Способ термоизоляционного контроля и упаковки для повторно закрывающихся упаковок
Вид РИД
Изобретение
[001] Настоящее изобретение относится к инновационной упаковке и способу термоизоляционного контроля упаковочной продукции и конечному изделию промышленного производства, где используются термоизоляционные пластиковые пленки, для решения проблем прочности герметичности и осуществления возможности повторного закрывания.
[002] В прошлом было разработано несколько подходов для создания герметичных упаковок, изготовленных из полимерной пленки, с теплоизоляционными участками. В способах термоизоляции сложно контролировать количество тепла при стремлении к заданной герметичности. Настоящее изобретение обращается к этой проблеме, предлагая точный способ контроля прочности герметичности, совместно с высокоскоростной технологией производства. С постоянной температурой нагрева и продолжительностью действия настоящее изобретение также позволяет достичь различные степени прочности герметичности для различных участков в упаковке с помощью изменяемых характеристик ограниченных участков микроточек. Также конечный вариант упаковки позволяет потребителю повторно закрывать упаковку после первичного вскрытия. Данные элементы новизны, будучи желательными в течение длительного периода времени, не были представлены в промышленном образце, присутствующем в настоящее время в уровне технического развития.
[003] Один из этих промышленных образцов описан в патентной заявке США № US 2009/0081405 (Шалендра Сингх) (Shalendra Singh), опубликованной 26 марта 2009. Сингх основывает свой способ контроля герметичности на особых полимерных пленках, где характеристики герметичности снижаются из-за сочетания их композитных материалов. В то время как данная заявка описывает основное использование контроля герметичности с помощью специальных полимерных пленок, она не описывает использование ограниченных участков микроточек в области верхнего слоя пленки для выборочного устранения окончательной герметизации в тех областях, где даже не предполагается, что упаковка будет герметично закрыта.
[004] Другая родственная ссылка относится к патенту США № 3,258,386, выданному Блис (Blythe) в 1966 для устройства термоизоляции. Данный патент описывает механизм, который использует тепловой диффузор или генератор для соединения определенных точек. Патент Блис описывает не только дорогостоящее устройство, которое также является затратным в эксплуатации, но и предлагает отличающееся решение. Блис признает существование проблем в производстве. См. ст.1, строки 33-63. Блис описывает использование особых нагретых пирамидальных инструментов (прямых или валиков) на пленке. Эти инструменты имеют в своей конструкции углубление, заполненное непроводящим тепло материалом, так что полимерная пленка не повреждается при соприкосновении с ним. Целью шлифовки также является гладкая поверхность. Настоящее изобретение на практике является противоположным той заявке, где покрытие с материалом с низкой теплопроводностью определяет заданное число контролируемых микроточек, что, в конечном счете, приводит к соединению участков с заданной прочностью герметичности. Также тепловой контакт должен поддерживаться непосредственно в том же месте до полного завершения соединения. Это несовместимо с современным оборудованием высокоскоростного вращения, таким как Will Pemcoʹs Ream Wrapper 39S, когда стопки листов скользят вплотную с по-разному нагретыми платформами в состоянии окончательного сжатия, что делает невозможным сохранить те же точки герметичности, что были определены исходным инструментом. Pemco, Inc. расположена по адресу 3333 Crocker Avenue, Sheboygan, Wisconsin. Блис подразумевает сложный механизм для контроля герметичности упаковки на заданных участках. В итоге этот патент не раскрывает никаких признаков повторной герметизации упаковки.
[005] В патенте, опубликованном Фредериком Л. Курле (Frederich L. Kurrle) 10 апреля 2001 и называющемся "Метод защиты для бумажных изделий", патент США № 6,214,766 (2001), патентовладелец раскрывает использование микроточек в целях безопасности как защиту против подделок. См. ст.3, строки 20-34. Однако здесь нет описания или утверждения об использовании микроточек для контроля прочности герметичности участка упаковки. Также данный патент не раскрывает признаки повторной герметизации (повторного открытия и повторного закрытия упаковки после того, как она была первично вскрыта).
[006] Другая родственная ссылка - это патент США № 5,878,549, опубликованный Ричардом Литтманом (Richard Littman) в 1999, называющийся "Упаковки с признаками контролируемого легкого открывания", где описывалось использование шероховатых внешней и внутренней поверхностей пленок. В дополнение к требованию соответствия двух поверхностей этот подход не оставляет свободного для рекламы места. Избирательное использование микроточек в настоящем изобретении более эффективно и совместимо с производственными требованиями.
[007] Обычно проблема герметичности упаковок состоит в том, что нет достаточного контроля над признаками герметичности пластиковой пленки, что делает технологический процесс сложнее в плане контроля температуры, давления и длительности термоизоляции. Эти сложные параметры длительности, давления и температуры фиксируются как нерегулярные, и упаковочная машина производит непоследовательную герметизацию, в результате чего некоторые упаковки имеют слишком сильную герметичность, а другие открываются слишком легко.
[008] Продукция термоизоляционной упаковки, производимая сегодня, имеет несколько проблем герметизации, как описано ниже. Когда герметизация слишком сильная, упаковку трудно открыть, что вызывает раздражение у потребителя, и в худшем случае это ведет к разрыву упаковки в момент открывания, поскольку потребуется больше усилий для выполнения этой задачи. В этом случае продукт может подвергнуться загрязнению, в связи с тем, что он легко может выпасть из упаковки. Другая проблема, вызванная чересчур сильной герметизацией, это риск возможного ущерба рукам и ногтям потребителя в связи с применением больших физических усилий или разрезанием упаковки.
[009] Если герметизация упаковки слабая, это вызывает высокую скорость потери в цепи товародвижения в связи с тем, что упаковка раскрывается до того, как достигнет конечного потребителя, увеличение вложений в логистику и возврат неиспользованного товара на склад, не говоря о том, что наносится вред продукции и имиджу производителя в глазах потребителей.
[010] Обычно производители пытаются нейтрализовать данные трудности контроля герметичности, используя высококачественные пластиковые пленки с низкой температурой плавления, делая упаковку более дорогой и не решая до конца проблему непоследовательной прочности герметичности во время процесса упаковки и ее последствия.
[011] Обычно данный тип упаковки может также показать проблемы коэффициента сцепления между упаковкой и металлическими частями упаковочной машины, что может замедлять процесс и производительность.
[012] Относительно способности повторного закрытия упаковки можно сказать, что нескольким механизмам, разработанным в прошлом, сложно адаптироваться к требованиям серийного производства и себестоимости продукции. Один из данных подходов описан в патенте, опубликованном Джонс и соавт. (Jones et al.) 16 марта 1999, называющемся "Легко открывающаяся повторно закрывающаяся упаковка", патент США № 5,882,749. Данный патент описывает производство термоизоляционных упаковочных пленок с дополнительным набором клейких лент, которые имеют внешние герметичные стороны по двум совместимым и герметичным пленкам вдоль подложки основной упаковки, и нанесенное липкое клеящее вещество в ее центре. В данном процессе упаковка открывается после разрыва или отделения герметичного порошка от клейкого участка во время использования продукта и позже она может быть повторно закрыта в том же месте. Процесс, описанный в данном патенте, становится одновременно сложным и дорогим, поскольку требуется нанесение внешнего элемента на упаковочную пленку: клейкий участок, при производстве которого имеются ограничения в механизме установки, и требуется регулировка при изменении размеров и поверхностей новых упаковок. Процесс, предложенный Джонсом и соавт., не представляет возможность повторного закрытия упаковки с использованием только упаковочной пленки и требует несколько процессов, а именно создания и нанесения ленты на как минимум две пленки и нескольких слоев клейкого вещества, а также обеспечение контроля над определенным участком упаковки.
[013] Патент США № 3,454,210 описывает упаковки, изготовленные из основного материала с самоклеящимся клейким слоем поперек него и соединяющимся с основной пленкой, чтобы образовать упаковку. Упаковка открывается при отделении отрывающейся пленки и удалении ее со слоя самоклеящегося вещества. Это оставляет поверхность самоклеящегося вещества в таком состоянии, что при нажатии на нее материала упаковка может снова закрыться. Главным недостатком упаковок, описанных в данном патенте, является то, что весь материал упаковки покрыт слоем самоклеящегося вещества. В то время как самоклеящееся вещество требуется только тогда, когда нужно произвести открывание, особые условия должны быть предприняты для производства всего материала. Это дорогостоящие материалы, следовательно, данный подход затратный и очень дорогой.
[014] Патент США № 5,089,320 описывает похожий эластичный упаковочный материал, термоизоляционный сам по себе. Упаковочный материал имеет слой клейкого вещества, зажатый между поверхностным слоем теплоизоляционного полимерного материала и подложкой. Клейкое вещество распределено по всему материалу. Патент также раскрывает, что, несмотря на то, что вещество липнет только когда производится открывание, вещество может быть нанесено на подложку для совмещения с ней только там, где это необходимо. Поверхностный слой может быть также нанесен на отмеченный клеящий слой в качестве печати на клеящей поверхности и поверхности подложки, вследствие использования центральной печатной машины. Поверхностный слой может быть также нанесен на поверхность других участков подложки тоже, вплоть до нанесения на всю поверхность упаковочного материала. Данный патент также раскрывает, что клейкое вещество может быть нанесено на подложку посредством транспортной передачи, которая использует другую пленку в качестве движущейся, что обычно приводит к раскрытию или отсутствию обработки коронированием. Данный процесс известен среди процессов движущейся металлизации и представляет огромный экономический недостаток в требовании использования производственного процесса с использованием ленточных транспортеров или других подложек, таких как движущаяся пленка, где иногда случается передача и потеря движущейся пленки или подкладки. В завершении можно отметить, что описанный в данном патенте способ распределения липкого вещества по упаковочному материалу имеет недостатки, причины которых описаны выше, и клейкое вещество, покрывающее поверхность только там, где необходимо, также является недостатком, так как используется завершение дополнительного производственного процесса, использующего ленточный транспортер или другие подложки, такие как движущаяся пленка, где иногда происходит смещение или потеря движущейся пленки или подкладки.
[015] Патент США № 5,382,472 описывает повторно закрывающийся упаковочный материал, изготовленный путем примыкающей одновременной коэкструзии нескольких термопластичных композитных материалов для того, чтобы образовать пленку с двумя или более полосами материала, которые располагаются в направлении обработки. Первая полоса содержит обычные полимеры, используемые в упаковочном материале, и не содержит самоклеящееся вещество, и вторая полоса включает в себя поверхностный слой теплоизоляционного полимера, средний слой самоклеящегося вещества и слой термопластичного композитного материала, примыкающего к слою. В описанной пленке, изготовленной путем примыкающей одновременной коэкструзии, полосы расположены рядом друг с другом, и вторая полоса имеет ту же толщину, что и первая. Показано, что поверхности второй полосы находятся в одной плоскости с поверхностями первой полосы. Каждая полоса располагается от одной поверхности пленки, изготовленной путем примыкающей одновременной коэкструзии, к другой поверхности пленки. Пленка складывается, и тепло изолируется, чтобы образовать упаковку с помощью сварочных зажимов, работающих в теплоизоляционном полимере второй полосы. Когда теплоизоляция разрывается, теплоизоляционный слой разъединяется с самоклеящимся веществом и отслаивается от него. Разъединение и отслаивание происходит в пределах границ пленки, изготовленной путем примыкающей одновременной коэкструзии. Способ, раскрытый в данном патенте, неудовлетворительный по нескольким аспектам. Присутствует ограничение, что пленки, изготовленные путем коэкструзии, могут быть изготовлены только путем примыкающей коэкструзии. Примыкающая коэкструзия, в свою очередь, имеет ограничения в том, что примыкающие красители изготовлены так, чтобы взаимодействовать только с некоторыми композитными материалами. Даже если предполагается, что они могут взаимодействовать с различными композитными материалами, каждый краситель должен располагаться на второй полосе в определенном месте. Чтобы изменить расположение второй полосы, требуется новый краситель. Выполнение правил, чтобы данный краситель мог взаимодействовать с одним или более композитным материалом, проблематично и может привести к неравномерной толщине поверхностей первой и второй полосы. Даже небольшое отличие в толщине второй полосы приведет к тому, что появится зона подъема или углубления по всей длине одной стороны поверхности в рулоне пленки с примыкающей коэкструзией. Для уменьшения неравномерности поверхности в рулоне размер рулона, поставляемого покупателю, будет оставаться относительно небольшим. Это приведет к более частым изменениям в рулоне, чем предполагалось. Другой способ, который использует липкое клеящее вещество для предоставления особенности открывания для гибких упаковок, заключается в том, что вытянутая прорезь делается в упаковочной пленке. Прорезь расширяется, и полоса повторного закрывания шире и сделана из слоя подложки, и слой липкого вещества подается системой носителей и наносится стороной с липким веществом на пленку для закрытия открытой прорези. Пленка загибается на себя и зажимается без тепла, чтобы склеить липкое вещество через открытую прорезь с противоположной стороной пленки. При открывании упаковки полоса липкого вещества отдирается от противоположной стороны упаковки. Данный способ неудовлетворительный, поскольку он требует, чтобы слой липкого вещества на полосе был покрыт удаляющимся разделительным слоем или имел несущий слой с бумажным силиконовым покрытием. Эти системы обработки и удаляющийся слой или системы носителей добавляют этапы, оборудование и дороговизну при производстве ленты и упаковки.
[016] Опубликованная японская заявка на патент № 10-101130 от 21 апреля 1998, называющаяся Устройство упаковки с ЦЕЛЛОФАНОВОЙ ПЛЕНКОЙ, демонстрирует упаковочный материал для таких предметов, как диск или кассета с магнитной лентой. Этот известный на рынке упаковочный термоизоляционный материал допускает печать рекламы на месте сварочного шва, что снижает и нарушает качество сварочного шва пленки, создавая подходящую область для легкого открывания упаковки. Однако эта простейшая техника снижения прочности герметичности с помощью смешивания чернил с композитными материалами не устанавливает контроль над термоизоляцией, не контролирует прочность сплава сварочного шва, не подразумевает контроль над коэффициентом сцепления путем добавления добавок в краски и лаки для упаковки и не имеет никакого решения возможности повторного закрывания упаковки и защиты ее содержимого во время использования отдельных частей упаковки.
[017] Основываясь на родственных изобретениях, описанных выше, можно отметить, что настоящее изобретение проще, не требует дополнительных этапов, процессов или подложек, таким образом, представляется возможным достичь желаемых эффектов, таких как простое открывание и легкие повторное закрывание и повторное открывание неопределенное количество раз, в то время как на упаковке есть печать.
[018] Другие документы, описывающие непосредственно сущность вопроса, предлагают число более или менее сложных характеристик, которые не способны решить проблему эффективным и экономичным способом. Ни один из этих патентов не высказывает элементы новизны настоящего изобретения.
[019] Одним из самых важных аспектов настоящего изобретения является осуществление способа контроля прочности герметичности в термоизоляционных упаковках, которые могут быть повторно закрыты после первичного вскрытия.
[020] Одним из аспектов данного изобретения является осуществление способа, который включает в себя выборочное размещение ограниченных участков для создания микроточек.
[021] Одним из аспектов данного изобретения является осуществление способа, где ограниченные участки включают в себя соединения краски, способные производить графические представления.
[022] Еще одним из аспектов данного изобретения является создание такого готового изделия, которое является недорогостоящим для производства и эксплуатации при сохранении его эффективности.
[023] Дополнительная цель изобретения будет дана в следующей части описания изобретения, где детальное описание дано с целью полного раскрытия изобретения без установки каких-либо ограничений.
[024] Изобретение, с учетом указанных выше и других связанных объектов, включает в себя детали конструкции и сочетания частей, что будет более понятным из нижеследующего описания, сопровождаемого информацией по соответствующим чертежам, где:
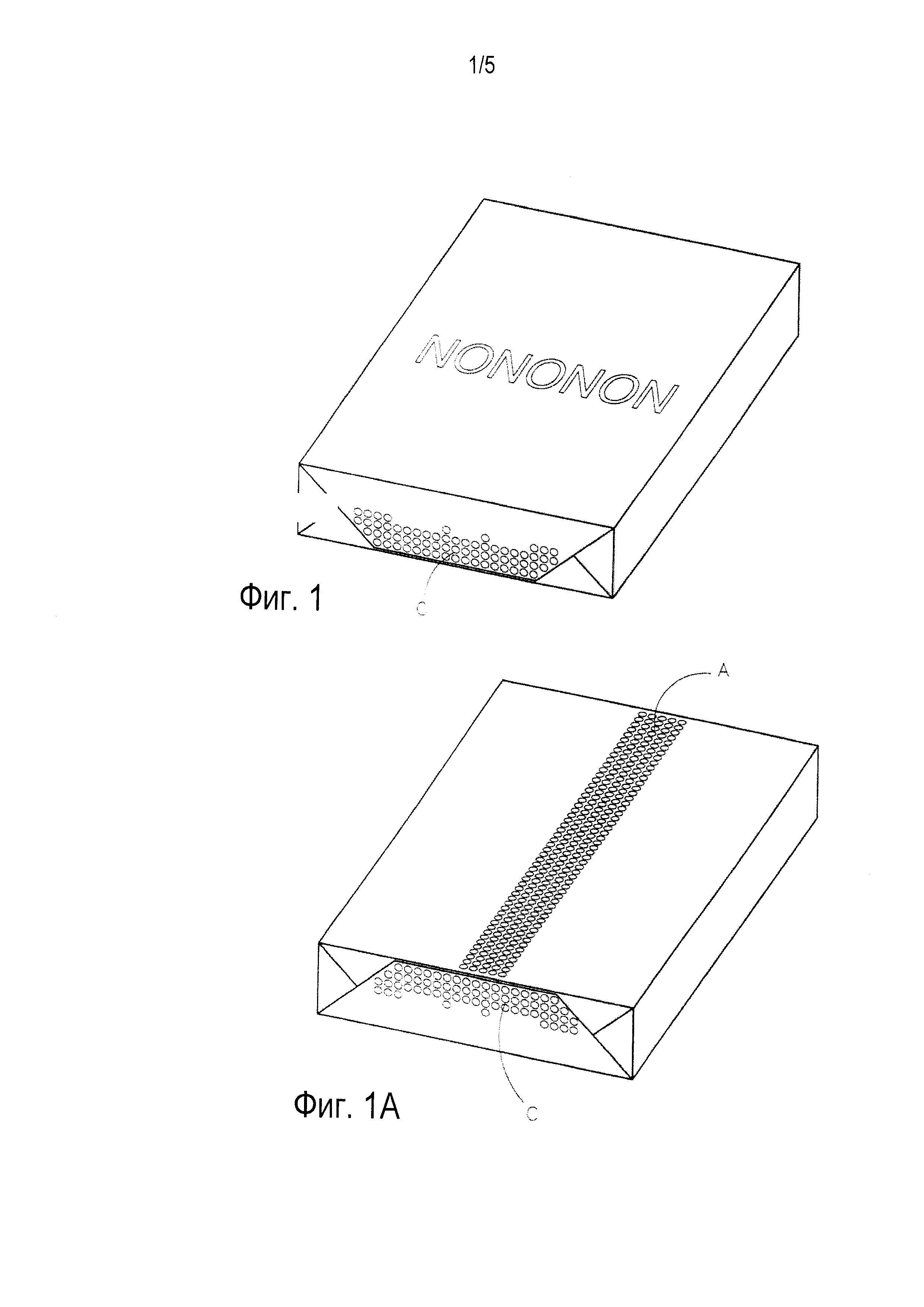
Фигура 1 представляет собой изометрическое изображение упаковки для стопки листов бумаги с несколькими герметичными областями без какого-либо красителя или лакового материала и микроточками или негерметичными областями, в соответствии с настоящим изобретением.
Фигура 1А демонстрирует оборотную сторону упаковки, показанной на предыдущей фигуре.
Фигура 2 представляет собой изображение пленки в поперечном сечении, используемой для упаковки, показанной на предыдущей фигуре, без краски или лака.
Фигура 3 представляет собой изображение пленки в поперечном сечении, показанной на предыдущей фигуре, со слоем нанесенного на нее материала, и изображение нескольких заданных областей или микроточек 30 без материала.
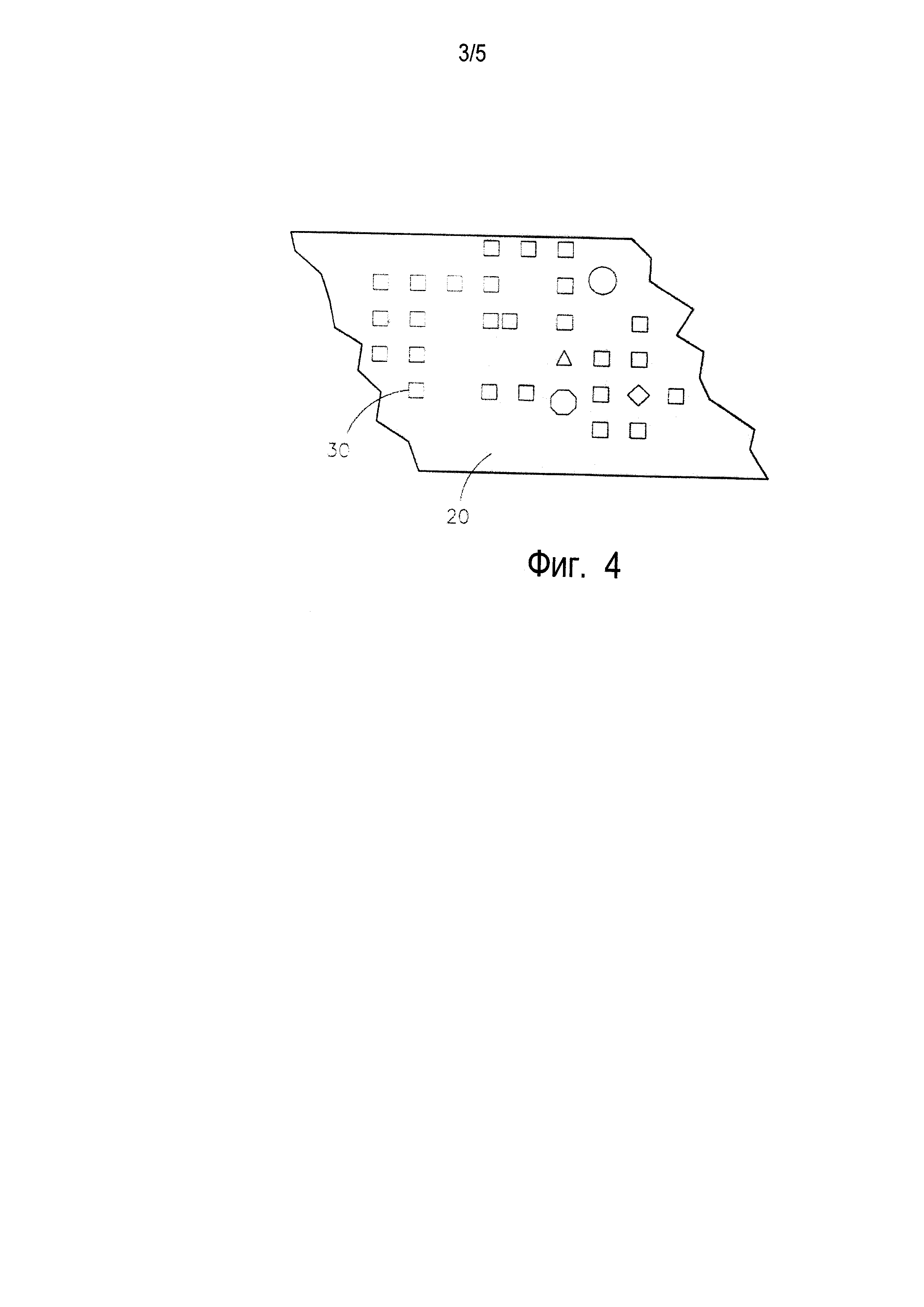
Фигура 4 представляет собой увеличенный вид герметичного участка, включающего различные образцы микроточек 30 с материалом с печатной краской или лаком.
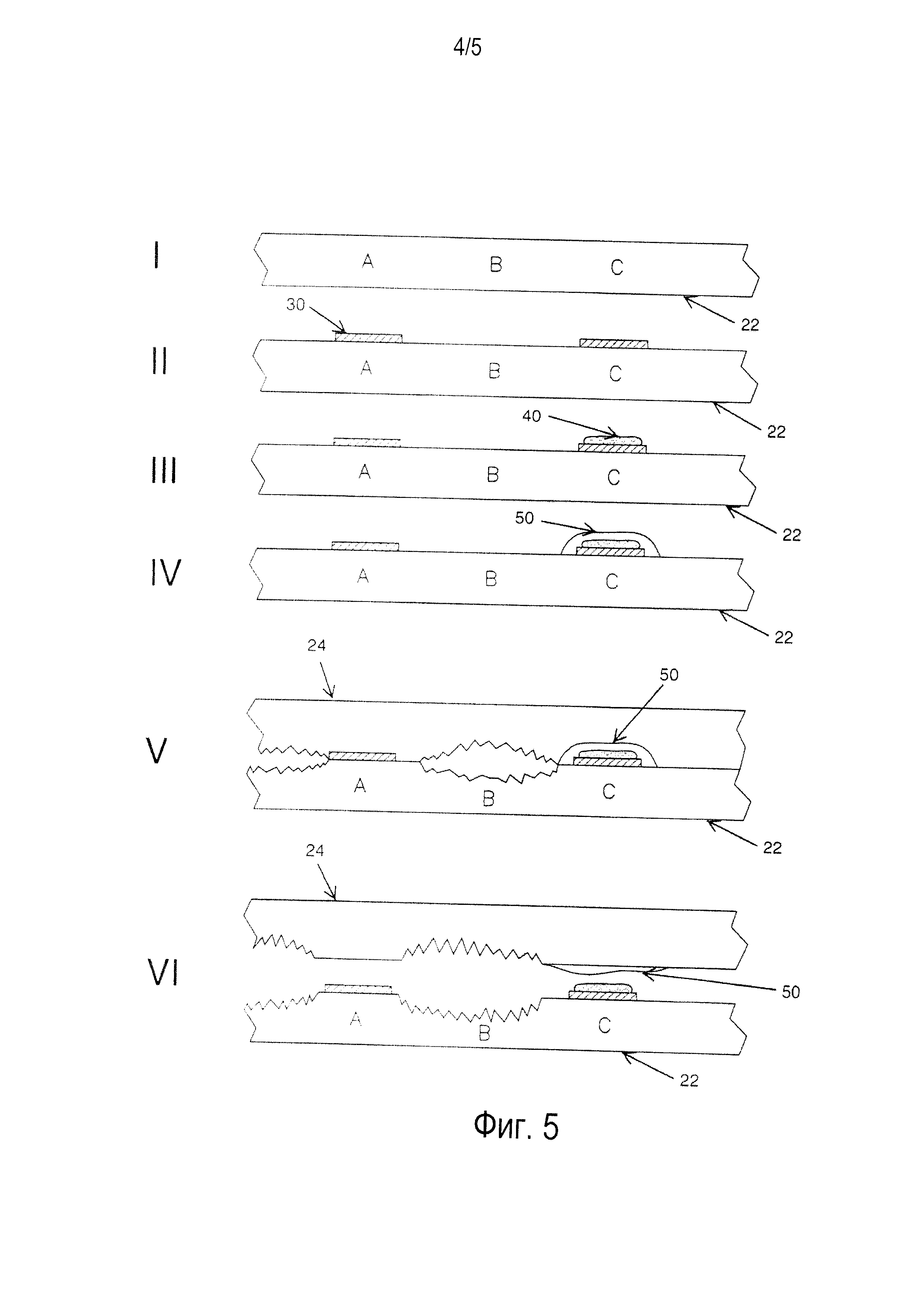
Фигура 5 представляет различные этапы (от I до V), сопровождающие процесс производства повторно закрывающихся упаковочных объектов данного изобретения. Этап VI демонстрирует пленки после разделения.
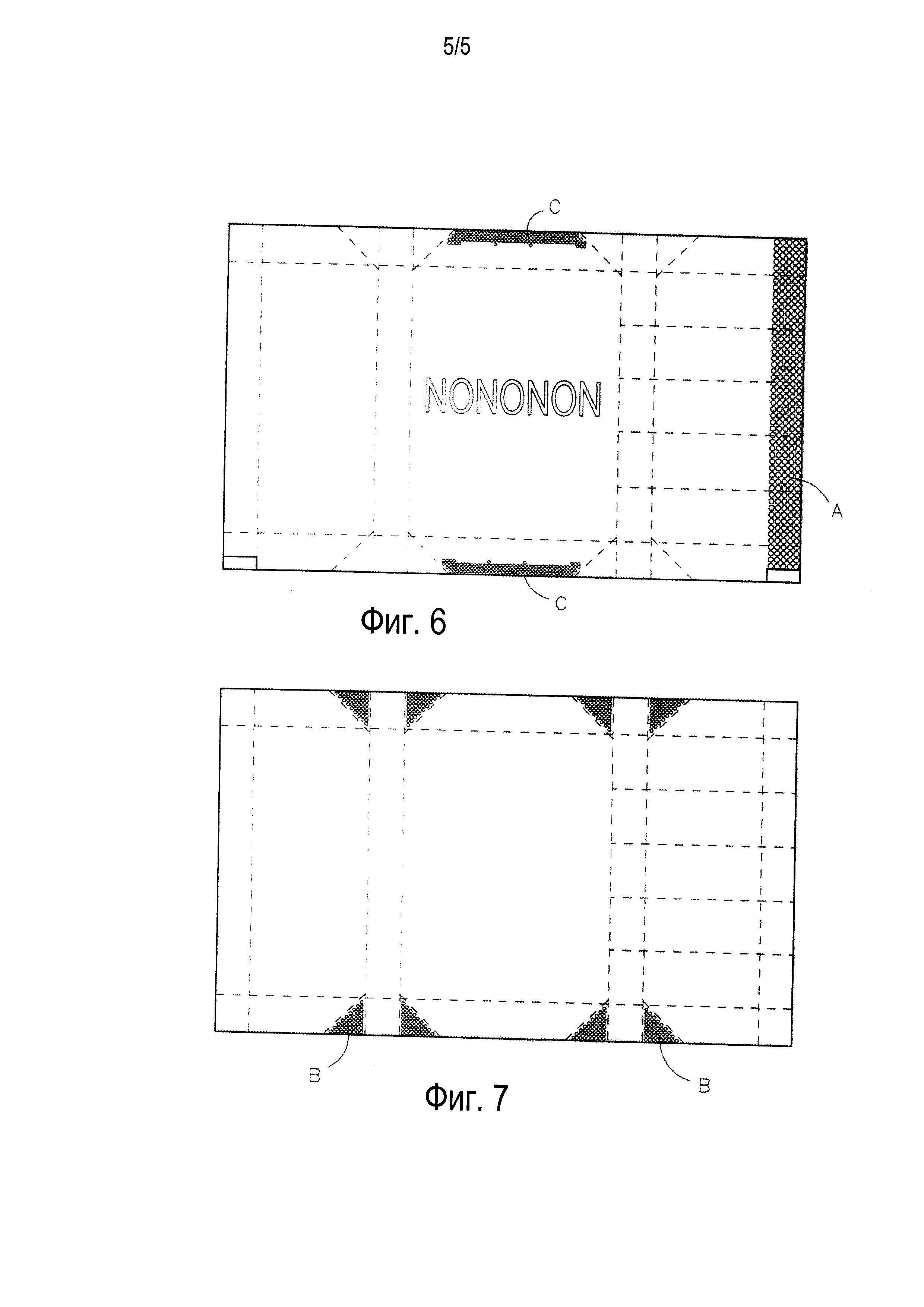
Фигура 6 представляет собой вид сверху на упаковочную пленку с несколькими заданными областями или микроточками на верхнем и нижнем концах и с областью высокой плотности микроточек с правой стороны.
Фигура 7 представляет противоположную сторону пленки, показанной на предыдущей фигуре, с группой заданных областей или микроточек с относительно высокой плотностью, таким образом, осуществляется контроль герметичности в завернутых областях упаковки.
[025] Настоящее изобретение относится к способу контроля прочности герметичности между двумя взаимодействующими участками пленки, с использованием термоизоляционной технологии. Первый этап способа - это определение участков герметизации двух взаимодействующих пленок. Второй этап - это нанесение негерметичного состава на заданные ограниченные участки. Эти ограниченные участки могут быть дискретными повторяющимися схемами, которые, соединяясь, образуют ограниченные участки.
[026] В некоторых случаях необходимо иметь схемы заданных областей, нанесенные на обе стороны герметичной части пленки (переднюю и заднюю), в заранее заданных областях, которые будут получать тепло при герметизации. Способ настоящего изобретения улучшает качество финальной упаковки с более контролируемым герметичным закрытием в выбранных областях.
[027] Заявитель разработал более эффективную технику контроля термоизоляции во время упаковки продукции, которая использует термоизоляционные пластиковые пленки, известные на рынке, и решает старую проблему герметичных упаковок, которые слишком прочные для того, чтобы пользователь без промедления мог их открыть в случае необходимости. В дополнение можно отметить, что упаковка, предмет настоящего изобретения, имеет клеящее вещество, которое может использоваться для повторного закрывания некоторых областей пленки после того, как ее вскрыли в первый раз.
[028] Способ, изобретенный заявителем, работает с ограничением или снижением контакта с герметичной областью пленки, в пересекаемых (накладываемых) областях пленки с помощью нанесения негерметичных красок и лаков вокруг заданной области. Материал может быть нанесен с помощью флексографической технологии, глубокой печати, печати с промежуточной поверхности и/или цифровых печатных технологий. Наличие этих заданных областей, сбалансированно, позволяет применить контроль прочности герметичности упаковки, делая эту упаковку легко открывающейся, будучи при этом достаточно герметичной. Заранее заданное количество клеящего вещества 40 помещается на некоторые микроточки или негерметичные области 30. Затем эти негерметичные области 30, где было размещено клеящее вещество 40, покрываются электростатическим слоем полипропиленового порошка (ПП). Различные этапы производства, показанные на фигуре 5, последовательны с I по V. Клеящее вещество (которое работает, как липкое сцепление) может быть расположено при помощи процесса глубокой печати или устройства для нанесения термоплавких клеящих веществ на заранее заданную область из группы негерметичных областей 30.
[029] Способ контроля герметичности в упаковках включает в себя печать негерметичными красками и лаками определенных микроточек 30 и заранее заданных герметичных областей 20 на пленке 22, которые наносятся на термоизоляционную пленку 22 в перекрывающихся областях. Контролируется предельная прочность герметичности части упаковки, допуская простое и легкое открывание без существенного разрывания упаковки или причинения ущерба рукам и ногтям, в то время как поддерживается достаточная герметичность. Как показано на этапе VI, фигура 5, когда две пленки разъединяются, слой ПП 50 отделяется от клеящего вещества 40. Это позволяет пользователю повторно закрывать упаковку, надавливая на нее, и заданная мощность вызывает прилипание клеящего вещества 40 к слою ПП 50. Слой ПП 50 слипается с пленкой 24 на этапе V.
[030] Способ может быть применен с помощью нанесения рисунка (печати) на термоизоляционные области вокруг заданных областей или микроточек, которые могут иметь несколько вариантов схем, как, например, круглые, квадратные, прямоугольные, овальные, треугольные или многоугольные формы с тремя или более сторонами, симметричные или несимметричные, разных размеров и разного количества и/или расположения, в соответствии с требуемой прочностью термоизоляции, что хорошо видно в фигуре 4. Печать будет адаптирована к и/или согласована с графическим объектом рекламы, напечатанной на упаковке.
[031] Другим преимуществом этого нового способа, в сравнении с другими подходами контроля герметичности, является то, что производитель, используя этот способ, будет иметь возможность контролировать или увеличивать коэффициент сцепления (КС) пленки во время упаковочного процесса. В связи с этим пользователь может использовать негерметичные лаки с добавками для контроля коэффициента сцепления, что увеличит продуктивность серийного производства упаковок.
[032] Один из возможных примеров использования настоящего изобретения и полученной упаковки проиллюстрирован в чертежах. Фигуры 1 и 1А показывают упаковку для стопки листов бумаги. Выделены области А и С, где различные прочности герметичности могут быть использованы с помощью изменения области и формы микроточек. Фигуры 2 и 3 представляют участки упаковки без и с микроточками 30, соответственно. На фигуре 4 представлены заданные области, такие как квадратная схема микроточек 30. Данные области имеют в составе краску или лак, которые препятствуют герметизации в данной области. Представлены другие формы для микроточек 30. На фигуре 5 показано увеличенное изображение упаковки с микроточками 30. Фигура 5 также демонстрирует две накладывающиеся пленки, которые будут подвергнуты тепловому воздействию, и между ними краски или лаки с микроточками 30, которые ограничивают окружающую герметичную область 20.
[033] На фигурах 6 и 7 представлена выпрямленная упаковка с выделенными областями А, В и С. Производитель выбирает прочность герметичности, основываясь на способе, которым пользователь будет открывать упаковку.
[034] Эта новая техника термоизоляционного контроля может применяться в различных видах пленок 22; среди них 24 сходна в герметичности. Эти пленки могут быть использованы как мономолекулярная пленка, в прослойке среди других пленок или наслоенная на другой материал. Также может использоваться полиэтилен одного или нескольких слоев, полипропилен одного или нескольких слоев и двуосноориентированный полипропилен (БОПП) одного или нескольких слоев. Толщина пленок, указанных выше, может быть от 10 мкм (0,40 мм) до 300 мкм (12 мм).
[035] Одна из особенностей новой технологии заключается в том, что с ее помощью можно контролировать особенность герметичности упаковки без существенного увеличения стоимости продукции, используя рекламную область для (негерметичной) печати в качестве инструмента, контролирующего процесс. Они также делают упаковку более термоустойчивой и не абразивной, что важно для упаковки с печатью.
[036] Вышеизложенное описание выражает наилучшее понимание предметов и преимуществ настоящего изобретения. Могут быть созданы различные варианты на основе идеи данного изобретения. Должно быть понятно, что вся сущность, изложенная здесь, должна истолковываться только иллюстративно, и никак не ограничивать смысл.
[037] Очевидно из предыдущих параграфов, улучшение типа такого способа термоизоляционного контроля и упаковки для повторно закрывающихся упаковок крайне желательно в производстве упаковок.