Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ТРУБЫ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу производства стальной трубы, включающему в себя операцию экспандирования стальной трубы изнутри с помощью экспандирующего устройства.
Уровень техники
В целом, процесс производства труб по технологии UOE включает в себя операцию краевой гибки в направлении по ширине толстого стального листа, используемого в качестве исходного материала при производстве труб; операцию формовки посредством прессовой гибки в прессовой машине толстого стального листа в направлении по ширине с приданием ему сначала U-образной, а затем О-образной формы, для получения стального листа цилиндрической формы, несоединенные кромки которого расположены напротив друг друга; операцию сварки прихваточным швом, заключающуюся в сжатии цилиндрического стального листа с толстыми стенками, соединении несоединенных кромок стального листа и сварке соединенных кромок друг с другом прихваточным швом; операцию основной сварки, заключающуюся в выполнении сварки внутреннего и внешнего швов стального листа методом дуговой сварки под флюсом; и операцию экспандирования трубы с целью создания стальной трубы с определенной степенью округлости, прямолинейности и внешним диаметром посредством экспандирования стальной трубы изнутри с помощью экспандирующего устройства.
Стальные трубы UOE для нефтяных скважин или магистральных трубопроводов производятся путем соединения торцов труб и сваркой по окружности на месте укладки. Таким образом, если округлость стальной трубы UOE является недостаточной, торцы таких стальных труб UOE невозможно совместить и соединить друг с другом посредством сварки кольцевым швом и возникает вероятность деформации трубы под воздействием давления при укладке такой стальной трубы UOE в условиях высокого давления, например на дне моря на большой глубине. В связи с этим были предложены технологии, обеспечивающие улучшение округлости стальной трубы UOE на этапе экспандирования трубы (см. патентные документы 1-5).
Список противопоставленных материалов
Патентная документация.
Патентный документ 1: Опубликованная патентная заявка Японии №2010-167440.
Патентный документ 2: Опубликованная патентная заявка Японии №Н03-094936.
Патентный документ 3: Опубликованная патентная заявка Японии №S59-183943.
Патентный документ 4: Опубликованная патентная заявка Японии №Н09-001234.
Патентный документ 5: Опубликованная патентная заявка Японии №S61-147930.
Раскрытие изобретения
Техническая проблема
На этапе экспандирования трубы стальную трубу, форма поперечного сечения которой является более близкой к идеальному кругу, можно создать путем увеличения отношения разности диаметров трубы до и после экспандирования к диаметру трубы до экспандирования (далее везде называемого коэффициентом экспандирования). Однако повышение коэффициента экспандирования требует увеличения экспандирующего усилия. Кроме того, в условиях наблюдаемого в последнее время увеличения толщины стенок трубы и прочности материала стальной трубы более высокое экспандирующее усилие стало необходимым для экспандирования труб даже с приблизительно таким же коэффициентом экспандирования, как и при обычной степени экспандирования. Таким образом, возникают ситуации, при которых обычные экспандирующие устройства уже не могут обеспечить высокий коэффициент экспандирования, необходимый для улучшения округлости стальной трубы. Исходя из вышесказанного, желательно разработать технологию, обеспечивающую возможность экспандирования стальной трубы до желаемой степени округлости без увеличения экспандирующего усилия.
Задачей настоящего изобретения является решение вышеуказанных проблем и создание способа производства стальной трубы, способного обеспечивать улучшение округлости стальной трубы без увеличения нагрузки на экспандирующее устройство.
Решение проблемы
Способ производства стальной трубы согласно настоящему изобретению включает в себя следующие операции: первое экспандирование стальной трубы с коэффициентом экспандирования в диапазоне от нижнего предела, при котором достигается заранее установленная степень округлости, до верхнего предела при максимальном значении коэффициента экспандирования, при котором нагрузка на экспандирующее устройство находится в допустимом диапазоне при экспандировании стальной трубы; и второе экспандирование, выполняемое после первого экспандирования, с коэффициентом экспандирования, при котором диаметр стальной трубы достигает заданного значения.
В предлагаемом способе производства стальной трубы согласно настоящему изобретению величина коэффициента экспандирования при первой операции экспандирования составляет от 0,3% до менее чем 0,6%.
В способе производства стальной трубы согласно настоящему изобретению толщина стенки стальной трубы составляет 25,4 мм или более.
Полезный эффект изобретения
Способ производства стальной трубы согласно настоящему изобретению может обеспечить повышение округлости стальной трубы без увеличения нагрузки на экспандирующее устройство.
Краткое описание чертежей
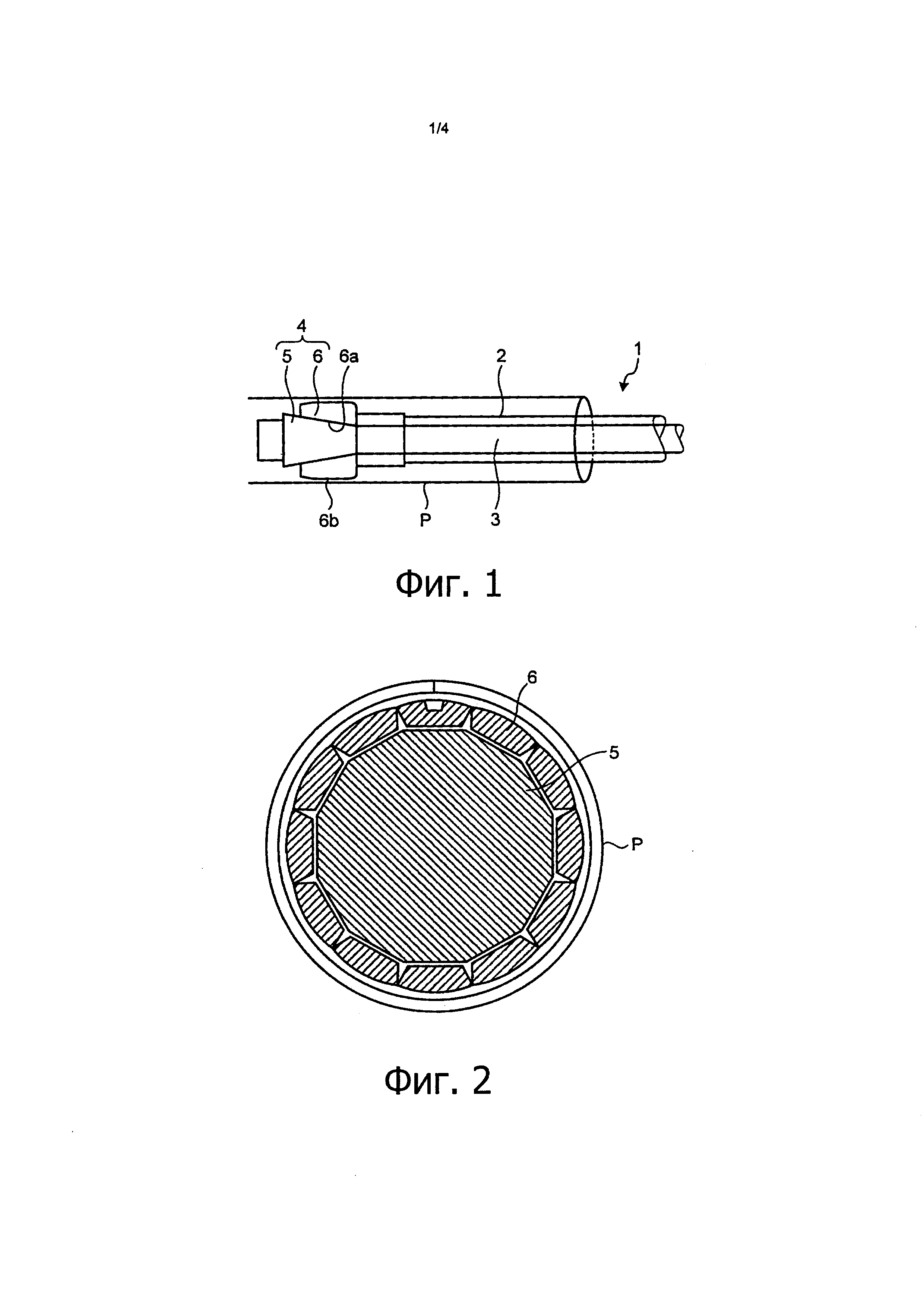
Фиг. 1 - принципиальная схема экспандирующего устройства, используемого для экспандирования труб в способе производства стальной трубы согласно одному из возможных вариантов реализации настоящего изобретения.
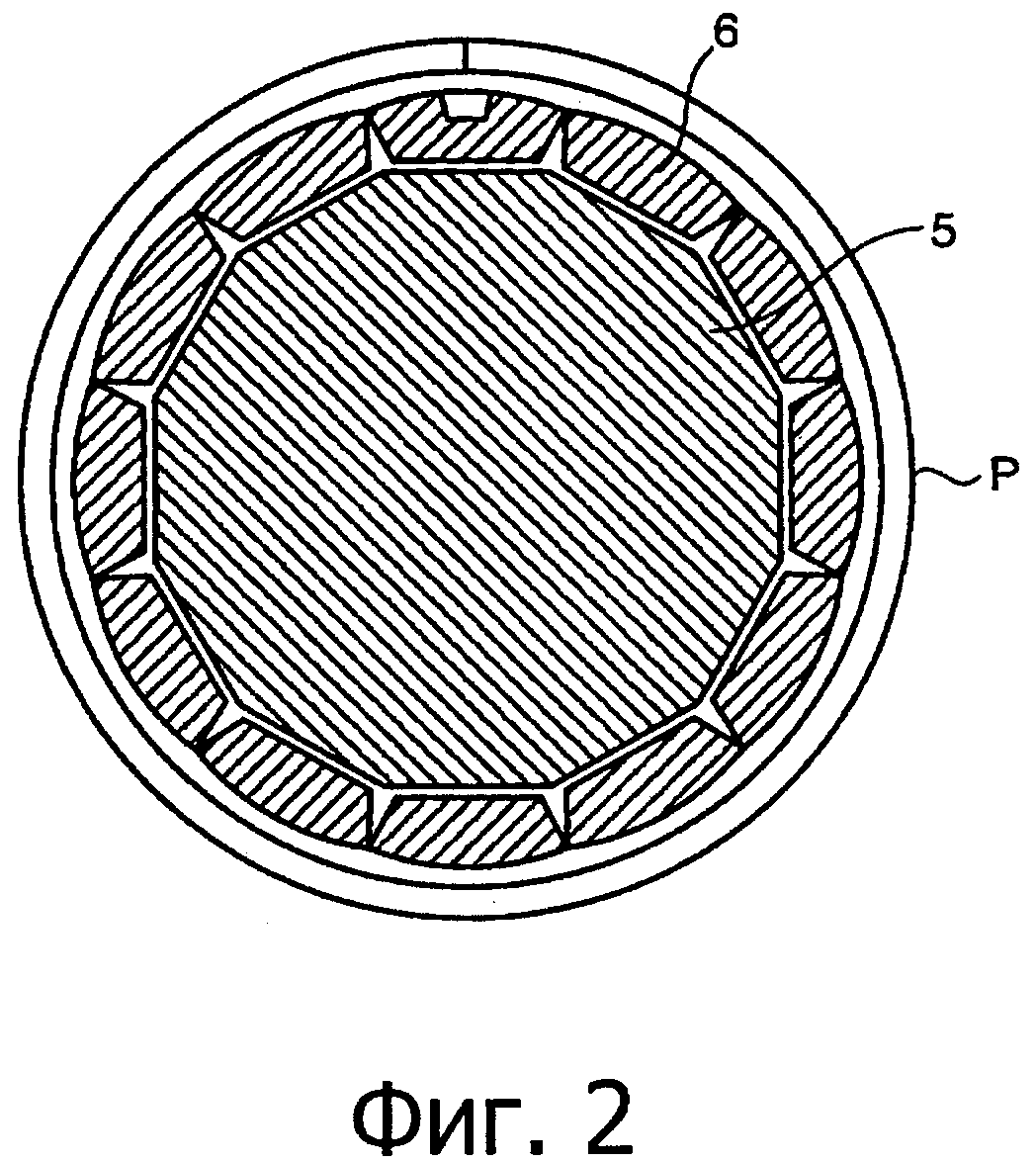
Фиг. 2 - вид стальной трубы в разрезе.
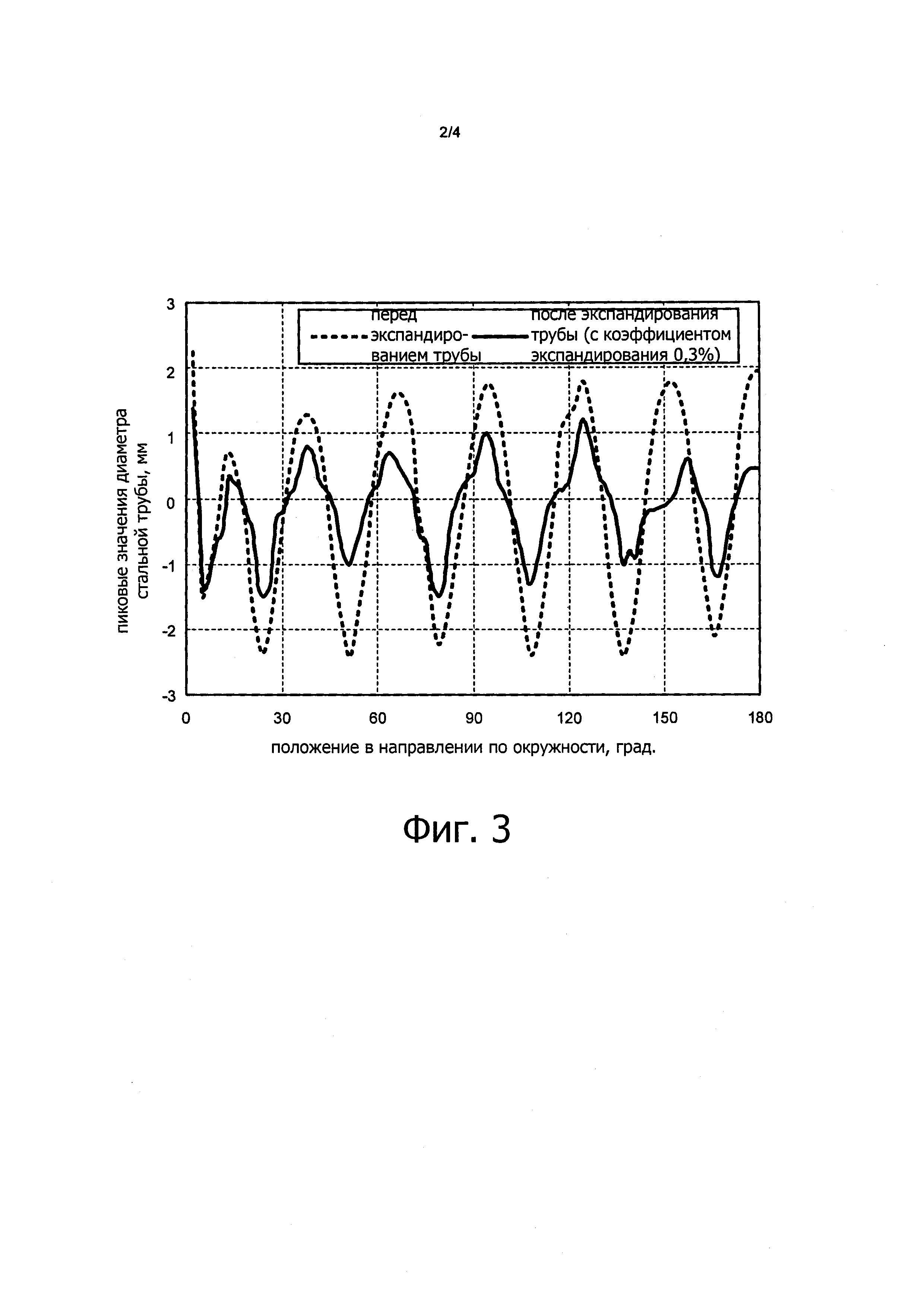
Фиг. 3 - график зависимости отклонения размера диаметра трубы в направлении по окружности до и после выполнения операции экспандирования трубы с коэффициентом экспандирования 0,3%.
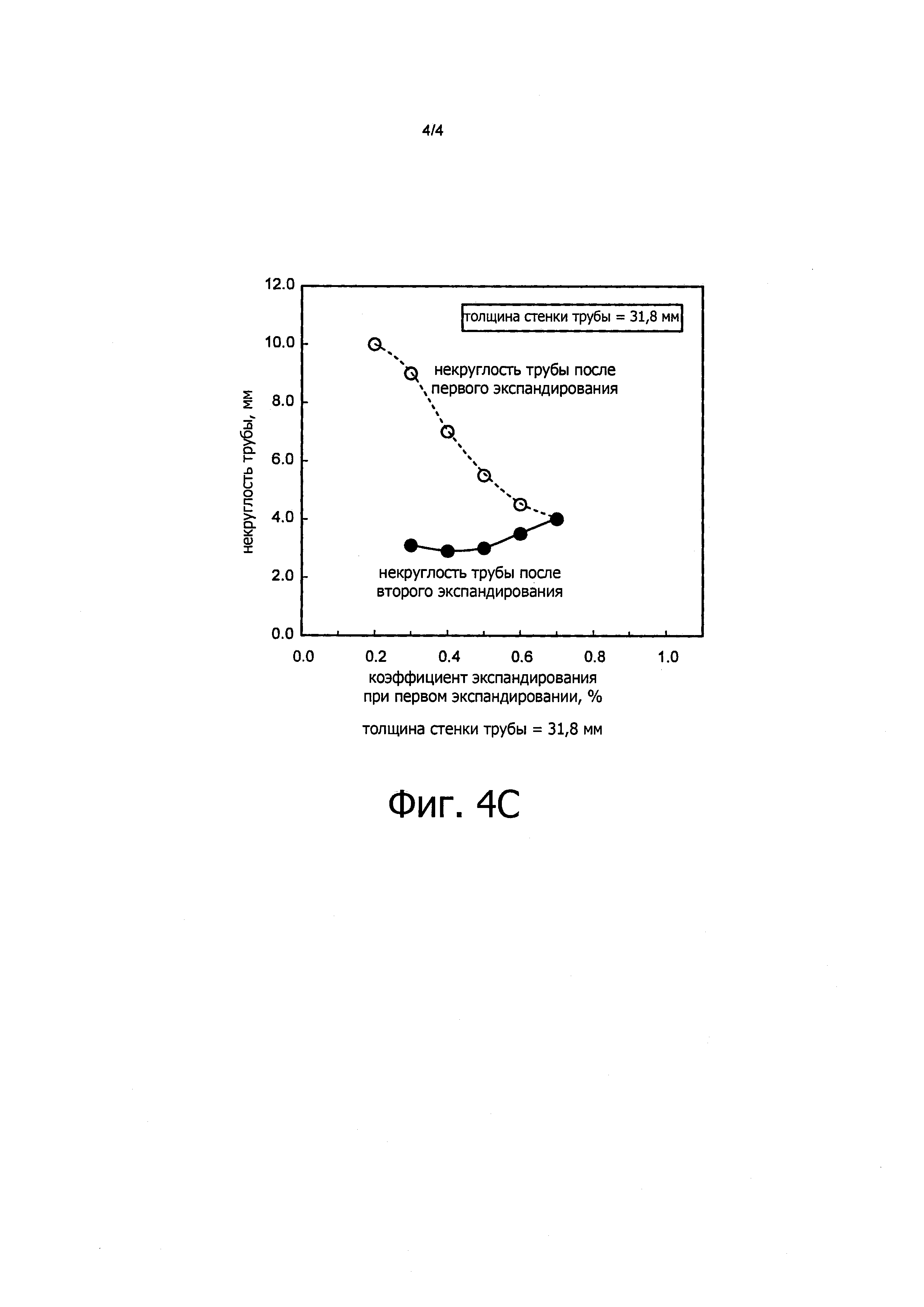
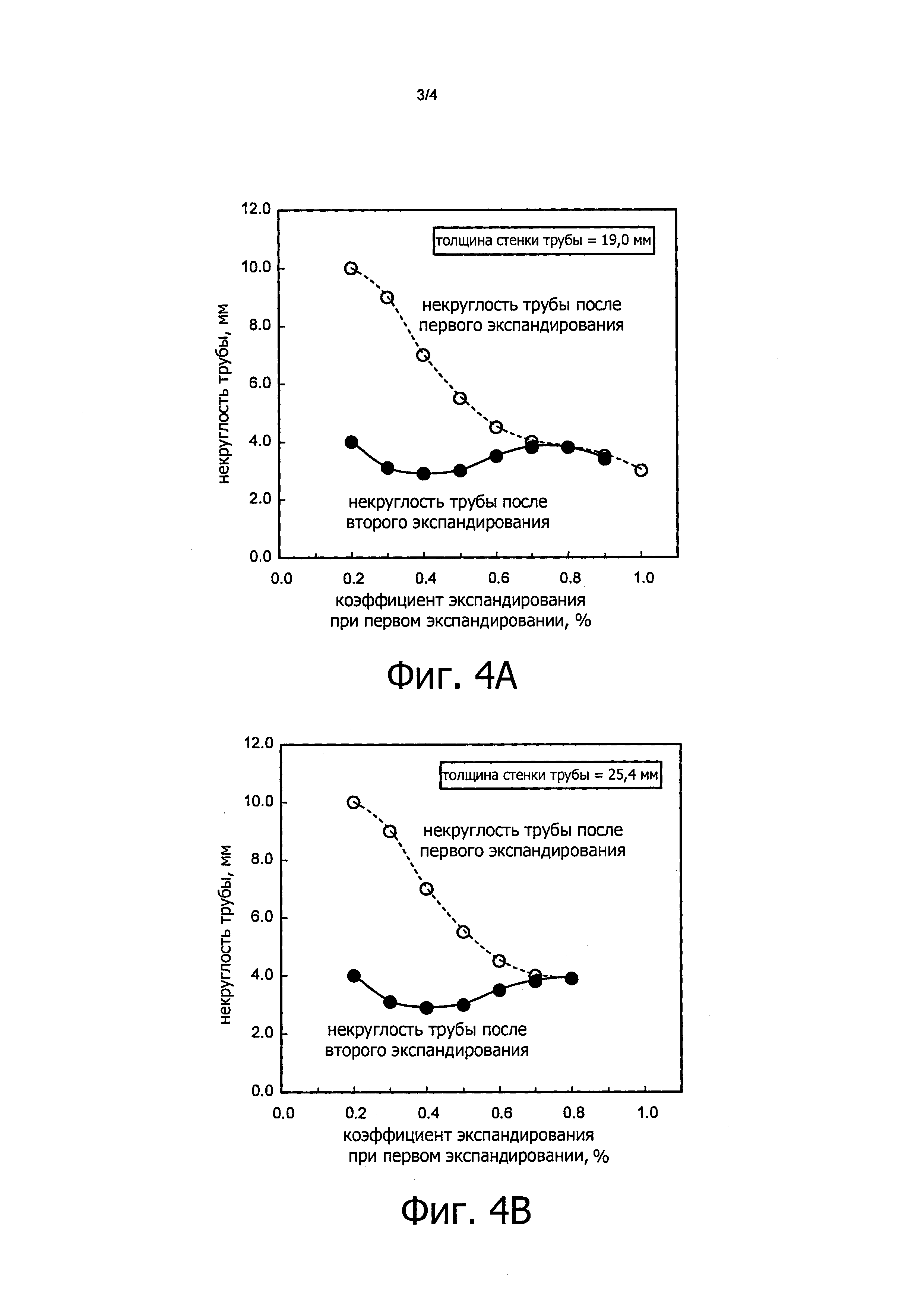
Фиг. 4 - графики зависимости, демонстрирующие влияние коэффициента экспандирования при первом экспандировании трубы на некруглость трубы после первого экспандирования и второго экспандирования.
Осуществление изобретения
Ниже со ссылками на приложенные чертежи описывается способ производства стальной трубы согласно варианту реализации настоящего изобретения.
Конфигурация экспандирующего устройства.
Сначала, со ссылками на Фиг. 1 и 2, приводится описание конфигурации экспандирующего устройства, применяемого в способе производства стальной трубы согласно одному из возможных вариантов реализации настоящего изобретения. Конфигурация экспандирующего устройства, которое может быть использовано в способе производства согласно настоящему изобретению, не ограничивается вариантом, показанным на Фиг. 1 и 2.
Как показано на Фиг. 1, данное экспандирующее устройство 1, применяемое в способе производства стальной трубы согласно варианту реализации настоящего изобретения, содержит цилиндрическую штангу 2, передний конец которой вставлен с одного торца внутрь стальной трубы Р, и экспандирующую головку 4, установленную на переднем конце штанги 2, которая осуществляет экспандирование стальной трубы Р в направлении, перпендикулярном оси. Экспандирующая головка 4 содержит конусовидную внешнюю периферийную поверхность 5 и раздаточный элемент 6.
На переднем конце тягового стержня 3, вставленного внутрь штанги 2 и способного перемещаться независимо от штанги 2, предусмотрена конусовидная внешняя периферийная поверхность 5, диаметр которой уменьшается в направлении от переднего конца к началу штанги 2. Раздаточные элементы 6 контактируют с конусовидной внешней периферийной поверхностью 5 и могут скользить по данной поверхности; раздаточные элементы 6 содержат внутреннюю конусовидную периферийную поверхность 6а, диаметр которой уменьшается от переднего конца к началу штанги 2, и внешнюю периферийную раздаточную поверхность 6b, обращенную к внутренней периферийной поверхности стальной трубы Р. Как показано на Фиг. 2, несколько таких раздаточных элементов 6 расположены по окружности конусовидной внешней периферийной поверхности 5.
Способ экспандирования стальной трубы
Ниже приводится описание способа экспандирования стальной трубы с помощью экспандирующего устройства 1.
Для экспандирования стальной трубы Р с помощью экспандирующего устройства 1 сначала с помощью оборудования для позиционирования трубы (не показано) трубу Р перемещают, раздаточные элементы 6 расположены в исходном положении экспандирования трубы, а тяговый стержень 3 перемещается назад от исходного положения экспандирования, в результате чего осуществляется процесс первого экспандирования трубы. При этом благодаря расклинивающему действию конусовидной внешней периферийной поверхности 5 все раздаточные элементы 6 скользят по данной поверхности и смещаются в радиальном направлении, осуществляя экспандирование стальной трубы Р. Неровность поверхности в поперечном сечении стальной трубы Р уменьшается, и форма поперечного сечения стальной трубы Р становится близкой к окружности. Затем тяговый стержень 3 перемещают вперед в сторону исходного положения, и после того, как раздаточные элементы 6 с помощью освобождающего механизма (на чертеже не показан) сместятся внутрь в направлении, перпендикулярном оси, стальную трубу Р перемещают далее на расстояние, равное величине шага (т.е. расстояния в осевом направлении) раздаточных элементов 6. Раздаточные элементы 6 устанавливаются в новое исходное положение, и вышеописанная операция повторяется. Таким образом, процесс первого экспандирования стальной трубы Р по всей ее длине осуществляется посредством последовательного экспандирования участков трубы, длина которых равна шагу раздаточных элементов 6.
Во время процесса первого экспандирования трубы устанавливают нижнее предельное значение коэффициента экспандирования, при котором достигается заранее определенная степень округлости, а верхнее предельное значение коэффициента экспандирования выбирают таким образом, чтобы усилие экспандирования было меньше допустимой нагрузки на экспандирующее устройство 1.
На Фиг. 3 представлен график зависимости отклонения размера диаметра трубы в направлении по окружности до и после выполнения операции экспандирования трубы с коэффициентом экспандирования 0,3%. Диаметр стальной трубы, использовавшейся для измерения отклонения размера диаметра в направлении по окружности, составлял 762 мм. По оси ординат на Фиг. 3 показаны пики (отклонения размера диаметра трубы от среднего диаметра трубы в определенной точке по окружности). Положительное пиковое значение указывает на то, что диаметр трубы в данной точке в направлении по окружности больше среднего диаметра трубы. По оси абсцисс на Фиг. 3 отложены положения в направлении по окружности трубы, в которых производится измерение диаметра; данная ось показывает, при каком угле измерялся диаметр трубы; при этом предполагается, что значение 0° соответствует положению стыкового сварного шва трубы. Как видно из Фиг. 3, максимальное пиковое значение диаметра стальной трубы до экспандирования составляло 2,5 мм; после экспандирования трубы при коэффициенте экспандирования 0,3% максимальное пиковое значение диаметра трубы понизилось до 1,5 мм, т.е. округлость стальной трубы улучшилась.
Как было указано выше, предпочтительное нижнее предельное значение коэффициента экспандирования в процессе первого экспандирования трубы устанавливается равным 0,3%. Это обусловлено тем, что, как видно из Фиг. 3, экспандирование трубы с коэффициентом экспандирования 0,3% обеспечивает значительное улучшение округлости трубы, и рассматриваемый далее второй процесс экспандирования трубы с заранее заданным коэффициентом экспандирования может быть выполнен при более низкой нагрузке на оборудование. Округлость (некруглость) после первого экспандирования трубы предпочтительно устанавливается равной 1,0% или менее (в процентах от внешнего диаметра стальной трубы). Однако, если коэффициент экспандирования в процессе первого экспандирования трубы установить слишком большим, будет невозможно получить коэффициент экспандирования, достаточный для обеспечения требуемой округлости в процессе второго экспандирования (см. ниже), и, таким образом, верхнее предельное значение коэффициента экспандирования в процессе первого экспандирования трубы предпочтительно устанавливают равным менее 0,6%, более предпочтительно менее 0,5%.
Затем осуществляют процесс второго экспандирования, при котором стальную трубу Р перемещают с помощью оборудования для позиционирования трубы (не показано), раздаточные элементы 6 снова устанавливают в исходное положение, а тяговый стержень 3 снова перемещают назад из исходного положения. Затем тяговый стержень 3 перемещают вперед в сторону исходного положения, и после того, как раздаточные элементы 6 с помощью освобождающего механизма (на чертеже не показан) сместятся внутрь в направлении, перпендикулярном оси, стальную трубу Р перемещают далее на расстояние, равное величине шага (т.е. расстояния в осевом направлении) раздаточных элементов 6. Раздаточные элементы 6 устанавливаются в новое исходное положение, и вышеописанная операция повторяется. Таким образом, процесс второго экспандирования стальной трубы Р по всей ее длине осуществляется посредством последовательного экспандирования участков трубы, длина которых равна шагу раздаточных элементов 6. Процесс второго экспандирования трубы соответствует второй операции экспандирования согласно настоящему изобретению.
В процессе второго экспандирования трубы устанавливают такое значение коэффициента экспандирования, при котором диаметр стальной трубы Р достигает своего заданного значения. Как правило, при одинаковом коэффициенте экспандирования нагрузка на оборудование при экспандировании стальной трубы Р с плохой округлостью больше, чем при экспандировании стальной трубы с хорошей округлостью. Однако в предлагаемом способе экспандирования стальной трубы округлость стальной трубы в результате первого экспандирования улучшается настолько, что это обеспечивает уменьшение нагрузки на оборудование в процессе второго экспандирования. Поскольку округлость стальной трубы улучшается в результате проведения первого процесса экспандирования, сумма коэффициентов экспандирования при первом и втором процессах экспандирования больше, чем коэффициент экспандирования в случае выполнения экспандирования только одной операцией при такой же нагрузке на оборудование. В результате, округлость трубы также улучшается.
Вариант осуществления изобретения
Далее с помощью примера приводится описание преимуществ, обеспечиваемых настоящим изобретением. Влияние коэффициента экспандирования на округлость (некруглость) трубы рассматривается на примере стальных труб UOE из стали марки Х65 по классификации Американского нефтяного института (АНИ) с внешним диаметром 914,4 мм и была получена и исследована с толщиной стенки 19,0 мм, 25,4 мм и 31,8 мм. Экспандирование труб в основном выполнялось дважды, а коэффициент экспандирования, получаемый из внешних диаметров стальных труб в момент завершения второго экспандирования, и коэффициент экспандирования стальных труб до первого экспандирования выбирались постоянными и равными 1,0%. Коэффициент экспандирования при первом экспандирования трубы изменялся от 0,2% до 1,0%, и исследовалось влияние коэффициента экспандирования при первом экспандировании на некруглость трубы.
Результаты исследования представлены на Фиг. 4А-4С. На Фиг. 4А представлены данные для случая экспандирования стальной трубы с толщиной стенки 19,0 мм, на Фиг. 4В - данные для экспандирования трубы с толщиной стенки 25,4 мм, и на Фиг. 4С - данные для экспандирования стальной трубы с толщиной стенки 31,8 мм. На Фиг. 4А-4С незакрашенными кружками показан график зависимости после первого экспандирования и закрашенными кружками - график зависимости после второго экспандирования.
Как видно из Фиг. 4А для трубы с толщиной стенки 19,0 мм, некруглость трубы после первого экспандирования уменьшается и становится лучше после того, как коэффициент экспандирования при первом экспандировании увеличивается от значения 0,2%. При коэффициенте экспандирования 1,0% во время первого экспандирования и до второго экспандирования некруглость трубы составляла 3,0 мм. Некруглость трубы после второго экспандирования, в целом, меньше и лучше, чем при одноразовом экспандировании трубы. Некруглость трубы после второго экспандирования уменьшается и становится лучше при увеличении коэффициента экспандирования при первом экспандировании от величины 0,2%. Считается, что это обусловлено следующим факторами. При маленьком значении коэффициента экспандирования при первом экспандировании трубы, например менее 0,3%, второе экспандирование трубы выполняется в состоянии, при котором округлость трубы не сильно улучшилась, так что эффект улучшения округлости трубы за счет выполнения экспандирования в ходе двух операций не достигается; и, наоборот, эффект улучшения округлости трубы за счет выполнения экспандирования в ходе двух операций достигается при значениях коэффициента экспандирования, получаемых при первом экспандировании, равных 0,3% или более.
При величине коэффициента экспандирования при первом экспандировании, равной 0,3%, некруглость трубы после первого экспандирования составляет 9,0 мм, что соответствует приблизительно 1,0% (=9,0 мм/914,4 мм) от внешнего диаметра 914,4 мм стальной трубы. Таким образом, величина некруглости трубы после первого экспандирования составляет, предпочтительно, 1,0% или менее. После повышения коэффициента экспандирования при первом увеличении более 0,4% некруглость трубы после второго экспандирования начинает повышаться и постепенно ухудшается. При коэфициенте экспандирования при первом экспандировании, равном 0,6% и более, разница по некруглости трубы между случаями выполнения экспандирования в ходе одной операции и в ходе двух операций становится незначительной. Считается, что причиной этого является то, что чрезмерно высокий коэффициент экспандирования при первом экспандировании не позволяет достичь требуемого значения коэффициента экспандирования при втором экспандировании, и является недостаточно эффективным для окончательного улучшения окружности. Некруглость после второго экспандирования трубы в конечном итоге могла быть уменьшена до минимального значения 2,9 мм за счет выполнения второго экспандирования с получением общего коэффициента экспандирования, равного 1,0%. Этот результат является по существу таким же, что и в случае получения некруглости величиной 3,0 мм при одноразовом экспандировании трубы. Таким образом, было обнаружено, что разделение операции экспандирования трубы на две отдельные операции является эффективным способом достижения хорошей округлости трубы. Итак, величина коэффициента экспандирования стальной трубы при первом экспандировании устанавливается равной предпочтительно от 0,3% до менее 0,6%, более предпочтительно от 0,3% до менее чем 0,5%.
В случае, иллюстрируемом с помощью Фиг. 4В, коэффициент экспандирования 0,9% или более для стальной трубы с толщиной стенки 25,4 мм при первом экспандировании получить не удалось, поскольку такое повышение коэффициента экспандирования привело бы к возрастанию нагрузки на оборудование выше максимально допустимого предела. Таким образом, при одноразовом экспандировании трубы некруглость удавалось уменьшить только до минимального значения 3,9 мм, которое достигалось при первом экспандировании трубы с коэффициентом экспандирования 0,8%. Однако общий коэффициент экспандирования 1,0% был достигнут путем первого экспандирования с коэффициентом экспандирования 0,8% или менее с последующим выполнением второго экспандирования, в результате чего некруглость после второго экспандирования удалось понизить до минимального значения 2,9 мм. Это значение лучше, чем некруглость величиной 3,9 мм, которую получали при одноразовом экспандировании трубы. Таким образом, было обнаружено, что разделение операции экспандирования трубы на две отдельные операции является эффективным способом достижения хорошей округлости трубы. Остальные результаты практически аналогичны показанным на Фиг. 4А; при этом было обнаружено, что предпочтительная величина коэффициента экспандирования при первом экспандировании составляет от 0,3% до менее чем 0,6%, более предпочтительно от 0,3% до менее чем 0,5%.
В случае, иллюстрируемом с помощью Фиг. 4С, произвести первое экспандирование при коэффициенте экспандирования 0,8% или более для стальной трубы с толщиной стенки 31,8 было невозможно, поскольку такое повышение коэффициента экспандирования привело бы к возрастанию нагрузки на оборудование выше максимально допустимого предела. Таким образом, при одноразовом экспандировании трубы некруглость удавалось уменьшить только до минимального значения 4,0 мм, которое достигалось при первом экспандировании трубы с коэффициентом экспандирования 0,7%. Оказалось невозможным выполнить первое экспандирование стальной трубы с коэффициентом экспандирования 0,2% и второе экспандирование с коэффициентом экспандирования 0,8%, поскольку при таком экспандировании нагрузка на оборудование превысила бы максимально допустимый уровень. Однако разделение процесса экспандирования на две отдельные операции обеспечило уменьшение округлости после второй операции экспандирования до минимальной величины 2,9 мм. Это значение некруглости лучше, чем некруглость 4,0 мм, получаемая в случае выполнения экспандирования трубы в ходе одной операции, так что был сделан вывод, что разделение процесса экспандирования стальной трубы на две отдельные операции обеспечивает возможность получения хорошей округлости. Остальные результаты практически аналогичны показанным на Фиг. 4А; при этом было обнаружено, что предпочтительная величина коэффициента экспандирования при первом экспандировании составляет от 0,3% до менее чем 0,6%, более предпочтительно от 0,3% до менее чем 0,5%.
На основании описанных выше результатов был сделан вывод, что при производстве стальной трубы с большой толщиной стенки, например 25,4 мм и более, разделение процесса экспандирования на две отдельные операции может обеспечивать лучшую округлость трубы, чем в случае выполнения ее экспандирования в ходе лишь одной операции.
Несмотря на то, что описание настоящего изобретения было выполнено на примере рассмотренного выше варианта его реализации, данное изобретение не ограничивается описанием и чертежами, входящими в настоящее описание и соответствующими рассмотренному варианту реализации. Например, предлагаемая настоящим изобретением технология может применяться на этапе экспандирования трубы, при котором формовку из толстого стального листа открытой трубы, несоединенные кромки которой расположены напротив друг друга, осуществляют методом прессовой гибки с помощью гибочного пресса, при котором толстый стальной лист помещают на два линейных матричных элемента, установленных на определенном расстоянии друг от друга, с расположенным над стальным листом пуансоном, который перемещается и входит в пространство между данными матричными элементами, придавая стальному листу U-образную и О-образную форму. Иными словами, основанные на рассмотренном варианте реализации другие варианты, примеры и технологии, создаваемые и разрабатываемые специалистами в данной области, также охватываются настоящим изобретением.
Промышленная применимость
Способ производства стальной трубы согласно настоящему изобретению может обеспечивать повышение округлости стальной трубы без увеличения нагрузки на экспандирующее устройство.
Перечень ссылочных позиций
1 экспандирующее устройство
2 цилиндрическая штанга
4 экспедирующая головка
5 конусовидная внешняя периферийная поверхность
6 раздаточные элементы
6а конусовидная внутренняя периферийная поверхность
6b внешняя периферийная раздаточная поверхность
Р стальная труба
Лист текстурированной электротехнической стали и способ его изготовления
Сварная стальная труба большого диаметра, производимая с помощью процесса uoe, и её структура
Способ изготовления листа из текстурированной электротехнической стали с превосходными свойствами потерь в железе
Труба с многослойным покрытием и способ ее производства
Текстурированный лист электротехнической стали
Текстурированный лист электротехнической стали и способ его изготовления
Фольга из ферритной нержавеющей стали
Устройство для улучшения свойств текстурированного листа электротехнической стали по потерям в железе
Текстурированный лист из электротехнической стали и способ снижения потерь в железе
Текстурированный лист электротехнической стали и способ его изготовления
Устройство ультразвуковой дефектоскопии, способ ультразвуковой дефектоскопии, способ изготовления сварной стальной трубы и способ контроля качества сварной стальной трубы

