Результат интеллектуальной деятельности: СПОСОБ ЛОКАЛЬНОГО ИОННОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В ТЛЕЮЩЕМ РАЗРЯДЕ С МАГНИТНЫМ ПОЛЕМ
Вид РИД
Изобретение
Изобретение относится к области химико-термической обработки, а именно вакуумному ионно-плазменному азотированию, и может быть использовано в машиностроении, для повышения надежности и долговечности широкого ассортимента деталей машин и инструментов, изготовленных из стали, а также позволяет интенсифицировать процесс азотирования.
Известен способ азотирования в плазме тлеющего разряда (патент РФ №2409700, кл. С23С 8/36, С23С 8/24, C21D 9/22, 20.01.2006), включающий азотирование в тлеющем разряде, для осуществления которого проводят вакуумный нагрев изделий в плазме азота повышенной плотности и закалку, плазму азота повышенной плотности формируют в кольцевой области вращения электронов, захваченных магнитным полем, силовые линии которого параллельны обрабатываемой поверхности, при этом электронное облако максимально локализовано у детали-катода.
Главным недостатком данного аналога является то, что с увеличением габаритов детали требуется увеличение размеров магнитной системы для получения достаточной индуктивности, что не всегда возможно.
Известен также способ локального азотирования деталей в плазме тлеющего разряда (патент РФ №2402632, кл. С23С 8/36, 29.12.2008), включающий размещение детали в вакуумной камере и присоединение детали к высоковольтному источнику питания, герметизацию вакуумной камеры и создание в ней высокого вакуума с последующей заменой на атмосферу чистого азота, получение стабильной плазмы тлеющего разряда в атмосфере чистого азота с помощью высоковольтного источника питания и потока электронов от вольфрамовой нити накала, установленной параллельно оси вакуумной камеры, который создают нагревом нити накала до температуры 2000-2500°С, при этом поток электронов сжимают электромагнитным полем с образованием плазмы тлеющего разряда в виде диска.
Недостатком аналога является сложность одновременной обработки нескольких деталей.
Наиболее близким по технической сущности и достигаемому результату к заявляемому является способ вакуумного ионно-плазменного азотирования изделий из стали (патент РФ №2418095, кл. С23С 8/36, С23С 14/06, 10.05.2011), включающий проведение вакуумного нагрева изделий в плазме азота с повышенной концентрацией частиц, которую создают в тороидальной области движения электронов, образованной скрещенными электрическими и магнитными полями, при этом под действием магнитного поля, создаваемого двумя цилиндрическими магнитами, один из которых полый, электроны движутся по циклоидальным замкнутым траекториям.
Недостатком данного аналога являются ограниченные функциональные возможности, обусловленные отсутствием возможности локальной обработки материалов.
Задачей, на решение которой направлено предлагаемое изобретение, является расширение функциональных возможностей способа локального ионного азотирования в магнитном поле, повышение прочностных и трибологических характеристик стальных деталей.
Технический результат - повышение контактной долговечности и износостойкости упрочненного слоя.
Поставленная задача решается, а технический результат достигается способом локального азотирования стального изделия в тлеющем разряде с магнитным полем, включающим проведение вакуумного нагрева участка стального изделия, подверженного интенсивному износу в плазме азота повышенной плотности, в отличие от прототипа, упомянутый участок стального изделия помещают в центр кольцевой магнитной системы, установленной на катоде, в которой формируют плазму азота повышенной плотности, и осуществляют вакуумный нагрев с формированием на нем нитридного слоя, состоящего из нитрида железа Fe4N и нитрида хрома Q4N, локальную обработку участка детали.
Азотирование является эффективным, но длительным процессом поверхностного упрочнения сталей и сплавов. Большая длительность технологического цикла определяется относительно низкой диффузионной подвижностью атомов азота в области температур 450-550°С. Использование скрещенных электрических и магнитных полей позволяет значительно повысить энергию частиц, увеличить количество актов ионизации и, как следствие, увеличить градиент насыщающего элемента на поверхности материала. В результате процесс диффузионного насыщения поверхностных слоев стали ионами и атомами азота значительно ускоряется [Будилов В.В., Рамазанов К.Н., Вафин Р.К. Азотирование быстрорежущей стали Р6М5 в тлеющем разряде с наложением магнитного поля // Упрочняющие технологии и покрытия. 2010. №5. С. 39-42]. Применение магнитного поля при ионном азотировании в тлеющем разряде позволяет также увеличить температуру и скорость нагрева поверхности, что объясняется более высокой плотностью ионного тока, вследствие увеличения генерации заряженных частиц электронами, которые удерживаются магнитным полем [Плетнев С.В. Магнитное поле, свойства, применение. СПб.: Гуманистика, 2004. 624 с.].
Локальная обработка актуальна для крупногабаритных и длинномерных деталей, работающих в условиях локального интенсивного износа. Для их упрочнения не требуется обработки всей поверхности, а достаточно обработки зоны локального изнашивания. Азотирование аналогичных деталей в магнитном поле усложняется вследствие отсутствия возможности бесконечного увеличения магнитной системы. Так как форма и размеры их локальных участков могут быть различными, следовательно, магнитная система должна быть трансформируемая.
Существо изобретения поясняется чертежом.
На фиг. 1 - схема реализации способа локального вакуумного ионно-плазменного азотирования изделий из стали.
На фиг. 2 - фотография микроструктуры азотированной части вала в магнитном поле.
Пример конкретной реализации способа.
Реализация способа показана на примере обработки детали - вала, из конструкционной стали 38ХМЮА, предварительно термообработанного (закалка с 940°С и высокий отпуск при 600°С), в качестве рабочего газа для ионной очистки использовался аргон. Процесс диффузионного насыщения проходил на модернизированной установке ЭЛУ-5, схема которой содержит источник питания 1, катод-деталь 2, магнитную систему 3, анод 4, устройство подачи газа 5, электронное облако 6, корпус вакуумной камеры 7, обрабатываемую деталь 8, систему охлаждения магнита 9 (фиг. 1).
В процессе реализации способа индукция магнитного поля составила B=0,03 Тл. Рабочий газ состоял из смеси азота, аргона и ацетилена (Ar 70%, N2 25%, С2Н2 5%). Предварительная ионная очистка производилась при Р=10 Па в процессе катодного распыления, температура поверхности не превышала Т-250°С. Время очистки составило 15 мин. В процессе локального ионного азотирования часть вала, подверженная интенсивному износу, находилась в центре магнитной системы 3, а не подвергающаяся износу располагалась над зоной азотирования. В течение всего процесса азотирования давление составляло Р=60 Па, температура поверхности обрабатываемой детали не превышала Т≈550°С. Обработка проводилась в течение t=6 ч.
Температура Кюри для ферромагнитного материала составляет около 300-350°С. Поскольку рабочая температура в вакуумной камере 7 составляет около T≈550°С, чтобы магнитный материал не потерял магнитные свойства и для нормального функционирования магнитной системы 3, предусмотрена система охлаждения магнита 9, включающая подачу охлаждающей жидкости, например циркуляцию воды.
В результате микротвердость стали 38ХМЮА увеличилась на 600 HV, а износостойкость увеличилась в 14 раз по сравнению с исходным состоянием. Такое улучшение износостойкости после обработки объясняется не только формированием нитридного слоя, состоящего из нитридов основного металла Fe4N, но и образованием в нем нитрида хрома Cr4N, который значительно повышает как твердость, так и износостойкость.
Итак, заявляемое изобретение позволяет расширять функциональные возможности способа локального ионного азотирования в магнитном поле, повышая прочностные и трибологические характеристики, а именно контактную долговечность и износостойкость упрочненного слоя стальных деталей.
Способ локального азотирования стального изделия в тлеющем разряде в магнитном поле, включающий проведение вакуумного нагрева участка стального изделия, подверженного интенсивному износу в плазме азота повышенной плотности, отличающийся тем, что упомянутый участок стального изделия помещают в центр кольцевой магнитной системы, установленной на катоде, в которой формируют плазму азота повышенной плотности, и осуществляют вакуумный нагрев с формированием на нем нитридного слоя, состоящего из нитрида железа FeN и нитрида хрома CrN.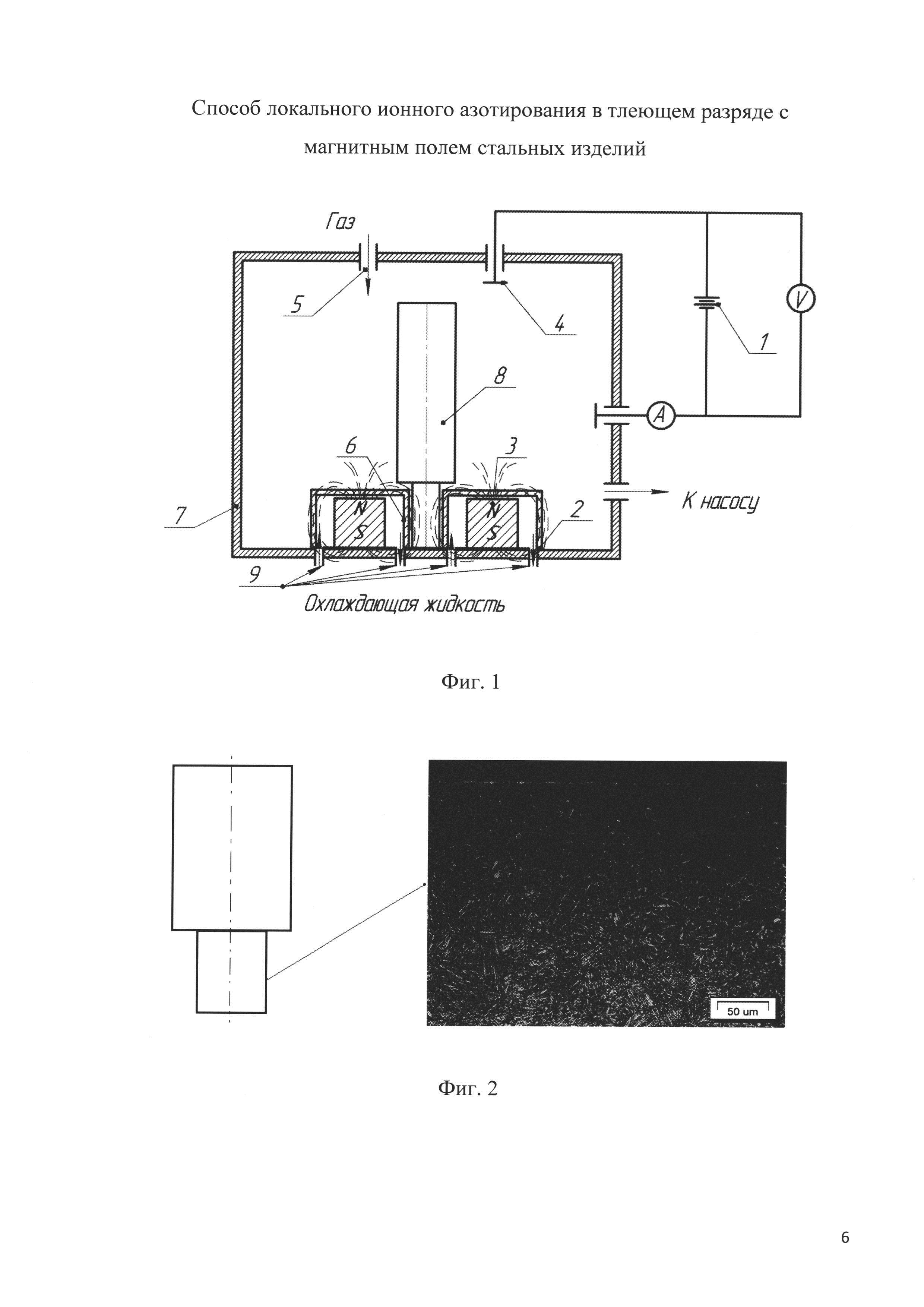
Способ обработки поверхности на стальных деталях
Разъемный гребной винт
Универсальный шариковый расходомер жидкости
Цифровой преобразователь расхода электропроводной жидкости
Способ получения сорбента для очистки воды от нефтезагрязнений
Интегральный перестраиваемый излучатель оптического вихревого пучка
Способ сравнительной оценки загрязнения воздуха по высшим растениям
Способ комбинированной обработки изделия из быстрорежущей стали
Способ комбинированной обработки изделия из быстрорежущей стали
Система для магнитной обработки нефтяного флюида в технологическом оборудовании его сбора и транспортировки
Способ обработки поверхности на стальных деталях
Способ комбинированной обработки изделия из быстрорежущей стали
Способ комбинированной обработки изделия из быстрорежущей стали

