Результат интеллектуальной деятельности: НЕТКАНЫЙ МАТЕРИАЛ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к нетканому материалу.
Уровень техники
[0002]
Ранее автор изобретения предложил способ, относящийся к нетканому материалу, производимому путем: размещения на одной поверхности полотна, включающего в себя эластичные волокна, другого полотна, включающего в себя неэластичные волокна с низкой растяжимостью; термоскрепления полотен путем сплавления волокон друг с другом в местах пересечения волокон при обработке упомянутых полотен горячим воздухом для осуществления воздушной набивки; вытягивания волокнистого листа, полученного таким образом при объединении упомянутых полотен, с целью вытягивания неэластичных волокон с низкой растяжимостью; и последующего высвобождения волокнистого листа после вытягивания (патентная литература 1). В способе производства нетканого материала, описанном в патентной литературе 1, для вытягивания волокнистого листа применяют устройство для вытягивания, включающее в себя пару валков с выступами и впадиной, выполненных с возможностью входить в зацепление друг с другом. Помимо патентной литературы 1 в патентной литературе 2, 4 и 5, например, также описаны способы вытягивания с применением устройств для вытягивания, включающих в себя пару валков с выступами и впадиной.
[0003]
В патентной литературе 3 описан способ, отличающийся от описанных выше способов, который относится к водопроницаемому нетканому материалу, на который нанесено средство, придающее водопроницаемость волокнистым продуктам.
Список цитируемой литературы
Патентная литература
[0004]
Патентная литература 1: JP 2008-7924A
Патентная литература 2: JP 2013-189745A
Патентная литература 3: JP 2000-178876A
Патентная литература 4: JP 2010-119861A
Патентная литература 5: JP 2012-67426A
Сущность изобретения
[0005]
Нетканый материал, производимый согласно способу производства, описанному в патентной литературе 1, включает в себя эластичные волокна и неэластичные волокна; и толщина неэластичных волокон вдоль продольного направления является непостоянной. Непостоянная толщина неэластичных волокон улучшает текстуру нетканого материала на ощупь. Однако в патентной литературе 1 ничего не сказано об улучшении характеристик сухости на ощупь, благодаря которым уменьшается количество жидкости, остающейся на поверхности (нетканого материала).
[0006]
В патентной литературе 2 крайне важно применение способных к растяжению/сокращению волокон, то есть эластичных волокон. Несмотря на то, что патентная литература 2 включает в себя описание уменьшения диаметра волокон с помощью устройства для вытягивания, в ней ничего не сказано об улучшении характеристик сухости на ощупь, благодаря которым уменьшается количество жидкости, остающейся на поверхности (нетканого материала).
[0007]
Водопроницаемый нетканый материал, описанный в патентной литературе 3, включает в себя средство для придания водопроницаемости, и благодаря этому улучшаются его характеристики сухости на ощупь, благодаря которым уменьшается количество жидкости, остающейся на поверхности (нетканого материала). Однако в патентной литературе 3 не предполагается образование участков с малым диаметром волокна и участков с большим диаметром волокна путем вытягивания составляющих нетканый материал волокон или изменения гидрофильности путем вытягивания волокон, покрытых замасливателем.
[0008]
Нетканый материал, производимый согласно способу производства, описанному в патентной литературе 1, включает в себя эластичные волокна и неэластичные волокна, и толщина неэластичных волокон является непостоянной вдоль продольного направления. Непостоянная толщина неэластичных волокон улучшает текстуру (нетканого материала) на ощупь. Однако имеется потребность в дальнейшем улучшении текстуры нетканого материала на ощупь.
[0009]
В патентной литературе 2 крайне важным является применение способных к растяжению/сокращению волокон, то есть эластичных волокон. Несмотря на то, что патентная литература 2 включает в себя описание уменьшения диаметра волокон с помощью устройства для вытягивания, в ней ничего не говорится об образовании в волокне участков с малым диаметром волокна и участков с большим диаметром волокна, не говоря уже о том, где должна находиться граница между участком c малым диаметром волокна и участком с большим диаметром волокна.
[0010]
В патентной литературе 4 ничего не сказано о применении волокна с высоким относительным удлинением. Кроме того, в патентной литературе 4 также ничего не сказано об уменьшении диаметра волокна с помощью устройства для вытягивания или об образовании в волокне участков с малым диаметром волокна и участков с большим диаметром волокна.
[0011]
В патентной литературе 5 ничего не сказано о применении волокна с высоким относительным удлинением. Несмотря на то, что патентная литература 5 включает в себя описание отслаивания оболочки от сердцевины с помощью устройства для вытягивания с целью уменьшения диаметра волокна, не сказано, где должна находиться граница между участком с малым диаметром волокна и участком с большим диаметром волокна.
[0012]
Соответственно, в настоящем изобретении предлагается нетканый материал, способный преодолеть недостатки вышеупомянутого известного уровня техники.
[0013]
Настоящее изобретение (первое изобретение) относится к нетканому материалу, включающему в себя множество скрепленных путем сплавления участков, образованных составляющими волокнами, скрепленными путем сплавления друг с другом в местах пересечения волокон. Составляющие волокна включают в себя волокно с высоким относительным удлинением. Если сфокусировать внимание на одном из составляющих волокон, составляющее волокно между соседними скрепленными путем сплавления участками включает в себя участок большого диаметра, который имеет большой диаметр волокна и расположен между двумя участками малого диаметра, имеющими малый диаметр волокна. Гидрофильность участка малого диаметра ниже, чем гидрофильность участка большого диаметра.
[0014]
Настоящее изобретение (второе изобретение) относится к нетканому материалу, включающему в себя множество скрепленных путем сплавления участков, образованных составляющими волокнами, скрепленными путем сплавления друг с другом в местах пересечения волокон. Составляющие волокна включают в себя волокно с высоким относительным удлинением. Если сфокусировать внимание на одном из составляющих волокон, составляющее волокно между соседними скрепленными путем сплавления участками включает в себя участок большого диаметра, который имеет большой диаметр волокна и расположен между двумя участками малого диаметра, имеющими малый диаметр волокна. Точка перехода от участка малого диаметра, соседнего со скрепленным путем сплавления участком, к участку большого диаметра расположена в некоторой точке, находящейся от скрепленного путем сплавления участка на расстоянии, равном не более одной трети расстояния между соседними скрепленными путем сплавления участками.
Краткое описание чертежей
[0015]
На фиг. 1 представлен вид в перспективе, иллюстрирующий вариант осуществления нетканого материала согласно настоящему изобретению (первое изобретение).
На фиг. 2 представлено схематичное изображение, иллюстрирующее поперечное сечение нетканого материала, показанного на фиг. 1, в направлении толщины.
На фиг. 3 представлена схема, иллюстрирующая положение, в котором составляющие волокна, образующие нетканый материал, показанный на фиг. 1, фиксируются на скрепленных путем сплавления участках.
На фиг. 4 представлено схематичное изображение, иллюстрирующее производственное устройство, подходящим образом применяемое для производства нетканого материала, показанного на фиг. 1.
На фиг. 5 представлено схематичное изображение, иллюстрирующее секцию вытягивания, обеспечиваемую в производственном устройстве, показанном на фиг. 4.
На фиг. 6 представлен вид в поперечном разрезе, сделанном вдоль линии VI-VI, показанной на фиг. 5.
На фиг. 7(a)-7(c) представлены пояснительные схемы, иллюстрирующие, каким образом в составляющем волокне между соседними, скрепленными путем сплавления участками образуется множество участков малого диаметра и участков большого диаметра.
[0016]
На фиг. 8 представлен вид в перспективе, иллюстрирующий вариант осуществления нетканого материала согласно настоящему изобретению (второе изобретение).
На фиг. 9 представлено схематичное изображение, иллюстрирующее поперечное сечение нетканого материала, показанного на фиг. 8, в направлении толщины.
На фиг. 10 представлена схема, иллюстрирующая положение, в котором составляющие волокна, образующие нетканый материал, показанный на фиг. 8, фиксируются на скрепленных путем сплавления участках.
На фиг. 11 представлено схематичное изображение, иллюстрирующее производственное устройство, подходящим образом применяемое для производства нетканого материала, показанного на фиг. 8.
На фиг. 12 представлено схематичное изображение, иллюстрирующее секцию вытягивания, обеспечиваемую в производственном устройстве, показанном на фиг. 11.
На фиг. 13 представлен вид в поперечном разрезе, сделанном вдоль линии VI-VI, показанной на фиг. 12.
На фиг. 14(a)-14(c) представлены пояснительные схемы, иллюстрирующие, каким образом в составляющем волокне между соседними, скрепленными путем сплавления участками образуется множество участков малого диаметра и участков большого диаметра.
Описание вариантов осуществления изобретения
[0017]
Настоящее изобретение (первое изобретение) будет описано ниже согласно предпочтительным вариантам его осуществления со ссылкой на чертежи.
На фиг. 1 проиллюстрирован вид в перспективе нетканого материала 1A (также упоминаемого в дальнейшем как "нетканый материал 1A") согласно варианту осуществления настоящего изобретения (первое изобретение). На фиг. 2 представлено схематичное изображение, иллюстрирующее поперечное сечение в направлении толщины нетканого материала 1A, показанного на фиг. 1. На фиг. 3 представлено увеличенное схематичное изображение составляющих волокон 11 нетканого материала 1A, показанного на фиг. 1. Как показано на фиг. 3, нетканый материал 1A представляет собой нетканый материал, включающий в себя множество скрепленных путем сплавления участков 12, образованных составляющими волокнами 11, скрепленными путем сплавления друг с другом в местах пересечения волокон. В данном документе точки пересечения составляющих волокон 11 представляют собой места скрепления составляющих волокон 11. Места скрепления образуются термическим скреплением составляющих волокон 11 вместе путем сплавления. Другими словами, места скрепления представляют собой скрепленные путем сплавления участки 12. В настоящем варианте осуществления изобретения, который проиллюстрирован на фиг. 1, нетканый материал 1A представляет собой нетканый материал, имеющий структуру с выступами и впадинами, при которой узкие и длинные ребра 13 и канавки 14, тянущиеся в одном направления (X-направления), расположены поочередно. Более конкретно, как показано на фиг. 2, нетканый материал 1A включает в себя: множество ребер 13, чья форма поперечного сечения, определяемая как передней, так и задней поверхностями (a, b), в направлении вверх образует выступ в направлении толщины (Z-направлении); и канавок 14, каждая из которых расположена между соседними ребрами 13, 13. В каждой канавке 14, чья форма поперечного сечения определяется как передней, так и задней поверхностями (a, b), в направлении вверх образуется впадина в направлении толщины (Z-направлении) нетканого материала. Другими словами, в каждой канавке 14, чья форма поперечного сечения определяется как передней, так и задней поверхностями (a, b), в направлении вниз образуется выступ в направлении толщины (Z-направлении) нетканого материала. Каждое из множества ребер 13 непрерывно тянется в одном направлении (X-направлении) нетканого материала 1A, и каждая из множества канавок 14 имеет бороздкообразную форму, непрерывно тянущуюся в одном Х-направлении нетканого материала 1A. Ребра 13 и канавки 14 параллельны друг другу и расположены поочередно в направлении (Y-направлении), ортогональном вышеупомянутому направлению (X-направлению).
[0018]
На виде в поперечном разрезе нетканого материала 1A, который показан на фиг. 2, нетканый материал 1A включает в себя верхнюю область 13a, нижнюю область 13b и боковую область 13c, которая расположена между упомянутыми областями 13a, 13b. Верхний участок каждого ребра 13 образован верхней областью 13a, и нижний участок каждой канавки 14 образован нижней областью 13b. Верхняя область 13a, нижняя область 13b и боковая область 13c непрерывно тянутся в одном направлении (X-направлении) нетканого материала 1A. На виде в поперечном разрезе нетканого материала 1A, который показан на фиг. 2, верхнюю область 13a, нижнюю область 13b и боковую область 13c отличают друг от друга благодаря делению толщины нетканого материала 1A в Z-направлении на три равных участка, и определения верхнего участка в направлении толщины (Z-направлении) как верхней области 13a, центрального участка в направлении толщины (Z-направлении) как боковой области 13c и нижнего участка в направлении толщины (Z-направлении) как нижней области 13b. Такое разграничение устанавливают согласно следующему способу.
[0019]
Способ разграничения верхней области 13a, нижней области 13b и боковой области 13c
Нетканый материал 1A разрезают вдоль Y-направления с помощью острого лезвия (номер продукта FAS-10 от компании Feather Safety Razor Co., Ltd.). Подлежащий измерению участок увеличивают с помощью сканирующего электронного микроскопа (JCM-5100 (торговая марка) от компании JEOL Ltd.) до увеличения (10x-100x), при котором подлежащий измерению участок в достаточной степени попадает в поле обзора и может быть измерен. В таком состоянии толщину нетканого материала 1A в Z-направлении делят на три равных участка, и верхний участок в направлении толщины (Z-направлении), центральный участок в направлении толщины (Z-направлении) и нижний участок в направлении толщины (Z-направлении) определяют как верхнюю область 13a, боковую область 13c и нижнюю область 13b, соответственно.
В случаях исследования имеющегося в продаже подгузника, например, подлежащий измерению подгузник охлаждают с помощью опрыскивания охлаждающим спреем для уменьшения прочности склейки. Затем материалы/элементы осторожно отделяют друг от друга, чтобы получить нетканый материал, подлежащий измерению, и осуществляют его разрезание и измерение, как описано выше.
[0020]
Как дополнительно описано ниже, нетканый материал 1A производят, подвергая волокнистый лист 1a обработке для образования выступов и впадин с применением пары валков 401, 402 с выступами и впадинами, которые входят в зацепление друг с другом. Вышеупомянутое одно направление (X-направление) нетканого материала 1A представляет собой то же самое направление, что и машинное направление (MD; направление потока) во время производства нетканого материала 1A путем обработки волокнистого листа 1a с целью образования выступов и впадин; и направление (Y-направление), ортогональное вышеупомянутому одному направлению (X-направлению) нетканого материала 1A, представляет собой то же самое направление, что и поперечное направление (CD; направление вдоль оси валка), ортогональное машинному направлению (MD; направлению потока).
[0021]
Составляющие волокна 11 нетканого материала 1A включают в себя волокно с высоким относительным удлинением. В данном документе волокно с высоким относительным удлинением, включенное в составляющие волокна 11, относится к волокну, имеющему высокое относительное удлинение не только на стадии волокнистого материала, но также имеющего высокое относительное удлинение на стадии нетканого материала после того, как нетканый материал 1A был произведен. Термин "волокно с высоким относительным удлинением" включает в себя волокна, отличающиеся от способных к растяжению/сокращению волокон, которые способны к растяжению/сокращению благодаря своей эластичности (эластомеры); и примеры волокна с высоким относительным удлинением включают в себя: термически растяжимое волокно, которое удлиняется благодаря изменению кристаллического состояния смолы, вызванному нагреванием; термически растяжимое волокно, получаемое сначала путем проведения формования из расплава с низкой скоростью с получением двухкомпонентного волокна и последующей термообработки двухкомпонентного волокна и/или путем обработки для придания извитости без проведения обработки вытягиванием, как описано, например, в параграфе [0033] документа JP 2010-168715A; волокно, производимое с относительно низкой скоростью формования (прядения) с применением смолы, такой как полипропиленовая или полиэтиленовая смола; и волокно, производимое путем сухого смешения сополимера полиэтилена-полипропилена или полипропилена с низкой степенью кристалличности с полиэтиленом и формования (прядения) смеси. Среди вышеупомянутых волокон предпочтительным является волокно с высоким относительным удлинением типа скрепляемого путем сплавления двухкомпонентного волокна типа "сердцевина-оболочка". Двухкомпонентное волокно типа "сердцевина-оболочка" может представлять собой волокно "сердцевина-оболочка" концентрического типа, волокно "сердцевина-оболочка" с эксцентриситетом оболочки-сердцевины, волокно с расположением компонентов типа "бок о бок" или волокно несимметричной формы; в частности, предпочтительно, чтобы двухкомпонентное волокно представляло собой волокно "сердцевина-оболочка" концентрического типа. Независимо от формы волокна тонина волокна с высоким относительным удлинением на стадии материала предпочтительно составляет 1,0 дтекс или более, более предпочтительно 2,0 дтекс или более и предпочтительно 10,0 дтекс или менее, более предпочтительно 8,0 дтекс или менее, с точки зрения производства нетканого материала и т.д., который является мягким и при этом обладает, например, превосходной текстурой на ощупь. Более конкретно, тонина волокна с высоким относительным удлинением на стадии материала предпочтительно составляет от 1,0 до 10,0 дтекс включительно, более предпочтительно от 2,0 до 8,0 дтекс включительно. В данном документе характеристика "текстура нетканого материала на ощупь" представляет собой характеристику, найденную с помощью оценочного испытания в отношении ощущения, возникающего в тот момент, когда элемент входит в соприкосновение с кожей в состоянии, когда элемент не включает в себя жидкость. С другой стороны, как дополнительно описано ниже, "характеристика сухости на ощупь" представляет собой характеристику, найденную с помощью оценочного испытания в отношении возникающего ощущения, когда элемент входит в соприкосновение с кожей в таком состоянии, когда в данном элементе остается жидкость. Таким образом, "характеристика сухости на ощупь" и характеристика "текстуры нетканого материала на ощупь" представляют собой разные характеристики.
[0022]
В добавление к волокну с высоким относительным удлинением составляющие волокна 11 нетканого материала 1A могут включать в себя другие волокна, хотя предпочтительно составляющие волокна 11 изготовлены только из неэластичных волокон. Чтобы повысить число волокон с малым диаметром и низким уровнем гидрофильности в окрестности каждого скрепленного путем сплавления места, предпочтительно, чтобы все скрепляемые путем сплавления места были образованы волокном с высоким относительным удлинением, и таким образом, более предпочтительно, чтобы составляющие волокна состояли только из волокна с высоким относительным удлинением. Примеры других волокон включают в себя: нетермически растяжимые, способные скрепляться путем сплавления двухкомпонентные волокна типа "сердцевина-оболочка", включающие в себя два компонента с разными точками плавления и подвергнутые обработке вытягиванием; и волокна, по своей природе не обладающие способностью к скреплению путем сплавления (например, натуральные волокна, такие как хлопок и целлюлоза, и вискозные и ацетатные волокна). В тех случаях, когда в добавление к волокну с высоким относительным удлинением нетканый материал 1A включает в себя другие волокна, процентное содержание волокна с высоким относительным удлинением в нетканом материале 1A предпочтительно составляет 50 масс.% или более, более предпочтительно 80 масс.% или более, еще более предпочтительно 100 масс.%.
[0023]
Термически растяжимое волокно, которое является примером волокна с высоким относительным удлинением, на стадии материала представляет собой двухкомпонентное волокно, не подвергнутое обработке вытягиванием или подвергнутое слабой обработке вытягиванием и, например, включает в себя первый смоляной компонент, образующий сердцевину, второй смоляной компонент, образующий оболочку и включающий в себя полиэтиленовую смолу, где первый смоляной компонент имеет более высокую точку плавления, чем второй смоляной компонент. Первый смоляной компонент представляет собой компонент, который обеспечивает способность волокна растягиваться при нагревании (термическую растяжимость), и второй смоляной компонент представляет собой компонент, который обеспечивает способность волокна к скреплению путем сплавления. Точку плавления первого смоляного компонента и точку плавления второго смоляного компонента находят путем проведения термического анализа образца тонкоизмельченного волокна (масса образца: 2 мг) с помощью дифференциального сканирующего калориметра (DSC 6200 от компании Seiko Instruments Inc.) при скорости повышения температуры 10°C/мин для измерения максимальной (пиковой) температуры плавления каждой смолы, причем максимальную температуру плавления определяют как точку плавления каждой смолы. Если точку плавления второго смоляного компонента нельзя точно измерить таким способом, то такую смолу определяют как "смолу, не имеющую точки плавления". В таком случае температура, при которой второй смоляной компонент становится скрепленным путем сплавления настолько, что можно измерить прочность места скрепления волокон, полученного путем сплавления, то есть температура, при которой молекулы второго смоляного компонента начинают течь, считается точкой размягчения и используется вместо точки плавления.
[0024]
Как описано выше, второй смоляной компонент, образующий оболочку, включает в себя полиэтиленовую смолу. Примеры полиэтиленовой смолы включают в себя полиэтилен низкой плотности (LDPE), полиэтилен высокой плотности (HDPE) и линейный полиэтилен низкой плотности (LLDPE). В частности, предпочтительным является полиэтилен высокой плотности с плотностью от 0,935 г/см3 до 0,965 г/см3 включительно. Второй смоляной компонент, образующий оболочку, предпочтительно представляет собой полиэтиленовую смолу в чистом виде, хотя при этом к ней можно примешивать другие смолы. Примеры других смол, которые можно примешивать, включают в себя полипропиленовую смолу, сополимер этилена с винилацетатом (EVA) и сополимер этилена с виниловым спиртом (EVOH). Однако предпочтительно, чтобы во вторых смоляных компонентах, образующих оболочку, содержание полиэтиленовой смолы в смоляных компонентах оболочки составляло 50 масс.% или более, более предпочтительно от 70 до 100 масс.% включительно. Кроме того, размер кристаллитов полиэтиленовой смолы предпочтительно составляет от 10 до 20 нм включительно, более предпочтительно от 11,5 до 18 нм включительно.
[0025]
В качестве первого смоляного компонента, образующего сердцевину без особого ограничения можно применять любой смоляной компонент с более высокой точкой плавления, чем точка плавления полиэтиленовой смолы, которая представляет собой смолу, образующую оболочку. Примеры смоляного компонента, образующего сердцевину, включают в себя смолы на основе полиолефинов (за исключением полиэтиленовой смолы), такие как полипропилен (PP), и смолы на основе сложных полиэфиров, такие как полиэтилентерефталат (PET) и полибутилентерефталат (PBT). Также можно применять полимер на основе полиамида или сополимер, включающий в себя два или более смоляных компонентов. Можно применять несколько смол в форме смеси; в таком случае, точка плавления смолы, имеющей самую высокую точку плавления, считается точкой плавления сердцевины. С точки зрения облегчения производства нетканого материала, различие между точкой плавления первого смоляного компонента, образующего сердцевину, и точкой плавления второго смоляного компонента, образующего оболочку (последняя вычитается из первой), предпочтительно составляет 20°C или более и предпочтительно 150°C или менее.
[0026]
Предпочтительный коэффициент ориентации первого смоляного компонента в термически растяжимом волокне, которое представляет собой пример волокна с высоким относительным удлинением, разумеется, зависит от применяемой смолы; например, в тех случаях, когда первый смоляной компонент представляет собой полипропиленовую смолу, коэффициент ориентации предпочтительно составляет 60% или менее, более предпочтительно 40% или менее, еще более предпочтительно 25% или менее. В тех случаях, когда первый смоляной компонент представляет собой сложный полиэфир, коэффициент ориентации предпочтительно составляет 25% или менее, более предпочтительно 20% или менее, еще более предпочтительно 10% или менее. С другой стороны, коэффициент ориентации второго смоляного компонента предпочтительно составляет 5% или более, более предпочтительно 15% или более, еще более предпочтительно 30% или более. Коэффициент ориентации представляет собой показатель, указывающий степень ориентации полимерных цепей в волокнообразующей смоле.
[0027]
Коэффициент ориентации первого смоляного компонента и второго смоляного компонента можно найти согласно способу, описанному в параграфах [0027]-[0029] документа JP 2010-168715A. Способ изготовления каждого смоляного компонента термически растяжимого волокна с достижением вышеупомянутого коэффициента ориентации описан в параграфах [0033]-[0036] документа JP 2010-168715A.
[0028]
На стадии материала относительное удлинение волокна с высоким относительным удлинением составляет 100% или более, предпочтительно 200% или более, более предпочтительно 250% или более и предпочтительно 800% или менее, более предпочтительно 500% или менее, еще более предпочтительно 400% или менее. Более конкретно, относительное удлинение волокна с высоким относительным удлинением на стадии материала предпочтительно составляет от 100 до 800% включительно, более предпочтительно от 200 до 500% включительно, еще более предпочтительно от 250 до 400% включительно. Благодаря применению волокна с высоким относительным удлинением, обладающего относительным удлинением в вышеупомянутом диапазоне, волокно с успехом подвергается вытягиванию с помощью устройства для вытягивания, и описанная далее точка перехода 18 от участка 16 малого диаметра к участку 17 большого диаметра может быть расположена вблизи скрепленного путем сплавления участка 12, обеспечивая при этом превосходную текстуру нетканого материала на ощупь. Кроме того, предпочтительно, чтобы на стадии нетканого материала относительное удлинение волокна с высоким относительным удлинением составляло 60% или более, предпочтительно 70% или более, более предпочтительно 80% или более и предпочтительно 200% или менее, более предпочтительно 150% или менее, еще более предпочтительно 120% или менее и, более конкретно, предпочтительно составляет от 60 до 200% включительно, более предпочтительно от 70 до 170% включительно, еще более предпочтительно от 80 до 150% включительно. В частности, предпочтительно, чтобы относительное удлинение нетканого материала, изготовленного из 100% волокна с высоким относительным удлинением, находилось в вышеупомянутом диапазоне.
[0029]
Относительное удлинение волокна с высоким относительным удлинением основано на измерении относительного удлинения волокна согласно японскому промышленному стандарту JIS L-1015 в следующих условиях. Температура окружающей среды и относительная влажность при измерении: 20±2°C, 65±2% RH; расстояние между зажимами для образца в приборе для испытания на растяжение: 20 мм; и скорость удлинения: 20 мм/мин. В тех случаях, когда между зажимами для образца невозможно обеспечить расстояние, равное 20 мм, то есть в тех случаях, когда длина волокна, подлежащего измерению, короче 20 мм, например, в случаях измерения относительного удлинения образца волокна, взятого из уже произведенного нетканого материала, измерение осуществляют при установке расстояния между зажимами, равного 10 мм или 5 мм.
[0030]
На стадии материала соотношение между первым смоляным компонентом и вторым смоляным компонентом для волокна с высоким относительным удлинением (массовое отношение компонентов; первый: последний) предпочтительно составляет от 10:90 до 90:10, более предпочтительно от 20:80 до 80:20, еще более предпочтительно от 50:50 до 70:30. Подходящая длина волокна в случае волокна с высоким относительным удлинением, подходящего для применения, зависит от способа производства нетканого материала. Например, в тех случаях, когда нетканый материал производят по способу кардочесания, как дополнительно описано ниже, длина волокна предпочтительно составляет приблизительно от 30 до 70 мм.
[0031]
На стадии материала диаметр волокна в случае волокна с высоким относительным удлинением выбирают в зависимости от требований, связанных с конкретным применением нетканого материала. В тех случаях, когда нетканый материал применяют в качестве составляющего элемента впитывающего изделия, такого как верхний лист впитывающего изделия, предпочтительно применять волокно с диаметром 10 мкм или более, более предпочтительно 15 мкм или более и предпочтительно 35 мкм или менее, более предпочтительно 30 мкм или менее и, более конкретно, предпочтительно применять волокно с диаметром от 10 до 35 мкм включительно, более предпочтительно от 15 до 30 мкм включительно. Диаметр волокна измеряют согласно следующему способу.
[0032]
Измерение диаметра волокна
Диаметр (мкм) волокна измеряют путем исследования поперечного сечения волокна с помощью сканирующего электронного микроскопа (JCM-5100 от компании JEOL Ltd.) при увеличении от 200x до 800x. Поперечное сечение волокна получают путем разрезания волокна с помощью острого лезвия (номер продукта FAS-10 от компании Feather Safety Razor Co., Ltd.). В случае волокна, которое было извлечено, когда поперечное сечение волокна приблизительно соответствует круглой форме, диаметр волокна измеряют в пяти точках. Усредненное значение измеренных значений, полученных в пяти точках, используют в качестве диаметра волокна.
[0033]
В случаях использования термически растяжимого волокна, которое является примером волокна с высоким относительным удлинением, на стадии материала в добавление к вышеупомянутому термически растяжимому волокну можно применять волокна, описанные, например, в документах JP 4131852B, JP 2005-350836A, JP 2007-303035A, JP 2007-204899A, JP 2007-204901A и JP 2007-204902A.
[0034]
Как показано на фиг. 3, если сфокусировать внимание на одном составляющем волокне 11 из составляющих волокон 11 нетканого материала 1A, в нетканом материале согласно настоящему изобретению (первому изобретению) составляющее волокно 11 между соседними скрепленными путем сплавления участками 12, 12 включает в себя участок 17 большого диаметра, который имеет большой диаметр волокна и расположен между двумя участками 16, 16 малого диаметра, имеющими малый диаметр волокна. Более конкретно, как показано на фиг. 3, если сфокусировать внимание на одном составляющем волокне 11 из составляющих волокон 11 нетканого материала 1A, участок 16 малого диаметра, имеющий малый диаметр волокна, образуется с возможностью тянуться практически с постоянным диаметром волокна от скрепленного путем сплавления участка 12, образованного при скреплении путем сплавления такого составляющего волокна 11 с другим составляющим волокном 11 в месте пересечения волокон. Кроме того, если сфокусировать внимание на одном составляющем волокне 11, участок 17 большого диаметра, имеющий больший диаметр волокна, чем диаметр волокна на участке 16 малого диаметра, образуется с возможностью тянуться практически с постоянным диаметром волокна между участками 16, 16 малого диаметра, тянущимися от соседних, скрепленных путем сплавления участков 12, 12, соответственно. Более конкретно, нетканый материал 1A включает в себя составляющие волокна 11, в которых (если сфокусировать внимание на одном составляющем волокне 11) в направлении от одного скрепленного путем сплавления участка 12 из двух соседних, скрепленных путем сплавления участков 12, 12 к другому скрепленному путем сплавления участку 12 расположены в указанном порядке: участок 16 малого диаметра со стороны одного скрепленного путем сплавления участка 12, участок 17 большого диаметра и участок 16 малого диаметра со стороны другого скрепленного путем сплавления участка 12. Кроме того, как показано на фиг. 3, нетканый материал 1A также включает в себя составляющие волокна 11, в которых (если сфокусировать внимание на одном составляющем волокне 11 из составляющих волокон 11 нетканого материала 1A) между соседними, скрепленными путем сплавления участками 12, 12 расположено множество участков 17 большого диаметра (два в нетканом материале 1A). Более конкретно, нетканый материал 1A включает в себя составляющие волокна 11, в которых (если сфокусировать внимание на одном составляющем волокне 11) в направлении от одного скрепленного путем сплавления участка 12 из двух соседних, скрепленных путем сплавления участков 12, 12 к другому скрепленному путем сплавления участку 12 в указанном порядке расположены: участок 16 малого диаметра со стороны одного скрепленного путем сплавления участка 12, первый участок 17 большого диаметра, участок 16 малого диаметра, второй участок 17 большого диаметра и участок 16 малого диаметра со стороны другого скрепленного путем сплавления участка 12. Благодаря обеспечению участков 16 малого диаметра с низкой жесткостью, каждый из которых находится рядом со скрепленным путем сплавления участком 12, где жесткость нетканого материала 1A увеличивается, как описано выше, повышается мягкость нетканого материала 1A, благодаря чему улучшается текстура нетканого материала на ощупь. Кроме того, благодаря обеспечению множества участков 17 большого диаметра, то есть благодаря обеспечению каждого составляющего волокна 11 участками 16 меньшего диаметра с низкой жесткостью, дополнительно повышают мягкость нетканого материала 1A, благодаря чему дополнительно улучшают текстуру нетканого материала на ощупь. С точки зрения улучшения текстуры нетканого материала на ощупь и уменьшения жесткости нетканого материала, если сфокусировать внимание на одном составляющем волокне 11 нетканого материала 1A, между соседними, скрепленными путем сплавления участками 12, 12 предпочтительно находится один или более, более предпочтительно один (три) или более участков 17 большого диаметра, и предпочтительно пять или менее, более предпочтительно три или менее участков 17 большого диаметра и, более конкретно, между соседними, скрепленными путем сплавления участками 12, 12 предпочтительно находится от одного до пяти включительно, более предпочтительно от одного до трех включительно участков 17 большого диаметра.
[0035]
Отношение L16/L17 диаметра волокна (диаметр L16) на участке 16 малого диаметра к диаметру волокна (диаметр L17) на участке 17 большого диаметра предпочтительно составляет 0,5 или более, более предпочтительно 0,55 или более и предпочтительно 0,8 или менее, более предпочтительно 0,7 или менее и, более конкретно, отношение L16/L17 предпочтительно составляет от 0,5 до 0,8 включительно, более предпочтительно от 0,55 до 0,7 включительно. Более конкретно, с точки зрения улучшения текстуры нетканого материала на ощупь и уменьшения жесткости нетканого материала, диаметр волокна (диаметр L16) на участке 16 малого диаметра предпочтительно составляет 5 мкм или более, более предпочтительно 6,5 мкм или более, еще более предпочтительно 7,5 мкм или более, и предпочтительно 28 мкм или менее, более предпочтительно 20 мкм или менее, еще более предпочтительно 16 мкм или менее и, более конкретно, диаметр L16 предпочтительно составляет от 5 до 28 мкм включительно, более предпочтительно от 6,5 до 20 мкм включительно, еще более предпочтительно от 7,5 до 16 мкм включительно. Кроме того, с точки зрения улучшения текстуры нетканого материала на ощупь, диаметр волокна (диаметр L17) на участке 17 большого диаметра предпочтительно составляет 10 мкм или более, более предпочтительно 13 мкм или более, еще более предпочтительно 15 мкм или более и предпочтительно 35 мкм или менее, более предпочтительно 25 мкм или менее, еще более предпочтительно 20 мкм или менее и, более конкретно, диаметр L17 предпочтительно составляет от 10 до 35 мкм включительно, более предпочтительно от 13 до 25 мкм включительно, еще более предпочтительно от 15 до 20 мкм включительно.
Диаметр волокна (диаметр L16, диаметр L17) на участке 16 малого диаметра и участке 17 большого диаметра измеряют согласно тому же способу, что и вышеупомянутый способ измерения диаметра волокна.
[0036]
В нетканом материале согласно настоящему изобретению (первое изобретение) уровень гидрофильности на участке 16 малого диаметра меньше, чем уровень гидрофильности на участке 17 большого диаметра. Такое различие уровня гидрофильности (градиент гидрофильности) можно придавать волокну путем производства нетканого материала 1A согласно способу производства, дополнительно описанному ниже.
[0037]
Термин "уровень гидрофильности" в настоящем изобретении (первое изобретение) устанавливают на основе контактного угла (угла смачивания) волокна, измеряемого согласно следующему способу. Более конкретно, большой контактный угол означает, что уровень гидрофильности является низким, и малый контактный угол означает, что уровень гидрофильности является высоким.
[0038]
Способ измерения контактного угла
Случайным образом извлекают несколько составляющих волокон 11 нетканого материала 1A; из извлеченных составляющих волокон 11 выбирают составляющее волокно 11, включающее в себя участки 16 малого диаметра и участок 17 большого диаметра, и на таком составляющем волокне 11 измеряют контактный угол воды на каждом из участков 16 малого диаметра и на участке 17 большого диаметра. В качестве измерительного устройства применяют автоматический измеритель контактного угла MCA-J от компании Kyowa Interface Science Co., Ltd. Для измерения контактного угла применяют дистиллированную воду. Количество жидкости, инжектируемой из инжектора капель воды для струйной печати (импульсный инжектор CTC-25 с инжекционным соплом диаметром 25 мкм от компании Cluster Technology Co., Ltd.), настраивают на 15 пл, и капают каплю воды точно в центр каждого участка, выбранного из участков 16 малого диаметра и участка 17 большого диаметра. Характер падения капли регистрируют на высокоскоростном регистрационном устройстве, соединенным с горизонтально настроенной камерой. Регистрационное устройство предпочтительно представляет собой персональный компьютер, имеющий встроенное высокоскоростное устройство захвата, с учетом того, что зарегистрированные изображения будут анализироваться позже. При таком измерении изображения регистрируются каждые 17 мсек. Первое изображение в записываемом фильме, которое показывает каплю воды, приземляющуюся на выделенное составляющее волокно 11, анализируют с применением прилагаемого программного обеспечения FAMAS (версия программного обеспечения: 2.6.2; методика анализа: метод фиксированной капли; метод анализа: метод θ/2; алгоритм обработки изображения: неотражающий; режим обработки изображения: рамочный; пороговый уровень: 200; коррекция кривизны: нет), для нахождения угла, образующегося между волокном и границей раздела капля воды/воздух, который считается контактным углом. Выбранное составляющее волокно 11 отрезают до длины волокна приблизительно 1 мм, помещают волокно в крепление для образца в измерителе контактного угла и удерживают на нем горизонтально. Контактный угол измеряют в двух разных точках каждого участка 16 малого диаметра и участка 17 большого диаметра на одном волокне. Каждый контактный угол на участке 16 малого диаметра и контактный угол на участке 17 большого диаметра измеряют на пяти волокнах до первого знака после запятой, и среднее значение (округленное до ближайшего целого числа) для измеренных значений, найденное в целом по десяти точкам, определяют как контактный угол на участке 16 малого диаметра и участке 17 большого диаметра.
[0039]
С точки зрения уменьшения количества жидкости, остающейся на поверхности нетканого материала 1A, для улучшения характеристики сухости на ощупь, различие между контактным углом на участке 16 малого диаметра и контактным углом на участке 17 большого диаметра (последний вычитается из первого) предпочтительно составляет 1 градус или более, более предпочтительно 5 градусов или более, еще более предпочтительно 10 градусов или более и предпочтительно 25 градусов или менее, более предпочтительно 20 градусов или менее, еще более предпочтительно 15 градусов или менее. Например, различие между контактными углами предпочтительно составляет от 1 до 25 градусов включительно, более предпочтительно от 5 до 20 градусов включительно, еще более предпочтительно от 10 до 15 градусов включительно. Более конкретно, контактный угол на участке 16 малого диаметра предпочтительно составляет 60 градусов или более, более предпочтительно 70 градусов или более, еще более предпочтительно 80 градусов или более и предпочтительно 100 градусов или менее, более предпочтительно 95 градусов или менее, еще более предпочтительно 90 градусов или менее. Например, контактный угол на участке 16 малого диаметра предпочтительно составляет от 60 до 100 градусов включительно, более предпочтительно от 70 до 95 градусов включительно, еще более предпочтительно от 80 до 90 градусов включительно. Кроме того, контактный угол на участке 17 большого диаметра предпочтительно составляет 55 градусов или более, более предпочтительно 60 градусов или более, еще более предпочтительно 65 градусов или более и предпочтительно 90 градусов или менее, более предпочтительно 85 градусов или менее, еще более предпочтительно 80 градусов или менее. Например, контактный угол на участке 17 большого диаметра предпочтительно составляет от 55 до 90 градусов включительно, более предпочтительно от 60 до 85 градусов включительно, еще более предпочтительно от 65 до 80 градусов включительно.
[0040]
Как показано на фиг. 3, в нетканом материале согласно настоящему изобретению (первое изобретение), если сфокусировать внимание на одном составляющем волокне 11 из составляющих волокон 11 нетканого материала 1A, точка перехода 18 от участка 16 малого диаметра, соседнего со скрепленным путем сплавления участком 12, к участку 17 большого диаметра расположена в некоторой точке, находящейся от скрепленного путем сплавления участка 12 на расстоянии, равном не более одной трети расстояния T между соседними скрепленными путем сплавления участками 12, 12. В данном документе "точка перехода" 18 в нетканом материале согласно настоящему изобретению (первое изобретение) относится к участку, где диаметр волокна радикально меняется от участка 16 малого диаметра, который тянется с малым диаметром волокна, до участка 17 большого диаметра, который тянется с более значительным диаметром волокна, чем диаметр волокна на участке 16 малого диаметра, и не включает в себя участки, где диаметр волокна меняется непрерывно и постепенно, или участки, где диаметр волокна меняется непрерывно в результате множества этапов. В тех случаях, когда составляющее волокно 11 представляет собой двухкомпонентное волокно типа "сердцевина-оболочка", "точка перехода" 18 в нетканом материале согласно настоящему изобретению (первое изобретение) строго относится к участку, где диаметр волокна меняется благодаря вытягиванию, и не включает в себя состояние, когда диаметр волокна меняется из-за отслаивания, происходящего между первым смоляным компонентом, образующим сердцевину, и вторым смоляным компонентом, образующим оболочку.
[0041]
Выражение "точка перехода 18 расположена в точке, находящейся от скрепленного путем сплавления участка 12 на расстоянии, равном не более одной трети расстояния T между соседними скрепленными путем сплавления участками 12, 12", имеет следующее значение. Составляющее волокно 11 извлекают из нетканого материала 1A случайным образом и увеличивают составляющее волокно 11 (с увеличением 100x-300x) с применением сканирующего электронного микроскопа (JCM-5100 (торговая марка) от компании JEOL Ltd.) таким образом, чтобы можно было исследовать участок составляющего волокна 11 между соседними скрепленными путем сплавления участками 12, 12, как показано на фиг. 3. Затем расстояние T между соответствующими центрами соседних скрепленных путем сплавления участков 12, 12 делят на три равных части. Часть со стороны одного скрепленного путем сплавления участка 12 определяют как область AT, часть со стороны другого скрепленного путем сплавления участка 12 определяют как область BT, и часть в центре определяют как область CT. Вышеупомянутое выражение означает, что точка перехода 18 расположена в пределах области AT или области BT. Кроме того, выражение "нетканый материал 1A, в котором точка перехода 18 расположена в точке, находящейся от скрепленного путем сплавления участка 12 на расстоянии, равном не более одной трети расстояния T между соседними скрепленными путем сплавления участками 12, 12" относится к нетканому материалу, в котором, если из нетканого материала 1A случайным образом извлечь двадцать составляющих волокон 11, из двадцати составляющих волокон 11 найдется, по меньшей мере, одно составляющее волокно 11, в котором точка перехода 18 расположена в области AT или области BT. Более конкретно, с точки зрения улучшения текстуры, число таких составляющих волокон предпочтительно равно 1 или более, более предпочтительно 5 или более, еще более предпочтительно 10 или более.
[0042]
Как дополнительно будет описано ниже, в нетканом материале 1A согласно настоящему варианту осуществления изобретения вытягиванию подвергается не только боковая область 13c, но также верхняя область 13a, которая образует верхний участок ребра 13, и нижняя область 13b, которая образует нижний участок канавки 14, и поэтому плотность волокна в нетканом материале в целом уменьшается по сравнению с плотностью волокна в исходном нетканом материале до осуществления его вытягивания. Поэтому проницаемость жидкости и воздухопроницаемость нетканого материала 1A в целом улучшаются. В частности, среди верхней области 13a, нижней области 13b и боковой области 13c, боковая область 13c наиболее легко подвергается вытягиванию и наиболее легко поддается уменьшению плотности волокна, и проницаемость жидкости и воздухопроницаемость особенно повышаются в боковой области 13c.
[0043]
В нетканом материале 1A согласно настоящему варианту осуществления изобретения плотность волокна в боковой области 13c становится более низкой, чем плотность волокна в верхней области 13a, которая образует верхний участок ребра 13, и плотность волокна в нижней области 13b, которая образует нижний участок канавки 14. В данном документе термин "плотность волокна" относится к массе волокон в единице объема нетканого материала 1A. Высокая плотность волокна означает, что количество волокон, присутствующее в единице объема нетканого материала 1A, является большим, и что расстояние между волокнами является малым. Низкая плотность волокна означает, что количество волокон, присутствующее в единице объема нетканого материала 1A, является небольшим, и что расстояние между волокнами является большим. Следует отметить, что капиллярная сила является большой в секциях с высокой плотностью волокна, и что капиллярная сила является небольшой в секциях с низкой плотностью волокна.
[0044]
На виде в поперечном разрезе нетканого материала 1A, который показан на фиг. 2, в нетканом материале 1A плотность волокна в боковой области 13c, которая находится между верхним участком каждого ребра 13 (верхняя область 13a) и нижним участком каждой канавки 14 (нижняя область 13b), становится самой низкой. Таким образом, в боковой области 13c, количество волокон, присутствующих в единице объема нетканого материала 1A, является наименьшим, а расстояние между волокнами является наибольшим, при этом в нетканом материале 1A в целом улучшается как воздухопроницаемость, так и проницаемость жидкости. Кроме того, благодаря образованию боковой области 13c с возможностью иметь самую низкую плотность волокна, ребра 13 могут легко следовать за движением кожи пользователя, и поэтому можно обеспечивать превосходную текстуру нетканого материала на ощупь. Такую плотность волокна в боковой области 13c можно обеспечивать благодаря производству нетканого материала 1A согласно способу производства, дополнительно описанному ниже.
[0045]
Отношение плотности волокна (D15) в боковой области 13c к плотности волокна (D13) в верхней области 13a или к плотности волокна (D14) в нижней области 13b (D15/D13 или D15/D14) предпочтительно составляет 0,15 или более, более предпочтительно 0,2 или более и предпочтительно 0,9 или менее, более предпочтительно 0,8 или менее и, более конкретно, отношение предпочтительно составляет от 0,15 до 0,9 включительно, более предпочтительно от 0,2 до 0,8 включительно. Что касается конкретных значений плотностей волокна нетканого материала 1A, плотность волокна в верхней области 13a (D13) предпочтительно составляет 80 волокон/мм2 или более, более предпочтительно 90 волокон/мм2 или более и предпочтительно 200 волокон/мм2 или менее, более предпочтительно 180 волокон/мм2 или менее. Более конкретно, плотность волокна в верхней области 13a предпочтительно составляет от 80 до 200 волокон/мм2 включительно, более предпочтительно от 90 до 180 волокон/мм2 включительно. Плотность волокна в нижней области 13b (D14) предпочтительно составляет 80 волокон/мм2 или более, более предпочтительно 90 волокон/мм2 или более и предпочтительно 200 волокон/мм2 или менее, более предпочтительно 180 волокон/мм2 или менее. Более конкретно, плотность волокна в нижней области 13b предпочтительно составляет от 80 до 200 волокон/мм2 включительно, более предпочтительно от 90 до 180 волокон/мм2 включительно. Плотность волокна в боковой области 13c (D15) предпочтительно составляет 30 волокон/мм2 или более, более предпочтительно 40 волокон/мм2 или более и предпочтительно 80 волокон/мм2 или менее, более предпочтительно 70 волокон/мм2 или менее. Более конкретно, плотность волокна в боковой области 13c предпочтительно составляет от 30 до 80 волокон/мм2 включительно, более предпочтительно от 40 до 70 волокон/мм2 включительно. Плотность волокна в верхней области 13a измеряют в месте, расположенном вблизи верхней точки ребра 13. Плотность волокна в нижней области 13b измеряют в месте, расположенном вблизи нижней точки канавки 14. Способ измерения плотности волокна заключается в следующем.
[0046]
Способ измерения плотности волокна в верхней области 13a, нижней области 13b или боковой области 13c
Нетканый материал разрезают с применением острого лезвия (номер продукта FAS-10 от компании Feather Safety Razor Co., Ltd.). Что касается плотности волокна в верхней области 13a, окрестность верхней точки ребра 13, которое представляет собой верхний участок в том случае, если поверхность среза нетканого материала разделить на три равных участка в направлении толщины (Z-направлении), исследуют с применением сканирующего электронного микроскопа при увеличении от 150x до 500x (увеличение настраивают таким образом, чтобы в поперечном сечении можно было сосчитать от 30 до 60 волокон), и на заданной площади (0,5 мм2) считают число поперечных сечений волокон, разрезанных при образовании вышеупомянутой поверхности среза. Затем полученное значение пересчитывают в число поперечных сечений волокон на 1 мм2, которое принимают за плотность волокна в верхней области 13a. Такое измерение осуществляют в трех точках, и среднее значение принимают за плотность волокна в данном образце. Аналогичным образом находят плотность волокна в нижней области 13b путем проведения измерения в окрестности нижней точки канавки 14, которая представляет собой нижний участок, когда поверхность среза нетканого материала разделена на три равных участка в направлении толщины (Z-направлении). Аналогичным образом находят плотность волокна в боковой области 13c путем проведения измерения на центральном участке, когда поверхность среза нетканого материала разделена на три равных участка в направлении толщины (Z-направлении). В качестве сканирующего электронного микроскопа применяют микроскоп JCM-5100 (торговая марка) от компании JEOL Ltd.
[0047]
В нетканом материале 1A согласно настоящему варианту осуществления изобретения число волокон, включающих в себя точку перехода 18, из составляющих волокон, образующих боковую область 13c, становится больше, чем число волокон, включающих в себя точку перехода 18, из составляющих волокон, образующих верхнюю область 13a, и чем число волокон, включающих в себя точку перехода 18, из составляющих волокон, образующих нижнюю область 13b. При этом верхняя область 13a может легко следовать за движением кожи пользователя, и поэтому можно обеспечивать превосходную текстуру нетканого материала на ощупь. Отношение (N15/N13 или N15/N14) числа волокон (N15), включающих в себя точку перехода 18, из составляющих волокон, образующих боковую область 13c, к числу волокон (N13), включающих в себя точку перехода 18, из составляющих волокон, образующих верхнюю область 13a, или к числу волокон (N14), включающих в себя точку перехода 18, из составляющих волокон, образующих нижнюю область 13b, предпочтительно составляет 2 или более, более предпочтительно 5 или более и предпочтительно 20 или менее, более предпочтительно 20 или менее и, более конкретно, такое отношение предпочтительно составляет от 2 до 20 включительно, более предпочтительно от 5 до 20 включительно. Что касается конкретных значений числа волокон, включающих в себя точку перехода 18 в нетканом материале 1A, число волокон (N13), включающих в себя точку перехода 18, из составляющих волокон, образующих верхнюю область 13a, предпочтительно составляет 1 или более, более предпочтительно 5 или более, и предпочтительно 15 или менее, более предпочтительно 15 или менее и, более конкретно, число волокон (N13) предпочтительно составляет от 1 до 15 включительно, более предпочтительно от 5 до 15 включительно. Число волокон (N14), включающих в себя точку перехода 18, из составляющих волокон, образующих нижнюю область 13b, предпочтительно составляет 1 или более, более предпочтительно 5 или более, и предпочтительно 15 или менее, более предпочтительно 15 или менее и, более конкретно, число волокон (N14) предпочтительно составляет от 1 до 15 включительно, более предпочтительно от 5 до 15 включительно. Число волокон (N15), включающих в себя точку перехода 18, из составляющих волокон, образующих боковую область 13c, предпочтительно составляет 5 или более, более предпочтительно 10 или более, и предпочтительно 20 или менее, более предпочтительно 20 или менее и, более конкретно, число волокон (N15) предпочтительно составляет от 5 до 20 включительно, более предпочтительно от 10 до 20 включительно. Способ измерения числа волокон, включающих в себя точку перехода 18, состоит в следующем.
[0048]
Способ измерения числа волокон, включающих в себя точку перехода 18, из составляющих волокон, образующих верхнюю область 13a, нижнюю область 13b или боковую область 13c
Что касается числа волокон, включающих в себя точку перехода 18, из составляющих волокон 11, образующих верхнюю область 13a, окрестность верхней точки ребра 13, которое представляет собой верхний участок, в том случае, если поверхность среза нетканого материала разделить на три равных участка в направлении толщины (Z-направлении), исследуют при увеличении с применением сканирующего электронного микроскопа (увеличение настраивают таким образом, чтобы в поперечном сечении можно было сосчитать от 30 до 60 волокон; от 50x до 500x). Случайным образом извлекают двадцать составляющих волокон 11, образующих верхнюю область 13a, и среди двадцати составляющих волокон 11 подсчитывают число волокон, включающих в себя точку перехода 18. Волокно, включающее в себя одну или несколько точек перехода 18 между скрепленными путем сплавления участками, принимают за волокно, включающее в себя точку перехода 18; волокно, включающее в себя множество точек перехода, также принимают за такое волокно. Полученное число принимают за число волокон, включающих в себя точку перехода 18, из составляющих волокон, образующих верхнюю область 13a. Указанное измерение осуществляют в трех точках, и среднее значение принимают за число волокон, включающих в себя точку перехода 18, из составляющих волокон, образующих верхнюю область 13a в данном образце. Аналогичным образом находят число волокон, включающих в себя точку перехода 18, из составляющих волокон 11, образующих нижнюю область 13b, путем проведения измерения в окрестности нижней точки канавки 14, которая представляет собой нижний участок, в том случае, если поверхность среза нетканого материала разделить на три равных участка в направлении толщины (Z-направлении). Аналогичным образом находят число волокон, включающих в себя точку перехода 18, из составляющих волокон 11, образующих боковую область 13c, путем проведения измерения на центральном участке в том случае, если поверхность среза нетканого материала разделить на три равных участка в направлении толщины (Z-направлении). В качестве сканирующего электронного микроскопа применяют микроскоп JCM-5100 (торговая марка) от компании JEOL Ltd.
[0049]
Нетканый материал 1A согласно настоящему варианту осуществления изобретения применяют, например, во впитывающем изделии, таком как одноразовый подгузник или гигиеническая прокладка, включающем в себя: верхний лист, расположенный со стороны поверхности, обращенной к коже; задний лист, расположенный со стороны поверхности, необращенной к коже; и впитывающий элемент, помещенный между верхним листом и задним листом. В частности, из составляющих элементов впитывающего изделия верхний лист может представлять собой нетканый материал 1A, или проницаемый для жидкости нижележащий слой, расположенный между верхним листом и впитывающим элементом, может представлять собой нетканый материал 1A. В случае использования нетканого материала 1A в качестве верхнего листа доля площади, вступающей в соприкосновение с кожей, уменьшается, поскольку нетканый материал 1A представляет собой нетканый материал, имеющий структуру с выступами и впадинами, и поэтому вряд ли будет происходить натирание (кожи). Кроме того, при выборе нетканого материала 1A в качестве верхнего листа или нижележащего слоя может повышаться сопротивление сжатию, поскольку нетканый материал 1A представляет собой нетканый материал, имеющий структуру с выступами и впадинами, при этом улучшается ощущение мягкого касания, а также предотвращается повторное смачивание материала текучей средой организма.
[0050]
Что касается толщины нетканого материала 1A, общую толщину нетканого материала 1A на его виде сбоку указывают как толщину листа TS, и локальную толщину нетканого материала 1A, закругленного при образовании выступов и впадин, указывают как толщину слоя TL. Толщину листа TS можно регулировать в зависимости от требований, связанных с областью применения. В тех случаях, когда нетканый материал применяют в качестве верхнего листа или нижележащего слоя впитывающего изделия, толщина листа TS предпочтительно составляет 0,5 мм или более, более предпочтительно 1 мм или более, и предпочтительно 7 мм или менее, более предпочтительно 5 мм или менее и, более конкретно, толщина листа TS предпочтительно составляет от 0,5 до 7 мм включительно, более предпочтительно от 1 до 5 мм включительно. При выборе толщины листа в указанном диапазоне скорость поглощения текучей среды организма во время применения становится высокой, подавляется повторное смачивание листа жидкостью из впитывающего элемента и, кроме того, можно достичь умеренно выраженных смягчающих свойств (для смягчения контакта с кожей пользователя).
[0051]
Толщина слоя TL может отличаться на различных участках нетканого материала 1A, и может регулироваться в зависимости от требований, связанных с областью применения. В тех случаях, когда нетканый материал применяют в качестве верхнего листа или нижележащего слоя впитывающего изделия, толщина слоя TL1 в верхней области 13a предпочтительно составляет 0,1 мм или более, более предпочтительно 0,2 мм или более и предпочтительно 3,0 мм или менее, более предпочтительно 2,0 мм или менее и, более конкретно, толщина слоя TL1 предпочтительно составляет от 0,1 до 3,0 мм включительно, более предпочтительно от 0,2 до 2,0 мм включительно. Толщина слоя TL2 в нижней области 13b предпочтительно составляет 0,1 мм или более, более предпочтительно 0,2 мм или более и предпочтительно 3,0 мм или менее, более предпочтительно 2,0 мм или менее и, более конкретно, толщина слоя TL2 предпочтительно составляет от 0,1 до 3,0 мм включительно, более предпочтительно от 0,2 до 2,0 мм включительно. Толщина слоя TL3 в боковой области 13c предпочтительно составляет 0,1 мм или более, более предпочтительно 0,2 мм или более и предпочтительно 3,0 мм или менее, более предпочтительно 2,0 мм или менее и, более конкретно, толщина слоя TL3 предпочтительно составляет от 0,1 до 3,0 мм включительно, более предпочтительно от 0,2 до 2,0 мм включительно. При выборе толщин слоев в вышеупомянутых диапазонах скорость поглощения текучей среды организма во время применения становится высокой, подавляется повторное смачивание материала жидкостью из впитывающего элемента и, кроме того, можно достичь умеренно выраженных смягчающих свойств (для смягчения контакта с кожей пользователя).
[0052]
Толщину листа TS и толщину слоя TL измеряют согласно следующему способу.
В способе измерения толщины листа (TS) измерение осуществляют с применением устройства для измерения толщины (толщиномера) при условии, что к нетканому материалу 1A прилагается нагрузка 0,05 кПа. В устройстве для измерения толщины применяется лазерный измеритель смещения от корпорации OMRON. Измерение толщины осуществляют в десяти точках, рассчитывают усредненное значение и принимают его за толщину листа.
В способе измерения толщины слоя TL исследуют поперечное сечение листа при увеличении приблизительно 20x с помощью цифрового микроскопа VHX-900 от компании Keyence Corporation и измеряют толщину каждого слоя.
[0053]
На виде сверху нетканого материала 1A шаг между верхними областями 13a, соседними друг с другом в Y-направлении, можно регулировать в зависимости от требований, связанных с областью применения. В тех случаях, когда нетканый материал применяют в качестве верхнего листа или нижележащего слоя впитывающего изделия, шаг предпочтительно составляет 1 мм или более, более предпочтительно 1,5 мм или более и предпочтительно 15 мм или менее, более предпочтительно 10 мм или менее и, более конкретно, шаг предпочтительно составляет от 1 до 15 мм включительно, более предпочтительно от 1,5 до 10 мм включительно.
[0054]
Поверхностную плотность нетканого материала 1A можно регулировать согласно конкретной области применения нетканого материала 1A. В тех случаях, когда нетканый материал применяют в качестве верхнего листа или нижележащего слоя впитывающего изделия, среднее значение поверхностной плотности на протяжении листа в целом предпочтительно составляет 15 г/м2 или более, более предпочтительно 20 г/м2 или более и предпочтительно 50 г/м2 или менее, более предпочтительно 40 г/м2 или менее и, более конкретно, среднее значение поверхностной плотности на протяжении листа в целом предпочтительно составляет от 15 до 50 г/м2 включительно, более предпочтительно от 20 до 40 г/м2 включительно.
[0055]
На поверхность составляющих волокон 11 нетканого материала 1A наносят средство для обработки волокон. В частности, предпочтительно, чтобы средство для обработки волокон, наносилось на поверхность волокна с высоким относительным удлинением в составляющих волокнах 11 на стадии материала. Средство для обработки волокон предпочтительно включает в себя компонент, обладающий способностью к растеканию, и более предпочтительно включает в себя компонент, обладающий способностью к растеканию, и гидрофильный компонент. В данном документе "компонент, обладающий способностью к растеканию" относится к компоненту, который при нанесении на поверхность волокна легко растекается по всей поверхности волокна при низкой температуре, и который обладает превосходной текучестью при низкой температуре. Примером такого компонента, обладающего способностью к растеканию, является силиконовая смола с низкой точкой стеклования и гибкой молекулярной цепью. В качестве силиконовой смолы предпочтительно применяют полиорганосилоксан с цепью Si-O-Si в качестве основной цепи. Считается, что когда средство для обработки волокон, наносимое на поверхность волокон, включает в себя компонент, обладающий способностью к растеканию, и гидрофильный компонент, последующее действие такого компонента приводит к следующему: во время вытягивания волокон компонент, обладающий способностью к растеканию, легко растекается (по поверхности), в то время как гидрофильный компонент растекается с меньшей вероятностью, что приводит к изменению уровня гидрофильности на участках волокон, подвергнутых вытягиванию.
[0056]
Следует отметить, что если специально не указано иначе, в случае применения "средства для обработки волокон" в качестве основы для расчета содержания компонента, включенного в средство для обработки волокон, такого как компонент, обладающий способностью к растеканию, служит "средство для обработки волокон, уже нанесенное на нетканый материал", а не средство для обработки волокон до его нанесения на нетканый материал. В тех случаях, когда средство для обработки волокон наносят на нетканый материал с выступами и впадинами, обычно применяют разбавленный раствор, полученный разбавлением средства для обработки волокон подходящим растворителем, таким как вода. Следовательно, расчет содержания компонента в средстве для обработки волокон, например, расчет содержания компонента, обладающего способностью к растеканию, в средстве для обработки волокон, может быть основан на общей массе разбавленного средства для обработки волокон.
[0057]
Обладает или нет компонент способностью к растеканию, устанавливают следующим образом. В частности, средство для обработки волокон, подлежащее уточнению, наносят на поверхность волокна с высоким относительным удлинением, которое не было обработано другими средствами для обработки волокон, и измеряют уровень гидрофильности волокна с высоким относительным удлинением, покрытого средством для обработки волокон, согласно вышеупомянутому "Способу измерения контактного угла". Затем волокно с высоким относительным удлинением, покрытое средством для обработки волокон, подвергают вытягиванию до 2,0-кратного удлинения при условии, что в исходном волокне при этом образуются участки 16 малого диаметра и участки 17 большого диаметра. Затем измеряют уровень гидрофильности образованного таким образом участка 17 большого диаметра согласно вышеупомянутому "Способу измерения контактного угла". Если различие между уровнем гидрофильности волокна с высоким относительным удлинением до осуществления его вытягивания и уровнем гидрофильности участка 17 большого диаметра составляет 10 градусов или более, считают, что компонент, включенный в средство для обработки волокон, представляет собой компонент, обладающий способностью к растеканию. Другими словами, способность к растеканию также можно определять следующим образом: составляющее волокно 11, включающее в себя участки 16 малого диаметра и участок 17 большого диаметра, извлекают из составляющих волокон нетканого материала 1A; в таком составляющем волокне 11 согласно вышеупомянутому "Способу измерения контактного угла" измеряют контактный угол воды в месте расположения участка 16 малого диаметра и контактный угол в месте расположения участка 17 большого диаметра и затем, если различие между контактным углом на участке 16 малого диаметра и контактным углом на участке 17 большого диаметра составляет 10 градусов или более, считают, что в средство для обработки волокон включен компонент, обладающий способностью к растеканию. В случаях определения компонента, применяемого в отношении составляющих волокон нетканого материала, используемого в имеющемся в продаже продукте, таком как подгузник, представляющий интерес нетканый материал отделяют от продукта, с применением этанола или смешанного растворителя этанол/метанол извлекают средство для обработки и проводят анализ компонентов. Установленные компоненты подвергают вышеупомянутому измерению для определения того, является или нет каждый из компонентов компонентом, обладающим способностью к растеканию.
[0058]
В качестве полиорганосилоксана можно применять любой из линейных полиорганосилоксанов, полиорганосилоксанов со сшитой двухмерной или трехмерной сетчатой структурой. Предпочтительными являются по существу линейные полиорганосилоксаны.
[0059]
Конкретными примерами предпочтительных полиорганосилоксанов являются полимеры на основе алкилалкоксисилана, арилалкоксисилана и/или алкилгалогенсилоксана и на основе циклических силоксанов. Типичным примером алкоксигруппы является метоксигруппа. Подходящими примерами алкильной группы являются C1-18-алкильные группы, предпочтительно C1-8-алкильные группы, более предпочтительно C1-4-алкильные группы, которые могут содержать боковую цепь. Примеры арильной группы включают в себя фенильную группу, алкилфенильные группы и алкоксифенильные группы. Вместо алкильной группы или арильной группы можно использовать циклические углеводородные группы, такие как циклогексильная группа или циклопентильная группа, или аралкильные группы, такие как бензильная группа.
[0060]
Примеры обычно предпочтительных полиорганосилоксанов включают в себя полидиметилсилоксан, полидиэтилсилоксан и полидипропилсилоксан, и особенно предпочтительным является полидиметилсилоксан.
[0061]
Предпочтительно, чтобы молекулярная масса полиорганосилоксана была высокой и, более конкретно, его средневесовая молекулярная масса предпочтительно составляет 100000 или выше, более предпочтительно 150000 или выше, еще более предпочтительно 200000 или выше и предпочтительно 1000000 или меньше, более предпочтительно 800000 или меньше, еще более предпочтительно 600000 или меньше. Кроме того, в случае полиорганосилоксана возможно применение двух или более полиорганосилоксанов с разными молекулярными массами. В случаях применения двух или более полиорганосилоксанов с разными молекулярными массами предпочтительно, чтобы средневесовая молекулярная масса одного полиорганосилоксана предпочтительно составляла 100000 или выше, более предпочтительно 150000 или выше, еще более предпочтительно 200000 или выше, и предпочтительно 1000000 или меньше, более предпочтительно 800000 или меньше, еще более предпочтительно 600000 или меньше; а средневесовая молекулярная масса другого полиорганосилоксана предпочтительно составляла меньше 100000, более предпочтительно 50000 или меньше, более предпочтительно 35000 или меньше, еще более предпочтительно 20000 или меньше, и предпочтительно 2000 или выше, более предпочтительно 3000 или выше, еще более предпочтительно 5000 или выше. Кроме того, что касается массового соотношения компонентов, предпочтительное соотношение компонентов смеси, состоящей из полиорганосилоксана со средневесовой молекулярной массой 100000 или выше и полиорганосилоксана со средневесовой молекулярной массой меньше 100000 (первый:последний), предпочтительно составляет от 1:10 до 4:1, более предпочтительно от 1:5 до 2:1.
[0062]
Средневесовую молекулярную массу полиорганосилоксана измеряют с помощью GPC (гель-фильтрационной хроматографии). Условия измерения приведены ниже. Молекулярную массу рассчитывают относительно полистирола.
Разделительная колонка: GMHHR-H+GMHHR-H (катионная)
Элюент: L Farmin DM20/CHCl3
Скорость потока растворителя: 1,0 мл/мин
Температура разделительной колонки: 40°C.
[0063]
С точки зрения увеличения изменения уровня гидрофильности (градиента гидрофильности) в волокне, содержание полиорганосилоксана в средстве для обработки волокон предпочтительно составляет 1 масс.% или более, более предпочтительно 5 масс.% или более, и предпочтительно 30 масс.% или менее, более предпочтительно 20 масс.% или менее. Более конкретно, содержание полиорганосилоксана в средстве для обработки волокон предпочтительно составляет от 1 до 30 масс.% включительно, более предпочтительно от 5 до 20 масс.% включительно.
[0064]
В качестве полиорганосилоксана можно применять имеющиеся в продаже продукты. Подходящие примеры включают в себя продукт "KF-96H-1,000,000 Cs" (производимый компанией Shin-Etsu Chemical Co., Ltd.) и "SH200 Fluid 1000000 Cs" (производимый компанией Dow Corning Toray Co., Ltd.). Также можно применять продукт "KM-903" (производимый компанией Shin-Etsu Chemical Co., Ltd.) и продукт "BY22-060" (производимый компанией Dow Corning Toray Co., Ltd.), каждый из которых представляет собой смесь, включающую в себя два полиорганосилоксана.
[0065]
В качестве гидрофильного компонента можно использовать, например, цвиттерионное поверхностно-активное вещество или неионогенное поверхностно-активное вещество.
[0066]
Примеры цвиттерионного поверхностно-активного вещества включают в себя цвиттерионные поверхностно-активные вещества типа бетаинов, такие как алкил(C1-30)бетаин, алкил(C1-30)амидоалкил(C1-4)диметилбетаин, алкил(C1-30)дигидроксиалкил(C1-30)бетаин, и амфотерные поверхностно-активные вещества типа сульфобетаинов; амфотерные поверхностно-активные вещества аминокислотного типа, такие как поверхностно-активные вещества типа аланина (например, типа алкил(C1-30)аминопропионовой кислоты и типа алкил(C1-30)иминодипропионовой кислоты); и амфотерные поверхностно-активные вещества типа глицина (например, типа алкил(C1-30)аминоуксусной кислоты), амфотерные поверхностно-активные вещества, такие как алкилбетаин; и амфотерные поверхностно-активные вещества типа аминосульфоновых кислот, такие как амфотерные поверхностно-активные вещества типа алкил(C1-30)таурина. Из перечисленных выше веществ предпочтительными являются цвиттерионные поверхностно-активные вещества типа бетаина. Более предпочтительным является алкил(C1-30)бетаин, и еще более предпочтительным является C16-22-алкилбетаин, например, стеарилбетаин.
[0067]
Примеры неионогенного поверхностно-активного вещества включают в себя сложные эфиры жирных кислот (жирная кислота предпочтительно содержит от 8 до 60 атомов углерода) и полиолов, такие как сложные эфиры жирных кислот и глицерина, сложные эфиры жирных кислот и полиглицерина (предпочтительно n=2-10) и сложные эфиры жирных кислот и сорбита; полиоксиалкилен(количество добавленных молей: 2-20)алкил(C8-22)амиды; простые алкиловые(C8-22) эфиры полиоксиалкиленов (количество добавленных молей: 2-20); полиоксиалкилен-модифицированный силикон; и аминомодифицированный силикон.
[0068]
Предпочтительно, чтобы кроме компонента, обладающего способностью к растеканию, и гидрофильного компонента средство для обработки волокон дополнительно включало в себя гидрофобный компонент. Примеры гидрофобного компонента включают в себя сложный алкилфосфатный эфир и анионное поверхностно-активное вещество, представленное ниже общей формулой (1) (также упоминаемое в дальнейшем просто как "анионное поверхностно-активное вещество").
Формула 1

где Z представляет собой линейную или разветвленную C1-12-алкильную цепь, которая может включать в себя сложноэфирную группу, амидную группу, аминогруппу, полиоксиалкиленовую группу, простую эфирную группу или двойную связь; каждый из R1 и R2 независимо представляет собой линейную или разветвленную C2-16-алкильную группу, которая может включать в себя сложноэфирную группу, амидную группу, полиоксиалкиленовую группу, простую эфирную группу или двойную связь; X представляет собой ―SO3M, ―OSO3M или ―COOM; и M представляет собой H, Na, K, Mg, Ca или аммоний.
[0069]
Сложный алкилфосфатный эфир примешивают к средству для обработки волокон, чтобы улучшить такие характеристики, как однородность полотна и легкость прохождения сырьевой смеси через кардочесальную машину, увеличивая при этом выработку нетканого материала и предотвращая ухудшение его качества. Конкретные примеры сложного алкилфосфатного эфира включают в себя: сложные эфиры с насыщенной углеродной цепью, такие как сложный стеарилфосфатный эфир, сложный миристилфосфатный эфир, сложный лаурилфосфатный эфир и сложный пальмитилфосфатный эфир; сложные эфиры с ненасыщенной углеродной цепью, такие как сложный олеилфосфатный эфир и сложный пальмитолеилфосфатный эфир; и сложные эфиры, содержащие вышеупомянутые углеродные цепи в боковой цепи. Более предпочтительно сложный алкилфосфатный эфир представляет собой полностью нейтрализованную или частично нейтрализованную соль сложного моно- или диалкилфосфатного эфира, включающего в себя углеродную цепь, содержащую от 16 до 18 атомов углерода. Примеры солей сложного алкилфосфатного эфира включают в себя соли щелочных металлов, таких как натрий и калий, аммония и различных аминов. Такие сложные алкилфосфатные эфиры можно применять по отдельности, или можно применять два или более таких соединений в форме смеси.
[0070]
С точки зрения, например, однородности полотна и легкости прохождения через кардочесальную машину, содержание сложного алкилфосфатного эфира предпочтительно составляет 5 масс.% или более, более предпочтительно 10 масс.% или более. Чтобы не препятствовать гидрофобизации волокон с помощью полиорганосилоксана в результате термообработки, содержание сложного алкилфосфатного эфира предпочтительно составляет 30 масс.% или менее, более предпочтительно 25 масс.% или менее.
[0071]
Что касается массового соотношения компонентов, отношение содержания полиорганосилоксана к содержанию сложного алкилфосфатного эфира в средстве для обработки волокон (первый: последний) предпочтительно составляет от 1:5 до 10:1, более предпочтительно от 1:2 до 3:1.
[0072]
Анионное поверхностно-активное вещество, представленное вышеупомянутой общей формулой (1), относится к компоненту, который не охватывает вышеупомянутый сложный алкилфосфатный эфир. Анионные поверхностно-активные вещества, представленные вышеупомянутом общей формулой (1), можно применять по отдельности, или в форме смеси можно применять два или более таких вещества.
[0073]
Примеры вышеупомянутого анионного поверхностно-активного вещества, в котором X в общей формуле (1) представляет собой ―SO3M, то есть в котором гидрофильная группа представляет собой сульфоновую кислоту или ее соль, включают в себя диалкилсульфоновые кислоты и их соли. Конкретные примеры диалкилсульфоновых кислот включают в себя: соединения, получаемые путем этерификации дикарбоновой кислоты и сульфонированием полученного сложного диэфира в альфа-положении, причем дикарбоновая кислота, например, представляет собой диалкилсульфоянтарные кислоты, такие как диоктадецилсульфоянтарная кислота, дидецилсульфоянтарная кислота, дитридецилсульфоянтарная кислота и ди-2-этилгексилсульфоянтарная кислота; и диалкилсульфоглутаровые кислоты; сложные алкиловые эфиры (или амиды) жирных альфа-сульфокислот, получаемые сульфонированием в альфа-положении сложного эфира (или амида) насыщенной жирной кислоты или ненасыщенной жирной кислоты, такие как сложный 1-этиловый эфир (или амид) 2-сульфотетрадекановой кислоты (натриевая соль) и сложный 1-этиловый эфир (или амид) 2-сульфогексадекановой кислоты (натриевая соль); и диалкилалкенсульфоновые кислоты, получаемые сульфонированием внутренней олефиновой связи углеводородной цепи или внутренней олефиновой связи ненасыщенной жирной кислоты. Число атомов углерода в каждой из двух цепей алкильных групп в диалкилсульфоновой кислоте предпочтительно составляет от 4 до 14 включительно, более предпочтительно от 6 до 10 включительно.
[0074]
Более конкретные примеры вышеупомянутого анионного поверхностно-активного вещества, в котором гидрофильная группа представляет собой сульфоновую кислоту или ее соль, включают в себя следующие анионные поверхностно-активные вещества.
[0075]
Формула 2
[0076]
Формула 3
[0077]
Примеры вышеупомянутого анионного поверхностно-активного вещества, в котором X в общей формуле (1) представляет собой ―OSO3M, то есть, в котором гидрофильная группа представляет собой серную кислоту или ее соль, включают в себя сложные эфиры диалкилсерной кислоты. Конкретные примеры таких эфиров включают в себя: соединения, получаемые сульфатированием спирта, содержащего разветвленную цепь, такие как 2-этилгексилсульфат (натриевая соль) и 2-гексилдецилсульфат (натриевая соль); соединения, получаемые путем введения POE-цепи между сернокислотной группой и спиртом с разветвленной цепью, такие как 2-гексилдецил(полиоксиэтилен)сульфат и 2-гексилдецил(полиоксиэтилен)сульфат; и соединения, получаемые сульфатированием сложного эфира (или амида) жирной гидроксикислоты, такие как сложный 1-метиловый эфир (или амид) 12-сульфатированной стеариновой кислоты и сложный 1-метиловый эфир (или амид) 3-сульфатированной гексановой кислоты.
[0078]
Более конкретные примеры вышеупомянутого анионного поверхностно-активного вещества, в котором гидрофильная группа представляет собой серную кислоту или ее соль, включают в себя следующие анионные поверхностно-активные вещества.
Формула 4
[0079]
Примеры вышеупомянутого анионного поверхностно-активного вещества, в котором X в общей формуле (1) представляет собой ―COOM, то есть в котором гидрофильная группа представляет собой карбоновую кислоту или ее соль, включают в себя диалкилкарбоновые кислоты. Конкретные примеры таких соединений включают в себя: соединения, получаемые алкоксилированием гидроксигруппы жирной гидроксикислоты и образованием натриевой соли жирной кислоты, такие как натриевая соль 11-этоксигептадеканкарбоновой кислоты и натриевая соль 2-этоксипентакарбоновой кислоты; соединения, получаемые при взаимодействии хлорангидрида алкоксилированной жирной гидроксикислоты с аминогруппой аминокислоты, такой как саркозин или глицин, и образовании натриевой соли аминокислоты, которая соединена с карбоновой кислотой; и соединения, получаемые при взаимодействии хлорангидрида жирной кислоты с аминогруппой аргининовой кислоты.
[0080]
Более конкретные примеры вышеупомянутого анионного поверхностно-активного вещества, в котором гидрофильная группа представляет собой карбоновую кислоту или ее соль, включают в себя следующие анионные поверхностно-активные вещества.
Формула 5
[0081]
Содержание анионного поверхностно-активного вещества, представленного общей формулой (1), предпочтительно составляет 1 масс.% или более, более предпочтительно 5 масс.% или более; и поскольку слишком высокая гидрофильность заставляет жидкость удерживаться (в нетканом материале), ухудшая при этом сухость, содержание анионного поверхностно-активного вещества предпочтительно составляет 20 масс.% или менее, более предпочтительно 13 масс.% или менее. Содержание анионного поверхностно-активного вещества, представленного общей формулой (1), предпочтительно составляет от 1 до 20 масс.% включительно, более предпочтительно от 5 до 13 масс.% включительно.
[0082]
Что касается массового соотношения компонентов, отношение содержания полиорганосилоксана к содержанию анионного поверхностно-активного вещества, представленного общей формулой (1), в средстве для обработки волокон (первый: последний) предпочтительно составляет от 1:3 до 4:1, более предпочтительно от 1:2 до 3:1.
[0083]
Кроме того, помимо компонента, обладающего способностью к растеканию, гидрофильного компонента, сложного алкилфосфатного эфира и анионного поверхностно-активного вещества средство для обработки волокон может включать в себя, например, (другое) анионное поверхностно-активное вещество или катионное поверхностно-активное вещество.
[0084]
Примеры (другого) анионного поверхностно-активного вещества включают в себя алкилфосфаты натрия, простые алкилэфирфосфаты натрия, диалкилфосфаты натрия, диалкилсульфосукцинаты натрия, алкилбензолсульфонаты натрия, алкилсульфонаты натрия, алкилсульфаты натрия и втор-алкилсульфаты натрия (где число атомов углерода в алкильной группе любого из таких анионных поверхностно-активных веществ предпочтительно составляет от 6 до 22 включительно, более предпочтительно от 8 до 22 включительно). Несмотря на то, что выше упоминаются соли натрия, также можно применять соли других щелочных металлов, такие как соли калия.
[0085]
Примеры катионных поверхностно-активных веществ включают в себя галогениды алкил(или алкенил)триметиламмония, галогениды диалкил(или алкенил)диметиламмония и галогениды алкил пиридиния или алкенилпиридиния. Такие соединения предпочтительно содержат C6-18-алкильные группы или C6-18-алкенильные группы. Примеры галогенов в упомянутых выше галогенидных соединениях включают в себя хлор и бром.
[0086]
Средство для обработки волокон также может включать в себя средство для обработки, например, ингибитор адгезии, такой как модифицированный силикон, средство для окрашивания волокон или смазку.
[0087]
В качестве способа нанесения средства для обработки волокон на поверхность составляющих волокон 11 без особого ограничения можно использовать любой из различных, известных способов нанесения с примерами, включающими в себя нанесение покрытия распылением, нанесение покрытия с помощью щелевого устройства для нанесения покрытий, нанесение покрытия с помощью перемещающегося валика и окунание в средство для обработки волокон. Такая обработка может осуществляться на волокнах перед получением полотна или может осуществляться после переработки волокна в полотно любым из различных способов. Однако необходимо осуществлять обработку по нанесению средства для обработки волокон до описанной далее обработки вытягиванием. Волокна, на поверхность которых было нанесено средство для обработки волокон, сушат, например, в сушилке с наддувом горячего воздуха при температуре, которая существенно ниже точки плавления полиэтиленовой смолы (например, при температуре 120°C или менее).
[0088]
Нетканый материал согласно настоящему изобретению (первое изобретение) производят согласно способу производства нетканого материала, включающего в себя: стадию скрепления путем сплавления составляющих волокон волокнистого полотна, скрепляемых путем сплавления друг с другом в местах пересечения волокон, в виде скрепленного путем сплавления участка; причем волокнистое полотно включает в себя волокно с высоким относительным удлинением, на которое было нанесено средство для обработки волокон; и стадию вытягивания для вытягивания скрепленного путем сплавления волокнистого полотна в одном направлении после стадии скрепления путем сплавления. Вариант осуществления способа производства нетканого материал согласно настоящему изобретению (первое изобретение) будет описан со ссылкой на фиг. 4 с помощью примера предпочтительного способа производства вышеупомянутого нетканого материала 1A. На фиг. 4 схематично проиллюстрировано предпочтительное производственное устройство 100, применяемое в способе производства нетканого материала 1A. Производственное устройство 100 соответствующим образом применяют для производства нетканого материала способом воздушной набивки. Производственное устройство 100 включает в себя секцию 200 формования полотна, секцию 300 обработки горячим воздухом и секцию 400 вытягивания в указанном порядке, начиная со стороны начала производственного процесса в сторону его окончания.
[0089]
Как показано на фиг. 4, секция 200 формования полотна включает в себя холстоформирующее устройство 201. В качестве холстоформирующего устройства 201 применяют кардочесальную машину. Без особого ограничения можно применять любую кардочесальную машину, подобную машинам, обычно применяемым в области техники, относящейся к впитывающим изделиям. Согласно конкретному применению нетканого материала 1A, вместо кардочесальной машины можно применять другие устройства для производства полотен, такие как устройство для аэродинамического формования полотна (пневмоукладки).
[0090]
Как показано на фиг. 4, секция 300 обработки горячим воздухом включает в себя сушильную камеру 301. В сушильную камеру 301 может вдуваться горячий воздух согласно способу воздушной набивки. Секция 300 обработки горячим воздухом также включает в себя бесконечную конвейерную ленту 302, представляющую собой воздухопроницаемую сетку. Конвейерная лента 302 движется по кругу, проходя через сушильную камеру 301. Конвейерная лента 302 изготовлена из смолы, такой как полиэтилентерефталат, или из металла.
[0091]
Предпочтительно регулировать температуру горячего воздуха, вдуваемого в сушильную камеру 301, и время термообработки таким образом, чтобы волокна с высоким относительным удлинением, включенные в составляющие волокна 11 волокнистого полотна 10, подвергались термоскреплению путем сплавления в местах пересечения волокон. Более конкретно, предпочтительно доводить температуру горячего воздуха до температуры, которая превышает точку плавления смолы с самой низкой точкой плавления в составляющих волокнах 11 волокнистого полотна 10 на 0°C-30°C. Предпочтительно регулировать время термообработки в диапазоне от 1 до 5 секунд в соответствии с температурой горячего воздуха. С точки зрения содействия дополнительному перепутыванию составляющих волокон 11, скорость потока горячего воздуха предпочтительно составляет приблизительно от 0,3 до 1,5 м/сек. Скорость транспортировки предпочтительно составляет приблизительно от 5 до 100 м/мин.
[0092]
Как показано на фиг. 4 и 5, секция 400 вытягивания включает в себя пару валков 401, 402 с выступами и впадинами, способных к зацеплению друг с другом. Пара валков 401, 402 с выступами и впадинами образована с возможностью их нагрева. Каждый из валков 401, 402 снабжен выступами 403, 404, определяемыми большим диаметром валка, и впадинами (не показаны), определяемыми малым диаметром валка; причем выступы и впадины расположены поочередно в направлении вдоль оси каждого из валков. Валки 401, 402 с выступами и впадинами можно подвергать нагреванию или не подвергать нагреванию. Однако в тех случаях, когда валки 401, 402 с выступами и впадинами подвергаются нагреванию, с точки зрения облегчения вытягивания волокон с высоким относительным удлинением, включенных в составляющие волокна 11 описанного далее волокнистого листа 1a, предпочтительно, чтобы температура нагревания была равна или превышала точку стеклования смолы с самой высокой точкой стеклования в волокнах с высоким относительным удлинением; и была равна или ниже точки плавления смолы с самой низкой точкой плавления в волокнах с высоким относительным удлинением; и более предпочтительно, чтобы температура нагревания превышала вышеупомянутую точку стеклования волокна, по меньшей мере, на 10°C и была ниже вышеупомянутой точки плавления, по меньшей мере, на 10°C; и еще более предпочтительно, чтобы температура нагревания превышала вышеупомянутую точку стеклования волокна, по меньшей мере, на 20°C и была ниже вышеупомянутой точки плавления, по меньшей мере, на 20°C. Например, в случаях применения нагревания при использовании волокна со структурой "сердцевина-оболочка", включающего в себя в качестве сердцевины PET с точкой стеклования 67°C и точкой плавления 258°C и в качестве оболочки PE с точкой стеклования -20°C и точкой плавления 135°C, валок (валки) нагревают до температуры предпочтительно в диапазоне от 67°C до 135°C включительно, более предпочтительно от 77°C до 125°C включительно, еще более предпочтительно от 87°C до 115°C включительно.
[0093]
Кроме того, в производственном устройстве 100, которое показано на фиг. 6, расстояние (шаг) между выступами 403, 403, которые определяются большим диаметром валка 401 и являются соседними друг другу в направлении вдоль оси валка; и расстояние (шаг) между выступами 404, 404, которые определяются большим диаметром валка 402 и являются соседними друг другу в направлении вдоль оси валка, представляют собой одинаковое расстояние (шаг) w. С точки зрения эффективного вытягивания волокон с высоким относительным удлинением, включенных в составляющие волокна 11 волокнистого лист 1a, в устройстве для вытягивания, чтобы вышеупомянутая точка перехода от участка малого диаметра к участку большого диаметра расположилась вблизи скрепленного путем сплавления участка, улучшая при этом текстуру нетканого материала на ощупь, расстояние (шаг) w предпочтительно составляет 1 мм или более, более предпочтительно 1,5 мм или более, и предпочтительно 10 мм или менее, более предпочтительно 8 мм или менее и, более конкретно, расстояние (шаг) w предпочтительно составляет от 1 до 10 мм включительно, более предпочтительно от 1,5 до 8 мм включительно. С той же точки зрения, глубина зацепления t (расстояние между верхней точкой выступа 403, определяемого большим диаметром, и верхней точкой выступа 404, определяемого большим диаметром, соседних друг другу в направлении вдоль оси валка) пары валков 401, 402 с выступами и впадинами, которые показаны на фиг. 6, предпочтительно составляет 1 мм или более, более предпочтительно 1,2 мм или более и предпочтительно 3 мм или менее, более предпочтительно 2,5 мм или менее и, более конкретно, глубина зацепления t предпочтительно составляет от 1 до 3 мм включительно, более предпочтительно от 1,2 до 2,5 мм включительно. Также с той же точки зрения, степень механической вытяжки предпочтительно составляет 1,5 или более, более предпочтительно 1,7 или более, и предпочтительно 3,0 или менее, более предпочтительно 2,8 или менее и, более конкретно, степень механической вытяжки предпочтительно составляет от 1,5 до 3,0 включительно, более предпочтительно от 1,7 до 2,8 включительно.
[0094]
Далее будет описан способ производства нетканого материала 1A с применением производственного устройства 100, имеющего вышеупомянутую конфигурацию.
Сначала, как показано на фиг. 4, в секции 200 формования полотна из короткоштапельных составляющих волокон 11, включающих в себя волокна с высоким относительным удлинением, на которые уже нанесено средство для обработки волокон, в качестве волокнистого сырья с помощью холстоформирующего устройства 201, которое представляет собой кардочесальную машину (стадия формования полотна), формуют волокнистое полотно 10. Волокнистое полотно 10, производимое с помощью холстоформирующего устройства 201, находится в состоянии, при котором составляющие его волокна 11 перепутаны слабо, и еще не приобрело способность сохранять форму в виде листа.
[0095]
Затем, как показано на фиг. 4, благодаря скреплению путем сплавления друг с другом составляющих волокон 11 волокнистого полотна 10, включающих в себя волокна с высоким относительным удлинением, в местах пересечения волокон в виде скрепленного путем сплавления участка 12 (стадия скрепления путем сплавления) формируют волокнистый лист 1a. Более конкретно, по мере того как волокнистое полотно 10 переносится на конвейерную ленту 302 и проходит через сушильную камеру 301 в секции 300 обработки горячим воздухом, на волокнистое полотно 10 наддувают горячий воздух согласно способу воздушной набивки. Благодаря наддуву горячего воздуха согласно способу воздушной набивки составляющие волокна 11 волокнистого полотна 10 дополнительно перепутываются, и одновременно перепутанные волокна подвергаются термоскреплению путем сплавления в местах пересечения волокон (см. фиг. 7(a)), образуя при этом волокнистый лист 1a, обладающий способностью сохранять листообразную форму.
[0096]
Затем, как показано на фиг. 4, скрепленный путем сплавления волокнистый лист 1a подвергают вытягиванию в одном направлении (стадия вытягивания). Более конкретно, скрепленный путем сплавления волокнистый лист 1a, обладающий способностью сохранять листообразную форму, пропускают между парой валков 401, 402 с выступами и впадинами для вытягивания волокнистого листа 1a. При этом, как показано на фиг. 7(a)-7(c), в составляющем волокне 11 между соседними скрепленными путем сплавления участками 12, 12 образуется участок 17 большого диаметра, который имеет большой диаметр волокна и расположен между двумя участками 16, 16 малого диаметра, имеющими малый диаметр волокна; и точка перехода 18 от участка 16 малого диаметра к участку 17 большого диаметра образуется в точке, расположенной от скрепленного путем сплавления участка 12 на расстоянии, равном не более одной трети расстояния T между соседними скрепленными путем сплавления участками 12, 12. Более подробно, волокнистый лист 1a, который показан на фиг. 7(a), в котором составляющие волокна 11 скреплены друг с другом путем сплавления в местах пересечения волокон в виде скрепленного путем сплавления участка 12, пропускают между парой валков 401, 402 с выступами и впадинами, и таким образом подвергают волокнистый лист 1a вытягиванию в поперечном направлении (CD; в направлении вдоль оси валка), ортогональном машинному направлению (MD; направление потока). Когда волокнистый лист 1a подвергается вытягиванию в поперечном направлении (CD; в направлении вдоль оси валка), область между соседними скрепленными путем сплавления участками 12, 12, в которой составляющие волокна 11 скреплены вместе, как показано на фиг. 7(a), интенсивно подвергается вытягиванию в поперечном направлении (CD; в направлении вдоль оси валка). В частности, как показано на фиг. 7(b), сначала, вероятно, в окрестности каждого скрепленного путем сплавления участка 12, где составляющие волокна 11 скреплены вместе, происходит локальное сужение; при этом на соответствующих концах составляющего волокна 11 между соседними скрепленными путем сплавления участками 12, 12, формируются два участка 16, 16 малого диаметра; и участок, расположенный между двумя участками 16, 16 малого диаметра, превращается в участок 17 большого диаметра, формируя при этом участок 17 большого диаметра, расположенный между двумя участками 16, 16 малого диаметра. Как описано выше, локальное сужение, вероятно, происходит сначала в окрестности каждого скрепленного путем сплавления участка 12 и, следовательно, точка перехода 18 от участка 16 малого диаметра к участку 17 большого диаметра образуется в точке, расположенной от скрепленного путем сплавления участка 12 на расстоянии, равном не более одной трети расстояния T между соседними скрепленными путем сплавления участками 12, 12.
[0097]
Кроме того, если сфокусировать внимание на одном составляющем волокне 11 между соседними скрепленными путем сплавления участками 12, 12, в случае некоторых составляющих волокон 11, как показано на фиг. 7(c), волокно дополнительно вытягивается в поперечном направлении (CD; в направлении вдоль оси валка), по мере того как остается место для дополнительного вытягивания (потенциал для вытягивания), и участок 17 большого диаметра между соседними скрепленными путем сплавления участками 12, 12 подвергается вытягиванию таким образом, что посредине участка 17 большого диаметра образуется участок 16 малого диаметра.
[0098]
Поскольку компонент, обладающий способностью к растеканию в средстве для обработки волокон, наносимом на поверхность составляющего волокна 11, обладает превосходной текучестью при низких температурах, компонент, обладающий способностью к растеканию, растекается при вытягивании волокна и остается в таком состоянии после нанесения на поверхность участков 16 малого диаметра, когда область составляющего волокна 11 между соседними скрепленными путем сплавления участками 12, 12 подвергается интенсивному вытягиванию. С другой стороны, когда область между соседними скрепленными путем сплавления участками 12, 12 подвергается интенсивному вытягиванию, компоненты, отличающиеся от компонента, обладающего способностью к растеканию, в средстве для обработки волокон, наносимом на поверхность составляющего волокна 11, не могут растекаться при вытягивании волокна и поэтому не могут оставаться в таком состоянии после нанесения на поверхность участков 16 малого диаметра. Поэтому возникает различие композиционного состава между средством для обработки волокон, прилипающим к поверхности участка 16 малого диаметра, и средством для обработки волокон, прилипающим к поверхности участка 17 большого диаметра, причем каждый из участков образуется при вытягивании области между соседними скрепленными путем сплавления участками 12, 12. Более конкретно, к поверхности участка 16 малого диаметра может приклеиваться только компонент, обладающий способностью к растеканию, в то время как к поверхности участка 17 большого диаметра приклеивается средство для обработки волокон, включающее в себя как компонент, обладающий способностью к растеканию, так и гидрофильный компонент. Поэтому уровень гидрофильности участка 16 малого диаметра может становиться меньше уровня гидрофильности участка 17 большого диаметра. В частности, когда в качестве компонента, обладающего способностью к растеканию, применяют вышеупомянутый полиорганосилоксан, уровень гидрофильности участка 16 малого диаметра с еще большей вероятностью становится меньше уровня гидрофильности участка 17 большого диаметра, поскольку полиорганосилоксан сам по себе является гидрофобным.
[0099]
Как описано выше, согласно способу производства нетканого материала 1A с применением производственного устройства 100 можно непрерывно и эффективно производить нетканый материал 1A, который включает в себя составляющие волокна 11, как показано на фиг. 3, и в котором уровень гидрофильности участка 16 малого диаметра меньше уровня гидрофильности участка 17 большого диаметра. Произведенный нетканый материал 1A на время сматывают и хранят в форме рулона, как показано на фиг. 4, и в момент применения нетканый материал 1A разматывают из рулона. Альтернативно нетканый материал 1A подвергают переработке на линии последующей обработки, расположенной после устройства 100 для производства нетканого материала 1A, и таким образом непрерывно производят предполагаемые для использования продукты.
[0100]
Как показано на фиг. 3, если сфокусировать внимание на одном составляющем волокне 11 из составляющих волокон 11, в производимом таким образом нетканом материале 1A точка перехода 18 от участка 16 малого диаметра, соседнего со скрепленным путем сплавления участком 12, к участку 17 большого диаметра расположена в точке, находящейся от скрепленного путем сплавления участка 12 на расстоянии, равном не более одной трети расстояния T между соседними скрепленными путем сплавления участками 12, 12. Следовательно, нетканый материал 1A является мягким и обладает превосходной текстурой на ощупь. В частности, если сфокусировать внимание на одном составляющем волокне 11, формирование множества участков малого диаметра 16 между соседними скрепленными путем сплавления участками 12, 12 дополнительно улучшает текстуру нетканого материала на ощупь. С точки зрения легкого достижения вышеупомянутого эффекта, предпочтительно, чтобы составляющие волокна 11 состояли только из волокна с высоким относительным удлинением.
[0101]
Если составляющие волокна 11 включают в себя эластичное волокно, нетканый материал при вытягивании будет сжиматься; следовательно, изменение диаметра волокна будет происходить с меньшей вероятностью, даже если степень механической вытяжки будет такой же, как при вышеупомянутом способе производства нетканого материала 1A. Поэтому в тех случаях, когда составляющие волокна 11 включают в себя эластичное волокно, труднее образовать точку перехода 18, которая представляет собой участок, где диаметр волокна меняется радикально, и вместо этого с большей вероятностью образуется участок, на котором диаметр будет меняться постепенно и непрерывно от участка 16 малого диаметра до участка 17 большого диаметра. Образованный при этом участок, на котором диаметр меняется постепенно и непрерывно, включает в себя эластичное волокно и, следовательно, такой участок не обязательно поддается вытягиванию локализованным образом в окрестности скрепленной путем сплавления точки, и скорее образуется случайным образом, а не в окрестности скрепленной путем сплавления точки. Следует отметить, что также с точки зрения дополнительного улучшения текстуры нетканого материала на ощупь, предпочтительно, чтобы составляющие волокна 11 не включали в себя каких-либо эластичных волокон.
[0102]
Кроме того, нетканый материал 1A включает в себя составляющие волокна 11, в которых уровень гидрофильности участка 16 малого диаметра становится меньше уровня гидрофильности участка 17 большого диаметра. Поэтому участки с низким уровнем гидрофильности (то есть участки 16 малого диаметра) рассредоточены по всей поверхности нетканого материала 1A. Следовательно, в нетканом материале 1A на поверхности остается меньше жидкости, при этом улучшается его характеристика сухости на ощупь и повышается проницаемость жидкости, поскольку расстояние от волокна до волокна увеличивается благодаря участкам 16 малого диаметра.
[0103]
Кроме того, нетканый материал 1A представляет собой нетканый материал, обладающий структурой с выступами и впадинами, и плотность волокна в боковой области 13c становится более низкой, чем плотность волокна в верхней области 13a и плотность волокна в нижней области 13b. Таким образом, расстояние от волокна до волокна в боковой области 13c шире, чем расстояние от волокна до волокна в верхней области 13a и расстояние от волокна до волокна в нижней области 13b и, следовательно, улучшается воздухопроницаемость и проницаемость для жидкостей нетканого материала 1A в целом. Кроме того, благодаря созданию самой низкой плотности волокна в боковой области 13c, ребра 13 могут легко следовать за движением кожи пользователя, и при этом можно достигать превосходной текстуры материала на ощупь.
[0104]
Кроме того, нетканый материал 1A представляет собой нетканый материал, обладающий структурой с выступами и впадинами, и число точек перехода 18, включенных в составляющее волокно 11, образующее боковую область 13c, становится больше числа точек перехода 18, включенных в составляющее волокно 11, образующее верхнюю область 13a, и числа точек перехода 18, включенных в составляющее волокно 11, образующее нижнюю область 13b. Поэтому в боковой области 13c рассредоточено больше участков с низким уровнем гидрофильности (то есть больше участков 16 малого диаметра). Следовательно, еще меньше жидкости будет оставаться на поверхности нетканого материала, поскольку улучшается характеристика сухости на ощупь, и повышается его проницаемость для жидкости, поскольку расстояние от волокна до волокна увеличивается благодаря участкам 16 малого диаметра.
[0105]
Далее настоящее изобретение (второе изобретение) будет описано ниже согласно предпочтительным вариантам его осуществления со ссылкой на чертежи.
На фиг. 8 показан вид в перспективе нетканого материала 1B согласно варианту осуществления настоящего изобретения (второе изобретение) (также упоминаемого в дальнейшем как "нетканый материал 1B нетканый). На фиг. 9 представлено схематичное изображение, иллюстрирующее поперечное сечение в направлении толщины нетканого материала 1B, показанного на фиг. 8. На фиг. 10 представлено увеличенное схематичное изображение составляющих волокон 11 нетканого материала 1B, показанного на фиг. 8. Как показано на фиг. 8, нетканый материал 1B представляет собой нетканый материал, включающий в себя множество скрепленных путем сплавления участков 12 (см. фиг. 10), образованных при скреплении путем сплавления составляющих волокон 11 друг с другом в местах пересечения волокон. В настоящем варианте осуществления изобретения, который показан на фиг. 8, нетканый материал 1B представляет собой нетканый материал, обладающий структурой с выступами и впадинами, в которой узкие и длинные ребра 13 и канавки 14, тянущиеся вдоль одного направления (X-направления), расположены поочередно. Более конкретно, как показано на фиг. 9, нетканый материал 1B включает в себя: множество ребер 13, чья форма поперечного сечения определяется как передней, так и задней поверхностями a, b, образующих выступ в направлении вверх в направлении толщины (Z-направлении); и канавки 14, каждая из которых расположена между соседними ребрами 13, 13. Форма поперечного сечения каждой канавки 14, определяемая как передней, так и задней поверхностями a, b, содержит впадину в направлении вверх в направлении толщины (Z-направлении) нетканого материала. Другими словами, форма поперечного сечения каждой канавки 14, определяемая как передней, и задней поверхностями a, b, содержит выступ в направлении вниз в направлении толщины (Z-направлении) нетканого материала. Каждое из множества ребер 13 тянется непрерывно в одном направлении (X-направлении) нетканого материала 1B, и каждая из множества канавок 14 образует бороздкообразную форму, тянущуюся непрерывно в одном направлении X нетканого материала 1B. Ребра 13 и канавки 14 параллельны друг другу и расположены поочередно в направлении (Y-направлении), ортогональном вышеупомянутому одному направлению (X-направлению).
[0106]
На виде в поперечном разрезе нетканого материала 1В, который показан на фиг. 9, нетканый материал 1В включает в себя верхнюю область 13a, нижнюю область 13b и боковую область 13c, которая расположена между упомянутыми областями 13a, 13b. Верхний участок каждого ребра 13 образован верхней областью 13a, и нижний участок каждой канавки 14 образован нижней областью 13b. Верхняя область 13a, нижняя область 13b и боковая область 13c непрерывно тянутся в одном направлении (X-направлении) нетканого материала 1В. На виде в поперечном разрезе нетканого материала 1В, который показан на фиг. 9, верхнюю область 13a, нижнюю область 13b и боковую область 13c отличают друг от друга благодаря делению толщины нетканого материала 1В в Z-направлении на три равных участка, и определения верхнего участка в направлении толщины (Z-направлении) как верхней области 13a, центрального участка в направлении толщины (Z-направлении) как боковой области 13c и нижнего участка в направлении толщины (Z-направлении) как нижней области 13b. Такое разграничение устанавливают согласно следующему способу.
[0107]
Способ разграничения верхней области 13a, нижней области 13b и боковой области 13c
Нетканый материал 1В разрезают вдоль Y-направления с помощью острого лезвия (номер продукта FAS-10 от компании Feather Safety Razor Co., Ltd.). Подлежащий измерению участок увеличивают с помощью сканирующего электронного микроскопа (JCM-5100 (торговая марка) от компании JEOL Ltd.) до увеличения (10x-100x), при котором подлежащий измерению участок в достаточной степени попадает в поле обзора и может быть измерен. В таком состоянии толщину нетканого материала 1В в Z-направлении делят на три равных участка, и верхний участок в направлении толщины (Z-направлении), центральный участок в направлении толщины (Z-направлении) и нижний участок в направлении толщины (Z-направлении) определяют как верхнюю область 13a, боковую область 13c и нижнюю область 13b, соответственно.
В случаях исследования имеющегося в продаже подгузника, например, подлежащий измерению подгузник опрыскивают охлаждающим спреем для отверждения термоплавкого клея. Затем материалы/элементы осторожно отделяют друг от друга, чтобы получить нетканый материал, подлежащий измерению, и осуществляют его разрезание и измерение, как описано выше.
[0108]
Как дополнительно описано ниже, нетканый материал 1В производят, подвергая волокнистый лист 1a обработке для образования выступов и впадин с применением пары валков 401, 402 с выступами и впадинами, которые входят в зацепление друг с другом. Вышеупомянутое одно направление (X-направление) нетканого материала 1В представляет собой то же самое направление, что и машинное направление (MD; направление потока) во время производства нетканого материала 1В путем обработки волокнистого листа 1a с целью образования выступов и впадин; и направление (Y-направление), ортогональное вышеупомянутому одному направлению (X-направлению) нетканого материала 1В, представляет собой то же самое направление, что и поперечное направление (CD; направление вдоль оси валка), ортогональное машинному направлению (MD; направлению потока).
[0109]
Составляющие волокна 11 нетканого материала 1В включают в себя волокно с высоким относительным удлинением. В данном документе волокно с высоким относительным удлинением, включенное в составляющие волокна 11, относится к волокну, имеющему высокое относительное удлинение не только на стадии волокнистого материала, но также имеющего высокое относительное удлинение на стадии нетканого материала после того, как нетканый материал 1В был произведен. Термин "волокно с высоким относительным удлинением" включает в себя волокна, отличающиеся от способных к растяжению/сокращению волокон, которые способны к растяжению/сокращению благодаря своей эластичности (эластомеры); и примеры волокна с высоким относительным удлинением включают в себя: термически растяжимое волокно, которое удлиняется благодаря изменению кристаллического состояния смолы, вызванному нагреванием; термически растяжимое волокно, получаемое сначала путем проведения формования из расплава с низкой скоростью с получением двухкомпонентного волокна и последующей термообработки двухкомпонентного волокна и/или путем обработки для придания извитости без проведения обработки вытягиванием, как описано, например, в параграфе [0033] документа JP 2010-168715A; волокно, производимое с относительно низкой скоростью формования (прядения) с применением смолы, такой как полипропиленовая или полиэтиленовая смола; и волокно, производимое путем сухого смешения сополимера полиэтилена-полипропилена или полипропилена с низкой степенью кристалличности с полиэтиленом и формования (прядения) смеси. Среди вышеупомянутых волокон предпочтительным является волокно с высоким относительным удлинением типа скрепляемого путем сплавления двухкомпонентного волокна типа "сердцевина-оболочка". Двухкомпонентное волокно типа "сердцевина-оболочка" может представлять собой концентрическое волокно типа "сердцевина-оболочка", волокно типа "сердцевина-оболочка" с эксцентриситетом оболочки-сердцевины, волокно с расположением компонентов типа "бок о бок" или волокно несимметричной формы; в частности, предпочтительно, чтобы двухкомпонентное волокно представляло собой концентрическое волокно типа "сердцевина-оболочка". Независимо от формы волокна тонина волокна с высоким относительным удлинением на стадии материала предпочтительно составляет 1,0 дтекс или более, более предпочтительно 2,0 дтекс или более и предпочтительно 10,0 дтекс или менее, более предпочтительно 8,0 дтекс или менее, с точки зрения производства нетканого материала и т.д., который является мягким и при этом обладает, например, превосходной текстурой на ощупь. Более конкретно, тонина волокна с высоким относительным удлинением на стадии материала предпочтительно составляет от 1,0 до 10,0 дтекс включительно, более предпочтительно от 2,0 до 8,0 дтекс включительно.
[0110]
В добавление к волокну с высоким относительным удлинением составляющие волокна 11 нетканого материала 1В могут включать в себя другие волокна, хотя предпочтительно составляющие волокна 11 изготовлены только из неэластичных волокон, и более предпочтительно, чтобы составляющие волокна состояли только из волокна с высоким относительным удлинением. Примеры других волокон включают в себя: нетермически растяжимые, способные скрепляться путем сплавления двухкомпонентные волокна типа "сердцевина-оболочка", включающие в себя два компонента с разными точками плавления и подвергнутые обработке вытягиванием; и волокна, по своей природе не обладающие способностью к скреплению путем сплавления (например, натуральные волокна, такие как хлопок и целлюлоза, и вискозные и ацетатные волокна). В тех случаях, когда в добавление к волокну с высоким относительным удлинением нетканый материал 1В включает в себя другие волокна, процентное содержание волокна с высоким относительным удлинением в нетканом материале 1В предпочтительно составляет 50 масс.% или более, более предпочтительно 80 масс.% или более, и предпочтительно 100 масс.% или менее, более предпочтительно 100 масс.% или менее и, более конкретно, процентное содержание волокна с высоким относительным удлинением предпочтительно составляет от 50 до 100 масс.% включительно, более предпочтительно от 80 до 100 масс.% включительно.
[0111]
Термически растяжимое волокно, которое является примером волокна с высоким относительным удлинением, на стадии материала представляет собой двухкомпонентное волокно, не подвергнутое обработке вытягиванием или подвергнутое слабой обработке вытягиванием и, например, включает в себя первый смоляной компонент, образующий сердцевину, второй смоляной компонент, образующий оболочку и включающий в себя полиэтиленовую смолу, где первый смоляной компонент имеет более высокую точку плавления, чем второй смоляной компонент. Первый смоляной компонент представляет собой компонент, который обеспечивает способность волокна растягиваться при нагревании (термическую растяжимость), и второй смоляной компонент представляет собой компонент, который обеспечивает способность волокна к скреплению путем сплавления. Точку плавления первого смоляного компонента и точку плавления второго смоляного компонента находят путем проведения термического анализа образца тонкоизмельченного волокна (масса образца: 2 мг) с помощью дифференциального сканирующего калориметра (DSC 6200 от компании Seiko Instruments Inc.) при скорости повышения температуры 10°C/мин для измерения максимальной (пиковой) температуры плавления каждой смолы, причем максимальную температуру плавления определяют как точку плавления каждой смолы. Если точку плавления второго смоляного компонента нельзя точно измерить таким способом, то такую смолу определяют как "смолу, не имеющую точки плавления". В таком случае температура, при которой второй смоляной компонент становится скрепленным путем сплавления настолько, что можно измерить прочность в месте скрепления волокон путем сплавления, то есть, температура, при которой молекулы второго смоляного компонента начинают течь, считается точкой размягчения и используется вместо точки плавления.
[0112]
Как описано выше, второй смоляной компонент, образующий оболочку, включает в себя полиэтиленовую смолу. Примеры полиэтиленовой смолы включают в себя полиэтилен низкой плотности (LDPE), полиэтилен высокой плотности (HDPE) и линейный полиэтилен низкой плотности (LLDPE). В частности, предпочтительным является полиэтилен высокой плотности с плотностью от 0,935 г/см3 до 0,965 г/см3 включительно. Второй смоляной компонент, образующий оболочку, предпочтительно представляет собой полиэтиленовую смолу в чистом виде, хотя при этом к ней можно примешивать другие смолы. Примеры других смол, которые можно примешивать, включают в себя полипропиленовую смолу, сополимер этилена с винилацетатом (EVA) и сополимер этилена с виниловым спиртом (EVOH). Однако предпочтительно, чтобы во вторых смоляных компонентах, образующих оболочку, содержание полиэтиленовой смолы в смоляных компонентах оболочки составляло 50 масс.% или более, более предпочтительно от 70 до 100 масс.% включительно. Кроме того, размер кристаллитов полиэтиленовой смолы предпочтительно составляет от 10 до 20 нм включительно, более предпочтительно от 11,5 до 18 нм включительно.
[0113]
В качестве первого смоляного компонента, образующего сердцевину без особого ограничения можно применять любой смоляной компонент с более высокой точкой плавления, чем точка плавления полиэтиленовой смолы, которая представляет собой смолу, образующую оболочку. Примеры смоляного компонента, образующего сердцевину, включают в себя смолы на основе полиолефинов (за исключением полиэтиленовой смолы), такие как полипропилен (PP), и смолы на основе сложных полиэфиров, такие как полиэтилентерефталат (PET) и полибутилентерефталат (PBT). Также можно применять полимер на основе полиамида или сополимер, включающий в себя два или более смоляных компонентов. Можно применять несколько смол в форме смеси; в таком случае, точка плавления смолы, имеющей самую высокую точку плавления, считается точкой плавления сердцевины. С точки зрения облегчения производства нетканого материала, различие между точкой плавления первого смоляного компонента, образующего сердцевину, и точкой плавления второго смоляного компонента, образующего оболочку (последняя вычитается из первой), предпочтительно составляет 20°C или более и предпочтительно 150°C или менее.
[0114]
Предпочтительный коэффициент ориентации первого смоляного компонента в термически растяжимом волокне, которое представляет собой пример волокна с высоким относительным удлинением, разумеется, зависит от применяемой смолы; например, в тех случаях, когда первый смоляной компонент представляет собой полипропиленовую смолу, коэффициент ориентации предпочтительно составляет 60% или менее, более предпочтительно 40% или менее, еще более предпочтительно 25% или менее. В тех случаях, когда первый смоляной компонент представляет собой сложный полиэфир, коэффициент ориентации предпочтительно составляет 25% или менее, более предпочтительно 20% или менее, еще более предпочтительно 10% или менее. С другой стороны, коэффициент ориентации второго смоляного компонента предпочтительно составляет 5% или более, более предпочтительно 15% или более, еще более предпочтительно 30% или более. Коэффициент ориентации представляет собой показатель, указывающий степень ориентации полимерных цепей в волокнообразующей смоле.
[0115]
Коэффициент ориентации первого смоляного компонента и второго смоляного компонента можно найти согласно способу, описанному в параграфах [0027]-[0029] документа JP 2010-168715A. Способ изготовления каждого смоляного компонента в термически растяжимом волокне с достижением вышеупомянутого коэффициента ориентации описан в параграфах [0033]-[0036] документа JP 2010-168715A.
[0116]
На стадии материала относительное удлинение волокна с высоким относительным удлинением составляет 100% или более, предпочтительно 200% или более, более предпочтительно 250% или более и предпочтительно 800% или менее, более предпочтительно 500% или менее, еще более предпочтительно 400% или менее. Более конкретно, относительное удлинение волокна с высоким относительным удлинением на стадии материала предпочтительно составляет от 100 до 800% включительно, более предпочтительно от 200 до 500% включительно, еще более предпочтительно от 250 до 400% включительно. Благодаря применению волокна с высоким относительным удлинением, обладающего относительным удлинением в вышеупомянутом диапазоне, волокно с успехом подвергается вытягиванию с помощью устройства для вытягивания, и описанная далее точка перехода 18 от участка 16 малого диаметра к участку 17 большого диаметра может быть расположена вблизи скрепленного путем сплавления участка 12, обеспечивая при этом превосходную текстуру нетканого материала на ощупь.
[0117]
Относительное удлинение волокна с высоким относительным удлинением основано на измерении относительного удлинения волокна согласно японскому промышленному стандарту JIS L-1015 в следующих условиях. Температура окружающей среды и относительная влажность при измерении: 20±2°C, 65±2% RH; расстояние между зажимами для образца в приборе для испытания на растяжение: 20 мм; и скорость удлинения: 20 мм/мин. В тех случаях, когда между зажимами для образца невозможно обеспечить расстояние, равное 20 мм, то есть в тех случаях, когда длина волокна, подлежащего измерению, короче 20 мм, например, в случаях измерения относительного удлинения образца волокна, взятого из уже произведенного нетканого материала, измерение осуществляют при установке расстояния между зажимами, равного 10 мм или 5 мм.
[0118]
На стадии (волокнистого) материала соотношение между первым смоляным компонентом и вторым смоляным компонентом для волокна с высоким относительным удлинением (массовое отношение компонентов; первый: последний) предпочтительно составляет от 10:90 до 90:10, более предпочтительно от 20:80 до 80:20, еще более предпочтительно от 50:50 до 70:30. Подходящая длина волокна в случае волокна с высоким относительным удлинением, подлежащим применению, зависит от способа производства нетканого материала. Например, в тех случаях, когда нетканый материал производят по способу кардочесания, как дополнительно описано ниже, длина волокна предпочтительно составляет приблизительно от 30 до 70 мм.
[0119]
На стадии материала диаметр волокна в случае волокна с высоким относительным удлинением выбирают в зависимости от требований, связанных с конкретным применением нетканого материала. В тех случаях, когда нетканый материал применяют в качестве составляющего элемента впитывающего изделия, такого как верхний лист впитывающего изделия, предпочтительно применять волокно с диаметром 10 мкм или более, более предпочтительно 15 мкм или более и предпочтительно 35 мкм или менее, более предпочтительно 30 мкм или менее и, более конкретно, предпочтительно применять волокно с диаметром от 10 до 35 мкм включительно, более предпочтительно от 15 до 30 мкм включительно. Диаметр волокна измеряют согласно следующему способу.
[0120]
Измерение диаметра волокна
Диаметр (мкм) волокна измеряют путем исследования поперечного сечения волокна с помощью сканирующего электронного микроскопа (JCM-5100 от компании JEOL Ltd.) при увеличении от 200x до 800x. Поперечное сечение волокна получают путем разрезания волокна с помощью острого лезвия (номер продукта FAS-10 от компании Feather Safety Razor Co., Ltd.). В случае волокна, которое было извлечено, когда поперечное сечение волокна приблизительно соответствует круглой форме, диаметр волокна измеряют в пяти точках. Усредненное значение измеренных значений, полученных в пяти точках, используют в качестве диаметра волокна.
[0121]
В случаях использования термически растяжимого волокна, которое является примером волокна с высоким относительным удлинением, на стадии материала в добавление к вышеупомянутому термически растяжимому волокну можно применять волокна, описанные, например, в документах JP 4131852B, JP 2005-350836A, JP 2007-303035A, JP 2007-204899A, JP 2007-204901A и JP 2007-204902A.
[0122]
Как показано на фиг. 10, если сфокусировать внимание на одном составляющем волокне 11 из составляющих волокон 11 нетканого материала 1В, в нетканом материале согласно настоящему изобретению (второе изобретение) составляющее волокно 11 между соседними скрепленными путем сплавления участками 12, 12 включает в себя участок 17 большого диаметра, который имеет большой диаметр волокна и расположен между двумя участками 16, 16 малого диаметра, имеющими малый диаметр волокна. Более конкретно, как показано на фиг. 10, если сфокусировать внимание на одном составляющем волокне 11 из составляющих волокон 11 нетканого материала 1В, участок 16 малого диаметра, имеющий малый диаметр волокна, образуется с возможностью тянуться практически с постоянным диаметром волокна от скрепленного путем сплавления участка 12, образованного при скреплении путем сплавления такого составляющего волокна 11 с другим составляющим волокном 11 в месте пересечения волокон. Кроме того, если сфокусировать внимание на одном составляющем волокне 11, участок 17 большого диаметра, имеющий больший диаметр волокна, чем диаметр волокна на участке 16 малого диаметра, образуется с возможностью тянуться практически с постоянным диаметром волокна между участками 16, 16 малого диаметра, тянущимися от соседних, скрепленных путем сплавления участков 12, 12, соответственно. Более конкретно, нетканый материал 1В включает в себя составляющие волокна 11, в которых (если сфокусировать внимание на одном составляющем волокне 11) в направлении от одного скрепленного путем сплавления участка 12 из двух соседних, скрепленных путем сплавления участков 12, 12 к другому скрепленному путем сплавления участку 12 расположены в указанном порядке: участок 16 малого диаметра со стороны одного скрепленного путем сплавления участка 12, участок 17 большого диаметра и участок 16 малого диаметра со стороны другого скрепленного путем сплавления участка 12. Кроме того, как показано на фиг. 10, нетканый материал 1В также включает в себя составляющие волокна 11, в которых (если сфокусировать внимание на одном составляющем волокне 11 из составляющих волокон 11 нетканого материала 1В) между соседними, скрепленными путем сплавления участками 12, 12 расположено множество участков 17 большого диаметра (два в нетканом материале 1В). Более конкретно, нетканый материал 1В включает в себя составляющие волокна 11, в которых (если сфокусировать внимание на одном из составляющих волокон 11) в направлении от одного скрепленного путем сплавления участка 12 из двух соседних, скрепленных путем сплавления участков 12, 12 к другому скрепленному путем сплавления участку 12 в указанном порядке расположены: участок 16 малого диаметра со стороны одного скрепленного путем сплавления участка 12, первый участок 17 большого диаметра, участок 16 малого диаметра, второй участок 17 большого диаметра и участок 16 малого диаметра со стороны другого скрепленного путем сплавления участка 12. Благодаря обеспечению участков 16 малого диаметра с низкой жесткостью, каждый из которых находится рядом со скрепленным путем сплавления участком 12, где жесткость нетканого материала 1В увеличивается, как описано выше, повышается мягкость нетканого материала 1В, благодаря чему улучшается текстура нетканого материала на ощупь. Кроме того, благодаря обеспечению множества участков 17 большого диаметра, то есть благодаря обеспечению каждого составляющего волокна 11 участками 16 меньшего диаметра с низкой жесткостью, дополнительно повышают мягкость нетканого материала 1В, благодаря чему дополнительно улучшают текстуру нетканого материала на ощупь. С точки зрения улучшения текстуры нетканого материала на ощупь и уменьшения жесткости нетканого материала, если сфокусировать внимание на одном составляющем волокне 11 нетканого материала 1В, между соседними, скрепленными путем сплавления участками 12, 12 предпочтительно находится один или более, более предпочтительно один (три) или более участков 17 большого диаметра, и предпочтительно пять или менее, более предпочтительно три или менее участков 17 большого диаметра и, более конкретно, между соседними, скрепленными путем сплавления участками 12, 12 предпочтительно находится от одного до пяти включительно, более предпочтительно от одного до трех включительно участков 17 большого диаметра.
[0123]
Отношение (L16/L17) диаметра волокна (диаметр L16) на участке 16 малого диаметра к диаметру волокна (диаметр L17) на участке 17 большого диаметра предпочтительно составляет 0,5 или более, более предпочтительно 0,55 или более и предпочтительно 0,8 или менее, более предпочтительно 0,7 или менее и, более конкретно, отношение L16/L17 предпочтительно составляет от 0,5 до 0,8 включительно, более предпочтительно от 0,55 до 0,7 включительно. Более конкретно, с точки зрения улучшения текстуры нетканого материала на ощупь и уменьшения жесткости нетканого материала, диаметр волокна (диаметр L16) на участке 16 малого диаметра предпочтительно составляет 5 мкм или более, более предпочтительно 6,5 мкм или более, еще более предпочтительно 7,5 мкм или более и предпочтительно 28 мкм или менее, более предпочтительно 20 мкм или менее, еще более предпочтительно 16 мкм или менее и, более конкретно, диаметр L16 предпочтительно составляет от 5 до 28 мкм включительно, более предпочтительно от 6,5 до 20 мкм включительно, еще более предпочтительно от 7,5 до 16 мкм включительно. Кроме того, с точки зрения улучшения текстуры нетканого материала на ощупь, диаметр волокна (диаметр L17) на участке 17 большого диаметра предпочтительно составляет 10 мкм или более, более предпочтительно 13 мкм или более, еще более предпочтительно 15 мкм или более и предпочтительно 35 мкм или менее, более предпочтительно 25 мкм или менее, еще более предпочтительно 20 мкм или менее и, более конкретно, диаметр L17 предпочтительно составляет от 10 до 35 мкм включительно, более предпочтительно от 13 до 25 мкм включительно, еще более предпочтительно от 15 до 20 мкм включительно. Диаметр волокна (диаметр L16, диаметр L17) на участке 16 малого диаметра и на участке 17 большого диаметра измеряют согласно тому же способу, что и способ вышеупомянутого измерения диаметра волокна.
[0124]
Как показано на фиг. 10, в нетканом материале согласно настоящему изобретению (второе изобретение), если сфокусировать внимание на одном из составляющих волокон 11 из составляющих волокон 11 нетканого материала 1B, точка перехода 18 от участка 16 малого диаметра, соседнего со скрепленным путем сплавления участком 12, к участку 17 большого диаметра расположена в точке, находящейся от скрепленного путем сплавления участка 12 на расстоянии, равном не более одной трети расстояния T между соседними скрепленными путем сплавления участками 12, 12. В данном документе выражение "точка перехода 18" в нетканом материале согласно настоящему изобретению (второе изобретение) относится к участку, на котором диаметр волокна радикально меняется от участка 16 малого диаметра, который тянется с волокном малого диаметра, до участка 17 большого диаметра, который тянется с более значительным диаметром волокна, чем диаметр волокна участка 16 малого диаметра, и не включает в себя участки, на которых диаметр волокна меняется непрерывно и постепенно, или участки, на которых диаметр волокна меняется непрерывно в несколько этапов. В тех случаях, когда составляющее волокно 11 представляет собой двухкомпонентное волокно типа "сердцевина-оболочка", "точка перехода 18" в нетканом материале согласно настоящему изобретению (второе изобретение) относится строго к участку, где диаметр волокна меняется при вытягивании, и не включает в себя состояние, когда диаметр волокна меняется из-за отслаивания между первым смоляным компонентом, образующим сердцевину, и вторым смоляным компонентом, образующим оболочку.
[0125]
Выражение "точка перехода 18 расположена в точке, находящейся от скрепленного путем сплавления участка 12 на расстоянии, равном не более одной трети расстояния T между соседними скрепленными путем сплавления участками 12, 12" имеет следующее значение. Из нетканого материала 1B случайным образом извлекают составляющее волокно 11, и увеличивают составляющее волокно 11 (увеличение от 100x до 300x) с применением сканирующего электронного микроскопа (JCM-5100 (торговая марка) от компании JEOL Ltd.) таким образом, чтобы в составляющем волокне 11 можно было исследовать участок между соседними скрепленными путем сплавления участками 12, 12, как показано на фиг. 10. Затем расстояние T между соответствующими центрами соседних скрепленных путем сплавления участков 12, 12 делят на три равных части. Часть со стороны одного скрепленного путем сплавления участка 12 определяют как область AT, часть со стороны другого скрепленного путем сплавления участка 12 определяют как область BT, и часть в центре определяют как область CT. Вышеупомянутое выражение означает, что точка перехода 18 расположена в пределах области AT или области BT. Кроме того, выражение "нетканый материал 1B, в котором точка перехода 18 расположена в точке, находящейся от скрепленного путем сплавления участка 12 на расстоянии, равном не более одной трети расстояния T между соседними скрепленными путем сплавления участками 12, 12" относится к нетканому материалу, в котором, если из нетканого материала 1В случайным образом извлечь двадцать составляющих волокон 11, из двадцати составляющих волокон 11 найдется, по меньшей мере, одно составляющее волокно 11, в котором точка перехода 18 расположена в области AT или области BT. Более конкретно, с точки зрения улучшения текстуры, число таких составляющих волокон предпочтительно равно 1 или более, более предпочтительно 5 или более, еще более предпочтительно 10 или более.
[0126]
Как дополнительно будет описано ниже, в нетканом материале 1B согласно настоящему варианту осуществления изобретения, вытягиванию подвергается не только боковая область 13c, но также верхняя область 13a, которая образует верхний участок ребра 13, и нижняя область 13b, которая образует нижний участок канавки 14, и поэтому плотность волокна в нетканом материале в целом уменьшается по сравнению с плотностью волокна в исходном нетканом материале до осуществления его вытягивания. Таким образом, проницаемость для жидкости и воздухопроницаемость нетканого материала 1В в целом улучшаются. В частности, среди верхней области 13a, нижней области 13b и боковой области 13c, боковая область 13c наиболее легко подвергается вытягиванию и наиболее легко поддается уменьшению плотности волокна; и в боковой области 13c особенно повышаются проницаемость для жидкости и воздухопроницаемость.
[0127]
В нетканом материале 1В согласно настоящему варианту осуществления изобретения плотность волокна в боковой области 13c становится более низкой, чем плотность волокна в верхней области 13a, которая образует верхний участок ребра 13, и плотность волокна в нижней области 13b, которая образует нижний участок канавки 14. В данном документе термин "плотность волокна" относится к массе волокон в единице объема нетканого материала 1В. Высокая плотность волокна означает, что количество волокон, присутствующее в единице объема нетканого материала 1В, является большим, и что расстояние между волокнами является малым. Низкая плотность волокна означает, что количество волокон, присутствующее в единице объема нетканого материала 1В, является небольшим, и что расстояние между волокнами является большим. Следует отметить, что капиллярная сила является большой в секциях с высокой плотностью волокна, и что капиллярная сила является небольшой в секциях с низкой плотностью волокна.
[0128]
На виде в поперечном разрезе нетканого материала 1В, который показан на фиг. 9, в нетканом материале 1В плотность волокна в боковой области 13c, которая находится между верхним участком каждого ребра 13 (верхняя область 13a) и нижним участком каждой канавки 14 (нижняя область 13b), становится самой низкой. Таким образом, в боковой области 13c, количество волокон, присутствующих в единице объема нетканого материала 1В, является наименьшим, а расстояние между волокнами является наибольшим, при этом в нетканом материале 1В в целом улучшается как воздухопроницаемость, так и проницаемость жидкости. Кроме того, благодаря образованию боковой области 13c с возможностью иметь самую низкую плотность волокна, ребра 13 могут легко следовать за движением кожи пользователя, и поэтому можно обеспечивать превосходную текстуру нетканого материала на ощупь. Такую плотность волокна в боковой области 13c можно обеспечивать благодаря производству нетканого материала 1В согласно способу производства, дополнительно описанному ниже.
[0129]
Отношение плотности волокна в боковой области 13c (D15) к плотности волокна в верхней области 13a (D13) или к плотности волокна в нижней области 13b (D14) (D15/D13 или D15/D14) предпочтительно составляет 0,15 или более, более предпочтительно 0,2 или более, и предпочтительно 0,9 или менее, более предпочтительно 0,8 или менее и, более конкретно, такое отношение предпочтительно составляет от 0,15 до 0,9 включительно, более предпочтительно от 0,2 до 0,8 включительно. Что касается конкретных значений плотностей волокна нетканого материала 1B, плотность волокна в верхней области 13a (D13) предпочтительно составляет 80 волокон/мм2 или более, более предпочтительно 90 волокон/мм2 или более и предпочтительно 200 волокон/мм2 или менее, более предпочтительно 180 волокон/мм2 или менее. Более конкретно, плотность волокна в верхней области 13a предпочтительно составляет от 80 до 200 волокон/мм2 включительно, более предпочтительно от 90 до 180 волокон/мм2 включительно. Плотность волокна в нижней области 13b (D14) предпочтительно составляет 80 волокон/мм2 или более, более предпочтительно 90 волокон/мм2 или более и предпочтительно 200 волокон/мм2 или менее, более предпочтительно 180 волокон/мм2 или менее. Более конкретно, плотность волокна в нижней области 13b предпочтительно составляет от 80 до 200 волокон/мм2 включительно, более предпочтительно от 90 до 180 волокон/мм2 включительно. Плотность волокна в боковой области 13c (D15) предпочтительно составляет 30 волокон/мм2 или более, более предпочтительно 40 волокон/мм2 или более и предпочтительно 80 волокон/мм2 или менее, более предпочтительно 70 волокон/мм2 или менее. Более конкретно, плотность волокна в боковой области 13c предпочтительно составляет от 30 до 80 волокон/мм2 включительно, более предпочтительно от 40 до 70 волокон/мм2 включительно. Плотность волокна в верхней области 13a измеряют в месте, расположенном вблизи верхней точки ребра 13. Плотность волокна в нижней области 13b измеряют в месте, расположенном вблизи нижней точки канавки 14. Способ измерения плотности волокна описан ниже.
[0130]
Способ измерения плотности волокна в верхней области 13a, нижней области 13b или боковой области 13c
Нетканый материал разрезают с применением острого лезвия (номер продукта FAS-10 от компании Feather Safety Razor Co., Ltd.). Что касается плотности волокна в верхней области 13a, окрестность верхней точки ребра 13, которое представляет собой верхний участок в том случае, если поверхность среза нетканого материала разделить на три равных участка в направлении толщины (Z-направлении), исследуют с применением сканирующего электронного микроскопа при увеличении от 150x до 500x (увеличение настраивают таким образом, чтобы в поперечном сечении можно было сосчитать от 30 до 60 волокон), и на заданной площади (0,5 мм2) считают число поперечных сечений волокон, разрезанных при образовании вышеупомянутой поверхности среза. Затем полученное значение пересчитывают в число поперечных сечений волокон на 1 мм2, которое принимают за плотность волокна в верхней области 13a. Такое измерение осуществляют в трех точках, и среднее значение принимают за плотность волокна в данном образце. Аналогичным образом находят плотность волокна в нижней области 13b путем проведения измерения в окрестности нижней точки канавки 14, которая представляет собой нижний участок, когда поверхность среза нетканого материала разделена на три равных участка в направлении толщины (Z-направлении). Аналогичным образом находят плотность волокна в боковой области 13c путем проведения измерения на центральном участке, когда поверхность среза нетканого материала разделена на три равных участка в направлении толщины (Z-направлении). В качестве сканирующего электронного микроскопа применяют микроскоп JCM-5100 (торговая марка) от компании JEOL Ltd.
[0131]
В нетканом материале 1В согласно настоящему варианту осуществления изобретения число волокон, включающих в себя точку перехода 18, из составляющих волокон, образующих боковую область 13c, становится больше, чем число волокон, включающих в себя точку перехода 18, из составляющих волокон, образующих верхнюю область 13a, и чем число волокон, включающих в себя точку перехода 18, из составляющих волокон, образующих нижнюю область 13b. При этом верхняя область 13a может легко следовать за движением кожи пользователя и поэтому можно обеспечивать превосходную текстуру нетканого материала на ощупь. Отношение (N15/N13 или N15/N14) числа волокон (N15), включающих в себя точку перехода 18, из составляющих волокон, образующих боковую область 13c, к числу волокон (N13), включающих в себя точку перехода 18, из составляющих волокон, образующих верхнюю область 13a, или к числу волокон (N14), включающих в себя точку перехода 18, из составляющих волокон, образующих нижнюю область 13b, предпочтительно составляет 2 или более, более предпочтительно 5 или более и предпочтительно 20 или менее, более предпочтительно 20 или менее и, более конкретно, такое отношение предпочтительно составляет от 2 до 20 включительно, более предпочтительно от 5 до 20 включительно. Что касается конкретных значений чисел волокон, включающих в себя точку перехода 18 в нетканом материале 1В, число волокон (N13), включающих в себя точку перехода 18, из составляющих волокон, образующих верхнюю область 13a, предпочтительно составляет 1 или более, более предпочтительно 5 или более и предпочтительно 15 или менее, более предпочтительно 15 или менее и, более конкретно, число волокон (N13) предпочтительно составляет от 1 до 15 включительно, более предпочтительно от 5 до 15 включительно. Число волокон (N14), включающих в себя точку перехода 18, из составляющих волокон, образующих нижнюю область 13b, предпочтительно составляет 1 или более, более предпочтительно 5 или более, и предпочтительно 15 или менее, более предпочтительно 15 или менее и, более конкретно, число волокон (N14) предпочтительно составляет от 1 до 15 включительно, более предпочтительно от 5 до 15 включительно. Число волокон (N15), включающих в себя точку перехода 18, из составляющих волокон, образующих боковую область 13c, предпочтительно составляет 5 или более, более предпочтительно 10 или более, и предпочтительно 20 или менее, более предпочтительно 20 или менее и, более конкретно, число волокон (N15) предпочтительно составляет от 5 до 20 включительно, более предпочтительно от 10 до 20 включительно. Способ измерения числа волокон, включающих в себя точку перехода 18, состоит в следующем.
[0132]
Способ измерения числа волокон, включающих в себя точку перехода 18, из составляющих волокон, образующих верхнюю область 13a, нижнюю область 13b или боковую область 13c
Что касается числа волокон, включающих в себя точку перехода 18, из составляющих волокон 11, образующих верхнюю область 13a, окрестность верхней точки ребра 13, которое представляет собой верхний участок, в том случае, если поверхность среза нетканого материала разделить на три равных участка в направлении толщины (Z-направлении), исследуют при увеличении с применением сканирующего электронного микроскопа (увеличение настраивают таким образом, чтобы в поперечном сечении можно было сосчитать от 30 до 60 волокон; от 50x до 500x). Случайным образом извлекают двадцать составляющих волокон 11, образующих верхнюю область 13a, и среди двадцати составляющих волокон 11 подсчитывают число волокон, включающих в себя точку перехода 18. Волокно, включающее в себя одну или несколько точек перехода 18 между скрепленными путем сплавления участками, принимают за волокно, включающее в себя точку перехода 18; волокно, включающее в себя множество точек перехода, также принимают за такое волокно. Полученное число принимают за число волокон, включающих в себя точку перехода 18, из составляющих волокон, образующих верхнюю область 13a. Указанное измерение осуществляют в трех точках, и среднее значение принимают за число волокон, включающих в себя точку перехода 18, из составляющих волокон, образующих верхнюю область 13a в данном образце. Аналогичным образом находят число волокон, включающих в себя точку перехода 18, из составляющих волокон 11, образующих нижнюю область 13b, путем проведения измерения в окрестности нижней точки канавки 14, которая представляет собой нижний участок, в том случае, если поверхность среза нетканого материала разделить на три равных участка в направлении толщины (Z-направлении). Аналогичным образом находят число волокон, включающих в себя точку перехода 18, из составляющих волокон 11, образующих боковую область 13c, путем проведения измерения на центральном участке в том случае, если поверхность среза нетканого материала разделить на три равных участка в направлении толщины (Z-направлении). В качестве сканирующего электронного микроскопа применяют микроскоп JCM-5100 (торговая марка) от компании JEOL Ltd.
[0133]
Нетканый материал 1B согласно настоящему варианту осуществления изобретения применяют, например, во впитывающем изделии, таком как одноразовый подгузник или гигиеническая прокладка, включающему в себя: верхний лист, расположенный со стороны поверхности, обращенной к коже; задний лист, расположенный со стороны поверхности, необращенной к коже; и впитывающий элемент, помещенный между верхним листом и задним листом. В частности, из составляющих элементов впитывающего изделия верхний лист может представлять собой нетканый материал 1B, или проницаемый для жидкости нижележащий слой, расположенный между верхним листом и впитывающим элементом, может представлять собой нетканый материал 1B. При выборе нетканого материала 1B в качестве верхнего листа доля площади, вступающей в соприкосновение с кожей, уменьшается, поскольку нетканый материал 1B представляет собой нетканый материал, имеющий структуру с выступами и впадинами, и поэтому вряд ли будет происходить натирание (кожи). Кроме того, при выборе нетканого материала 1B в качестве верхнего листа или нижележащего слоя можно повышать сопротивление материала сжатию, поскольку нетканый материал 1B представляет собой нетканый материал, имеющий структуру с выступами и впадинами, улучшая при этом ощущение мягкого касания и также предотвращая повторное смачивание материала текучей средой организма.
[0134]
Что касается толщины нетканого материала 1В, общую толщину нетканого материала 1В на его виде сбоку указывают как толщину листа TS, и локальную толщину нетканого материала 1В, закругленного при образовании выступов и впадин, указывают как толщину слоя TL. Толщину листа TS можно регулировать в зависимости от требований, связанных с областью применения. В тех случаях, когда нетканый материал применяют в качестве верхнего листа или нижележащего слоя впитывающего изделия, толщина листа TS предпочтительно составляет 0,5 мм или более, более предпочтительно 1 мм или более, и предпочтительно 7 мм или менее, более предпочтительно 5 мм или менее и, более конкретно, толщина листа TS предпочтительно составляет от 0,5 до 7 мм включительно, более предпочтительно от 1 до 5 мм включительно. При выборе толщины листа в указанном диапазоне скорость поглощения текучей среды организма во время применения становится высокой, подавляется повторное смачивание листа жидкостью из впитывающего элемента и, кроме того, можно достичь умеренно выраженных смягчающих свойств (для смягчения контакта с кожей пользователя).
[0135]
Толщина слоя TL может отличаться на различных участках нетканого материала 1В, и может регулироваться в зависимости от требований, связанных с областью применения. В тех случаях, когда нетканый материал применяют в качестве верхнего листа или нижележащего слоя впитывающего изделия, толщина слоя TL1 в верхней области 13a предпочтительно составляет 0,1 мм или более, более предпочтительно 0,2 мм или более и предпочтительно 3,0 мм или менее, более предпочтительно 2,0 мм или менее и, более конкретно, толщина слоя TL1 предпочтительно составляет от 0,1 до 3,0 мм включительно, более предпочтительно от 0,2 до 2,0 мм включительно. Толщина слоя TL2 в нижней области 13b предпочтительно составляет 0,1 мм или более, более предпочтительно 0,2 мм или более и предпочтительно 3,0 мм или менее, более предпочтительно 2,0 мм или менее и, более конкретно, толщина слоя TL2 предпочтительно составляет от 0,1 до 3,0 мм включительно, более предпочтительно от 0,2 до 2,0 мм включительно. Толщина слоя TL3 в боковой области 13c предпочтительно составляет 0,1 мм или более, более предпочтительно 0,2 мм или более и предпочтительно 3,0 мм или менее, более предпочтительно 2,0 мм или менее и, более конкретно, толщина слоя TL3 предпочтительно составляет от 0,1 до 3,0 мм включительно, более предпочтительно от 0,2 до 2,0 мм включительно. При выборе толщин слоев в вышеупомянутых диапазонах скорость поглощения текучей среды организма во время применения становится высокой, подавляется повторное смачивание материала жидкостью из впитывающего элемента и, кроме того, можно достичь умеренно выраженных смягчающих свойств (для смягчения контакта с кожей пользователя).
[0136]
Толщину листа TS и толщину слоя TL измеряют согласно следующему способу.
В способе измерения толщины листа (TS) измерение осуществляют с применением устройства для измерения толщины (толщиномера) при условии, что к нетканому материалу 1В прилагается нагрузка 0,05 кПа. В устройстве для измерения толщины применяется лазерный измеритель смещения от корпорации OMRON. Измерение толщины осуществляют в десяти точках, рассчитывают усредненное значение и принимают его за толщину листа.
В способе измерения толщины слоя TL исследуют поперечное сечение листа при увеличении приблизительно 20x с помощью цифрового микроскопа VHX-900 от компании Keyence Corporation и измеряют толщину каждого слоя.
[0137]
На виде сверху нетканого материала 1В шаг между верхними областями 13a, соседними друг с другом в Y-направлении, можно регулировать в зависимости от требований, связанных с областью применения. В тех случаях, когда нетканый материал применяют в качестве верхнего листа или нижележащего слоя впитывающего изделия, шаг предпочтительно составляет 1 мм или более, более предпочтительно 1,5 мм или более и предпочтительно 15 мм или менее, более предпочтительно 10 мм или менее и, более конкретно, шаг предпочтительно составляет от 1 до 15 мм включительно, более предпочтительно от 1,5 до 10 мм включительно.
[0138]
Поверхностную плотность нетканого материала 1В можно регулировать согласно конкретной области применения нетканого материала 1В. В тех случаях, когда нетканый материал применяют в качестве верхнего листа или нижележащего слоя впитывающего изделия, среднее значение поверхностной плотности на протяжении листа в целом предпочтительно составляет 15 г/м2 или более, более предпочтительно 20 г/м2 или более и предпочтительно 50 г/м2 или менее, более предпочтительно 40 г/м2 или менее и, более конкретно, среднее значение поверхностной плотности на протяжении листа в целом предпочтительно составляет от 15 до 50 г/м2 включительно, более предпочтительно от 20 до 40 г/м2 включительно.
[0139]
На стадии материала на поверхность составляющих волокон 11 нетканого материала 1B можно наносить небольшое количество средства для обработки волокон, такого как средство для окрашивания волокна, антистатическое средство, смазка или гидрофилизирующее средство.
[0140]
В качестве способа нанесения средства для обработки волокон на поверхность составляющих волокон 11 без особого ограничения можно использовать любой из различных известных способов нанесения покрытий с примерами, включающими в себя нанесение покрытия распылением, нанесение покрытия с помощью щелевого устройства для нанесения покрытий, нанесение покрытия с помощью перемещающегося валика и окунание в средство для обработки волокон. Такая обработка может осуществляться на волокнах перед получением полотна или может осуществляться после переработки волокна в полотно любым из различных способов. Однако необходимо осуществлять обработку по нанесению средства для обработки волокон перед описанной далее обработкой наддувом горячего воздуха. Волокна, на поверхность которых было нанесено средство для обработки волокон, сушат, например, в сушилке с наддувом горячего воздуха при температуре, которая существенно ниже точки плавления полиэтиленовой смолы (например, при температуре 120°C или менее).
[0141]
Нетканый материал согласно настоящему изобретению (второе изобретение) производят согласно способу производства нетканого материала, включающего в себя: стадию скрепления путем сплавления составляющих волокон волокнистого полотна, скрепляемых путем сплавления друг с другом в местах пересечения волокон, в виде скрепленных путем сплавления участков с образованием волокнистого листа; причем волокнистое полотно включает в себя волокно с высоким относительным удлинением; и стадию вытягивания для вытягивания волокнистого листа в одном направлении. Вариант осуществления способа производства нетканого материал согласно настоящему изобретению (второе изобретение) будет описан со ссылкой на фиг. 11 с помощью примера предпочтительного способа производства вышеупомянутого нетканого материала 1В. На фиг. 11 схематично проиллюстрировано предпочтительное производственное устройство 100В, применяемое в способе производства нетканого материала 1В. Производственное устройство 100В подходящим образом применяют для производства нетканого материала способом воздушной набивки. Производственное устройство 100В включает в себя секцию 200 формования полотна, секцию 300 обработки горячим воздухом и секцию 400 вытягивания в указанном порядке, начиная со стороны начала производственного процесса в сторону его окончания.
[0142]
Как показано на фиг. 11, секция 200 формования полотна включает в себя холстоформирующее устройство 201. В качестве холстоформирующего устройства 201 применяют кардочесальную машину. Без особого ограничения можно применять любую кардочесальную машину, подобную машинам, обычно применяемым в области техники, относящейся к впитывающим изделиям. Согласно конкретному применению нетканого материала 1A, вместо кардочесальной машины можно применять другие устройства для производства полотен, такие как устройство для аэродинамического формования полотна (пневмоукладки).
[0143]
Как показано на фиг. 11, секция 300 обработки горячим воздухом включает в себя сушильную камеру 301. В сушильную камеру 301 может вдуваться горячий воздух согласно способу воздушной набивки. Секция 300 обработки горячим воздухом также включает в себя бесконечную конвейерную ленту 302, представляющую собой воздухопроницаемую сетку. Конвейерная лента 302 движется по кругу, проходя через сушильную камеру 301. Конвейерная лента 302 изготовлена из смолы, такой как полиэтилентерефталат, или из металла.
[0144]
Предпочтительно регулировать температуру горячего воздуха, вдуваемого в сушильную камеру 301, и время термообработки таким образом, чтобы волокна с высоким относительным удлинением, включенные в составляющие волокна 11 волокнистого полотна 10, подвергались термоскреплению путем сплавления в местах пересечения волокон. Более конкретно, предпочтительно доводить температуру горячего воздуха до температуры, которая превышает точку плавления смолы с самой низкой точкой плавления в составляющих волокнах 11 волокнистого полотна 10 на 0°C-30°C. Предпочтительно регулировать время термообработки в диапазоне от 1 до 5 секунд в соответствии с температурой горячего воздуха. С точки зрения содействия дополнительному перепутыванию составляющих волокон 11, скорость потока горячего воздуха предпочтительно составляет приблизительно от 0,3 до 1,5 м/сек. Скорость транспортировки предпочтительно составляет приблизительно от 5 до 100 м/мин.
[0145]
Как показано на фиг. 11 и 12, секция 400 вытягивания включает в себя пару валков 401, 402 с выступами и впадинами, способных к зацеплению друг с другом. Пара валков 401, 402 с выступами и впадинами образована с возможностью их нагрева. Каждый из валков 401, 402 снабжен выступами 403, 404, определяемыми большим диаметром валка, и впадинами (не показаны), определяемыми малым диаметром валка; причем выступы и впадины расположены поочередно в направлении вдоль оси каждого из валков. Валки 401, 402 с выступами и впадинами можно подвергать нагреванию или не подвергать нагреванию. Однако в тех случаях, когда валки 401, 402 с выступами и впадинами подвергаются нагреванию, с точки зрения облегчения вытягивания волокон с высоким относительным удлинением, включенных в составляющие волокна 11 описанного далее волокнистого листа 1a, предпочтительно, чтобы температура нагревания была равна или превышала точку стеклования смолы с самой высокой точкой стеклования в волокнах с высоким относительным удлинением; и была равна или ниже точки плавления смолы с самой низкой точкой плавления в волокнах с высоким относительным удлинением; и более предпочтительно, чтобы температура нагревания превышала вышеупомянутую точку стеклования волокна, по меньшей мере, на 10°C и была ниже вышеупомянутой точки плавления, по меньшей мере, на 10°C; и еще более предпочтительно, чтобы температура нагревания превышала вышеупомянутую точку стеклования волокна, по меньшей мере, на 20°C и была ниже вышеупомянутой точки плавления, по меньшей мере, на 20°C. Например, в случаях применения нагревания при использовании волокна со структурой "сердцевина-оболочка", включающего в себя в качестве сердцевины PET с точкой стеклования 67°C и точкой плавления 258°C и в качестве оболочки PE с точкой стеклования -20°C и точкой плавления 135°C, валок (валки) нагревают до температуры предпочтительно в диапазоне от 67°C до 135°C включительно, более предпочтительно от 77°C до 125°C включительно, еще более предпочтительно от 87°C до 115°C включительно.
[0146]
Кроме того, в производственном устройстве 100B, которое показано на фиг. 13, расстояние (шаг) между выступами 403, 403, которые определяются большим диаметром валка 401 и являются соседними друг другу в направлении вдоль оси валка; и расстояние (шаг) между выступами 404, 404, которые определяются большим диаметром валка 402 и являются соседними друг другу в направлении вдоль оси валка, представляют собой одинаковое расстояние (шаг) w. С точки зрения эффективного вытягивания волокон с высоким относительным удлинением, включенных в составляющие волокна 11 волокнистого листа 1a, в устройстве для вытягивания, чтобы вышеупомянутая точка перехода от участка малого диаметра к участку большого диаметра расположилась вблизи скрепленного путем сплавления участка, улучшая при этом текстуру нетканого материала на ощупь, расстояние (шаг) w предпочтительно составляет 1 мм или более, более предпочтительно 1,5 мм или более, и предпочтительно 10 мм или менее, более предпочтительно 8 мм или менее и, более конкретно, расстояние (шаг) w предпочтительно составляет от 1 до 10 мм включительно, более предпочтительно от 1,5 до 8 мм включительно. С той же точки зрения, глубина зацепления t (расстояние между верхней точкой выступа 403, определяемого большим диаметром, и верхней точкой выступа 404, определяемого большим диаметром, соседних друг другу в направлении вдоль оси валка) пары валков 401, 402 с выступами и впадинами, которые показаны на фиг. 13, предпочтительно составляет 1 мм или более, более предпочтительно 1,2 мм или более и предпочтительно 3 мм или менее, более предпочтительно 2,5 мм или менее и, более конкретно, глубина зацепления t предпочтительно составляет от 1 до 3 мм включительно, более предпочтительно от 1,2 до 2,5 мм включительно. Также с той же точки зрения, степень механической вытяжки предпочтительно составляет 1,5 или более, более предпочтительно 1,7 или более, и предпочтительно 3,0 или менее, более предпочтительно 2,8 или менее и, более конкретно, степень механической вытяжки предпочтительно составляет от 1,5 до 3,0 включительно, более предпочтительно от 1,7 до 2,8 включительно.
[0147]
Далее будет описан способ производства нетканого материала 1В с применением производственного устройства 100В, имеющего вышеупомянутую конфигурацию.
Сначала, как показано на фиг. 11, в секции 200 формования полотна из короткоштапельных составляющих волокон 11, включающих в себя волокна с высоким относительным удлинением, на которые уже нанесено средство для обработки волокон, в качестве волокнистого сырья с помощью холстоформирующего устройства 201, которое представляет собой кардочесальную машину (стадия формования полотна), формуют волокнистое полотно 10. Волокнистое полотно 10, производимое с помощью холстоформирующего устройства 201, находится в состоянии, при котором составляющие его волокна 11 перепутаны слабо, и еще не приобрело способность сохранять форму в виде листа.
[0148]
Затем, как показано на фиг. 11, благодаря скреплению путем сплавления друг с другом составляющих волокон 11 волокнистого полотна 10, включающих в себя волокна с высоким относительным удлинением, в местах пересечения волокон в виде скрепленного путем сплавления участка 12 (стадия скрепления путем сплавления) формируют волокнистый лист 1a. Более конкретно, по мере того как волокнистое полотно 10 переносится на конвейерную ленту 302 и проходит через сушильную камеру 301 в секции 300 обработки горячим воздухом, на волокнистое полотно 10 наддувают горячий воздух согласно способу воздушной набивки. Благодаря наддуву горячего воздуха согласно способу воздушной набивки составляющие волокна 11 волокнистого полотна 10 дополнительно перепутываются, и одновременно перепутанные волокна подвергаются термоскреплению путем сплавления в местах пересечения волокон (см. фиг. 14(a)), образуя при этом волокнистый лист 1a, обладающий способностью сохранять листообразную форму.
[0149]
Затем, как показано на фиг. 11, скрепленный путем сплавления волокнистый лист 1a подвергают вытягиванию в одном направлении (стадия вытягивания). Более конкретно, скрепленный путем сплавления волокнистый лист 1a, обладающий способностью сохранять листообразную форму, пропускают между парой валков 401, 402 с выступами и впадинами для вытягивания волокнистого листа 1a. При этом, как показано на фиг. 14(a)-14(c), в составляющем волокне 11 между соседними скрепленными путем сплавления участками 12, 12 образуется участок 17 большого диаметра, который имеет большой диаметр волокна и расположен между двумя участками 16, 16 малого диаметра, имеющими малый диаметр волокна; и точка перехода 18 от участка 16 малого диаметра к участку 17 большого диаметра образуется в точке, расположенной от скрепленного путем сплавления участка 12 на расстоянии, равном не более одной трети расстояния T между соседними скрепленными путем сплавления участками 12, 12. Более подробно, волокнистый лист 1a, который показан на фиг. 14(a), в котором составляющие волокна 11 скреплены друг с другом путем сплавления в местах пересечения волокон в виде скрепленного путем сплавления участка 12, пропускают между парой валков 401, 402 с выступами и впадинами, и таким образом подвергают волокнистый лист 1a вытягиванию в поперечном направлении (CD; в направлении вдоль оси валка), ортогональном машинному направлению (MD; направление потока). Когда волокнистый лист 1a подвергается вытягиванию в поперечном направлении (CD; в направлении вдоль оси валка), область между соседними скрепленными путем сплавления участками 12, 12, в которой составляющие волокна 11 скреплены вместе, как показано на фиг. 14(a), интенсивно подвергается вытягиванию в поперечном направлении (CD; в направлении вдоль оси валка). В частности, как показано на фиг. 14(b), сначала, вероятно, в окрестности каждого скрепленного путем сплавления участка 12, где составляющие волокна 11 скреплены вместе, происходит локальное сужение; при этом на соответствующих концах составляющего волокна 11 между соседними скрепленными путем сплавления участками 12, 12, формируются два участка 16, 16 малого диаметра; и участок, расположенный между двумя участками 16, 16 малого диаметра, превращается в участок 17 большого диаметра, формируя при этом участок 17 большого диаметра, расположенный между двумя участками 16, 16 малого диаметра. Как описано выше, локальное сужение, вероятно, происходит сначала в окрестности каждого скрепленного путем сплавления участка 12 и, следовательно, точка перехода 18 от участка 16 малого диаметра к участку 17 большого диаметра образуется в точке, расположенной от скрепленного путем сплавления участка 12 на расстоянии, равном не более одной трети расстояния T между соседними скрепленными путем сплавления участками 12, 12.
[0150]
Кроме того, если сфокусировать внимание на одном составляющем волокне 11 между соседними скрепленными путем сплавления участками 12, 12, в случае некоторых составляющих волокон 11, как показано на фиг. 14(c), волокно дополнительно вытягивается в поперечном направлении (CD; в направлении вдоль оси валка), по мере того как остается место для дополнительного вытягивания (потенциал для вытягивания), и участок 17 большого диаметра между соседними скрепленными путем сплавления участками 12, 12 подвергается вытягиванию таким образом, что посредине участка 17 большого диаметра образуется участок 16 малого диаметра.
[0151]
Как описано выше, согласно способу производства нетканого материала 1В с применением производственного устройства 100В можно непрерывно и эффективно производить нетканый материал 1В, включающий в себя составляющие волокна 11, как показано на фиг. 10. Произведенный нетканый материал 1В на время сматывают и хранят в форме рулона, как показано на фиг. 11, и нетканый материал 1В разматывают из рулона в момент применения. Альтернативно нетканый материал 1В подвергают переработке на линии последующей обработки, расположенной после устройства 100В для производства нетканого материала 1В, и таким образом непрерывно производят предполагаемые для использования продукты.
[0152]
Как показано на фиг. 10, если сфокусировать внимание на одном из составляющих волокон 11 из составляющих волокон 11, в производимом таким образом нетканом материале 1В точка перехода 18 от участка 16 малого диаметра, соседнего со скрепленным путем сплавления участком 12, к участку 17 большого диаметра расположена в точке, находящейся от скрепленного путем сплавления участка 12 на расстоянии, равном не более одной трети расстояния T между соседними скрепленными путем сплавления участками 12, 12. Следовательно, нетканый материал 1В является мягким и обладает превосходной текстурой на ощупь. В частности, если сфокусировать внимание на одном из составляющих волокон 11, формирование множества участков малого диаметра 16 между соседними скрепленными путем сплавления участками 12, 12 дополнительно улучшает текстуру нетканого материала на ощупь. С точки зрения легкого достижения вышеупомянутого эффекта, предпочтительно, чтобы составляющие волокна 11 состояли только из волокна с высоким относительным удлинением.
[0153]
Если составляющие волокна 11 включают в себя эластичное волокно, нетканый материал при вытягивании будет сжиматься; следовательно, изменение диаметра волокна будет происходить с меньшей вероятностью, даже если степень механической вытяжки будет такой же, как при вышеупомянутом способе производства нетканого материала 1В. Поэтому в тех случаях, когда составляющие волокна 11 включают в себя эластичное волокно, труднее образовать точку перехода 18, которая представляет собой участок, где диаметр волокна меняется радикально, и вместо этого с большей вероятностью образуется участок, на котором диаметр будет меняться постепенно и непрерывно от участка 16 малого диаметра до участка 17 большого диаметра. Образованный при этом участок, на котором диаметр меняется постепенно и непрерывно, включает в себя эластичное волокно и, следовательно, такой участок не обязательно поддается вытягиванию локализованным образом в окрестности скрепленной путем сплавления точки, и скорее образуется случайным образом, а не в окрестности скрепленной путем сплавления точки. Следует отметить, что также с точки зрения дополнительного улучшения текстуры нетканого материала на ощупь, предпочтительно, чтобы составляющие волокна 11 не включали в себя каких-либо эластичных волокон.
[0154]
Кроме того, нетканый материал 1В представляет собой нетканый материал, обладающий структурой с выступами и впадинами, и плотность волокна в боковой области 13c становится более низкой, чем плотность волокна в верхней области 13a и плотность волокна в нижней области 13b. Таким образом, расстояние от волокна до волокна в боковой области 13c шире, чем расстояние от волокна до волокна в верхней области 13a и расстояние от волокна до волокна в нижней области 13b и, следовательно, улучшается воздухопроницаемость и проницаемость для жидкостей нетканого материала 1В в целом. Кроме того, благодаря созданию самой низкой плотности волокна в боковой области 13c, ребра 13 могут легко следовать за движением кожи пользователя, и при этом можно достигать превосходной текстуры материала на ощупь.
[0155]
Кроме того, нетканый материал 1В представляет собой нетканый материал, обладающий структурой с выступами и впадинами, и число точек перехода 18, включенных в составляющее волокно 11, образующее боковую область 13c, становится больше числа точек перехода 18, включенных в составляющее волокно 11, образующее верхнюю область 13a, и числа точек перехода 18, включенных в составляющее волокно 11, образующее нижнюю область 13b. Поэтому ребра 13 могут легко следовать за движением кожи пользователя, обеспечивая при этом эффект превосходной текстуры материала на ощупь.
[0156]
Нетканый материал согласно настоящему изобретению (первое изобретение) не ограничивается нетканым материалом 1A согласно вышеупомянутому варианту осуществления изобретения, и может быть модифицирован в зависимости от требований.
Также способ производства нетканого материала согласно настоящему изобретению (первое изобретение) не ограничивается способом производства согласно вышеупомянутому варианту осуществления изобретения и может быть модифицирован в зависимости от требований.
[0157]
Например, как показано на фиг. 1, нетканый материал 1A представляет собой нетканый материал, обладающий структурой с выступами и впадинами, в которой узкие и длинные ребра 13 и канавки 14, тянущиеся вдоль одного направления (X-направления), расположены поочередно; однако он может представлять собой нетканый материал, обладающий трехмерной структурой с выступами и впадинами, в которой выступы образуют рисунок в шахматном порядке, располагаясь с заданными интервалами, с возможностью образовывать ряды с промежутками, как в X-направлении, так и в Y-направлении. Альтернативно, с точки зрения улучшения способности структуры с выступами и впадинами сохранять форму, нетканый материал, обладающий структурой с выступами и впадинами, можно прикреплять на отдельный нетканый материал, или нетканый материал, обладающий структурой с выступами и впадинами, можно подвергать тиснению. Альтернативно, нетканый материал 1A может представлять собой нетканый материал с плоской структурой, и не обладать структурой с выступами и впадинами.
[0158]
Согласно способу производства нетканого материала 1A с применением вышеупомянутого производственного устройства 100, волокнистое полотно 1a подвергают вытягиванию в поперечном направлении (CD; в направлении вдоль оси валка), которое ортогонально машинному направлению (MD; направлению потока); однако волокнистое полотно можно подвергать вытягиванию в машинном направлении (MD; направлении потока). В случаях вытягивания волокнистого полотна в машинном направлении (MD; направлении потока), выступы пары валков 401, 402 с выступами и впадинами, входящих в зацепление друг с другом, могут быть расположены на периферийной поверхности в направлении вдоль оси вращения.
[0159]
Кроме того, в способе производства нетканого материала 1A с применением вышеупомянутого производственного устройства 100, стадию нанесения с применением установки для нанесения средства для обработки волокон можно обеспечивать между стадией формования полотна в секции 200 формования полотна и стадией скрепления путем сплавления в секции 300 обработки горячим воздухом, или между стадией скрепления путем сплавления в секции 300 обработки горячим воздухом и стадией вытягивания в секции 400 вытягивания. Стадию нанесения следует осуществлять перед стадией вытягивания в секции 400 вытягивания.
[0160]
Нетканый материал согласно настоящему изобретению (второе изобретение) не ограничивается нетканым материалом 1B согласно вышеупомянутому варианту осуществления изобретения и может быть модифицирован в зависимости от требований.
Также способ производства нетканого материала согласно настоящему изобретению (второе изобретение) не ограничивается способом производства согласно вышеупомянутому варианту осуществления изобретения и может быть модифицирован в зависимости от требований.
[0161]
Например, как показано на фиг. 8, нетканый материал 1В представляет собой нетканый материал, обладающий структурой с выступами и впадинами, в которой узкие и длинные ребра 13 и канавки 14, тянущиеся вдоль одного направления (X-направления), расположены поочередно; однако он может представлять собой нетканый материал, обладающий трехмерной структурой с выступами и впадинами, в которой выступы образуют рисунок в шахматном порядке, располагаясь с заданными интервалами, с возможностью образовывать ряды с промежутками, как в X-направлении, так и в Y-направлении. Альтернативно, с точки зрения улучшения способности структуры с выступами и впадинами сохранять форму, нетканый материал, обладающий структурой с выступами и впадинами, можно прикреплять на отдельный нетканый материал, или нетканый материал, обладающий структурой с выступами и впадинами, можно подвергать тиснению. Альтернативно, нетканый материал 1A может представлять собой нетканый материал с плоской структурой, и не обладать структурой с выступами и впадинами.
[0162]
Согласно способу производства нетканого материала 1В с применением вышеупомянутого производственного устройства 100В, волокнистое полотно 1a подвергают вытягиванию в поперечном направлении (CD; в направлении вдоль оси валка), которое ортогонально машинному направлению (MD; направлению потока); однако волокнистое полотно можно подвергать вытягиванию в машинном направлении (MD; направлении потока). В случаях вытягивания волокнистого полотна в машинном направлении (MD; направлении потока), выступы пары валков 401, 402 с выступами и впадинами, входящих в зацепление друг с другом, могут быть расположены на периферийной поверхности в направлении вдоль оси вращения.
[0163]
Признаки, опущенные в объяснении одного из вышеупомянутых вариантов осуществления изобретения, или признаки, включенные только в один из вариантов осуществления изобретения, могут применяться к другим вариантам осуществления изобретения в зависимости от требований. Также признаки в каждом из вариантов осуществления изобретения являются взаимозаменяемыми среди вариантов осуществления изобретения в зависимости от требований.
[0164]
Что касается описанного выше варианта осуществления изобретения, в настоящем изобретении дополнительно раскрыты следующие аспекты нетканого материала.
[0165]
1. Нетканый материал, содержащий множество скрепленных путем сплавления участков, образованных скрепленными путем сплавления друг с другом составляющими волокнами в местах пересечения волокон, в котором:
составляющие волокна включают в себя волокно с высоким относительным удлинением;
если сфокусировать внимание на одном из составляющих волокон, составляющее волокно между соседними скрепленными путем сплавления участками включает в себя участок большого диаметра, который имеет большой диаметр волокна и расположен между двумя участками малого диаметра, имеющими малый диаметр волокна; и
уровень гидрофильности участка малого диаметра меньше уровня гидрофильности участка большого диаметра.
[0166]
2. Нетканый материал по пункту 1, в котором различие между контактным углом на участке малого диаметра и контактным углом на участке большого диаметра (последний вычитается из первого) предпочтительно составляет 1 градус или более, более предпочтительно 5 градусов или более, еще более предпочтительно 10 градусов или более, и предпочтительно составляет 25 градусов или менее, более предпочтительно 20 градусов или менее, еще более предпочтительно 15 градусов или менее, и составляет от 1 до 25 градусов включительно, более предпочтительно от 5 до 20 градусов включительно, еще более предпочтительно от 10 до 15 градусов включительно.
3. Нетканый материал по пункту 1 или 2, в котором контактный угол на участке малого диаметра предпочтительно составляет 60 градусов или более, более предпочтительно 70 градусов или более, еще более предпочтительно 80 градусов или более, и предпочтительно составляет 100 градусов или менее, более предпочтительно 95 градусов или менее, еще более предпочтительно 90 градусов или менее, и составляет от 60 до 100 градусов включительно, более предпочтительно от 70 до 95 градусов включительно, еще более предпочтительно от 80 до 90 градусов включительно.
4. Нетканый материал по любому из пунктов 1-3, в котором контактный угол на участке большого диаметра предпочтительно составляет 55 градусов или более, более предпочтительно 60 градусов или более, еще более предпочтительно 65 градусов или более, и предпочтительно составляет 90 градусов или менее, более предпочтительно 85 градусов или менее, еще более предпочтительно 80 градусов или менее, и предпочтительно составляет от 55 до 90 градусов включительно, более предпочтительно от 60 до 85 градусов включительно, еще более предпочтительно от 65 до 80 градусов включительно.
5. Нетканый материал по любому из пунктов 1-4, в котором отношение L16/L17 диаметра волокна (диаметр L16) на участке малого диаметра к диаметру волокна (диаметр L17) на участке большого диаметра предпочтительно составляет 0,5 или более, более предпочтительно 0,55 или более, и предпочтительно составляет 0,8 или менее, более предпочтительно 0,7 или менее, и предпочтительно составляет от 0,5 до 0,8 включительно, более предпочтительно от 0,55 до 0,7 включительно.
6. Нетканый материал по любому из пунктов 1-5, в котором
точка перехода от участка малого диаметра, соседнего со скрепленным путем сплавления участком, к участку большого диаметра расположена в точке, находящейся от скрепленного путем сплавления участка на расстоянии, равном не более одной трети расстояния между соседними скрепленными путем сплавления участками;
нетканый материал представляет собой нетканый материал, обладающий структурой с выступами и впадинами, при которой узкие и длинные ребра и канавки, тянущиеся вдоль одного направления, расположены поочередно;
нетканый материал включает в себя верхнюю область, нижнюю область и боковую область, которая расположена между ними;
верхний участок каждого ребра образован верхней областью, и нижний участок каждой канавки образован нижней областью; и
отношение числа (N15) волокон, включающих в себя точку перехода, из составляющих волокон, образующих боковую область, к числу (N13) волокон, включающих в себя точку перехода, из составляющих волокон, образующих верхнюю область, или к числу (N14) волокон, включающих в себя точку перехода, из составляющих волокон, образующих нижнюю область (N15/N13 или N15/N14), предпочтительно составляет 2 или более, более предпочтительно 5 или более, и предпочтительно составляет 20 или менее, более предпочтительно 20 или менее, и предпочтительно составляет от 2 до 20 включительно, более предпочтительно от 5 до 20 включительно.
7. Нетканый материал по любому из пунктов 1-6, в котором:
на составляющие волокна наносится средство для обработки волокон; и
средство для обработки волокон включает в себя компонент, обладающий способностью к растеканию.
8. Впитывающее изделие по пункту 7, в котором компонент, обладающий способностью к растеканию, представляет собой компонент, который после нанесения на поверхность волокна легко растекается по всей поверхности волокна при низкой температуре и обладает превосходной текучестью при низкой температуре.
9. Нетканый материал по пункту 7 или 8, в котором компонент, обладающий способностью к растеканию, представляет собой полиорганосилоксан.
10. Нетканый материал по пункту 9, в котором полиорганосилоксан выбирают из полидиметилсилоксана, полидиэтилсилоксана или полидипропилсилоксана.
11. Нетканый материал по любому из пунктов 7-10, в котором средство для обработки волокон дополнительно включает в себя гидрофильный компонент.
[0167]
12. Нетканый материал по пункту 11, в котором в качестве гидрофильного компонента используется цвиттерионное поверхностно-активное вещество или неионогенное поверхностно-активное вещество.
13. Нетканый материал по пункту 12, в котором цвиттерионное поверхностно-активное вещество представляет собой цвиттерионное поверхностно-активное вещество типа бетаина, предпочтительно представляет собой алкил(C1-30)бетаин и более предпочтительно C16-22-алкилбетаин, например, стеарилбетаин.
14. Нетканый материал по пункту 12, в котором неионогенное поверхностно-активное вещество выбирают из: сложного эфира жирной кислоты и глицерина; сложных эфиров жирных кислот (жирная кислота предпочтительно содержит от 8 до 60 атомов углерода) и полиглицерина (предпочтительно n=2-10); сложного эфира жирной кислоты (жирная кислоту предпочтительно содержит от 8 до 60 атомов углерода) и сорбита; сложного эфира жирной кислоты (жирная кислота предпочтительно содержит от 8 до 60 атомов углерода) и полиола; полиоксиалкилен(число добавленных молей: от 2 до 20)алкил(C8-22)амидов; простых алкиловых(C8-22) эфиров полиоксиалкилена (число добавленных молей: от 2 до 20); полиоксиалкилен-модифицированного силикона; или аминомодифицированного силикона.
15. Нетканый материал по любому из пунктов 7-14, в котором средство для обработки волокон дополнительно включает в себя гидрофобный компонент.
16. Нетканый материал по пункту 15, в котором гидрофобный компонент выбирают из сложного алкилфосфатного эфира или анионного поверхностно-активного вещества, представленного ниже общей формулой (1):
Формула 1
где Z представляет собой линейную или разветвленную C1-12-алкильную цепь, которая может включать в себя сложноэфирную группу, амидную группу, аминогруппу, полиоксиалкиленовую группу, простую эфирную группу или двойную связь; каждый из R1 и R2 независимо представляет собой линейную или разветвленную C2-16-алкильную группу, которая может включать в себя сложноэфирную группу, амидную группу, полиоксиалкиленовую группу, простую эфирную группу или двойную связь; X представляет собой ―SO3M, ―OSO3M или ―COOM; и M представляет собой H, Na, K, Mg, Ca или аммоний.
17. Нетканый материал по пункту 16, в котором сложный алкилфосфатный эфир представляет собой полностью нейтрализованную или частично нейтрализованную соль сложного моно- или диалкилфосфатного эфира, включающего в себя углеродную цепь, содержащую от 16 до 18 атомов углерода.
18. Нетканый материал по любому из пунктов 1-17, в котором составляющие волокна состоят только из волокон с высоким относительным удлинением.
[0168]
19. Нетканый материал по пункту 18, в котором волокно с высоким относительным удлинением представляет собой волокно, отличающееся от способных растягиваться/сокращаться волокон, которые способны растягиваться/сокращаться благодаря эластичности (эластомеры), и в котором волокно с высоким относительным удлинением выбирают из:
термически растяжимого волокна, чья длина увеличивается благодаря изменению кристаллического состояния смолы, вызванному нагреванием, причем термически растяжимое волокно получают сначала путем проведения формования из расплава с низкой скоростью с получением двухкомпонентного волокна и последующей термообработки двухкомпонентного волокна и/или путем обработки для придания извитости без проведения обработки вытягиванием;
волокна, производимого с относительно низкой скоростью формования и с применением смолы, такой как полипропилен или полиэтилен; или
волокна, производимого путем сухого смешения сополимера полиэтилена-полипропилена или полипропилена с низкой степенью кристалличности с полиэтиленом и формования смеси.
20. Нетканый материал по пункту 18 или 19, в котором процентное содержание волокна с высоким относительным удлинением в нетканом материале составляет 50 масс.% или более, предпочтительно 80 масс.% или более, более предпочтительно 100 масс.%.
21. Нетканый материал по любому из пунктов 1-20, в котором волокно с высоким относительным удлинением относится к волокну, обладающему высоким удлинением не только на стадии волокнистого материала, но также обладающему высоким удлинением на стадии нетканого материала после того, как нетканый материал произведен.
22. Нетканый материал по любому из пунктов 18-21, в котором на стадии материала относительное удлинение волокна с высоким относительным удлинением предпочтительно составляет 100% или более, более предпочтительно 200% или более, еще более предпочтительно 250% или более и предпочтительно составляет 800% или менее, более предпочтительно 500% или менее, еще более предпочтительно 400% или менее, и предпочтительно составляет от 100 до 800% включительно, более предпочтительно от 200 до 500% включительно, еще более предпочтительно от 250 до 400% включительно.
23. Нетканый материал по любому из пунктов 18-22, в котором на стадии нетканого материала относительное удлинение волокна с высоким относительным удлинением составляет 60% или более, предпочтительно 70% или более, более предпочтительно 80% или более, и предпочтительно составляет 200% или менее, более предпочтительно 150% или менее, еще более предпочтительно 120% или менее, и предпочтительно составляет от 60 до 200% включительно, более предпочтительно от 70 до 170% включительно, еще более предпочтительно от 80 до 150% включительно.
24. Нетканый материал по любому из пунктов 1-23, в котором точка перехода от участка малого диаметра, соседнего со скрепленным путем сплавления участком, к участку большого диаметра расположена в точке, находящейся от скрепленного путем сплавления участка на расстоянии, равном не более одной трети расстояния между соседними скрепленными путем сплавления участками.
25. Нетканый материал по любому из пунктов 1-24, в котором, если сфокусировать внимание на одном из составляющих волокон, между соседними скрепленными путем сплавления участками располагается множество участков большого диаметра.
26. Нетканый материал по любому из пунктов 1-25, в котором нетканый материал представляет собой нетканый материал, обладающий структурой с выступами и впадинами, в которой узкие и длинные ребра и канавки, тянущиеся вдоль одного направления, расположены поочередно.
27. Нетканый материал по пункту 26, в котором
нетканый материал включает в себя верхнюю область, нижнюю область и боковую область, которая расположена между ними;
верхний участок каждого ребра образован верхней областью, и нижний участок каждой канавки образован нижней областью; и
плотность волокна в боковой области ниже, чем плотность волокна в верхней области и плотность волокна в нижней области.
28. Нетканый материал по пункту 25 или 27, в котором
нетканый материал включает в себя верхнюю область, нижнюю область и боковую область, которая расположена между ними;
верхний участок каждого ребра образован верхней областью, и нижний участок каждой канавки образован нижней областью; и
число волокон, включающих в себя точку перехода, из составляющих волокон, образующих боковую область, превышает число волокон, включающих в себя точку перехода, из составляющих волокон, образующих верхнюю область, и число волокон, включающих в себя точку перехода, из составляющих волокон, образующих нижнюю область.
29. Нетканый материал по пункту 7, в котором перед тем, как подвергнуть волокнистое полотно, включающее в себя составляющие волокна, обработке вытягиванием,
на составляющие волокна наносят средство для обработки волокон, и
составляющие волокна со средством для обработки волокон сушат при температуре, значительно более низкой, чем точка плавления полиэтиленовой смолы (например, при температуре 120°C или ниже).
30. Нетканый материал по любому из пунктов 1-29, в котором:
точки пересечения составляющих волокон представляют собой места скрепления; и
места скрепления представляют собой скрепленные путем сплавления участки.
31. Впитывающее изделие, содержащее
верхний лист, расположенный со стороны поверхности, обращенной к коже;
задний лист, расположенный со стороны поверхности, необращенной к коже; и
впитывающий элемент, помещенный между верхним листом и задним листом,
в котором верхний лист образован из нетканого материала по любому из пунктов 1-30.
[0169]
32. Нетканый материал по любому из пунктов 1-30, в котором
нетканый материал представляет собой нетканый материал, содержащий множество скрепленных путем сплавления участков, образованных скрепленными путем сплавления друг с другом составляющими волокнами в местах пересечения волокон;
составляющие волокна включают в себя волокно с высоким относительным удлинением;
если сфокусировать внимание на одном из составляющих волокон, составляющее волокно между соседними скрепленными путем сплавления участками включает в себя участок большого диаметра, который имеет большой диаметр волокна и расположен между двумя участками малого диаметра, имеющими малый диаметр волокна; и
точка перехода от участка малого диаметра, соседнего со скрепленным путем сплавления участком, к участку большого диаметра расположена в точке, находящейся от скрепленного путем сплавления участка на расстоянии, равном не более одной трети расстояния между соседними скрепленными путем сплавления участками.
[0170]
33. Нетканый материал по пункту 32, в котором диаметр (диаметр L16) волокна на участке малого диаметра предпочтительно составляет 5 мкм или более, более предпочтительно 6,5 мкм или более, еще более предпочтительно 7,5 мкм или более, и предпочтительно составляет 28 мкм или менее, более предпочтительно 20 мкм или менее, еще более предпочтительно 16 мкм или менее и, более конкретно, предпочтительно составляет от 5 до 28 мкм включительно, более предпочтительно от 6,5 до 20 мкм включительно, еще более предпочтительно от 7,5 до 16 мкм включительно.
34. Нетканый материал по любому из пунктов 32-33, в котором диаметр (диаметр L17) волокна на участке большого диаметра предпочтительно составляет 10 мкм или более, более предпочтительно 13 мкм или более, еще более предпочтительно 15 мкм или более, и предпочтительно составляет 35 мкм или менее, более предпочтительно 25 мкм или менее, еще более предпочтительно 20 мкм или менее и, более конкретно, предпочтительно составляет от 10 до 35 мкм включительно, более предпочтительно от 13 до 25 мкм включительно, еще более предпочтительно от 15 до 20 мкм включительно.
35. Нетканый материал по любому из пунктов 32-34, в котором точка перехода образуется при изменении диаметра волокна путем вытягивания.
36. Нетканый материал по любому из пунктов 32-35, в котором нетканый материал включает в себя, по меньшей мере, одно, предпочтительно, по меньшей мере, пять, более предпочтительно, по меньшей мере, десять составляющих волокон, имеющих точку перехода, из двадцати составляющих волокон.
37. Впитывающее изделие по пункту 6, в котором число (N13) волокон, включающих в себя точку перехода, из составляющих волокон, образующих верхнюю область, предпочтительно равно 1 или более, более предпочтительно 5 или более, и предпочтительно 15 или менее, более предпочтительно 15 или менее и, более конкретно, предпочтительно составляет от 1 до 15 включительно, более предпочтительно от 5 до 15 включительно.
38. Нетканый материал по пункту 6 или 37, в котором число (N14) волокон, включающих в себя точку перехода, из составляющих волокон, образующих нижнюю область, предпочтительно равно 1 или более, более предпочтительно 5 или более, и предпочтительно равно 15 или менее, более предпочтительно 15 или менее, и, более конкретно, предпочтительно составляет от 1 до 15 включительно, более предпочтительно от 5 до 15 включительно.
39. Нетканый материал по пункту 6, 37 или 38, в котором число (N15) волокон, включающих в себя точку перехода, из составляющих волокон, образующих боковую область, предпочтительно равно 5 или более, более предпочтительно 10 или более, и предпочтительно равно 20 или менее, более предпочтительно 20 или менее и, более конкретно, предпочтительно составляет от 5 до 20 включительно, более предпочтительно от 10 до 20 включительно
[0171]
40. Нетканый материал по любому из пунктов 32-39, в котором составляющие волокна состоят только из неэластичного волокна.
41. Нетканый материал по любому из пунктов 32-40, в котором на стадии материала тонина волокна с высоким относительным удлинением предпочтительно составляет 1,0 дтекс или более, более предпочтительно 2,0 дтекс или более, и предпочтительно составляет 10,0 дтекс или менее, более предпочтительно 8,0 дтекс или менее и, более конкретно, предпочтительно составляет от 1,0 до 10,0 дтекс включительно, более предпочтительно от 2,0 до 8,0 дтекс включительно.
42. Нетканый материал по любому из пунктов 32-41, в котором, если сфокусировать внимание на одном из составляющих волокон, между соседними скрепленными путем сплавления участками расположено множество участков большого диаметра.
43. Нетканый материал по любому из пунктов 32-42, в котором, если сфокусировать внимание на одном из составляющих волокон, между соседними скрепленными путем сплавления участками расположено от одного до пяти, предпочтительно от одного до трех включительно участков большого диаметра.
[0172]
44. Нетканый материал по любому из пунктов 32-43, в котором нетканый материал представляет собой нетканый материал, обладающий структурой с выступами и впадинами, в которой узкие и длинные ребра и канавки, тянущиеся в одном направлении, расположены поочередно.
45. Нетканый материал по пункту 44, в котором:
нетканый материал включает в себя верхнюю область, нижнюю область и боковую область, которая расположена между ними;
верхний участок каждого ребра образован верхней областью, и нижний участок каждой канавки образован нижней областью; и
плотность волокна в боковой области ниже, чем плотность волокна в верхней области и плотность волокна в нижней области.
46. Нетканый материал по любому из пунктов 32-45, в котором:
нетканый материал представляет собой нетканый материал, обладающий структурой с выступами и впадинами, в которой узкие и длинные ребра и канавки, тянущиеся в одном направлении, расположены поочередно;
нетканый материал включает в себя верхнюю область, нижнюю область и боковую область, которая расположена между ними;
верхний участок каждого ребра образован верхней областью, и нижний участок каждой канавки образован нижней областью; и
отношение плотности (D15) волокна на боковом участке к плотности (D13) волокна в верхней области или к плотности (D14) волокна в нижней области (D15/D13 или D15/D14) предпочтительно составляет 0,15 или более, более предпочтительно 0,2 или более, и предпочтительно составляет 0,9 или менее, более предпочтительно 0,8 или менее и, более конкретно, предпочтительно составляет от 0,15 до 0,9 включительно, более предпочтительно от 0,2 до 0,8 включительно.
47. Нетканый материал по пункту 46, в котором плотность (D13) волокна в верхней области предпочтительно составляет 80 волокон/мм2 или более, более предпочтительно 90 волокон/мм2 или более, и предпочтительно составляет 200 волокон/мм2 или менее, более предпочтительно 180 волокон/мм2 или менее и, более конкретно, предпочтительно составляет от 80 до 200 волокон/мм2 включительно, более предпочтительно от 90 до 180 волокон/мм2 включительно.
48. Нетканый материал по пункту 46 или 47, в котором плотность (D14) волокна в нижней области предпочтительно составляет 80 волокон/мм2 или более, более предпочтительно 90 волокон/мм2 или более, и предпочтительно составляет 200 волокон/мм2 или менее, более предпочтительно 180 волокон/мм2 или менее и, более конкретно, предпочтительно составляет от 80 до 200 волокон/мм2 включительно, более предпочтительно от 90 до 180 волокон/мм2 включительно.
49. Нетканый материал по любому из пунктов 46-48, в котором плотность волокна в боковой области (D15) предпочтительно составляет 30 волокон/мм2 или более, более предпочтительно 40 волокон/мм2 или более, и предпочтительно составляет 80 волокон/мм2 или менее, более предпочтительно 70 волокон/мм2 или менее, и предпочтительно составляет от 30 до 80 волокон/мм2 включительно, более предпочтительно от 40 до 70 волокон/мм2 включительно.
50. Нетканый материал по любому из пунктов 45-49, в котором число волокон, включающих в себя точку перехода, из составляющих волокон, образующих боковую область, превышает число волокон, включающих в себя точку перехода, из составляющих волокон, образующих верхнюю область, и число волокон, включающих в себя точку перехода, из составляющих волокон, образующих нижнюю область.
[0173]
51. Способ производства нетканого материала, содержащий:
стадию скрепления путем сплавления скрепляемых путем сплавления составляющих волокон волокнистого полотна друг с другом в местах пересечения волокон в виде скрепленного путем сплавления участка, причем волокнистое полотно включает в себя волокно с высоким относительным удлинением, на которое было нанесено средство для обработки волокон; и
стадию вытягивания путем вытягивания скрепленного путем сплавления волокнистого полотна в одном направлении после стадии скрепления путем сплавления, в котором:
на стадии вытягивания путем вытягивания волокнистого полотна в составляющем волокне между соседними, скрепленными путем сплавления участками образуется участок большого диаметра, который имеет большой диаметр волокна и расположен между двумя участками малого диаметра, имеющими малый диаметр волокна; и
уровень гидрофильности участка малого диаметра становится меньше уровня гидрофильности участка большого диаметра.
[0174]
52. Способ производства нетканого материала по пункту 51, в котором
на стадии вытягивания путем вытягивания волокнистого листа в составляющем волокне между соседними, скрепленными путем сплавления участками образуется участок большого диаметра, который имеет большой диаметр волокна и расположен между двумя участками малого диаметра, имеющими малый диаметр волокна; и
точка перехода от участка малого диаметра к участку большого диаметра образуется в точке, находящейся от скрепленного путем сплавления участка на расстоянии, равном не более одной трети расстояния между соседними скрепленными путем сплавления участками.
53. Способ производства нетканого материала по пункту 52, в котором
производственное устройство, применяемое в способе производства нетканого материала, включает в себя секцию вытягивания;
секция вытягивания включает в себя пару валков, состоящую из первого валка с выступами и впадинами и второго валка с выступами и впадинами, причем первый валок и второй валок способны к зацеплению друг с другом;
расстояние (шаг) w между выступами, которые определяются большим диаметром первого валка и являются соседними друг другу в направлении вдоль оси валка, предпочтительно составляет 1 мм или более, более предпочтительно 1,5 мм или более, и предпочтительно составляет 10 мм или менее, более предпочтительно 8 мм или менее и, более конкретно, предпочтительно составляет от 1 до 10 мм включительно, более предпочтительно от 1,5 до 8 мм включительно, и
расстояние (шаг) w между выступами, которые определяются большим диаметром второго валка и являются соседними друг другу в направлении вдоль оси валка, предпочтительно составляет 1 мм или более, более предпочтительно 1,5 мм или более, и предпочтительно составляет 10 мм или менее, более предпочтительно 8 мм или менее и, более конкретно, предпочтительно составляет от 1 до 10 мм включительно, более предпочтительно от 1,5 до 8 мм включительно.
54. Способ производства нетканого материала по пункту 52 или 53, в котором глубина зацепления t (расстояние между верхней точкой выступа, определяемого большим диаметром, и верхней точкой выступа, определяемого большим диаметром, соседних друг другу в направлении вдоль оси валка) первого валка с выступами и впадинами и второго валка с выступами и впадинами предпочтительно составляет 1 мм или более, более предпочтительно 1,2 мм или более и предпочтительно составляет 3 мм или менее, более предпочтительно 2,5 мм или менее и, более конкретно, предпочтительно составляет от 1 до 3 мм включительно, более предпочтительно от 1,2 до 2,5 мм включительно.
[0175]
55. Способ производства нетканого материала по любому из пунктов 52-54, в котором степень механической вытяжки с помощью первого валка с выступами и впадинами и второго валка с выступами и впадинами предпочтительно составляет 1,5 или более, более предпочтительно 1,7 или более, и предпочтительно составляет 3,0 или менее, более предпочтительно 2,8 или менее и, более конкретно, предпочтительно составляет от 1,5 до 3,0 включительно, более предпочтительно от 1,7 до 2,8 включительно.
56. Нетканый материал, производимый согласно способу производства по любому из пунктов 51-55.
57. Впитывающее изделие, содержащее
верхний лист, расположенный со стороны поверхности, обращенной к коже;
задний лист, расположенный со стороны поверхности, необращенной к коже; и
впитывающий элемент, помещенный между верхним листом и задним листом;
в котором верхний лист образован из нетканого материала по любому из пунктов 32-50 и 56.
Примеры
[0176]
Нетканый материал согласно настоящему изобретению дополнительно будет подробно описан ниже с помощью примеров. Однако объем настоящего изобретения не ограничивается приведенными примерами.
[0177]
Пример 1A
Нетканый материал по примеру 1A со структурой, показанной на фиг. 1 и 2, производили с применением производственного устройства 100, показанного на фиг. 4. Составляющее волокно, подаваемое на производственное устройство 100, показано ниже в таблице 1. Состав средства для обработки волокон, наносимого на составляющее волокно, приведен в таблице 1. Средство для обработки волокон включало в себя полиорганосилоксан в качестве компонента, обладающего способностью к растеканию, и в добавление к компоненту, обладающему способностью к растеканию, также включало в себя гидрофильные компоненты и гидрофобные компоненты (сложный алкилфосфатный эфир и анионное поверхностно-активное вещество). Как показано в таблице 1, составляющее волокно состояло только из волокна с высоким относительным удлинением и представляло собой волокно, не обладающее эластичностью (не эластомер). Волокно с высоким относительным удлинением представляло собой двухкомпонентное волокно "сердцевина-оболочка" концентрического типа, в котором сердцевина была изготовлена из полиэтилентерефталата, и оболочка была изготовлена из полиэтилена. Относительное удлинение волокна с высоким относительным удлинением составляло 350%. В производственном устройстве 100 расстояние (шаг) между выступами 404, 404, определяемыми большим диаметром соответствующих валков 401, 402 с выступами и впадинами, составляло 2,0 мм, глубина зацепления пары валков 401, 402 с выступами и впадинами составляла 1,2 мм, и степень механической вытяжки составляла 1,9. Средство для обработки волокон наносили на составляющие волокна перед стадией вытягивания.
[0178]
Пример 2A
Нетканый материал по примеру 2A производили аналогично примеру 1A за исключением того, что в производственном устройстве 100 согласно примеру 1A глубину зацепления пары валков 401, 402 с выступами и впадинами меняли на 1,4 мм, и что в производственном устройстве 100 согласно примеру 1A степень механической вытяжки меняли на 2,1.
[0179]
Пример 3A
Нетканый материал по примеру 3A производили аналогично примеру 1A за исключением того, что в производственном устройстве 100 согласно примеру 1A глубину зацепления пары валков 401, 402 с выступами и впадинами меняли на 1,6 мм, и что в производственном устройстве 100 согласно примеру 1A степень механической вытяжки меняли на 2,3.
[0180]
Пример 4A
Нетканый материал по примеру 4A производили аналогично примеру 1A за исключением того, что состав средства для обработки волокон согласно примеру 1A меняли на состав, приведенный в таблице 1.
[0181]
Пример 5A
Нетканый материал по примеру 5A производили аналогично примеру 1A за исключением того, что состав средства для обработки волокон согласно примеру 1A меняли на состав, приведенный в таблице 1; что в производственном устройстве 100 согласно примеру 1A глубину зацепления пары валков 401, 402 с выступами и впадинами меняли на 1,4 мм; и что в производственном устройстве 100 согласно примеру 1A степень механической вытяжки меняли на 2,1.
[0182]
Пример 6A
Нетканый материал по примеру 6A производили аналогично примеру 1A за исключением того, что состав средства для обработки волокон согласно примеру 1A меняли на состав, приведенный в таблице 1; что в производственном устройстве 100 согласно примеру 1A глубину зацепления пары валков 401, 402 с выступами и впадинами меняли на 1,6 мм; и что в производственном устройстве 100 согласно примеру 1A степень механической вытяжки меняли на 2,3.
[0183]
Пример 7A
Нетканый материал по примеру 7A производили аналогично примеру 1A за исключением того, что состав средства для обработки волокон согласно примеру 1A меняли на состав, приведенный в таблице 1; и что средство для обработки волокон, наносимое на составляющие волокна, не включало в себя компонент, обладающий способностью к растеканию, хотя включало в себя гидрофильный компонент.
[0184]
Пример 8A
Нетканый материал по примеру 8A производили аналогично примеру 1A за исключением того, что состав средства для обработки волокон согласно примеру 1A меняли на состав, приведенный в таблице 1; что в производственном устройстве 100 согласно примеру 1A глубину зацепления пары валков 401, 402 с выступами и впадинами меняли на 1,6 мм; и что в производственном устройстве 100 согласно примеру 1A степень механической вытяжки меняли на 2,3.
[0185]
Пример 9A
Нетканый материал по примеру 9A производили аналогично примеру 1A за исключением того, что состав средства для обработки волокон согласно примеру 1A меняли на состав, приведенный в таблице 1; и что в производственном устройстве 100 согласно примеру 1A глубину зацепления пары валков 401, 402 с выступами и впадинами меняли на 1,6 мм.
[0186]
Пример для сравнения 1A
Нетканый материал по примеру для сравнения 1A производили аналогично примеру 1A за исключением того, что средство для обработки волокон в примере 1A меняли на средство для обработки волокон, показанное ниже в таблице 1; что средство для обработки волокон, наносимое на составляющие волокна, не включало в себя компонент, обладающий способностью к растеканию, однако включало в себя гидрофильный компонент; и что средство для обработки волокон наносили на составляющие волокна после стадии вытягивания.
[0187]
Оценочное испытание
Толщину каждого из нетканых материалов по примерам 1A-9A и примеру для сравнения 1A измеряли согласно вышеупомянутому способу и рассчитывали поверхностную плотность каждого нетканого материала. Результаты приведены ниже в таблице 1. Контактный угол на участке 16 малого диаметра и контактный угол на участке 17 большого диаметра измеряли согласно вышеупомянутому способу. Результаты приведены ниже в таблице 1.
Характеристику, связанную с количеством остающейся (в нетканом материале) жидкости, характеристику "сухости на ощупь" и текстуру нетканого материала на ощупь для каждого из нетканых материалов по примерам 1A-9A и примеру для сравнения 1A оценивали согласно следующим способам. Результаты приведены ниже в таблице 1.
[0188]
Оценочное испытание характеристики, связанной с количеством остающейся (в нетканом материале) жидкости
Впитывающий элемент получали путем его отделения от имеющегося в продаже продукта компании Kao Corporation, выпускаемого под торговой маркой "Kyusui Safety, Anshin Chuu-ryo-yo (до 80 см3)" [перевод: комфортабельное водопоглощение, обеспечение средней емкости (до 80 см3)] (продукт 2014), и отделенный впитывающий элемент размещали горизонтально. На впитывающий элемент помещали нетканый материал по одному из примеров 1A-9A или примеру для сравнения 1A и на него помещали прямоугольную акриловую пластинку 200 мм × 100 мм с цилиндрическим отверстием (внутренний диаметр: 10 мм; высота: 40 мм) в центре. В состоянии, когда нагрузка, прилагаемая с помощью акриловой пластинки, составляла 0,5 кПа, на участок с цилиндрическим отверстием со скоростью 5 г/сек выливали 20 г искусственной мочи за одну операцию. Спустя 7 секунд акриловую пластинку удаляли; кусок имеющейся в продаже тонкой двухслойной бумаги (тиссью) складывали три раза с образованием куска впитывающей бумаги размером приблизительно 5 см × 12 см; впитывающую бумагу помещали на место заливочного отверстия; и прикладывали к впитывающей бумаге нагрузку 0,5 кПа в течение 5 секунд. После этого нагрузку удаляли и измеряли массу (г) тонкой бумаги (тиссью), содержащей поглощенную искусственную мочу. Из полученной массы вычитали массу (г) тонкой бумаги (тиссью) перед поглощением искусственной мочи и полученное значение принимали за количество (мг) жидкости, остающееся в нетканом материале. Чем меньше количество (мг) остающейся в нетканом материале жидкости, тем лучше характеристика, связанная с количеством остающейся в нетканом материале жидкости, которая означает более высокий результат оценки.
[0189]
Состав искусственной мочи был следующим: 1,94 масс.% мочевины; 0,7954 масс.% хлорида натрия; 0,11058 масс.% сульфата магния (гептагидрат); 0,06208 масс.% хлорида кальция (дигидрат); 0,19788 масс.% сульфата калия; 0,0035 масс.% простого лаурилового эфира полиоксиэтилена; и количество ионообменной воды до баланса (до 100%).
[0190]
Оценочное испытание нетканого материала в отношении характеристики "сухости на ощупь"
Характеристику "сухости на ощупь" нетканого материала измеряли согласно способу "153.0-02 Repeated Liquid Strike-Through Time" Европейской ассоциации производителей нетканых материалов и изделий одноразового использования (European Disposables and Nonwovens Association (EDANA)) с применением измерительного прибора "Lister" (Liquid Strike-Through Time) для измерения времени прохождения жидкости сквозь материал от компании Lenzing Technik GmbH. Прибор "Liquid Strike-Through Time" указывает время (в секундах), за которое заданное количество физиологического раствора проходит сквозь нетканый материал от передней поверхности нетканого материала до его задней поверхности. Более конкретно, способ проведения оценочного испытания состоял в следующем. Стопку из 10 листов фильтровальной бумаги специального назначения помещали на опорную пластину измерительного прибора, и на нее помещали нетканый материал. Затем на нетканый материал помещали пластину с электродом, через которую проходит жидкость, и вводили 10 мл физиологического раствора (4,5 г хлорида натрия на 500 мл) в отверстие, подводящее жидкость и соединенное с пластиной, через которую проходит жидкость. Затем включали сетевой выключатель измерительного прибора. Измерительный прибор измерял промежуток времени (в секундах) с момента, когда физиологический раствор вступает в контакт с электродом, до момента, когда контакт физиологического раствора с электродом прерывается в результате прохождения раствора через нетканый материал и, следовательно, снижения уровня жидкости. Измерение осуществляли три раза, и усредненное значение принимали за время проникновения жидкости через нетканый материал. Чем короче время проникновения жидкости, тем меньшее количество жидкости остается на поверхности, что означает лучшую характеристику "сухости на ощупь".
[0191]
Оценочное испытание текстуры нетканого материала на ощупь
Текстуру нетканого материала на ощупь находили с помощью оценки, данной десятью взрослыми женщинами. Более конкретно, нетканый материал оценивали согласно следующим критериям оценки, и усредненное значение оценочного мнения всех десяти людей относительно нетканого материала округляли до ближайшего целого числа.
5: текстура нетканого материала на ощупь очень хорошая
4: текстура нетканого материала на ощупь хорошая
3: текстура нетканого материала на ощупь удовлетворительная
2: текстура нетканого материала на ощупь плохая
1: текстура нетканого материала на ощупь очень плохая
[0192]
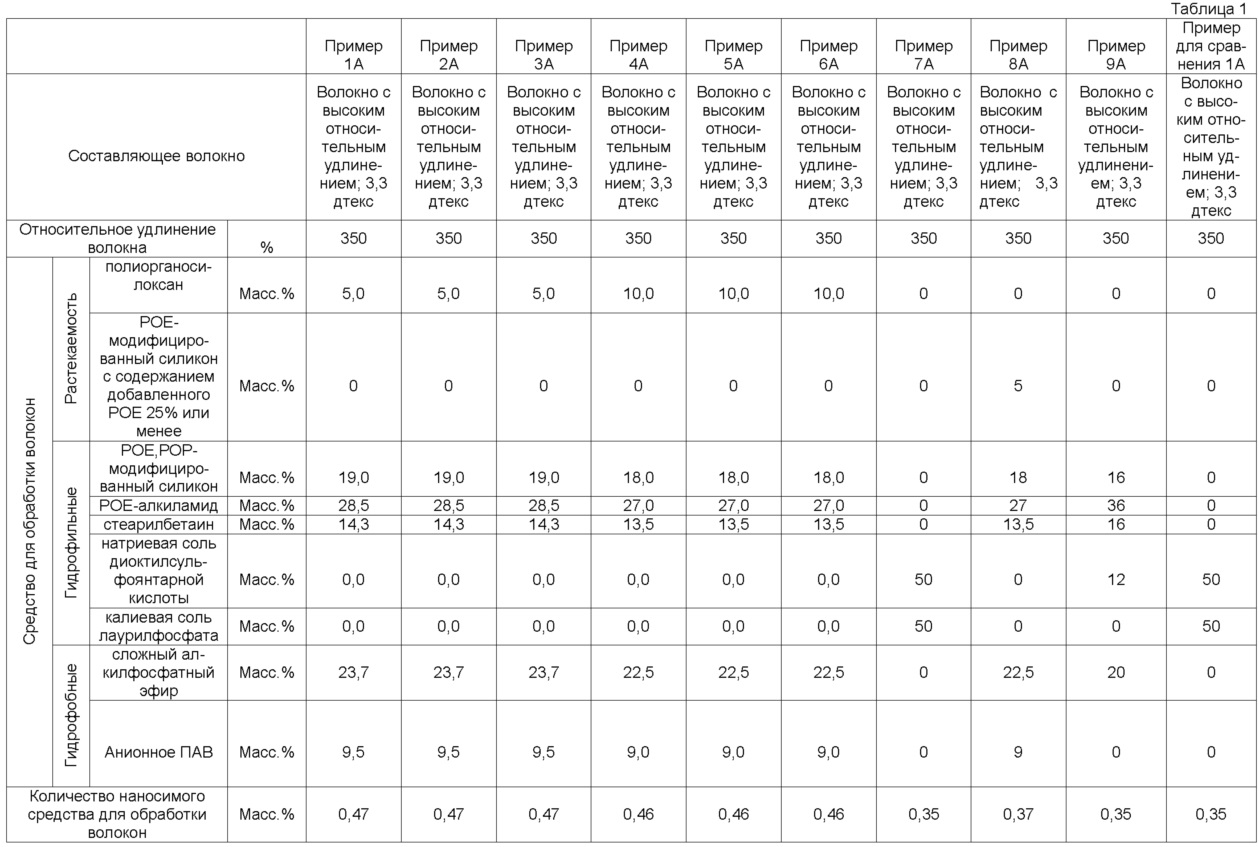
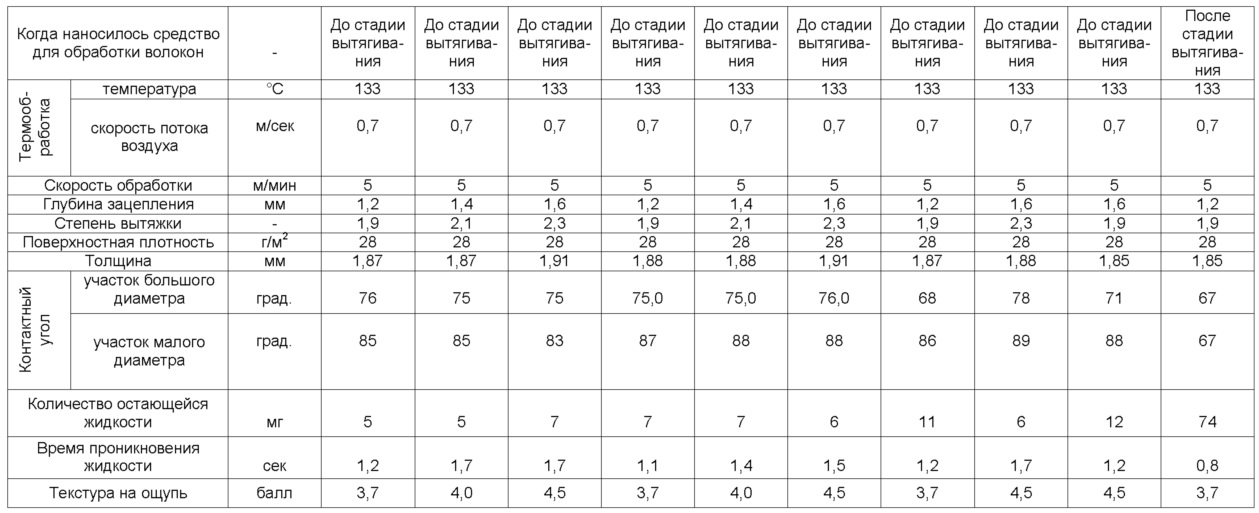
[0193]
Результаты, приведенные в таблице 1, показывают, что уровень гидрофильности участка 16 малого диаметра и уровень гидрофильности участка 17 большого диаметра каждого нетканого материала по примерам 1A-9A отличаются друг от друга в противоположность таким же характеристикам нетканого материала по примеру для сравнения 1A. В каждом из нетканых материалов по примерам 1A-9A уровень гидрофильности участка 16 малого диаметра был ниже уровня гидрофильности участка 17 большого диаметра. Кроме того, было установлено, что по сравнению с нетканым материалом по примеру для сравнения 1A, каждый из нетканых материалов по примерам 1A-9A демонстрировал меньшее количество жидкости, остающейся на поверхности и поэтому обладал превосходной характеристикой "сухости на ощупь". Кроме того, было установлено, что в добавление к превосходной характеристике "сухости на ощупь" текстура на ощупь каждого нетканого материала по примерам 1A-9A была эквивалентна или лучше, чем текстура на ощупь нетканого материала по примеру для сравнения 1A.
[0194]
Нетканый материал согласно настоящему изобретению (второе изобретение) дополнительно будет подробно описан ниже с помощью примеров. Однако объем изобретения (второго изобретения) не ограничивается приведенными примерами.
[0195]
Пример 1B
Нетканый материал по примеру 1В со структурой, показанной на фиг. 8 и 9, производили с применением производственного устройства 100В, показанного на фиг. 11. Составляющее волокно, подаваемое на производственное устройство 100В, показано ниже в таблице 2. Как показано в таблице 2, составляющее волокно состояло только из волокна с высоким относительным удлинением и представляло собой волокно, не обладающее эластичностью (не эластомер). Волокно с высоким относительным удлинением представляло собой двухкомпонентное волокно "сердцевина-оболочка" концентрического типа, в котором сердцевина была изготовлена из полиэтилентерефталата, и оболочка была изготовлена из полиэтилена. Относительное удлинение волокна с высоким относительным удлинением составляло 350%. В производственном устройстве 100В расстояние (шаг) между выступами 404, 404, определяемыми большим диаметром соответствующих валков 401, 402 с выступами и впадинами, составляло 2,0 мм, глубина зацепления пары валков 401, 402 с выступами и впадинами составляла 1,2 мм, и степень механической вытяжки составляла 1,9.
[0196]
Пример 2B
Нетканый материал по примеру 2B производили аналогично примеру 1B, за исключением того, что в производственном устройстве 100B согласно примеру 1B глубину зацепления пары валков 401, 402 с выступами и впадинами меняли на 1,6 мм, и что в производственном устройстве 100B согласно примеру 1B степень механической вытяжки меняли на 2,3.
[0197]
Пример 3B
Нетканый материал по примеру 3B производили аналогично примеру 1B за исключением того, что в производственном устройстве 100B согласно примеру 1B глубину зацепления пары валков 401, 402 с выступами и впадинами меняли на 2,0 мм, и что в производственном устройстве 100B согласно примеру 1B степень механической вытяжки меняли на 2,7.
[0198]
Пример 4B
Нетканый материал по примеру 4B производили аналогично примеру 1B за исключением того, что касается составляющего волокна в примере 1B, то есть волокно с высоким относительным удлинением меняли на волокно с относительным удлинением 250%.
[0199]
Пример 5B
Нетканый материал по примеру 5B производили аналогично примеру 2B за исключением того, что касается составляющего волокна в примере 2B, то есть волокно с высоким относительным удлинением меняли на волокно с относительным удлинением 250%.
[0200]
Пример 6B
Нетканый материал по примеру 6B производили аналогично примеру 3B за исключением того, что касается составляющего волокна в примере 3B, то есть волокно с высоким относительным удлинением меняли на волокно с относительным удлинением 250%.
[0201]
Пример для сравнения 1B
Нетканый материал по примеру для сравнения 1B производили аналогично примеру 1B за исключением того, что составляющее волокно в примере 1B меняли на уже подвергшееся вытягиванию двухкомпонентное волокно, более конкретно, меняли на подвергшееся вытягиванию волокно, в котором относительное удлинение двухкомпонентного волокна составляло 80%.
[0202]
Пример для сравнения 2B
Нетканый материал по примеру для сравнения 2B производили аналогично примеру 3B за исключением того, что составляющее волокно в примере 3B меняли на уже подвергшееся вытягиванию двухкомпонентное волокно, более конкретно, меняли на подвергшееся вытягиванию волокно, в котором относительное удлинение двухкомпонентного волокна составляло 80%.
[0203]
Пример для сравнения 3B
Нетканый материал по примеру для сравнения 3B формовали согласно способу, соответствующему способу производства, описанному в патентной литературе 1 с возможностью включать в него волокно с высоким относительным удлинением, которое представляет собой составляющее волокно по примеру 4B, и эластичное волокно. Глубина зацепления пары валков 401, 402 с выступами и впадинами и степень механической вытяжки были теми же самыми, что в примере 4B.
[0204]
Пример для сравнения 4B
Нетканый материал по примеру для сравнения 4B формовали согласно способу, соответствующему способу производства, описанному в патентной литературе 1, с возможностью включать в него волокно с высоким относительным удлинением, которое представляет собой составляющее волокно по примеру 6B, и эластичное волокно. Глубина зацепления пары валков 401, 402 с выступами и впадинами и степень механической вытяжки были теми же самыми, что в примере 6B.
[0205]
Оценочное испытание
Для каждого из нетканых материалов по примерам 1B-6B и примерам для сравнения 1B-4B оценивали процент присутствия точки перехода 18 от участка 16 малого диаметра к участку 17 большого диаметра согласно следующему способу. В тех случаях, когда имелась точка перехода 18, также измеряли местоположение точки перехода 18. Кроме того, согласно вышеупомянутому способу измеряли диаметр волокна на участке 16 малого диаметра и диаметр волокна на участке 17 большого диаметра. Результаты приведены ниже в таблице 2.
Кроме того, для каждого из нетканых материалов по примерам 1B-6B и примерам для сравнения 1B-4B согласно вышеупомянутому способу измеряли соответствующие плотности волокна в верхней области 13a, нижней области 13b и боковой области 13c и соответствующие числа точек перехода 18 в верхней области 13a, нижней области 13b и боковой области 13c. Результаты приведены ниже в таблице 2.
Кроме того, для каждого из нетканых материалов по примерам 1B-6B и примерам для сравнения 1B-4B согласно следующим способам оценивали текстуру нетканого материала на ощупь и проницаемость жидкости. Результаты приведены ниже в таблице 2.
[0206]
Оценка процента присутствия точки перехода 18
Из каждого нетканого материала случайным образом извлекали двадцать составляющих волокон. Каждое составляющее волокно исследовали при увеличении 110x с помощью сканирующего электронного микроскопа JCM-5100 (торговая марка) от компании JEOL Ltd., чтобы исследовать присутствует или нет точка перехода 18 от участка 16 малого диаметра к участку 17 большого диаметра. Процент присутствия точки перехода рассчитывали следующим образом:
Процент присутствия (%)=(Число волокон с точкой перехода 18)/20 × 100
В данном документе, как описано выше, "точка перехода 18" относится к участку, где диаметр волокна меняется радикально, и не включает в себя участки, где диаметр волокна меняется непрерывно и постепенно от участка малого диаметра к участку большого диаметра; участки, где диаметр волокна меняется непрерывно в результате множества этапов; и участки в состоянии, когда диаметр волокна меняется из-за отслаивания второго смоляного компонента, образующего оболочку, от первого смоляного компонента, образующего сердцевину составляющего волокна.
[0207]
Оценка местоположения точки перехода 18
В тех случаях, когда волокно включало в себя точку перехода 18, расстояние T между соседними скрепленными путем сплавления участками 12, 12 делили на три равных части, то есть: часть со стороны одного скрепленного путем сплавления участка 12, определяемую как область AT; часть со стороны другого скрепленного путем сплавления участка 12, определяемую как область BT; и часть в центре, определяемую как область CT; и исследовали, в какой из областей (области AT, области BT и центральной области CT) была расположена точка перехода 18.
Результаты оценки
A: среди волокон, включающих в себя точку перехода (точки перехода), присутствует множество волокон с точкой перехода в области AT или в области BT, и также волокна с точкой перехода в центральной области CT.
B: среди волокон, включающих в себя точку перехода (точки перехода), присутствует множество волокон с точкой перехода только в области AT или в области BT.
C: среди волокон, включающих в себя точку перехода (точки перехода), присутствует множество волокон с точкой перехода только в центральной области CT.
[0208]
Оценка текстуры нетканого материала на ощупь
Двадцать членов группы по проведению оценки дотрагивались до каждого нетканого материала в состоянии, когда он/она не могли видеть нетканый материал, и оценивали общую текстуру на ощупь каждого нетканого материала с точки зрения гибкости, мягкости, смягчающих свойств и т.п. по шкале от одного до пяти согласно следующим критериям. Результат показывает усредненное значение мнения двадцати членов группы по проведению оценки текстуры.
Критерии оценки
5: Очень хорошая
4: Хорошая
3: Удовлетворительная
2: Плохая
1: Очень плохая.
Когда усредненное значение результатов оценки, сделанной двадцатью членами группы по проведению оценки, составляет 4 или выше, можно ожидать, что улучшение текстуры нетканого материала на ощупь будет подтверждаться пользователем, приводя при этом к высокой оценке.
[0209]
Оценка проницаемости жидкости через нетканый материал
Проницаемость жидкости через нетканый материал измеряли согласно способу "153.0-02 Repeated Liquid Strike-Through Time" Европейской ассоциации производителей нетканых материалов и изделий одноразового использования (European Disposables and Nonwovens Association (EDANA)) с применением измерительного прибора "Lister" (Liquid Strike-Through Time) для измерения времени прохождения жидкости сквозь материал от компании Lenzing Technik GmbH. Прибор "Liquid Strike-Through Time" указывает время (в секундах), за которое заданное количество физиологического раствора проходит сквозь нетканый материал от передней поверхности нетканого материала до его задней поверхности. Более конкретно, способ проведения оценочного испытания состоял в следующем. Стопку из 10 листов фильтровальной бумаги специального назначения помещали на опорную пластину измерительного прибора, и на нее помещали нетканый материал. Затем на нетканый материал помещали пластину с электродом, через которую проходит жидкость, и вводили 10 мл физиологического раствора (физиологический раствор Японской Фармакопеи Otsuka Normal Saline (торговая марка) от компании Otsuka Pharmaceutical Co., Ltd.) в отверстие, подводящее жидкость и соединенное с пластиной, через которую проходит жидкость. Затем включали сетевой выключатель измерительного прибора. Измерительный прибор измерял промежуток времени (в секундах) с момента, когда физиологический раствор вступает в контакт с электродом, до момента, когда контакт физиологического раствора с электродом прерывается в результате прохождения раствора через нетканый материал и, следовательно, снижения уровня жидкости. Измерение осуществляли три раза, и усредненное значение принимали за время проникновения жидкости через нетканый материал. Чем короче время проникновения жидкости, тем лучше проницаемость материала для жидкости.
[0210]
Таблица 2
|
[0211]
Как очевидно из результатов, приведенных в таблице 2, в нетканых материалах по примерам 1B-6B точка перехода 18 от участка 16 малого диаметра к участку 17 большого диаметра стремится располагаться в области AT или области BT, то есть участок 16 малого диаметра с низкой жесткостью стремится располагаться по соседству с каждым из скрепленных путем сплавления участков 12, на которых жесткость нетканого материала увеличивается, в противоположность нетканым материалам по примерам для сравнения 1B-4B и, следовательно, гибкость и текстура нетканого материала на ощупь улучшаются.
Кроме того, как также очевидно из приведенных результатов, в нетканых материалах по примерам 1B-6B больше точек перехода 18 расположено в боковой области 13c, и поэтому ребра 13 могут легко следовать за движением кожи пользователя с учетом превосходной текстуры нетканого материала на ощупь. Как также очевидно из приведенных результатов, в нетканых материалах по примерам 1B-6B больше точек перехода 18 расположено в боковой области 13c, и плотность волокна в боковой области 13c является низкой, что обеспечивает превосходную проницаемость жидкости.
[0212]
Кроме того, результаты таблицы 2 показывают следующее. Поскольку в нетканых материалах по примерам для сравнения 1B и 2B применяли подвергнутое вытягиванию волокно с низким относительным удлинением, благодаря вытягиванию происходит отслаивание между первым смоляным компонентом, образующим сердцевину составляющего волокна, и вторым смоляным компонентом, образующим оболочку. Таким образом, участки, где оболочка отслоилась, упираются в кожу, ухудшая при этом текстуру нетканого материала на ощупь. Кроме того, становится затруднительным сохранять формы выступов и впадин, и также из-за обнажения сердцевины волокно становится водоотталкивающим, приводя при этом к проникновению жидкости в течение длительного времени. Нетканый материал по примеру для сравнения 3B имел структуру, при которой в нетканый материал по примеру 4B было включено эластичное волокно. Как описано выше, когда в нетканый материал включено эластичное волокно, нетканый материал подвергается вытягиванию, сокращаясь при этом; следовательно, точки перехода будут образовываться с меньшей вероятностью, даже если степень механической вытяжки остается той же самой, и также с меньшей вероятностью будет уменьшаться плотность волокна. В результате нетканый материал по примеру для сравнения 3B с меньшей вероятностью обеспечивает улучшенную проницаемость жидкости и текстуру нетканого материала на ощупь. Нетканый материал по примеру для сравнения 4B имел структуру, при которой в нетканый материал по примеру 6B было включено эластичное волокно. Как описано выше, когда в нетканый материал включено эластичное волокно, нетканый материал подвергается вытягиванию, сокращаясь при этом; следовательно, точка перехода, как упоминается в данном документе, в которой диаметр волокна радикально меняется, будет образовываться с меньшей вероятностью, или наоборот, вероятно, будет образовываться участок, где диаметр волокна меняется непрерывно и постепенно от участка 16 малого диаметра к участку 17 большого диаметра. В нетканом материале по примеру для сравнения 4B, поскольку участок, где диаметр волокна меняется непрерывно и постепенно, включает в себя эластичное волокно, локальное вытягивание с меньшей вероятностью происходит вблизи скрепленной путем сплавления точки, и поэтому не наблюдается вблизи скрепленной путем сплавления точки. В результате нетканый материал по примеру для сравнения 4B с меньшей вероятностью обеспечивает повышенную проницаемость жидкости и улучшенную текстуру нетканого материала на ощупь.
Промышленная применимость
[0213]
Согласно настоящему изобретению (первое изобретение), на поверхности остается небольшое количество жидкости, и характеристика "сухости на ощупь" улучшается.
[0214]
Согласно настоящему изобретению (второе изобретение) можно дополнительно улучшать текстуру нетканого материала на ощупь.
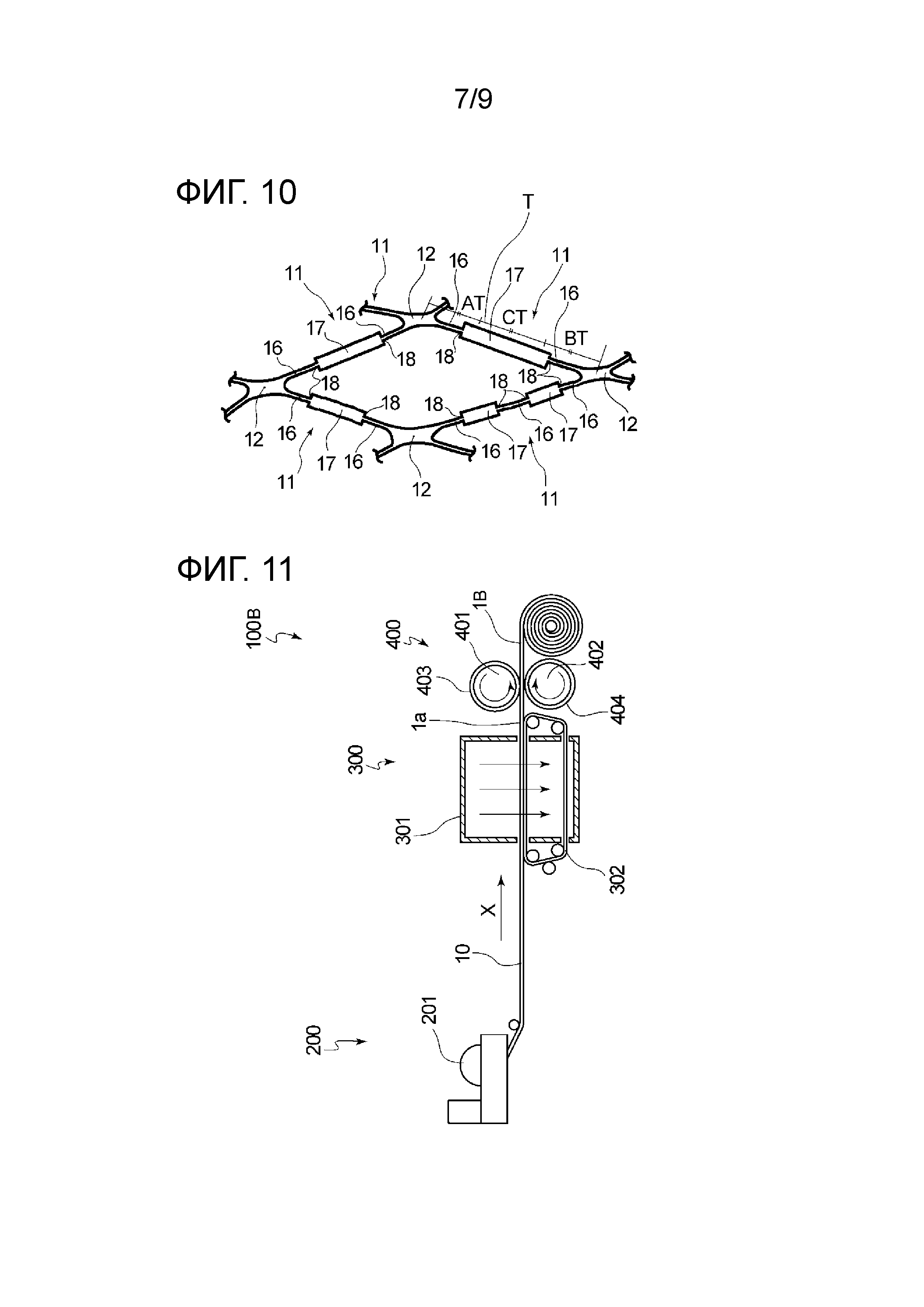
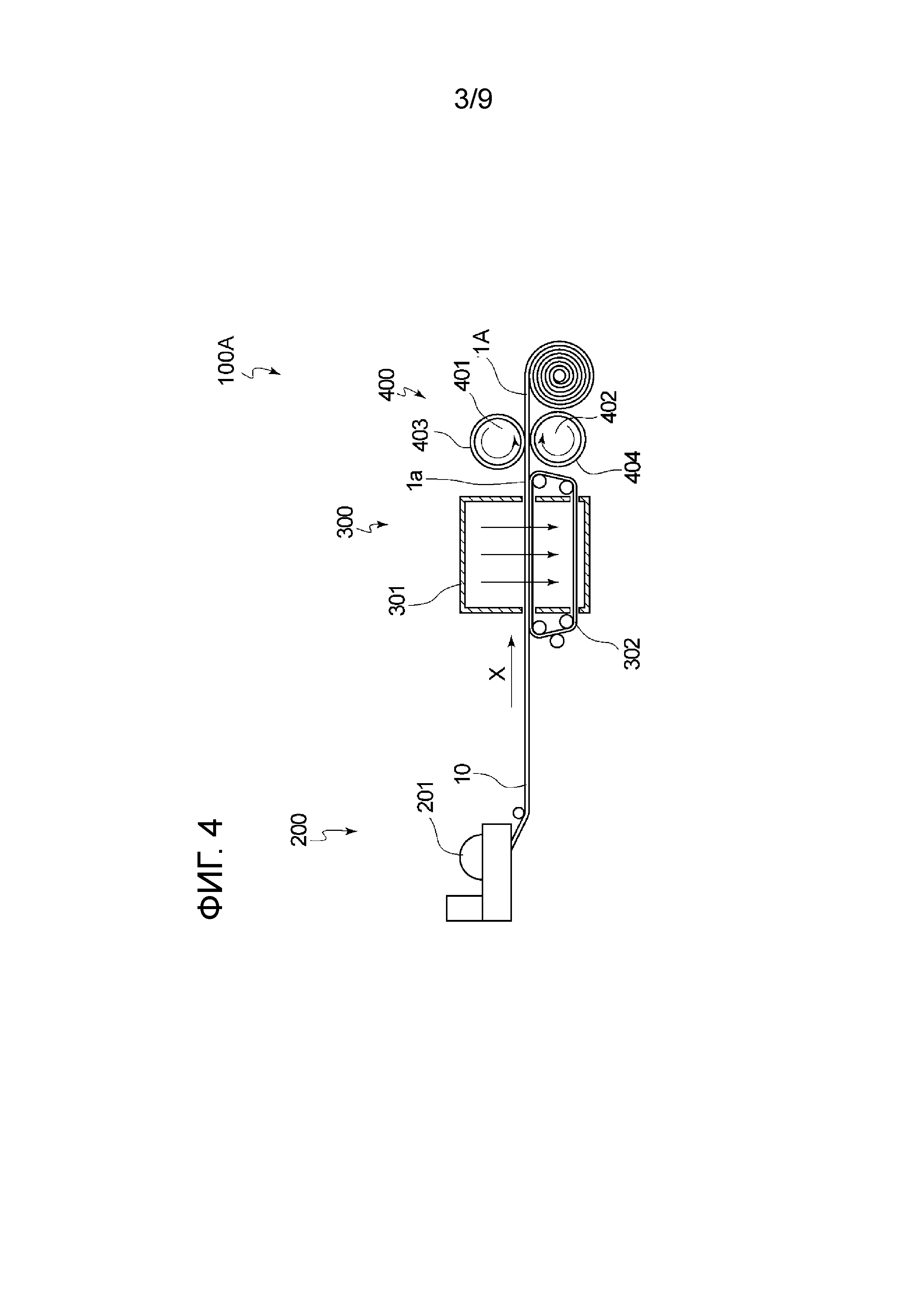
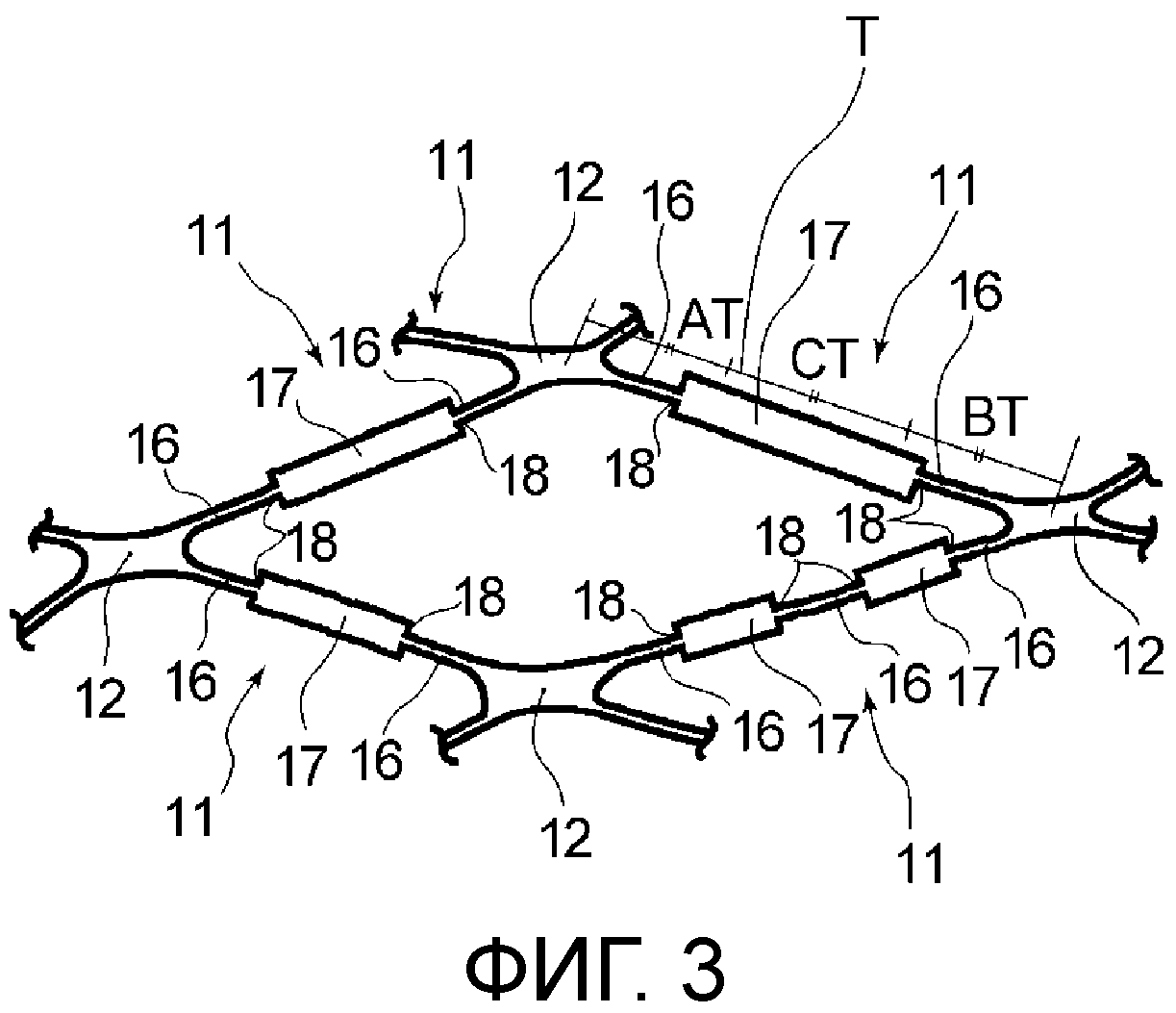
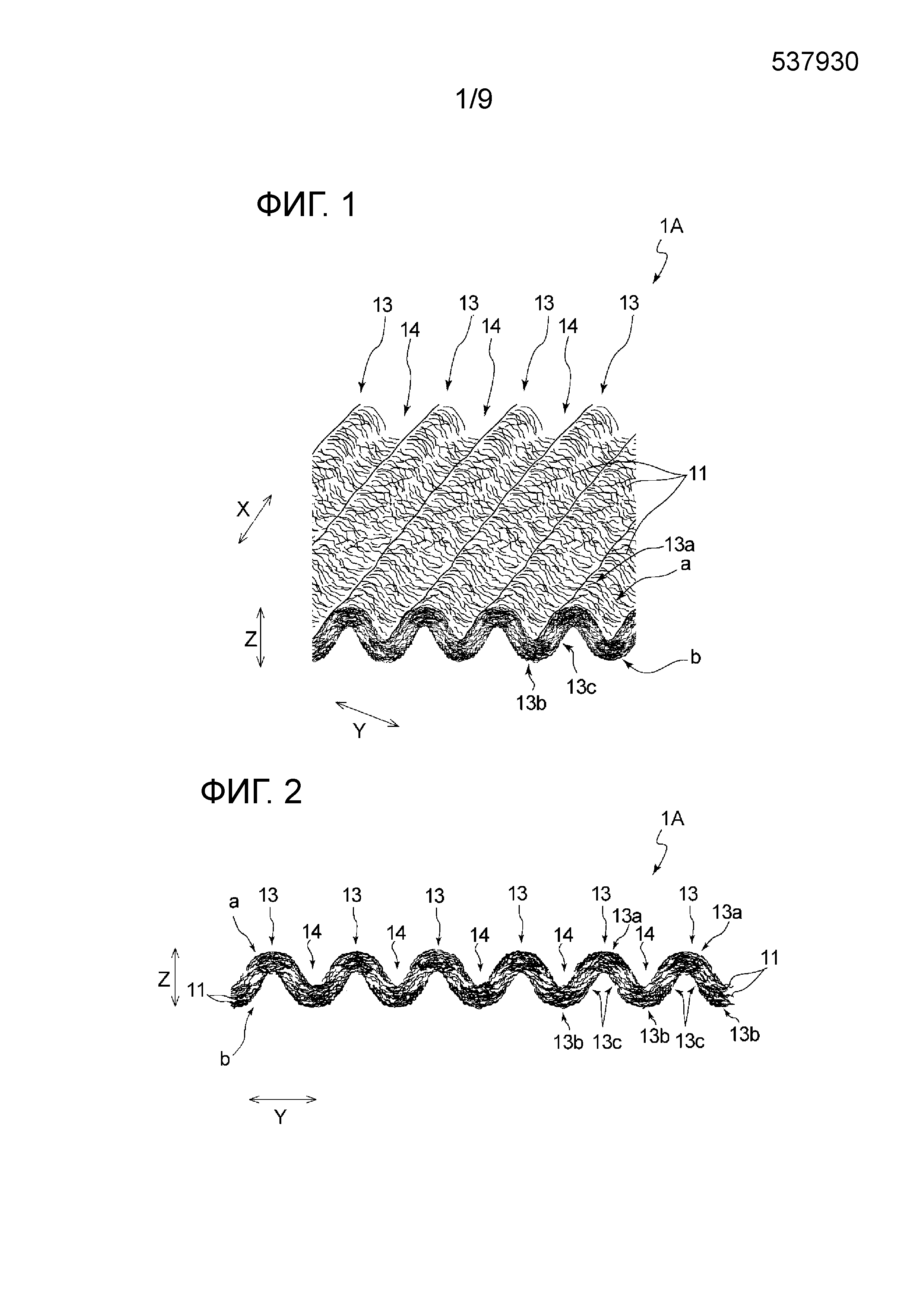
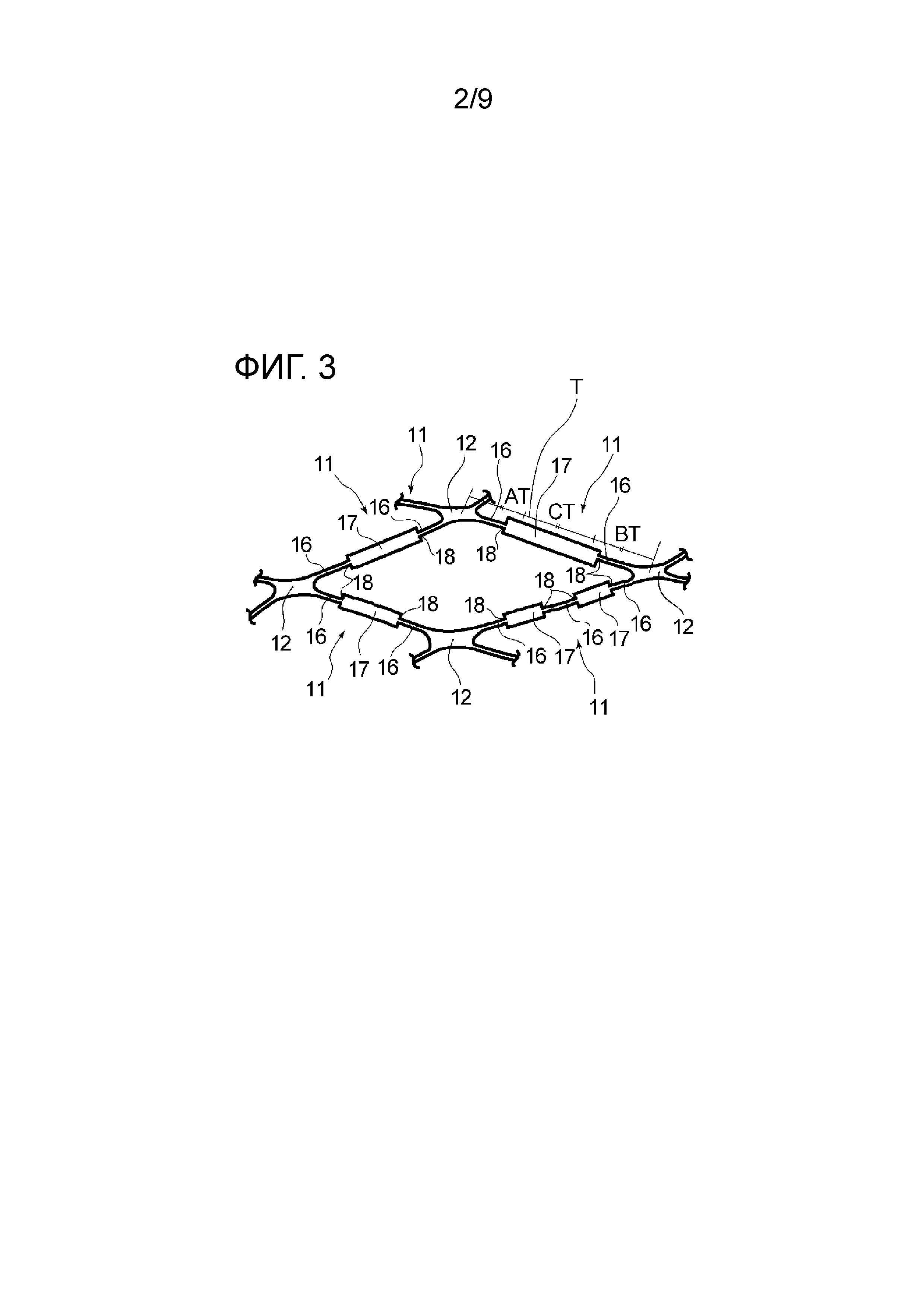
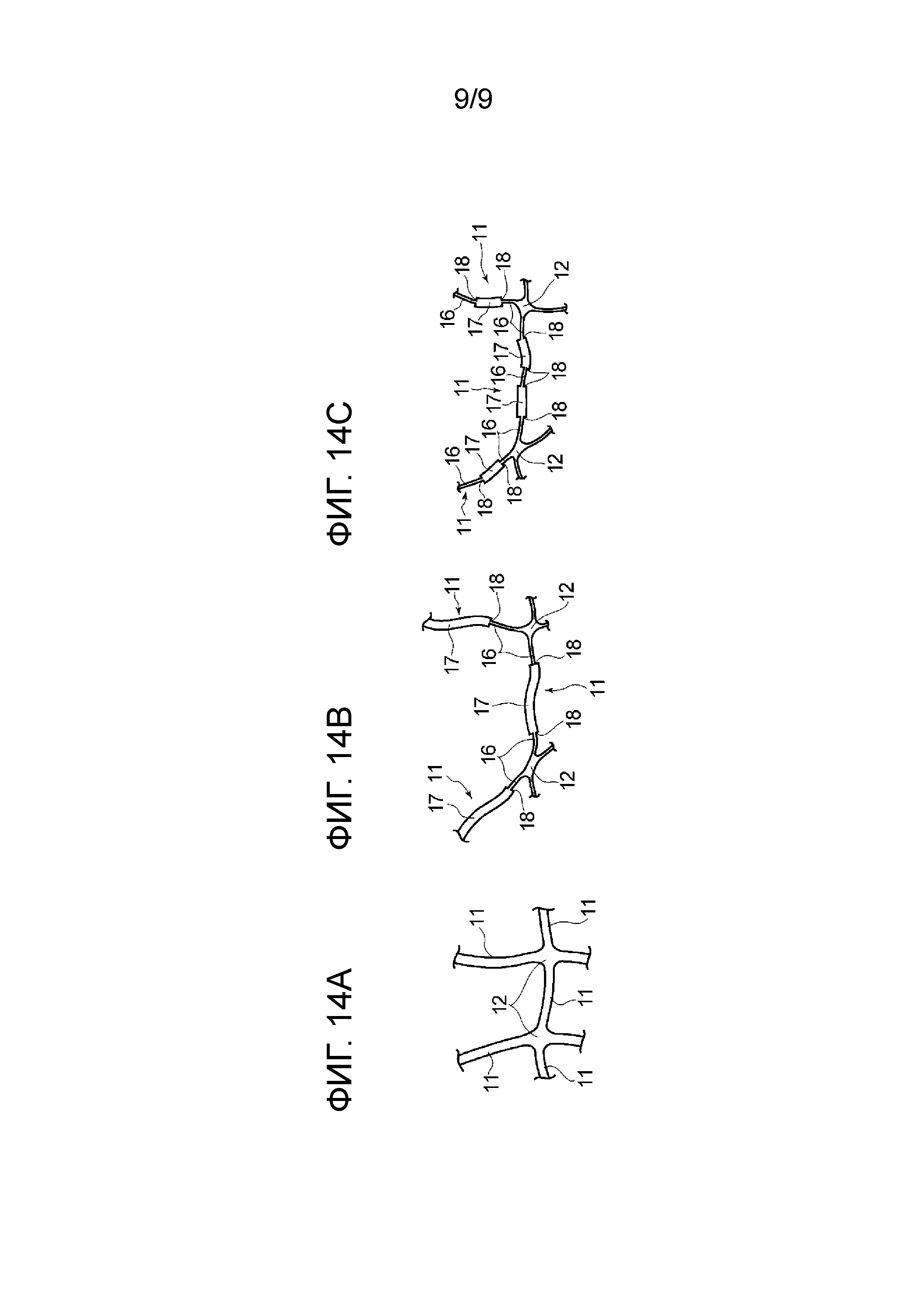
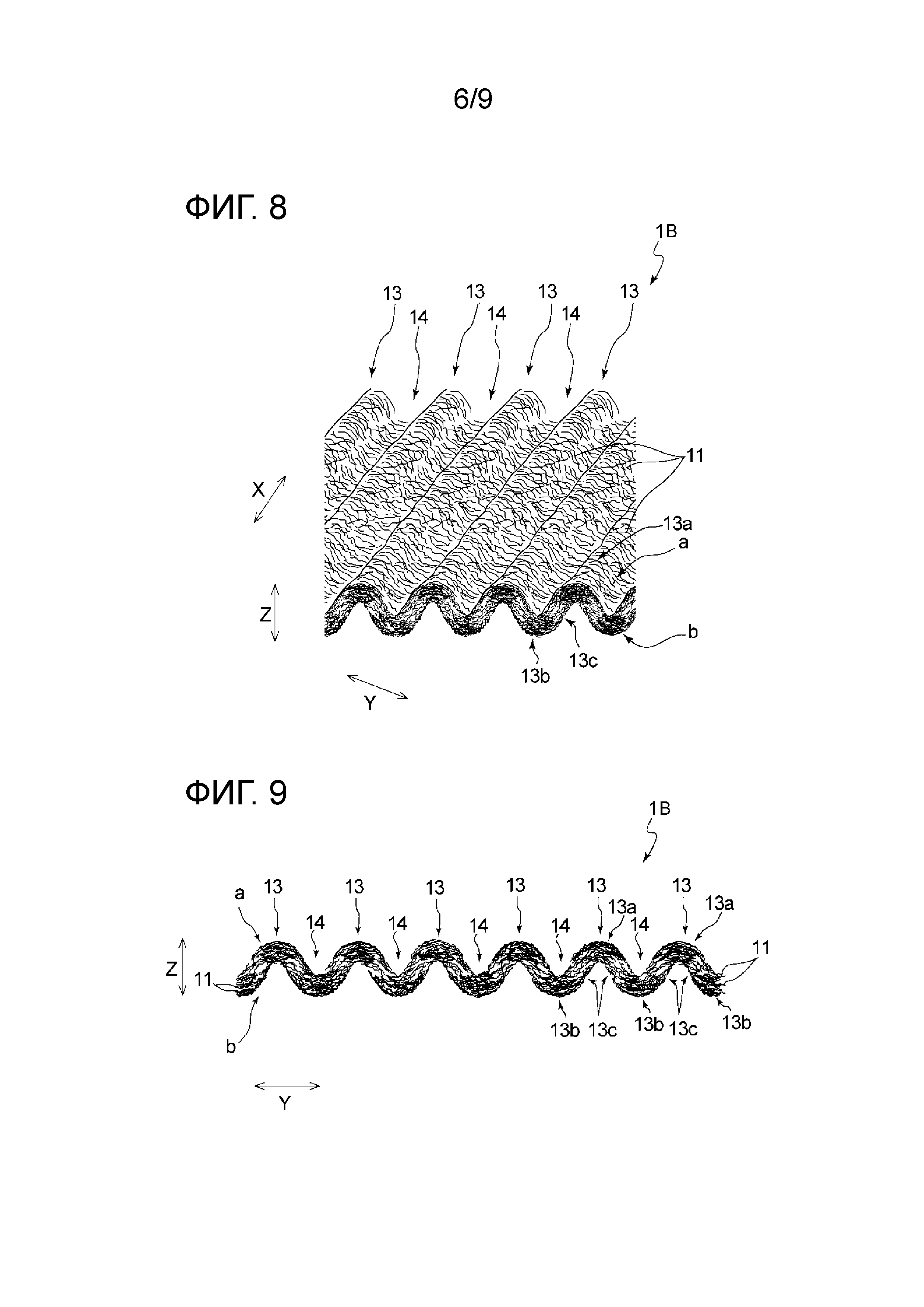
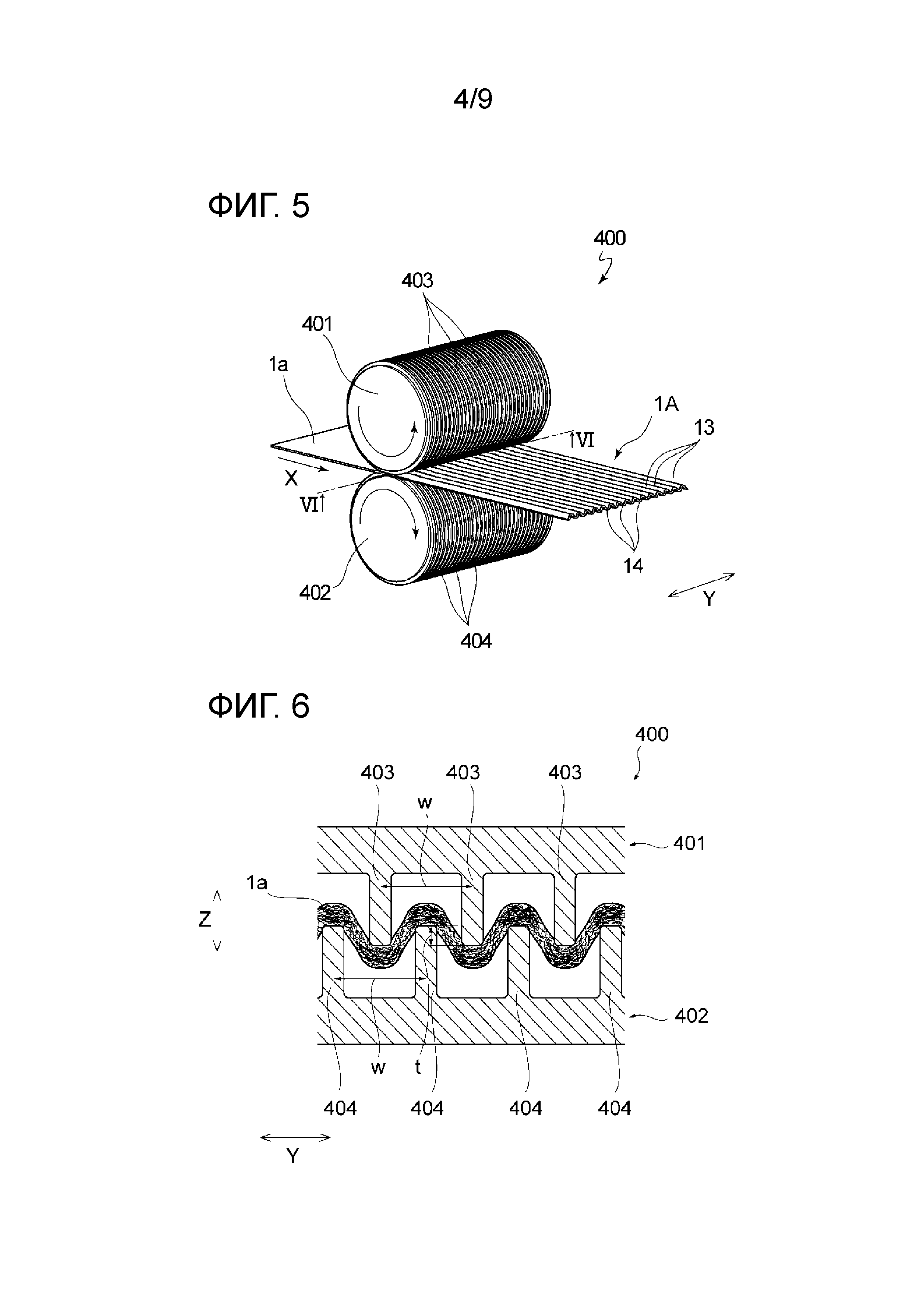
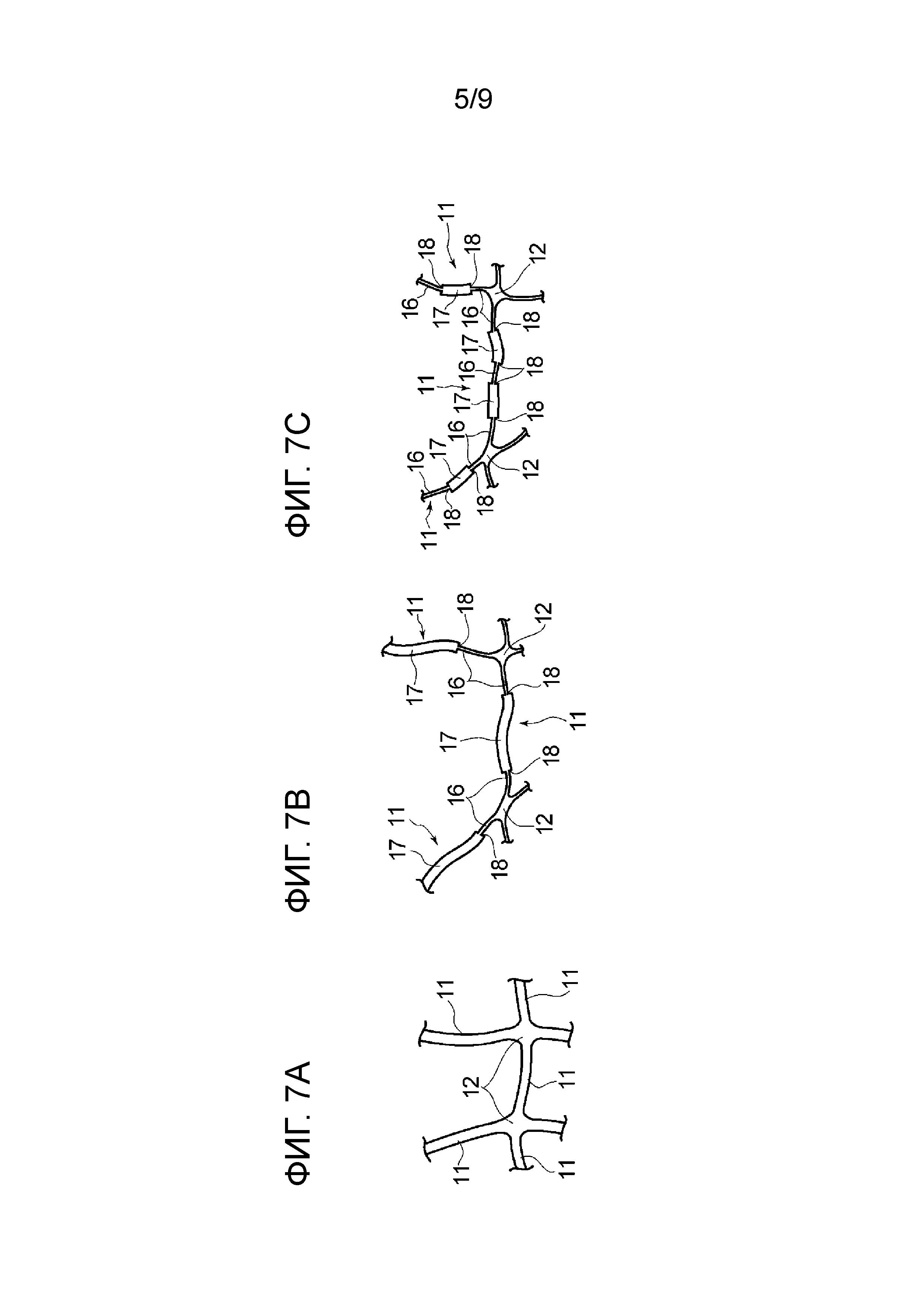
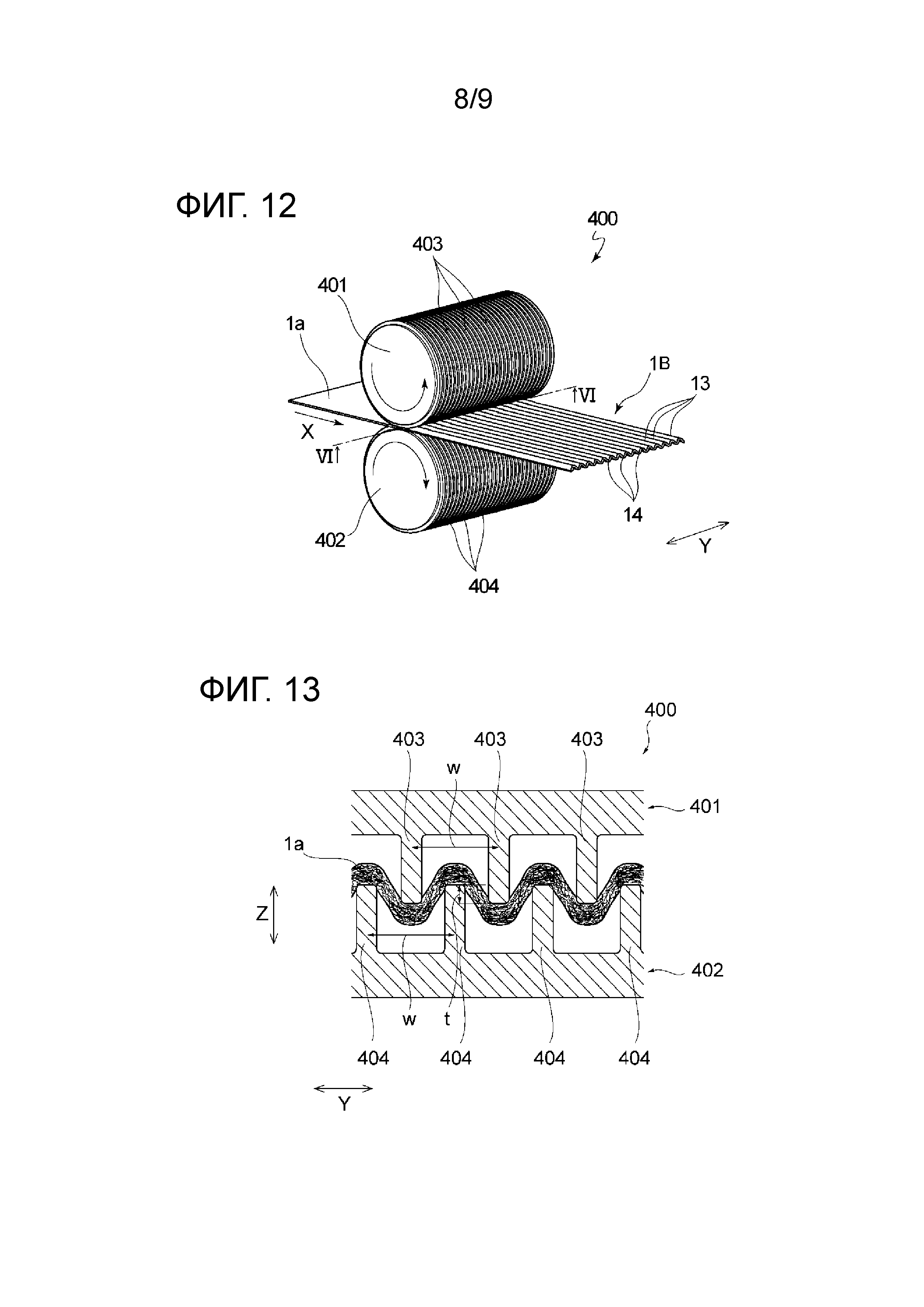
Органополисилоксан
Натягиваемое поглощающее изделие
Способ окраски или обесцвечивания волос
Способ получения затвердевающего в воде порошка
Тряпка для уборки
Косметическая композиция для ухода за волосами
Двухкомпонентная пенообразующая краска для волос
Двухкомпонентная композиция для окрашивания или обесцвечивания волос
Двухкомпонентный краситель для волос
Нетканая ткань и способ ее получения
Впитывающее изделие
Нетканый материал и использующее его абсорбирующее изделие
Нетканый материал
Нетканое полотно

