Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области машиностроения и может быть использовано при проектировании технологической оснастки для электроэрозионной обработки поверхностей.
Электроэрозионная обработка (ЭЭО) основана на удалении припуска с заготовки путем эрозии металла под воздействием последовательных электрических импульсов. Электрические импульсы генерируются в межэлектродном промежутке (МЭП), т.е. в ограниченном пространстве между двумя электродами, одним из которых является заготовка, а вторым - электрод-инструмент (ЭИ). ЭЭО обычно ведут в среде диэлектрической жидкости, в которую погружают заготовку и ЭИ. Существенным недостатком ЭЭО является то, что при обработке происходит эрозия не только заготовки, но и самого ЭИ, что приводит к погрешностям размера и формы обрабатываемой поверхности.
Известны способы электроэрозионной обработки некоторых типов поверхностей, например, плоских, цилиндрических или сферических, при реализации которых эрозия ЭИ не влияет на форму поверхности. Дополнительным условием для этого является организация дополнительных формообразующих движений, в частности вращение ЭИ [Шадуя В.Л. Современные методы обработки материалов в машиностроении: учеб. пособие / В.Л. Шадуя. - Минск: Техноперспектива, 2008, стр. 150-155, рис. 4.9г, е]. При работе вращающимся ЭИ во многих случаях ЭЭО можно вести без погружения электродов в диэлектрическую жидкость, обеспечивая заполнение МЭП принудительной подачей жидкости в полость ЭИ. Для вращения ЭИ требуются достаточно сложные дополнительные устройства - головки. Так, шлифовальная головка для ЭЭО [Размерная электрическая обработка металлов: Учеб. пособие для студентов вузов / Б.А. Артамонов, А.Л. Вишницкий, Ю.С. Волков, А.В. Глазков; Под ред. А.В. Глазков. - М.: Высш. школа, 1978. - стр. 189-190, рис 113.], помимо электропривода содержит токосъемное устройство для передачи электрической энергии на вращающиеся электроды. Диэлектрическую жидкость от подводящего трубопровода на вращающийся ЭИ в таких устройствах приходится подавать при помощи специальных сальниковых устройств с герметизирующими уплотнениями.
Известны также способы электроэрозионной обработки, в которых для достижения точности формы обрабатываемых поверхностей во вращательное движение приводится не только ЭИ, но и заготовка. Примером такого устройства является принятое в качестве прототипа техническое решение, в котором для электроэрозионного формообразования сферических поверхностей во вращение приводятся и электрод-инструмент (ЭИ), и заготовка [а.с. №442909 СССР, с приоритетом от 1974 г.]. Для вращения заготовки требуется еще одно вращательное устройство. Кроме того, помимо токосъемника и сальникового устройства на приводе ЭИ, в этом случае для передачи электрических импульсов на вращающуюся заготовку необходимо использовать еще одно токосъемное устройство. Наличие токосъемных устройств и герметизирующих сальниковых уплотнений усложняет конструкцию технологической оснастки и повышает ее стоимость, из-за трения между движущимися частями происходит изнашивание устройств и снижается их надежность.
Техническим результатом предлагаемого технического решения является упрощение конструкции и повышение надежности технологической оснастки, используемой при электроэрозионной обработке с вращением электродов путем замены изнашивающихся подвижных соединений неподвижными. Для достижения результата используется такое положительное качество ЭЭО с вращающимися электродами как индифферентность процесса обработки по отношению к направлению и частоте вращения электродов.
Технический результат достигается тем, что электроэрозионную обработку производят при вращении двух соединенных с токоподводами электродов, одним из электродов является заготовка, а вторым - инструмент с подведенным к нему трубопроводом для подачи диэлектрической жидкости. Для вращения электродов используются соосно установленные с ними приводы. Электродам обеспечивают возможность крутильных колебаний, соединяя их с неподвижными корпусами приводов упругими элементами. На приводах создают импульсы крутящего момента, регулировкой мощности и частоты следования которых устанавливают амплитуду крутильных колебаний электродов не менее одного полного оборота. Токоподводы и трубопровод для подачи диэлектрической жидкости также изготавливают в виде упругих элементов, совершающих крутильные колебания вместе с электродами, к которым их присоединяют при помощи неподвижных соединений.
Величина амплитуды крутильных колебаний самостоятельного влияния на ход ЭЭО не оказывает, но для создания условий правильного профилирования поверхностей ЭИ и заготовки, она должна быть не менее одного полного оборота. Частота крутильных колебаний электродов также не оказывает самостоятельного влияния на ЭЭО. Поэтому для создания оптимального режима обработки, регулировкой частоты импульсов крутящего момента обеспечивают их соответствие собственной частоте крутильных колебаний электродов, зависящей от инерционных характеристик вращающихся частей и жесткости упругих элементов, в этом случае для создания необходимой амплитуды крутильных колебаний необходима наименьшая мощность приводов. При работе в режиме крутильных колебаний среднее положение электродов неизменно, а угловые отклонения от него незначительны. Это исключает необходимость токосъемных устройств и герметизирующего сальникового уплотнения и позволяет прикрепить к электродам токоподводы и трубопровод надежным неподвижным соединением. Для этого токоподводы и трубопровод выполняют гибкими, способными участвовать в крутильных колебаниях, не препятствуя им.
На фиг. 1 показана схема реализации способа электроэрозионной обработки вращающейся заготовки вращающимся трубчатым электродом-инструментом, где:
1 - электрод-инструмент (ЭИ);
2 - привод;
3 - упругий элемент;
4 - токоподводы
5 - трубопровод для подвода диэлектрической жидкости;
6 – заготовка.
Электроэрозионную обработку производят следующим образом. Электрод-инструмент 1 присоединяют к приводу 2 и упругому элементу 3, выполненному, например, в виде цилиндрической пружины. Упругий элемент 3 ограничивает круговое перемещение ЭИ 1, сопротивляясь ему крутящим моментом, возрастающим пропорционально углу поворота и стремящимся вернуть ЭИ 1 в исходное положение. Аналогично соединяют с таким же приводом и упругим элементом заготовку 6 (на фиг. 1 не показаны).
На приводах 2 формируются импульсы крутящего момента, чередующиеся с некоторой частотой. Во время действия единичного импульса крутящего момента ротор привода 2 вместе с ЭИ 1 поворачивается из исходного положения в одном из направлений на определенный угол, ограничиваемый упругим элементом 3. После завершения импульса крутящего момента под воздействием упругого элемента 3 ротор не только возвращается в исходное положение, но по инерции смещается на некоторый угол в обратном направлении. Под воздействием очередного и последующих импульсов крутящего момента рассмотренный цикл повторяется, т.е. ЭИ 1 приходит в режим устойчивых крутильных колебаний. Возможна подача на привод реверсируемых импульсов крутящего момента, что на режим ЭЭО принципиально не влияет.
Регулировкой частоты следования импульсов крутящего момента добиваются близости ее к частоте собственных крутильных колебаний системы, т.е. приводят ее в состояние резонанса, а регулировкой мощности единичных импульсов обеспечивают оптимальную амплитуду колебаний не менее одного полного оборота электродов относительно среднего положения в каждую сторону.
Напряжение для ЭЭО подводят к ЭИ 1 и заготовке 6 при помощи токоподводов 4, которые выполняют достаточно гибкими, чтобы не препятствовать совершению электродами крутильных колебаний.
Для подвода диэлектрической жидкости к входному отверстию в ЭИ 1 при помощи неподвижного соединения герметично прикрепляют трубопровод 5, которому также обеспечивают достаточную гибкость для участия в крутильных колебаниях. Подвод к заготовке 6 диэлектрической жидкости обычно не требуется, но в случае необходимости она может быть подведена аналогичным образом.
Предложенное техническое решение обеспечивает достижение необходимого технического результата, так как существенно упрощает конструкцию оснастки, позволяет исключить сложные подвижные соединения в виде токосъемников и сальникового уплотнительного устройства, работающие в режиме трения скольжения. Отсутствие подвижных соединений, кроме того, повышает надежность технологической оснастки, используемой при электроэрозионной обработке с вращением электродов.
Способ электроэрозионной обработки, включающий вращение двух соединенных с токоподводами электродов, одним из которых является заготовка, а вторым - инструмент с подведенным к нему трубопроводом для подачи диэлектрической жидкости, при использовании для вращения электродов располагаемых соосно с ними приводов, отличающийся тем, что обеспечивают возможность крутильных колебаний электродов путем соединения их с неподвижными корпусами приводов упругими элементами, при этом на валах приводов создают импульсы крутящего момента, регулировкой мощности и частоты следования которых устанавливают амплитуду крутильных колебаний электродов не менее одного полного оборота, причем используют токоподводы и трубопровод для подачи диэлектрической жидкости, изготовленные в виде упругих элементов, совершающих крутильные колебания вместе с электродами, к которым их присоединяют при помощи неподвижных соединений.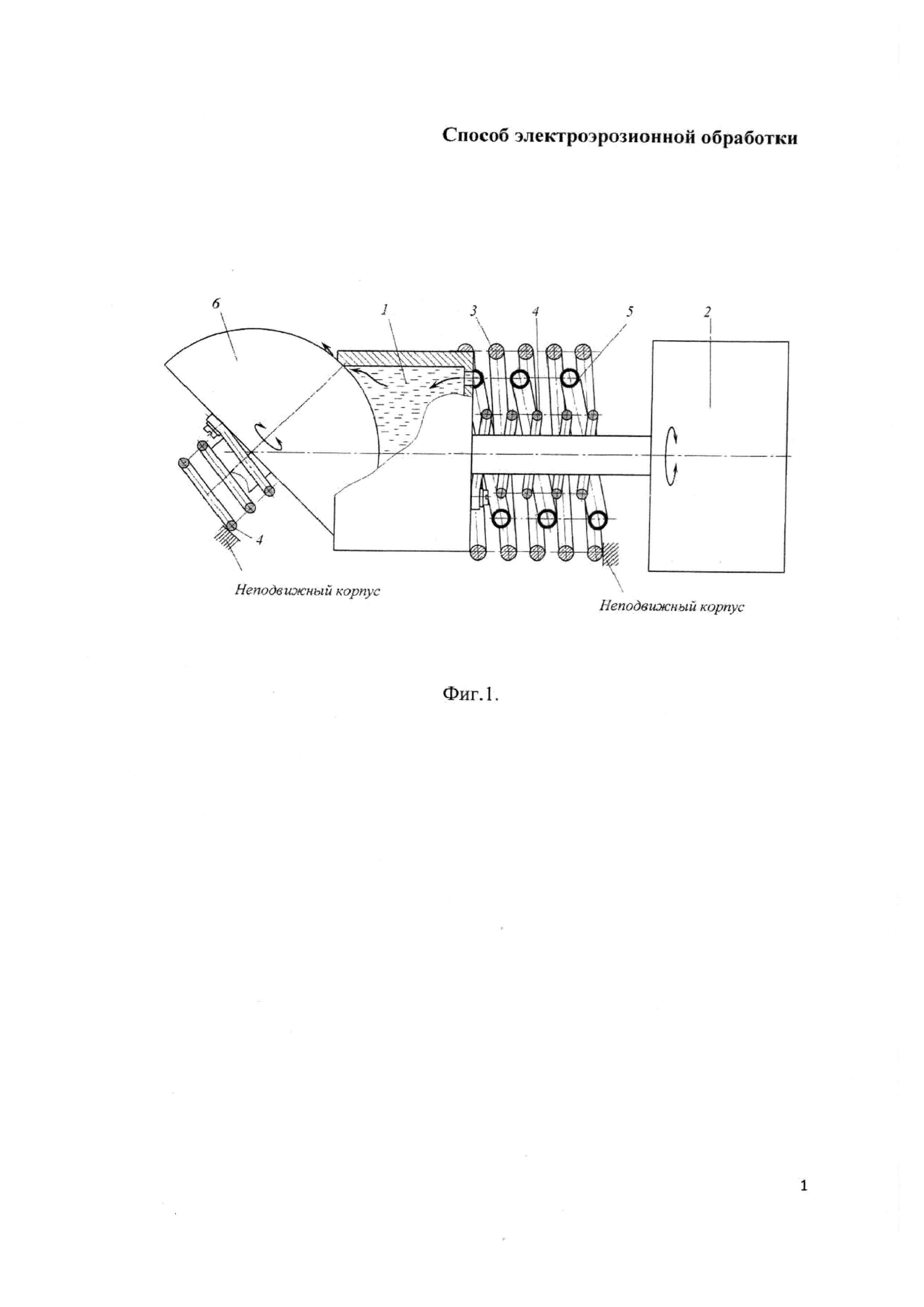
Способ контроля хода выполнения программы пользователя, исполняющейся на вычислительных узлах вычислительной системы
Способ определения характеристик срабатывания детонирующего устройства
Способ определения углового положения подвижного объекта относительно центра масс
Устройство передачи информации для бесконтактного программирования режимов работы инициатора газодинамического импульсного устройства
Излучатель твердотельного лазера без жидкостного охлаждения с термостабилизацией диодной накачки
Лазерное средство инициирования
Термочувствительный датчик
Универсальный излучатель твердотельного лазера
Способ настройки зеркал резонатора
Способ извлечения микроконцентраций урана из водных растворов
Способ изготовления термобатареи
Способ безопасной расстыковки линии боксов, загрязненных радионуклидами
Способ определения коэффициентов трения покоя и скольжения
Способ определения коэффициента трения скольжения

