Результат интеллектуальной деятельности: СПОСОБ ДУГОВОЙ СВАРКИ ДВУМЯ ЭЛЕКТРОДАМИ
Вид РИД
Изобретение
Изобретение относится к области сварки и может использоваться для получения швов соединений с разделкой кромок и наплавки слоев с особыми свойствами.
Известен способ плазменной дуговой сварки, по которому к неплавящемуся электроду подключают отрицательный полюс сварочного источника питания, а к изделию его положительный полюс, используют плавящийся электрод, подключаемый к положительному полюсу источника питания, отрицательный полюс которого подключают к неплавящемуся электроду, и зажигают дугу прямого действия прямой полярности между неплавящимся электродом и изделием и дугу косвенного действия между неплавящимся и плавящимся электродами (см. статью И.Е. Тавер, М.Х. Шоршорова. Сварка стали двойной плазменной струей // Сварочное производство, 1971 г., №10. С. 26-28).
Способ осуществляется с помощью комбинации дуг прямого и косвенного действия.
Способ позволяет с высокой степенью независимости регулировать отдельно производительность расплавления основного и дополнительного металла. Недостатком способа является ограничение производительности расплавления дополнительного металла из-за того, что один электрод является неплавящимся, а плавящийся является анодом дуги, в этом случае скорость расплавления электрода минимальная. Также этот способ имеет ограниченные технологические возможности вследствие того, что на изделии действует только анодное пятно дуги прямого действия. Вследствие использования дуг постоянного тока велико влияние магнитного дутья, что нарушает стабильность процесса сварки.
Известен способ дуговой сварки, включающий сварку двумя плавящимися электродами, подключенными каждый к источнику питания, комбинацией дуг прямого и косвенного действия, причем дугу косвенного действия зажигают между упомянутыми плавящимися электродами, отличающийся тем, что используют источники питания постоянного тока, причем отрицательный полюс одного из источников питания постоянного тока подключают к одному из электродов, а отрицательный полюс другого из источников питания постоянного тока - к изделию, положительный полюс первого и второго источника тока подключают ко второму электроду, при этом скорость подачи электрода, подключенного к отрицательному полюсу источника тока, выбирают соответствующей коэффициенту расплавления плавящегося электрода в дуге прямой полярности, а скорость подачи электрода, подключенного к положительным полюсам источников тока выбирают соответствующей коэффициенту расплавления плавящегося электрода-анода в дуге обратной полярности (см. патент на изобретение РФ №2598715 от 07.04.2015). Этот способ сварки принят за прототип.
К недостаткам известного способа относятся ограниченность его технологических возможностей вследствие использования на изделии только одной полярности дуги и сложность обеспечения регулирования химического состава шва при сварке электродами различного химического состава из-за отсутствия влияния тока в изделии на скорость расплавления второго электрода, а также повышенное магнитное дутье вследствие использования дуг только постоянного тока.
В известном способе дуговой сварки двумя электродами комбинацией дуг прямого и косвенного действия, дугу косвенного действия зажигают между упомянутыми электродами от источника питания постоянного тока и скорость подачи электрода, подключенного к отрицательному полюсу источника тока, выбирают соответствующей коэффициенту расплавления плавящегося электрода в дуге прямой полярности, а скорость подачи электрода, подключенного к положительному полюсу источника тока, выбирают соответствующей коэффициенту расплавления плавящегося электрода-анода в дуге обратной полярности.
В отличие от прототипа, второй источник питания используют переменного тока, один из сварочных выводов которого постоянно подключают к изделию, а второй сварочный вывод периодически, в соответствии с частотой переменного тока, поочередно подключают к электродам, причем во время подключения к изделию вывода с положительным полюсом источника питания переменного тока его отрицательный полюс подключают к отрицательному электроду-катоду, а во время подключения к изделию вывода с отрицательным полюсом источника питания переменного тока его положительный полюс подключают к положительному электроду-аноду.
Возможен вариант выполнения способа, при котором один из электродов неплавящийся и к нему подключают отрицательный полюс источника питания постоянного тока.
Техническим результатом предлагаемого способа является расширение технологических возможностей способа за счет использования различных полярностей дуг на изделии при уменьшении вредного влияния на дуги магнитного дутья и расширение возможностей независимого регулирования скорости расплавления каждого из электродов и регулирования тем самым химического состава шва при наплавке электродами различного химического состава.
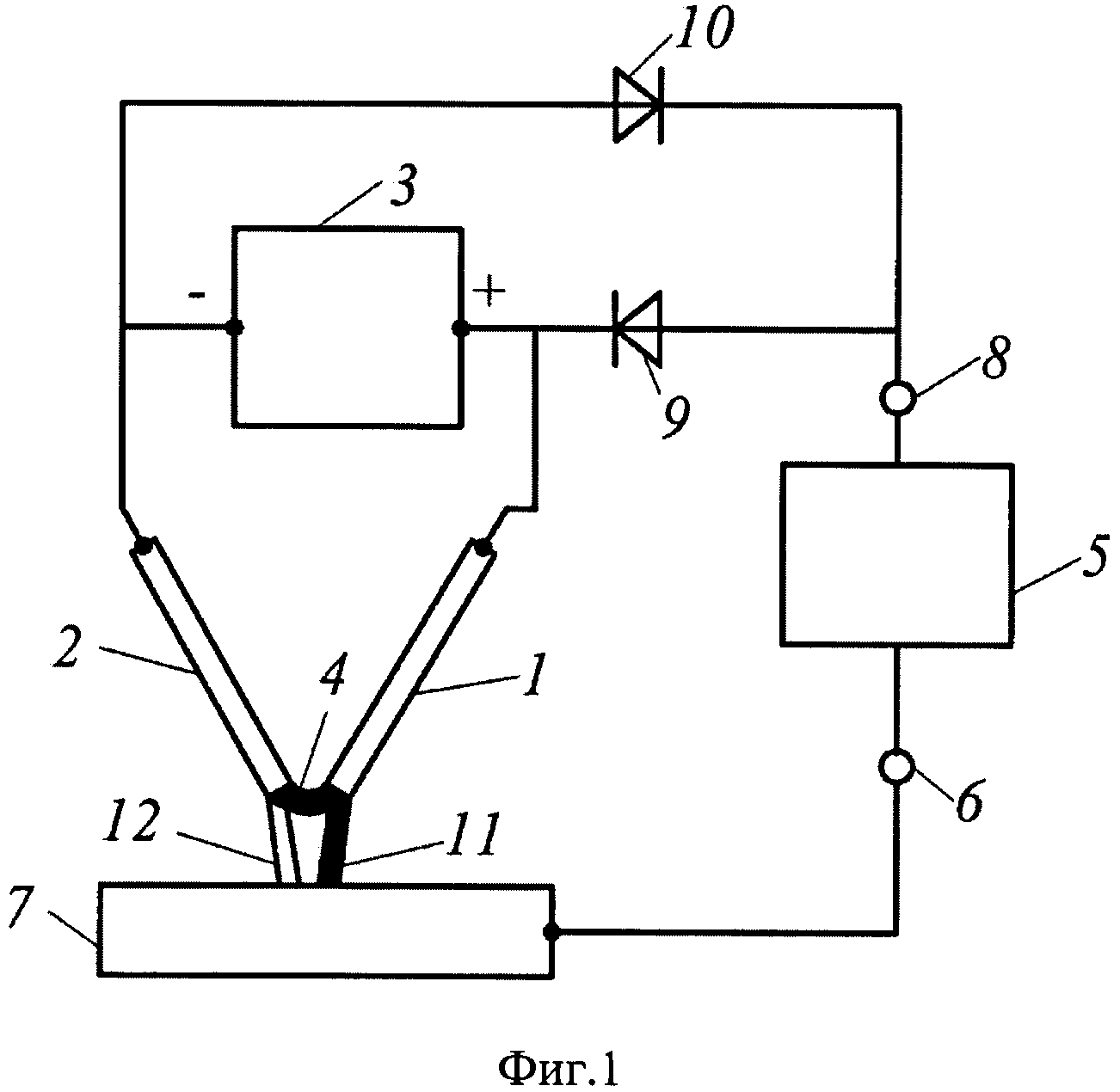
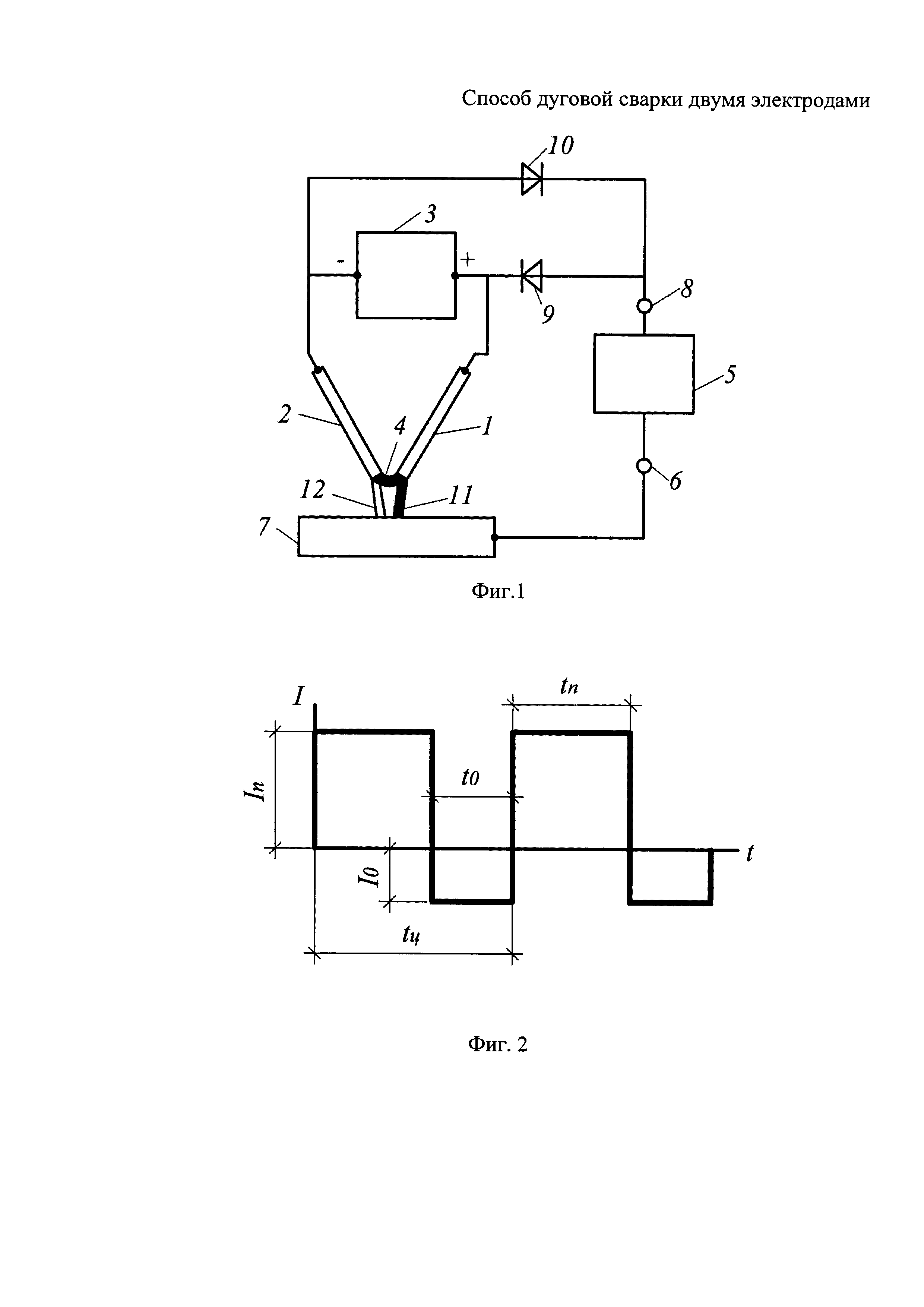
На фиг. 1 представлена схема реализации способа, на фиг. 2 - циклограмма тока в изделии, на фиг. 3 - циклограмма тока в электроде-катоде, на фиг. 4 - циклограмма тока в электроде-аноде.
На фиг. 1 к плавящимся электродам 1 и 2 постоянно подключен сварочный источник питания постоянного тока 3. К электроду 1 подключен положительный полюс источника питания 3, а к электроду 2 - отрицательный полюс. Между электродами 1 и 2 постоянно горит дуга 4 постоянного тока косвенного действия. Электроды 1 и 2 непрерывно подаются в зону сварки со скоростью, обусловленной током в них и другими параметрами электродов: диаметром, вылетом, присутствием анодной или катодной областей дуг. Второй источник питания переменного тока 5 подсоединен постоянно одним из сварочных выводов 6 к изделию 7. Другой сварочный вывод 8 источника питания переменного тока 5 подсоединяется к электродам 1 и 2. В проводники, соединяющие сварочный вывод 8 источника переменного тока 5 с электродами 1 и 2, включены встречно электрические вентили 9 и 10 таким образом, чтобы при наличии положительного потенциала на выводе 8 источника питания 5 к нему был подключен электрод 1, соединенный с положительным полюсом источника питания 3 и являющийся анодом в дуге 4 косвенного действия, а при наличии отрицательного потенциала на выводе 8 источника питания 5 к нему был подключен электрод 2, соединенный с отрицательным полюсом источника питания 3 и являющийся катодом в дуге 4 косвенного действия. В этом случае между электродами 1 и 2 и изделием 7 периодически и поочередно с частотой сварочного источника питания переменного тока 5 будут гореть дуги прямого действия обратной 11 и прямой полярности 12.
Стабильное зажигание дуг прямого действия 11 и 12 с электродов на изделие обеспечивается постоянным ионизирующим действием дуги 4 косвенного действия на дуговой промежуток и высокой температурой металла изделия 7 от действия предыдущей дуги прямого действия. Чередование катодного и анодного пятен на поверхности изделия 7 позволяет расширить технологические возможности способа путем использования различных физических свойств пятен. Чередование дуг прямого действия 11 и 12 на плавящиеся электроды 1 и 2 облегчает возможности регулирования в них токов, получения практически любых необходимых токов во всех трех электродах дуг.
На фиг. 2 представлена циклограмма тока в изделии при использовании сварочного источника питания с разнополярными прямоугольными импульсами тока в качестве второго источника. Современные источники питания такого типа позволяют регулировать как амплитуду каждого импульса, так и его длительность. На циклограмме имеются следующие обозначения - время цикла tЦ, длительность импульса прямой полярности tП, длительность импульса обратной полярности t0, ток прямой полярности IП, ток обратной полярности I0. В общем случае могут быть различными как длительность импульсов, так и их амплитуда.
Действующее значение тока при сварке дугой с разнополярными импульсами тока равно его среднему току, так как напряжение дуги слабо зависит от тока. Средний ток в изделие IИС можно определить по формуле

Средний ток в изделие определяет проплавляющую способность дуг прямого действия в отношении изделия.
На фиг. 3 представлена циклограмма тока дуги в электроде-катоде, подключенном к отрицательному полюсу источника питания постоянного тока дуги косвенного действия. Циклограмма представляет собой сумму протекающего через нее постоянного тока дуги косвенного действия от источника постоянного тока и прямоугольных импульсов тока прямой полярности от источника переменного тока. Действующее значение тока будет равно его среднему току, который можно определить по формуле

где IК - ток дуги косвенного действия от сварочного источника питания постоянного тока.
Действующее значение тока в электроде определяет скорость его расплавления VЭ, которую можно определить по известной формуле

где αP1 - коэффициент расплавления первого электрода в дуге прямого действия, г/(Ас);
ρ1 - плотность материала первого электрода, г/см3;
j1 - средняя плотность тока дуг в сечении первого электрода за период, А/см2, определяемая по формуле

где S1 - площадь поперечного сечения первого электрода, см2.
На фиг. 4 представлена циклограмма тока дуги в электроде-аноде, подключенном к положительному полюсу источника питания постоянного тока дуги косвенного действия. Циклограмма представляет собой сумму протекающего через нее постоянного тока дуги косвенного действия от источника постоянного тока и прямоугольных импульсов тока обратной полярности от источника переменного тока. Действующее значение тока будет равно его среднему току, который также можно определить по формуле аналогичной (2)

С помощью формул, аналогичных (3) и (4), определяется скорость расплавления второго электрода.
Пример. Проводили автоматическую наплавку под слоем флюса на пластину из стали 20 толщиной 15 мм по предлагаемому способу. Скорость наплавки VC = 18 м/час = 0,5 см/с. Использовались электродные проволоки марки Св-08А диаметром 2 мм. Дугу косвенного действия между электродами питали от источника питания постоянного тока «Форсаж-200». Постоянный ток дуги косвенного действия «электрод-катод - электрод-анод» был измерен до зажигания дуг на изделие и составил IК=250 А. После этого между электродами и изделием был подключен источник питания дуги с разнополярными импульсами тока TIG-200 AC/DC с промышленной частотой 50 Гц. Амплитуда токов и длительность импульсов обоих полярностей были одинаковы. Переменный ток дуг «изделие - электроды», измеренный в цепи изделия, составлял IИ=150 А. Для переключения вывода источника питания переменного тока, подсоединенного к электродам с одного электрода на другой использовали электрические вентили-диоды В200. Ток в электроде-аноде, измеренный в цепи анода при действии двух источников питания I1=325 А. Такой же ток был получен и в электроде-катоде I2=325 А. Скорость подачи электрода катода составила VК=6,6 см/с, скорость подачи электрода-анода VA=5,9 см/с. При этом процесс шел стабильно, длины всех дуг оставались стабильными.
За счет использования переменного тока в дугах, горящих на изделие, появляется возможность дополнительно изменять сосредоточенность теплового потока в изделие и проплавляющую способность дуги, а также снижать отрицательное воздействие магнитного дутья, использовать технологические свойства как катодного, так и анодного пятен дуги на изделии. При этом появляется дополнительная возможность регулирования тока во втором электроде одновременно с регулированием тока в изделии. Одновременно облегчается получение оптимального соотношения между проплавлением основного и расплавлением электродного металлов, получения оптимального химического состава шва при сварке электродами различного химического состава.
Способ может быть реализован с помощью конструкций известных сварочных источников питания постоянного и переменного тока и электронной схемы, основой которой являются электронные вентили -диоды. В качестве механизмов подачи электродов можно использовать стандартные механизмы, которыми комплектуются установки для сварки. Поэтому способ обладает промышленной применимостью.
Способ дуговой сварки двумя плавящимися электродами с использованием дуг прямого и косвенного действия, включающий зажигание дуги косвенного действия между упомянутыми электродами, при этом один из электродов подключают к отрицательному полюсу источника питания постоянного тока и выбирают скорость его подачи соответствующей коэффициенту расплавления плавящегося электрода в дуге прямой полярности, а второй из электродов подключают к положительному полюсу упомянутого источника тока и выбирают скорость его подачи соответствующей коэффициенту расплавления плавящегося электрода в дуге обратной полярности, отличающийся тем, что дополнительно используют источник питания переменного тока, один из сварочных выводов которого подключают к изделию, а второй вывод через электрические вентили подключают к электродам, с обеспечением поочередного переключения в процессе сварки полярности источника питания в соответствии с частотой переменного тока, при этом во время подключения к изделию положительного полюса источника питания переменного тока его отрицательный полюс подключают к электроду, соединенному с отрицательным полюсом источника питания постоянного тока, а во время подключения к изделию отрицательного полюса источника питания переменного тока его положительный полюс подключают к электроду, соединенному с положительным полюсом источника питания постоянного тока, с обеспечением поочередного зажигания между электродами и изделием дуги прямого действия прямой и обратной полярности.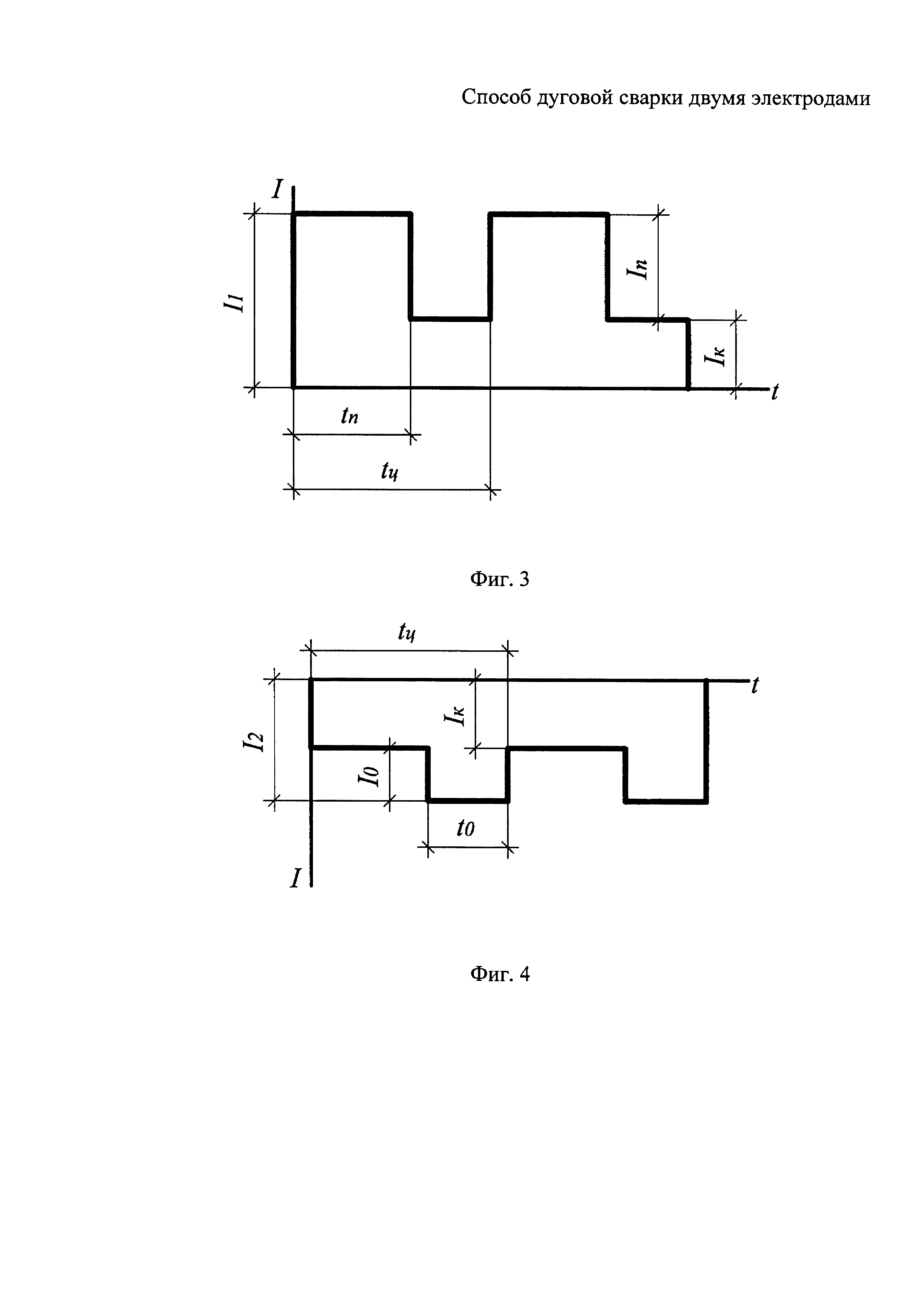
Способ дуговой механизированной импульсной наплавки
Способ сварки комбинацией дуг
Способ автоматической сварки комбинацией дуг
Способ определения площади проплавления при сварке плавящимся электродом
Способ механизированной наплавки комбинацией дуг
Способ ручной дуговой сварки штучными покрытыми электродами
Способ двухдуговой автоматической сварки
Способ определения площади проплавления основного металла при дуговой сварке
Способ получения проб наплавляемого металла
Способ регулирования глубины проплавления при автоматической дуговой сварке
Способ получения проб наплавляемого металла
Способ дуговой двухэлектродной механизированной сварки
Способ сварки алюминиевых сплавов комбинацией дуг

