Результат интеллектуальной деятельности: УСТАНОВКА ДЛЯ РЕЗКИ МАТЕРИАЛА И СПОСОБ РЕЗКИ МАТЕРИАЛА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
[001] Настоящее изобретение относится к установке для резки материала и способу резки материала в соответствии с заданной длиной в области непрерывной обработки материалов с высокой скоростью на поточных линиях и, в частности, относится к установке для резки материала и способу резки материала для поочередной резки материалов путем возвратно-поступательного движения множества резцедержателей.
Уровень техники
[002] Традиционный отрезной станок, установленный в поточной линии для непрерывной обработки материалов, содержит только один резцедержатель, который установлен с возможностью возвратно-поступательного перемещения и снабжен резцом. После перемещения материала на заданную длину резцедержатель начинает движение из начальной точки по направляющей параллельно материалу, следуя за материалом. Когда скорость движения резцедержателя становится равной скорости движения материала, резец, установленный в резцедержателе, разрезает материал в направлении, перпендикулярном материалу, после чего резцедержатель возвращается в начальную точку и готовится к следующей резке. Поскольку процесс возвращения резцедержателя в начальную точку занимает некоторое время, предусмотренное для резки, величина перемещения резцедержателя в таком отрезном станке не может быть слишком большой. В противном случае отрезной станок не сможет отрезать материалы в соответствии с заданной длиной, поскольку длина, на которую перемещается материал, будет превышать заданную величину, пока резцедержатель возвращается в начальную точку после отрезания материала. Период времени резки материала является коротким вследствие небольшой длины перемещения резцедержателя, поэтому при обработке материала с высокой скоростью на поточной линии время для отрезания резцом материала будет недостаточным, или резец будет преждевременно повреждаться в случае отрезания материала с приложением большого усилия. Таким образом, отрезной станок этого типа не приспособлен к поточным линиям для непрерывной обработки материалов с высокой скоростью.
Раскрытие изобретения
Решаемые технические задачи
[003] Для того чтобы устранить недостатки известного уровня техники, настоящее изобретение предлагает установку для резки материала и способ резки материала для поочередной резки материалов путем возвратно-поступательного движения множества резцедержателей.
Технические решения для решения технических задач
[004] В одном аспекте настоящего изобретения предлагается установка для резки материала для резки движущегося материала, содержащая множество резцедержателей, каждый из которых снабжен резцом для резки материала, множество направляющих, соответствующих множеству резцедержателей, причем каждый из множества резцедержателей расположен на соответствующей направляющей, и множество направляющих параллельны материалу и расположены рядом друг с другом вокруг материала; и приводные устройства, предназначенные для приведения в действие множества резцедержателей, таким образом, что множество резцедержателей совершают возвратно-поступательные движения на их соответствующих направляющих в заданной последовательности и поочередно достигают той же скорости движения, что и скорость материала в направлении движения материала, при этом резец, установленный в резцедержателе, который имеет ту же скорость движения, что и материал, разрезает материал в соответствии с первой заданной длиной.
[005] В вышеописанной установке для резки материала количество множества резцедержателей равно двум и количество множества направляющих равно двум.
[006] В вышеописанной установке для резки материала начальные точки множества резцедержателей расположены в одной и той же позиции в направлении движения материала.
[007] В вышеописанной установке для резки материала множество резцедержателей имеют одинаковую максимальную длину перемещения.
[008] В вышеописанной установке для резки материала увеличение количества множества резцедержателей ведет к увеличению максимальной длины перемещения.
[009] В вышеописанной установке для резки материала максимальная длина перемещения = (количество резцедержателей – 1) * первая заданная длина.
[0010] В другом аспекте настоящего изобретения предлагается способ резки материала для поочередной резки движущегося материала в соответствии с первой заданной длиной путем использования множества резцедержателей, при этом указанный способ резки материала включает следующие шаги: (a) выполняют запуск и ускорение первого резцедержателя, расположенного в начальной точке, когда материал переместится на вторую заданную длину; (b) разрезают материал в направлении, перпендикулярном материалу, путем использования первого резца, установленного в первом резцедержателе, после того, как первый резцедержатель достигает той же скорости движения, что и скорость материала; (c) останавливают первый резцедержатель в конечной точке после того, как первый резец разрежет материал, и в этот момент второй резцедержатель прибывает в начальную точку; (d) выполняют запуск и ускорение второго резцедержателя, расположенного в начальной точке, когда материал снова переместится на вторую заданную длину; (e) разрезают материал в направлении, перпендикулярном материалу, путем использования второго резца, установленного во втором резцедержателе, после того, как второй резцедержатель достигает той же скорости движения, что и скорость материала; и (f) останавливают второй резцедержатель в конечной точке после того, как второй резец разрежет материал, и в этот момент первый резцедержатель прибывает в начальную точку, при этом, если количество множества резцедержателей равно двум, циклически выполняют шаги (a)-(f) до тех пор, пока процесс резки материала не закончится, а если количество множества резцедержателей превышает 2, циклически выполняют резку материалов в соответствии с правилом, реализуемым шагами (a)-(f) до тех пор, пока процесс резки материала не закончится.
[0011] В вышеописанном способе резки материала количество множества резцедержателей равно двум.
[0012] В вышеописанном способе резки материала начальные точки множества резцедержателей расположены в одной и той же позиции в направлении движения материала.
[0013] В вышеописанном способе резки материала множество резцедержателей имеют одинаковую максимальную длину перемещения.
[0014] В вышеописанном способе резки материала увеличение количества множества резцедержателей ведет к увеличению максимальной длины перемещения.
[0015] В вышеописанном способе резки материала максимальная длина перемещения = (количество резцедержателей – 1) * первая заданная длина.
[0016] Поскольку в вышеуказанном отрезном станке для поочередной резки материалов путем возвратно-поступательного движения двух резцедержателей время, предусмотренное для резки материала, больше не расходуется на возврат резцедержателя, длина перемещения резцедержателей в таком отрезном станке увеличивается (теоретически длина перемещения может достигать фиксированной длины материала). Таким образом, может быть затрачено большее время на отрезание резцами материала благодаря большей длине перемещения резцедержателей. Даже в случае повышения скорости обработки материала 3, разумеется, в определенных пределах, остается достаточно времени для отрезания материала резцами. Таким образом, отрезной станок для поочередной резки материалов путем возвратно-поступательного движения двух резцедержателей может удовлетворять требованиям поточной линии для обработки материалов в части высокоскоростной резки материалов в соответствии с заданной длиной.
Краткое описание чертежей
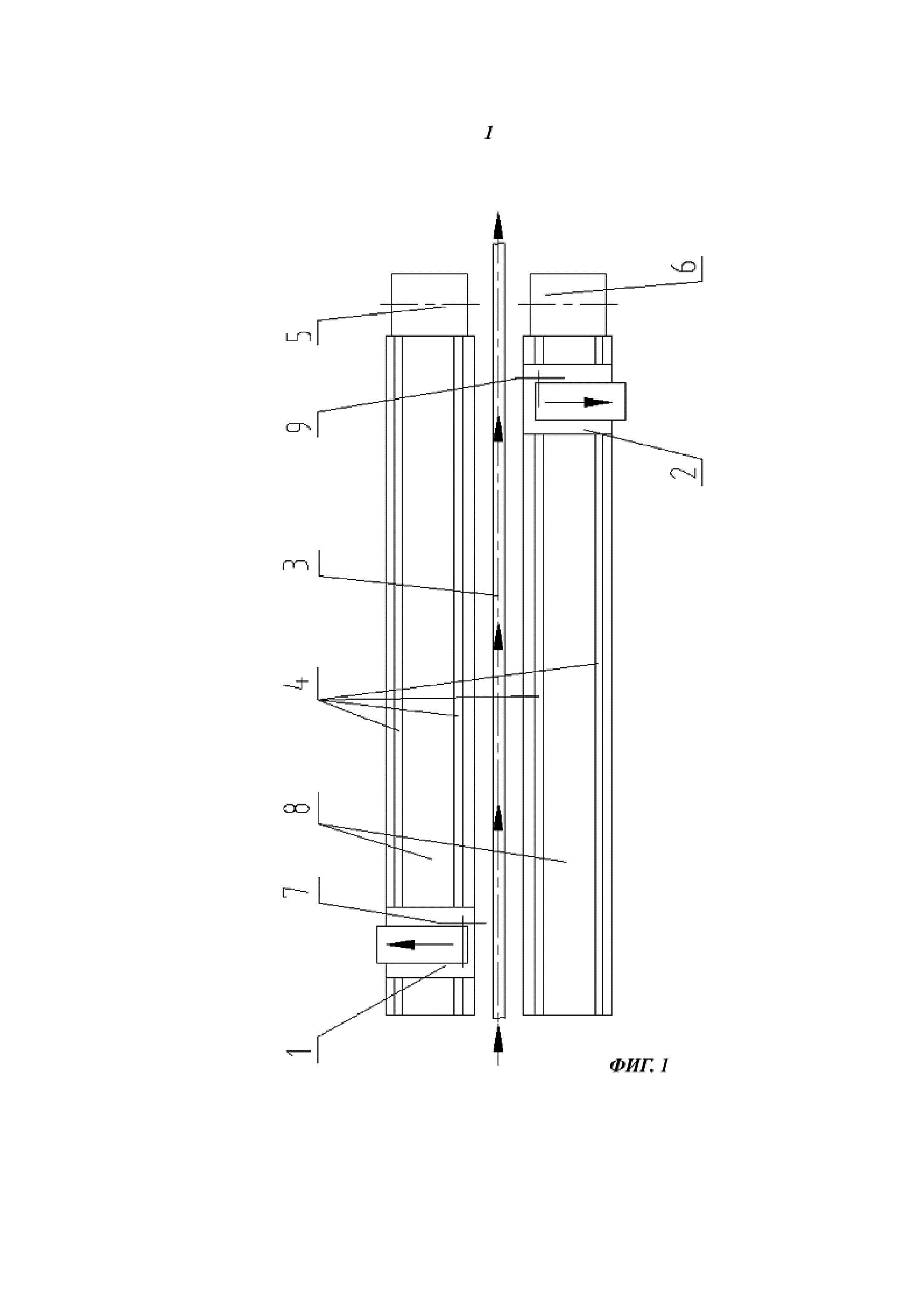
[0017] Фиг. 1 - схематическое изображение, показывающее, что резцедержатель 1 находится в начальной точке, а резцедержатель 2 - в конечной точке в конкретном варианте осуществления настоящего изобретения.
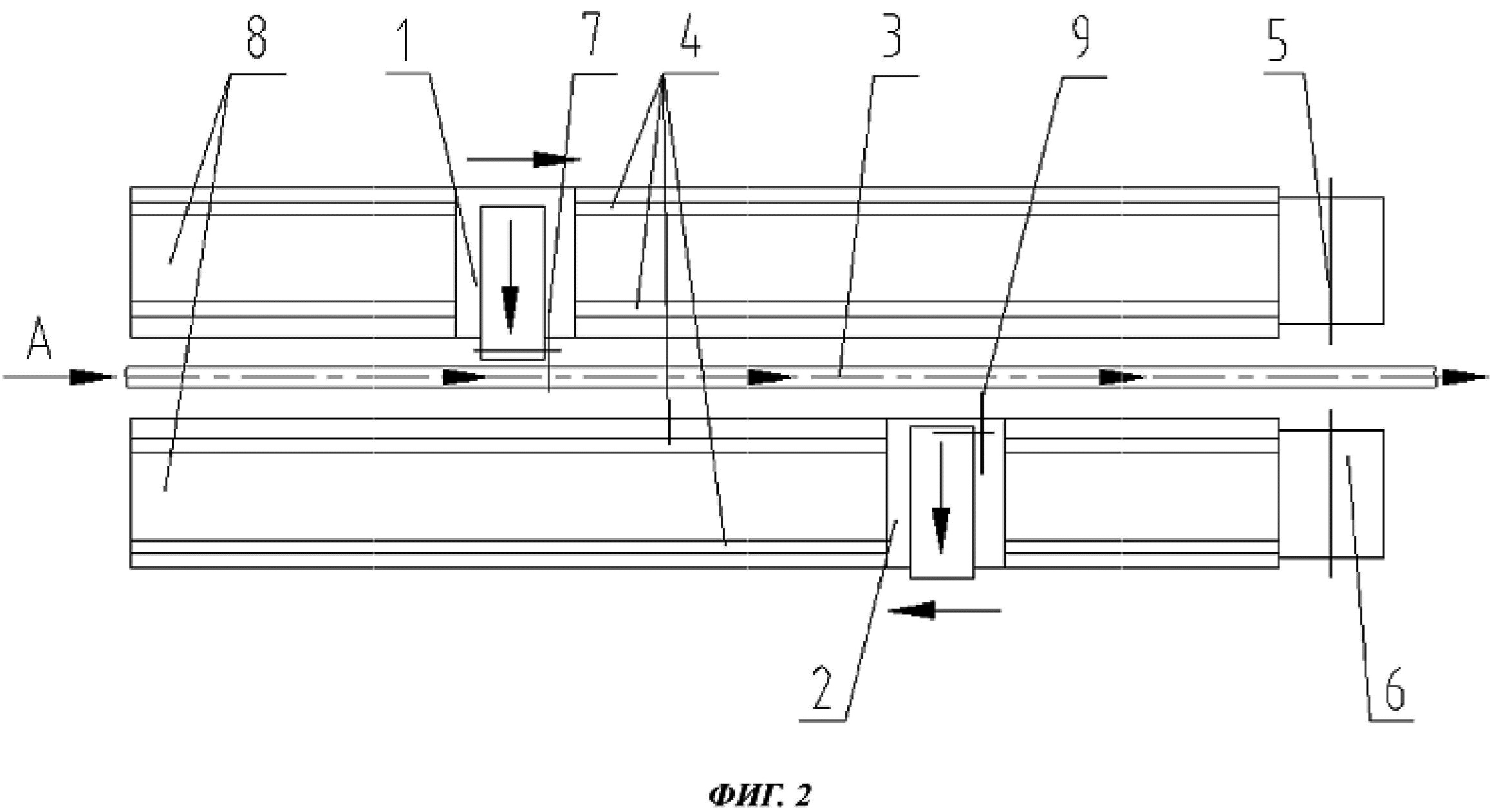
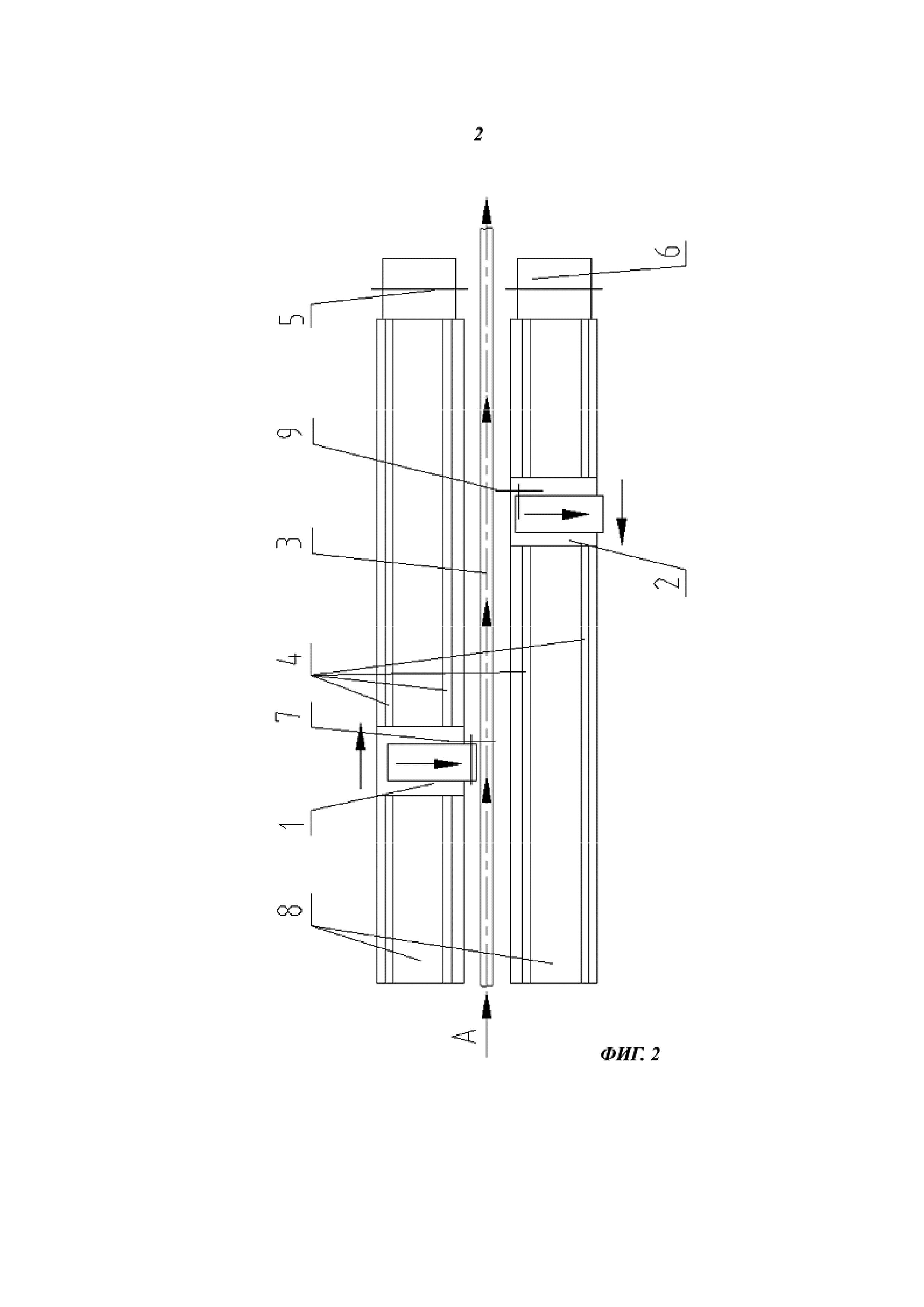
[0018] Фиг. 2 - схематическое изображение, показывающее, что резцедержатель 1 перемещается и разрезает материал в конкретном варианте осуществления настоящего изобретения.
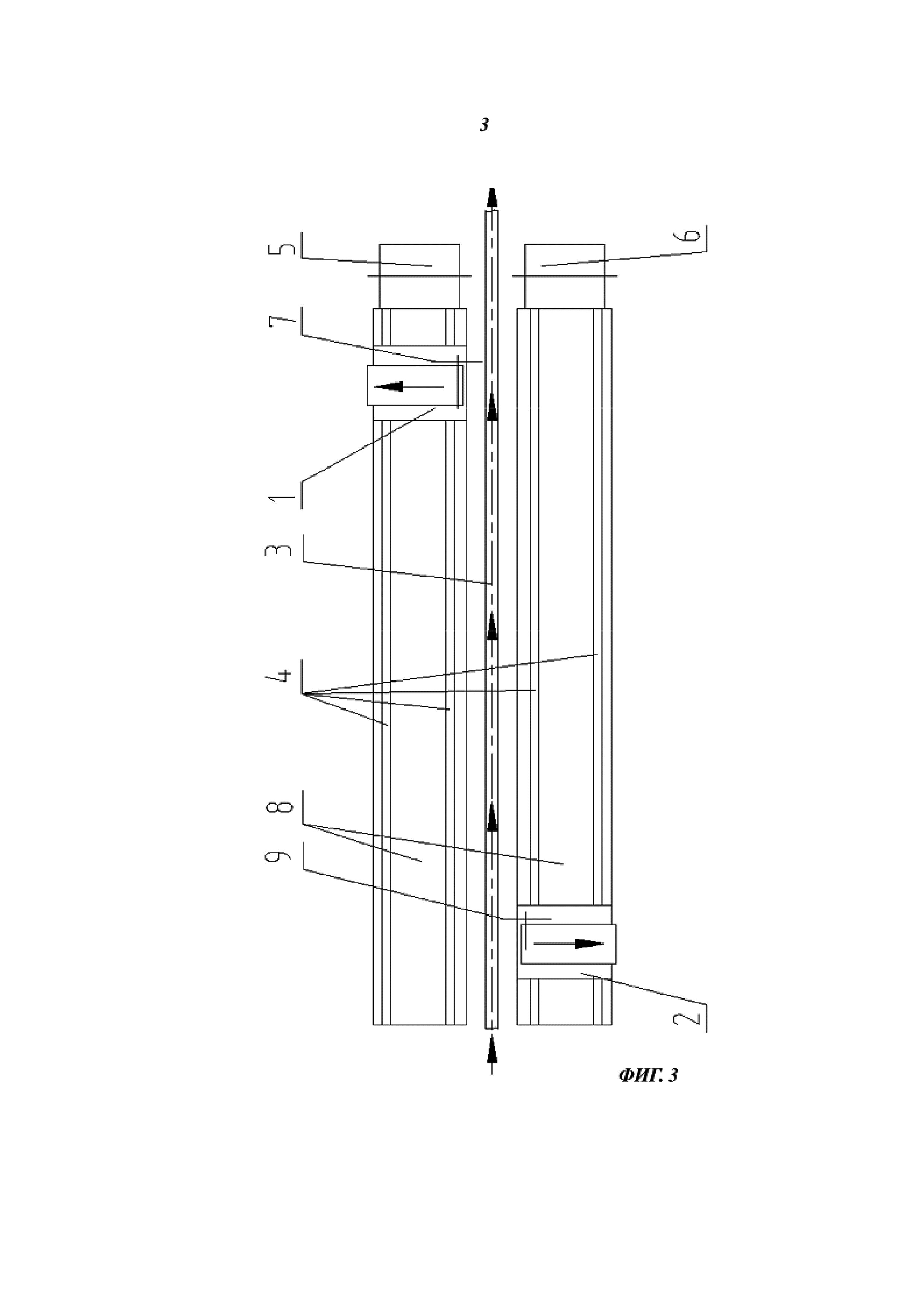
[0019] Фиг. 3 - схематическое изображение, показывающее, что резцедержатель 2 находится в начальной точке, а резцедержатель 1 - в конечной точке в конкретном варианте осуществления настоящего изобретения.
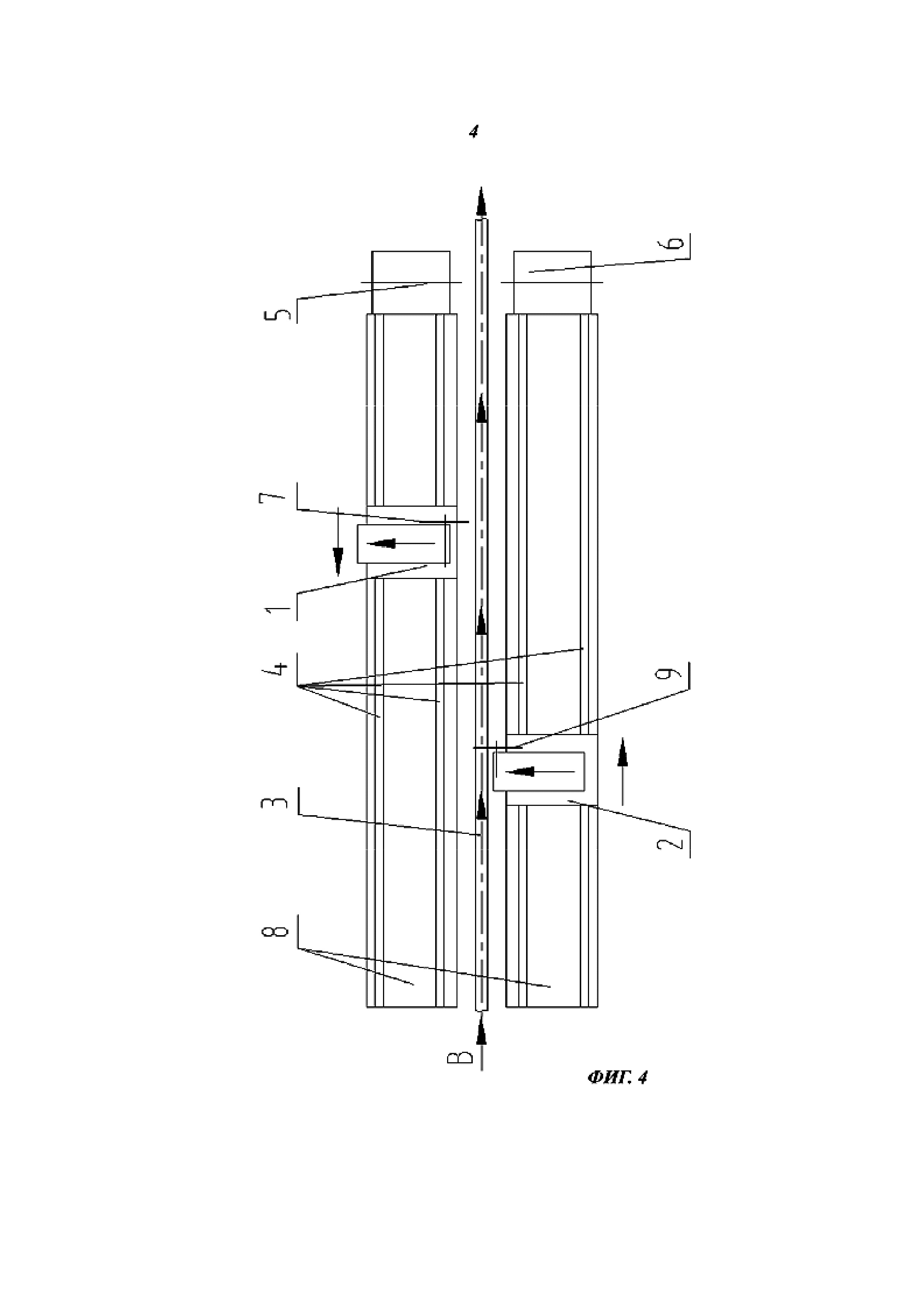
[0020] Фиг. 4 - схематическое изображение, показывающее, что резцедержатель 2 перемещается и разрезает материал в конкретном варианте осуществления настоящего изобретения.
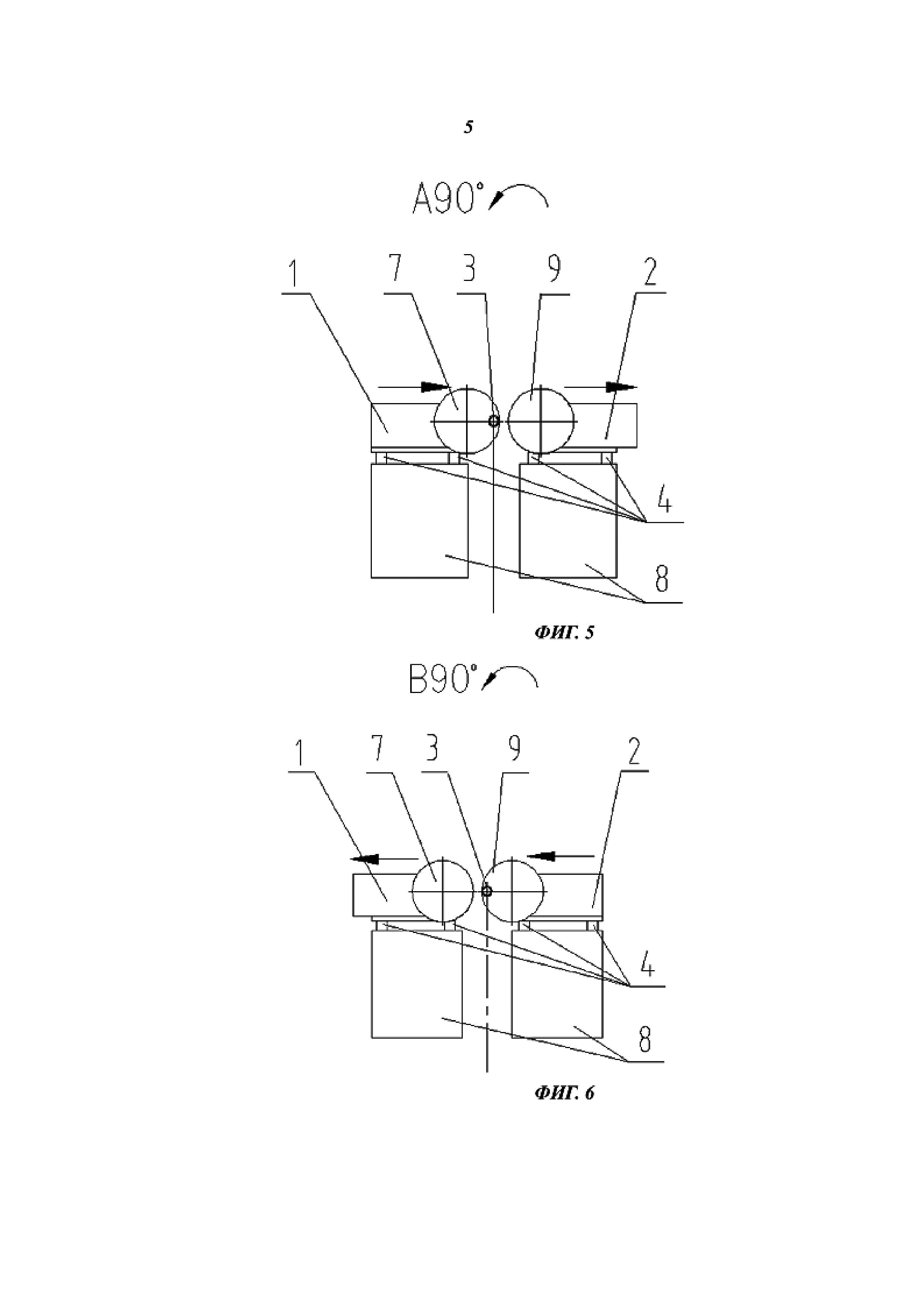
[0021] Фиг. 5 - вид сбоку фиг. 2.
[0022] Фиг. 6 - вид сбоку фиг. 4.
Осуществление изобретения
[0023] В соответствии с конкретным техническим решением представленного раскрытия предлагается отрезной станок для поочередной резки материалов путем возвратно-поступательного движения множества резцедержателей, который содержит по меньшей мере два резцедержателя, каждый из которых снабжен резцом, при этом указанные резцедержатели индивидуально установлены на соответствующих направляющих, которые расположены параллельно материалу рядом друг с другом вокруг материала, при этом резцедержатели под действием приводных устройств совершают возвратно-поступательные движения на их соответствующих направляющих параллельно материалу в заданной последовательности, а резцы, установленные в резцедержателях, поочередно разрезают материал в соответствии с заданной длиной.
[0024] Применительно к отрезному станку для поочередной резки материалов путем возвратно-поступательного движения множества резцедержателей, для удобства ниже описывается отрезной станок для поочередной резки материалов путем возвратно-поступательного движения двух резцедержателей, как показано на фиг. 1, в целях иллюстрации процесса эксплуатации станка.
[0025] Отрезной станок для поочередной резки материалов путем возвратно-поступательного движения двух резцедержателей содержит резцедержатели 1 и 2, направляющие 4, основание 8, приводные устройства 5 и 6 и резцы 7 и 9. Резцедержатели 1 и 2 индивидуально установлены на их соответствующих направляющих 4, которые расположены параллельно материалу 3 рядом друг с другом вокруг материала. Резцедержатели 1 и 2 под действием их соответствующих приводных устройств 5 и 6 индивидуально совершают возвратно-поступательные движения в заданной последовательности. Как показано на фиг. 1, резцедержатели 1 и 2, снабженные резцами, установлены на направляющих, параллельных материалу. В частности, резцедержатель 1 снабжен резцом 7, резцедержатель 9 снабжен резцом 9, а основание 8 неподвижно установлено под направляющими 4. Резцедержатель 1 расположен в начальной точке, в то время как резцедержатель 2 расположен в конечной точке. Один рабочий цикл отрезного станка представляет собой следующее: в течение непрерывной обработки материала 3, когда материал 3 переместится на заданную длину, запускается приводное устройство 5, которое перемещает резцедержатель 1, ускоряя его из начальной точки, и после того как скорость движения резцедержателя 1 становится равной скорости движения материала 3, резец 7, установленный в резцедержателе 1, разрезает материал в направлении, перпендикулярном материалу 3 (как показано на фиг. 2), после чего резцедержатель 1 останавливается в конечной точке; в то время как резцедержатель 2 возвращается из конечной точки в начальную точку и останавливается (см. фиг. 3). Когда материал 3 снова переместится на заданную длину, запускается приводное устройство 6, которое перемещает резцедержатель 2, ускоряя его из начальной точки, и после того как скорость движения резцедержателя 2 становится равной скорости движения материала 3, резец 9, установленный в резцедержателе 2, разрезает материал в направлении, перпендикулярном материалу 3 (как показано на фиг. 4), а затем резцедержатель 2 останавливается в конечной точке, в то время как резцедержатель 1 возвращается из конечной точки в начальную точку и останавливается (как показано на фиг. 1). Отрезной станок повторяет вышеописанный процесс и разрезает материал в соответствии с заданной длиной, пока происходит непрерывная обработка материала на поточной линии.
[0026] Аналогично этому отрезной станок для поочередной резки материалов путем возвратно-поступательного движения множества резцедержателей имеет принципы работы, сходные с принципами работы вышеописанного отрезного станка для поочередной резки материалов путем возвратно-поступательного движения двух резцедержателей, и содержит по меньшей мере два резцедержателя, каждый из которых снабжен резцом. При этом указанные резцедержатели установлены на направляющих, которые расположены параллельно материалу рядом друг с другом вокруг материала; резцедержатели индивидуально приводятся в действие их соответствующими приводными устройствами для совершения возвратно-поступательных движений в заданной последовательности на их соответствующих направляющих, параллельных материалу; резцы, установленные в резцедержателях, поочередно разрезают материал в соответствии с заданной длиной; при этом, чем больше количество резцедержателей, тем больше может быть длина перемещения резцедержателей, поэтому на разрезание материала резцами отводится больше времени, и отрезной станок может быть адаптирован к поточной линии с высокой скоростью обработки материалов.
[0027] В соответствии с одним из аспектов осуществления настоящего решения длина перемещения резцедержателей может достигать:
[0028] максимальная длина перемещения = (количество резцедержателей - 1) * заданная длина материала.
Разделяемая нижняя пресс-форма машины для обвязки стальной лентой без использования замка
Новый способ для синхронной резки непрерывно обрабатываемых материалов на части фиксированной длины посредством множества последовательно расположенных держателей резаков
Правильное устройство, транспортирующее устройство и система обработки
Разделяемая нижняя пресс-форма машины для обвязки стальной лентой без использования замка
Новый способ для синхронной резки непрерывно обрабатываемых материалов на части фиксированной длины посредством множества последовательно расположенных держателей резаков
Правильное устройство, транспортирующее устройство и система обработки

