Результат интеллектуальной деятельности: Способ торможения и предотвращения образования усталостных трещин
Вид РИД
Изобретение
Изобретение относится к области мостостроения и может быть использовано для предотвращения возникновения и торможения развития усталостных трещин в стенках металлических главных балок пролетных строений и продольных балок проезжей части пролетных строений мостов.
Известен способ торможения трещин методом высокочастотной механической проковки (ВМП) (см. авт. св. №111494, 1955 г.),
Данный способ является эффективным только для предотвращения появления усталостных трещин и торможения развития поверхностных трещин (глубиной до 1 мм, длиной до 5 мм) и не эффективен для сквозных трещин длиной более 5 мм.
Известен метод торможения трещин путем обработки зоны перед трещиной и с обеих сторон от трещины при помощи проковки пневмомолотком (патент CN 103952984 А, Китай, 2014 г.).
Данный способ является эффективным только для предотвращения появления усталостных трещин и торможения развития поверхностных трещин и не эффективен для сквозных трещин длиной более 5 мм.
Известен способ торможения трещин методом последовательной наплавки путем локального точечного нагрева (патент RU 2466843, 2012 г. Переплав основного металла и присадочного материала вдоль поверхностной трещины контактной точечной или шовной сварочной машиной с формированием монолитного наплавленного ядра). Наплавку ведут с вершины по всей длине поверхностной трещины. Недостатком данного способа является то, что производится расплавление основного металла и изменение его структуры, как при сварке, что может привести к образованию новых трещин.
Известен способ торможения роста усталостных трещин в тонколистовом материале из конструкционных мало- и среднеуглеродистых сталей, включающий создание структурного барьера на пути роста трещины, при этом создание структурного барьера осуществляют на вершине трещины путем ее локального нагрева, плавления, охлаждения на воздухе до образования ядра с монолитной структурой остывшего металла, перекрывающего трещину как минимум на величину 1/2 своего диаметра, импульсного термообрабатывающего нагрева остывшего ядра малым током и его проковки для снятия сварочных напряжений, при этом весь технологический процесс осуществляют на контактной точечной или шовной сварочной машине (патент RU №2384396, МПК: В23Р 6/00).
Недостатком данного способа является то, что производится расплавление основного металла и изменение его структуры, как при сварке, что может привести к образованию новых трещин.
Техническая задача заключается в расширении технологической возможности и повышении остаточной долговечности металлических элементов пролетных строений мостов из конструкционных сталей.
Для решения указанной задачи в способе торможения и предотвращения образования усталостных трещин в металлическом элементе, включающем создание структурного барьера на пути роста трещины путем локального нагрева зоны устья трещины и механической проковки, создание структурного барьера (сжимающих напряжений) осуществляют на вершине трещины путем ее локального индукционного нагрева до температуры 800-850°С диаметром до 50 мм и при достижении температуры нагрева 750°С осуществляют высокочастотную проковку зоны диаметром 30 мм возле устья трещины электромеханическим или пневматическим инструментом с энергией удара не менее 4 кДж для создания зоны пластических деформаций.
После выполнения операции с одной стороны операцию повторяют с другой стороны стенки балки.
При этом происходит торможение образования трещины за счет создания напряжений сжатия на пути развития трещины и снятия поля остаточных напряжений, что снижает вероятность дальнейшего распространения трещины по металлу стенки.
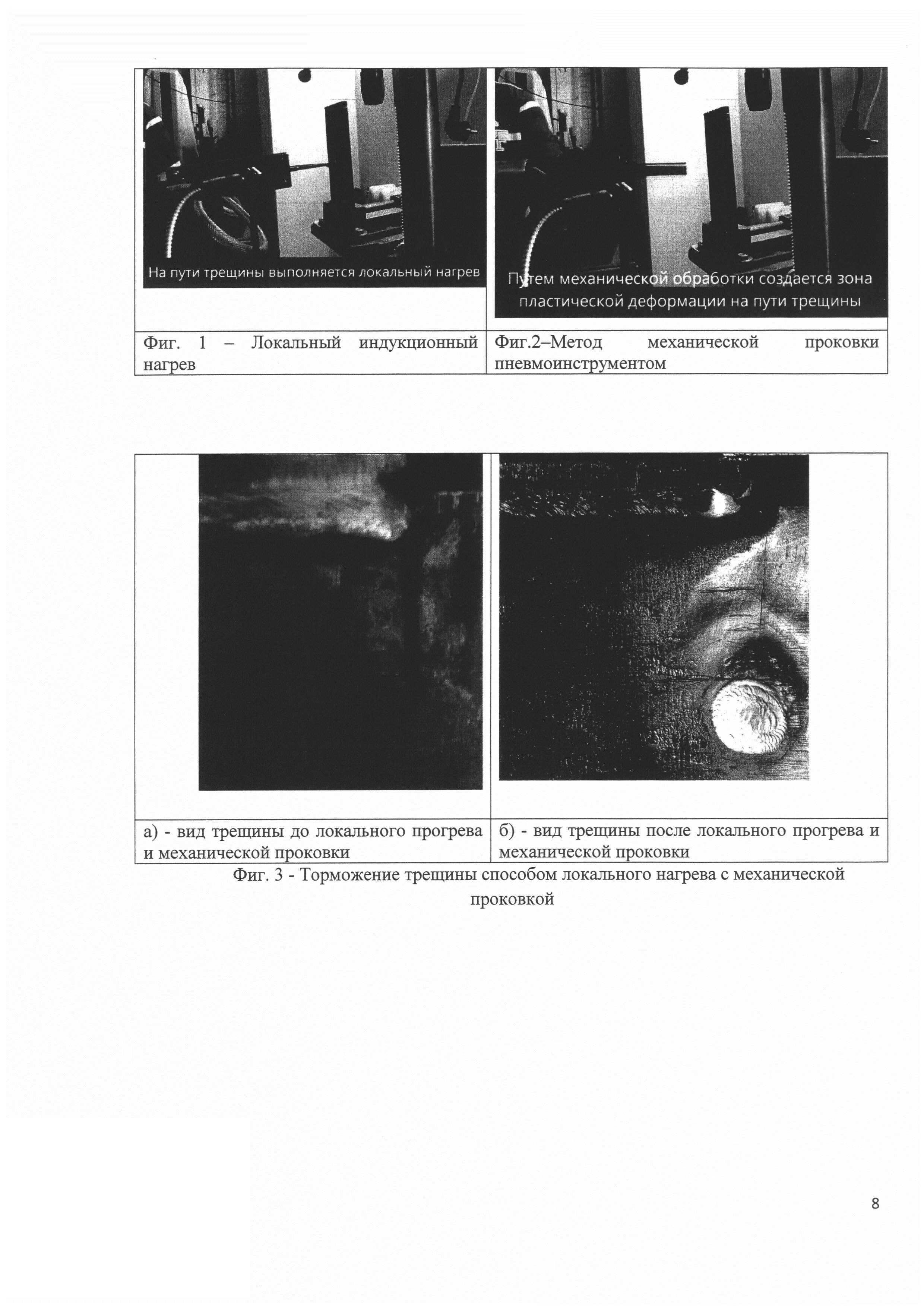
На фиг. 1 показан способ локального нагрева на пути развития трещины; на фиг. 2 показан способ механической проковки пневматическим инструментом. На фиг. 3 показана схема способа усиления, имеющего трещину металлического элемента (стенки балки), включающего индукционный прогрев с механической проковкой зоны на пути развития трещины.
Способ осуществляется следующим образом.
Первоначально выполняется местный разогрев локальной зоны диаметром 50 мм с одной стороны стенки балки в зоне трещины при помощи индукционной установки на всю толщину стенки до температуры 800-850°С; одновременно с нагревом после достижения температуры нагрева 750°С с другой стороны стенки балки выполняется механическая проковка зоны диаметром 30 мм возле устья трещины электромеханическим или пневматическим инструментом с круглым бойком. После выполнения операции с одной стороны операцию повторяют с другой стороны стенки балки. При возможности двухстороннего доступа к конструкции нагрев выполняется с одной стороны, а проковка с другой стороны стенки балки. Затем процедура повторяется со сменой сторон нагрева и проковки. В случае если доступ возможен только с одной стороны, или трещина не вышла на вторую сторону, нагрев и проковка выполняются с одной стороны балки. Проковка выполняется пневматическим молотком с энергией удара не менее 4 кДж (фиг. 2).
Пример 1. Осуществляли усиление опытного образца балки пролетного строения с выращенной трещиной (фиг. 3 а) методом локального прогрева с механической проковкой. Выносной индуктор при помощи магнитной площадки-держателя устанавливали на расстоянии 1-1,5 мм от поверхности металла таким образом, чтобы центр индуктора находился в вершине трещины. Луч лазерного пирометра (для контроля температуры) наводили на металл в центре индуктора. Скорость нагрева составила 70-80°С в секунду, температура нагрева - 800-850°С. После прогрева до 750°С выполнили механическую проковку. Время между окончанием нагрева и началом проковки не превысило 10 секунд. Общий вид трещины после торможения способом локального индукционного прогрева с механической проковкой показан на фиг. 3б.
Скользящий подвес контактного провода
Силовой электронный блок
Привод токоразъединителя контактной сети железной дороги
Моделирующий стенд дефектов буксового узла колесной пары
Система автоматической локомотивной сигнализации
Волоконно-оптический датчик давления
Способ восстановления подбалластного слоя железнодорожного пути
Способ ремонта подбалластного слоя железнодорожного пути
Маневровый тепловоз
Двигательный привод разъединителя контактной сети железной дороги
Способ усиления железобетонных элементов и их сопряжений
Способ усиления имеющего трещину металлического элемента пролетных строений мостов
Способ реконструкции железобетонного пролетного строения железнодорожного моста
Способ усиления имеющего трещину металлического элемента пролетных строений мостов
Способ усиления имеющего трещину металлического тонкостенного элемента пролетных строений мостов
Способ усиления балки пролетного строения моста
Способ диагностики технического состояния сталежелезобетонных пролетных строений
Способ виброобработки конструкции для изменения напряженно-деформированного и структурного состояния материала
Способ усиления имеющего трещину в сварном шве металлического элемента пролетного строения моста
Установка для механических испытаний образцов листовых материалов на усталость при изгибе

