имеет волокна, ориентированные в одном направлении, и содержит множество жгутов препрега с зазорами между ними; и
слои расположены так, чтобы зазоры между жгутами препрега образовывали систему отверстий в пакете слоев.
D2. Предложен также пакет слоев композиционного слоистого материала в соответствии с абзацем D1, отличающийся тем, что смола является термически отверждаемой и имеет при отверждении такие характеристики течения, которые препятствуют затеканию смолы в отверстия.
D3. Предложен также композиционный слоистый материал в соответствии с абзацем D1, отличающийся тем, что зазоры между жгутами препрега варьируются.
D4. Предложен также композиционный слоистый материал в соответствии с абзацем D1, отличающийся тем, что каждый жгут имеет ширину, и ширина жгутов варьируется от слоя к слою.
Описание различных иллюстративных вариантов реализации представлено для демонстрации и описания, и оно не предназначено быть исчерпывающим или ограниченным до вариантов реализации в описанной форме. Специалистам в данной области техники станут понятны многочисленные модификации и вариации. Кроме того, одни иллюстративные варианты реализации могут обеспечивать другие преимущества по сравнению с другими иллюстративными вариантами реализации. Выбранный вариант или варианты реализации выбраны и описаны для наилучшего пояснения принципов вариантов реализации, практического применения и обеспечения возможности понимания специалистами в данной области техники настоящего описания для различных вариантов реализации с различными модификациями, подходящими для конкретного предполагаемого применения.
Активатор для управления потоком плазмы и способ управления потоком плазмы
Устройство и способ управления потоком плазмы на задней кромке аэродинамического профиля
Система управления потоком с использованием плазменного актуатора и способ ее использования для управления потоком, обтекающим оружейный отсек высокоскоростного подвижного носителя
Усиленные элементы жесткости и способ их изготовления
Нагнетательное насосное устройство с диэлектрическим барьером и способ формирования такого устройства
Система с датчиками
Регистрация радиолокационных импульсов посредством цифрового радиолокационного приемника
Полурычажное шасси и способ размещения балки тележки такого шасси
Инструмент в виде шаблона и способ для быстрого ремонта композитной структуры
Малошумящая система предкрылка с элеметами, размещенными в передней кромке крыла и выполненными с возможностью развертывания

