Результат интеллектуальной деятельности: Способ изготовления пустотелых изделий из агломерата
Вид РИД
Изобретение
Изобретение относятся к производству пустотелых изделий общестроительного назначения, элементов мебели, декоративных и сувенирных изделий, а также элементов наружной облицовки зданий, фонтанов, вазонов, уличной мебели, внешне не отличающихся от изделий из натурального гранита.
Из существующего уровня техники известен способ изготовления изделий, имитирующих природный камень (Патент RU 2430830, опубл. 10.10.2011 г.). Способ включает формовку выпуклой формы-матрицы с рельефной поверхностью, формирование слоя из стекломата, нанесение связующего слоя из полиэфирной смолы с отвердителем и нанесение слоя крупнозернистого песка и/или каменной крошки. На внешнюю поверхность формы-матрицы наносят разделительный слой с низкой адгезией к материалу формы-матрицы, поверх разделительного слоя наносят первый связующий слой из полиэфирной смолы с отвердителем, к которому прижимают кусочный стекломат с обеспечением копирования рельефной поверхности формы-матрицы, поверх слоя кусочного стекломата наносят второй связующий слой из полиэфирной смолы с отвердителем с обеспечением внедрения в стекломат полиэфирной смолы, удаляют из связующих слоев пузырьки воздуха путем механического воздействия, например валиком, и наносят на не отвердевший второй связующий слой крупнозернистый песок и каменную крошку с размером частиц 2-6 мм, после чего обеспечивают отвердение связующих слоев путем теплового воздействия и получают каркас изделия, который снимают с формы-матрицы. Недостатками данного технического решения является:
- получение шероховатой, неполированной поверхности готового изделия;
возможность отшелушивания со временем крупной фракции декоративного покрытия;
- имитация только «дикой» фактуры камня.
Наиболее близким к заявленному техническому решению является способ нанесения декоративного покрытия и декоративное изделие (Патент RU 2326008, опубл. 10.06.2008 г.). Способ нанесения декоративного покрытия включает послойное нанесение на поверхность формы полимерного связующего, последующее нанесение фракционированного наполнителя, полимеризацию покрытия, заполнение формы несущим конструкционным материалом. Полимеризацию слоев ведут раздельно. На поверхность формы напыляют первый слой смеси полимерного связующего с добавленным в него загустителем и компонентами отверждения, его полимеризуют в течение 15-30 мин до полного отверждения, затем напыляют второй слой той же смеси, наносят наполнитель по меньшей мере за два раза, полимеризуют второй слой. Недостатками данного технического решения является то, что:
- данное техническое решение не предусматривает сборку пустотелых изделий из нескольких элементов, позволяющее добиться полной аналогичности по внешнему виду с изделиями из цельного натурального камня.
- путем напыления невозможно использовать минеральный наполнитель фракциями больше 1 мм, так как для получения визуального эффекта натурального гранита необходимо использовать крошку фракций до 4 мм и больше.
Задачей, на решение которой направлено заявляемое изобретение, является изготовление объемных, пустотелых изделий из агломерата, внешне не отличающихся от натурального гранита, но превосходящих его по своим эксплуатационным характеристикам.
Данная задача решается за счет того, что заявленный способ изготовления пустотелых изделий из агломерата включает послойное нанесение на поверхность формы-матрицы полимерного связующего, последующее нанесение наполнителя, полимеризацию покрытия, при этом предварительно изготавливается форма-матрица будущего изделия, которая покрывается по меньшей мере тремя слоями разделителя с выдержкой по времени после каждого нанесения 20 минут, наполнитель наносится послойно разными фракциями, от большего размера к меньшему, с последующим тампованием каждого слоя вручную, после чего, не дожидаясь полной полимеризации, на наполнитель накладываются слои конструкционной стеклоткани, которые прокатываются валиками, и, после полной полимеризации смолы, форма-матрица разбирается и вынимается готовое изделие. В качестве наполнителя использована мраморная, или гранитная, или кварцевая, или кирпичная крошка. Размер фракций наполнителя равен 1-4 мм. В качестве полимерного связующего используется полиэфирная или эпоксидная смола. Полимеризацию ведут при температуре 25-60°С.
Техническим результатом предложенного изобретения является:
- образование ровного, гладкого изделия, не требующего дальнейшей полировки;
- повышенная стойкость декоративного покрытия (износостойкость, морозостойкость и прочие);
- расширение функциональных возможностей за счет декорирования изделий различной формы, различных объема и размера;
- малый вес, что позволяет производить установку в местах, не рассчитанных на большую весовую нагрузку.
Способ изготовления пустотелых изделий из агломерата включает в себя изготовление формы-матрицы, нанесение на форму-матрицу по меньшей мере трех слоев разделителя, с выдержкой после каждого нанесения 20 мин, нанесение на поверхность матрицы порциями заранее загущенную «Аэросилом» полиэфирную или эпоксидную смолу, затем наносится наполнитель послойно разными фракциями (сначала фракция 4 мм, затем 3 мм, затем 2 мм, затем 1 мм), при этом наполнитель тампуется вручную и набирается равномерным слоем до 5-6 мм, затем, не дожидаясь полной полимеризации (10-15 мин при t +22 - +25°С), на наполнитель накладываются слои конструкционной стеклоткани, которые прокатываются валиками, после полной полимеризации смолы матрица разбирается и вынимается готовое изделие.
Гладкая полированная поверхность готового изделия получается за счет того, что перед нанесением смеси декоративного слоя на матрицу кистью наносится тонкий слой 0,5 мм прозрачной полиэфирной или эпоксидной смолы.
Матрица изготавливается в основном из стеклопластика, но возможно использовать формы из температуростойкого пластика.
В качестве наполнителя используется гранитная крошка, либо любая другая крошка - кирпичная, стеклянная, мраморная и прочие. Размер фракций составляет от 1 мм до 4 мм. Применение наполнителя с крошкой разных фракций дает более плотный, без пустот и раковин, декоративный слой изделия.
Нанесение на матрицу разделителя позволяет легко извлечь готовое изделие из матрицы после полимеризации. В качестве разделителя используются разделительные воски либо жидкие составы. На свежеизготовленную матрицу разделитель наносят 4 раза с выдержкой 20 минут для более плотного слоя, после снятия из матрицы первого изделия наносится еще один слой разделителя и в дальнейшем можно делать порядка 20-30 съемов готового изделия с одной матрицы.
Для загущения смолы в нее добавляют «Аэросил» в пропорции 3% от объема смолы, размешивают миксером и выдерживают до полного растворения 6-10 часов.
Применение эпоксидной смолы позволяет получить более прочные изделия, чем при применении полиэфирной смолы, однако эпоксидная смола по стоимости дороже. Применяя для изготовления изделий смолы различных модификаций, можно получить термостойкие, химически стойкие, особо прочные и даже пищевые изделия.
Конструкционная стеклоткань обеспечивает армирующий эффект и придает изделию прочность.
Полимеризация смолы занимает от 90 до 180 мин при комнатной температуре, если полимеризация происходит при температуре 60°С в термокамере, то процесс занимает 90 мин.
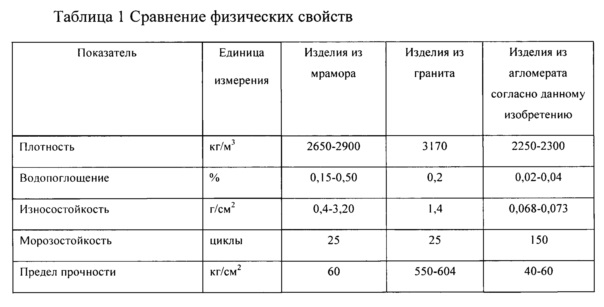
Основные технические показатели изделий из натуральных камней и из агломерата согласно данному изобретению приведены в таблице 1.
Ниже приведен пример изготовления изделия - шар.
Изготавливается сборно-разборная матрица из двух половин по мастер-модели. Одна половина - полушар выполняется с отверстием 150 мм. На матрицу наносится разделитель в три слоя с выдержкой 20 минут. На поверхность матрицы порциями по 200 г наносится заранее загущенная «Аэросилом» смола, затем гранитная крошка послойно разными фракциями (сначала фракция 4 мм, затем 3 мм, затем 2 мм, затем 1 мм). Крошка тампуется вручную и набирается равномерным слоем до 5-6 мм. Таким образом, покрывается вся поверхность обеих матриц. Затем, не дожидаясь полной полимеризации (10-15 минут при t + 22 - +25°С), на гранитный слой накладывается необходимое количество слоев конструкционной стеклоткани (не менее 3х слоев), которые прокатываются валиками. После полимеризации (через 30-40 минут) обе половинки собираются на болтовые соединения и через заранее оставленное отверстие стеклотканью прокатывается сборочный шов. После полной полимеризации смолы (3 часа при температуре 25 градусов или 1 час при 60 градусах) матрица разбирается и вынимается готовое изделие - шар. Сборочный шов обрабатывается ручным инструментом от облоя смолы. Само готовое изделие имеет блестящую, полированную поверхность, не требующую дополнительной обработки, с толщиной стенки 7-10 мм.
Изделия, изготовленные согласно данному изобретению:
- являются легкими в обработке (сверление, резка);
- являются высокопрочными за счет армирования стекловолокном;
- легко поддаются реставрации сколов и трещин;
- обладают экологической нейтральностью;
- легко и быстро очищаются от краски, клея, атмосферных налетов, грязи и пыли.
Способ разрушения мембраны
Способ разрушения мембраны

