Результат интеллектуальной деятельности: СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ
Вид РИД
Изобретение
Изобретение относится к области электроконтактной роликовой сварки и приварки стальных присадочных проволок и может быть использовано при восстановлении и упрочнении плоских и наружных цилиндрических поверхностей деталей.
Известен способ формирования металлопокрытия электроконтактной приваркой присадочной проволоки, включающий одновременную приварку одним роликом-электродом двух касающихся друг друга образующими присадочных проволок с получением сдвоенного сварного валика металлопокрытия, при этом присадочные проволоки дополнительно растягивают с приложением к каждой из них неодинакового усилия и обеспечением разницы их относительных продольных пластических деформаций не менее 0,14 [1].
Недостатком известного способа является то, что осадки в поперечном направлении разогретых присадочных проволок одинакового поперечного сечения при действии на них различных по величине дополнительных растягивающих усилий оказываются неодинаковыми - более напряженная из двух проволок осаживается сильнее. Это приводит к тому, что одна из составляющих частей сдвоенного сварного валика оказывается тоньше второй, металлопокрытие получается неровным. Контакт ролика-электрода с частью сварного валика меньшей высоты оказывается недостаточным, из-за чего снижается качество приварки металлопокрытия.
Задача предлагаемого способа - формирование ровного, качественного металлопокрытия.
Технический результат достигается тем, что используют присадочные проволоки разного сечения из условия формирования металлопокрытия с валиками равной высоты, при этом проволоку, которую растягивают с приложением большего усилия, выбирают большего сечения.
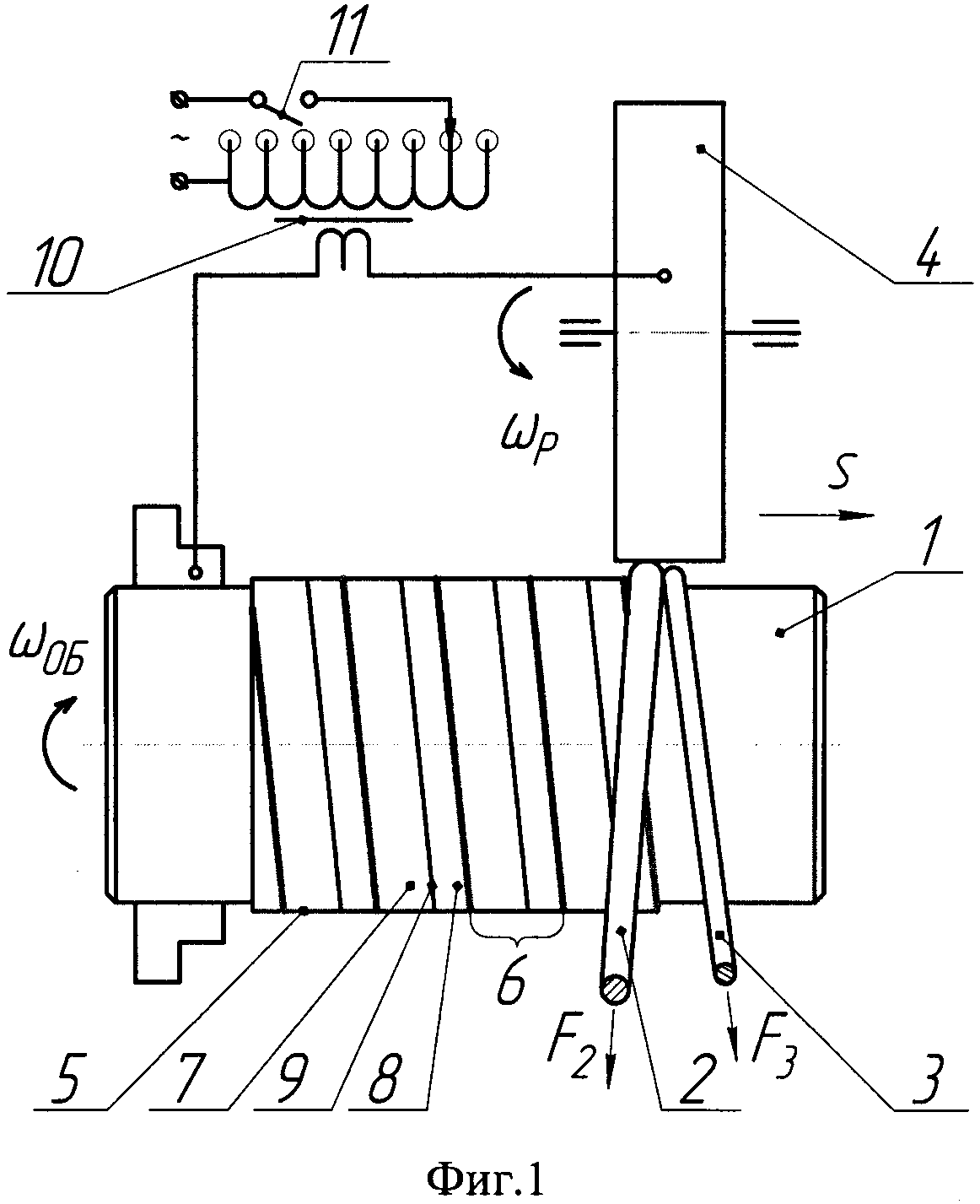
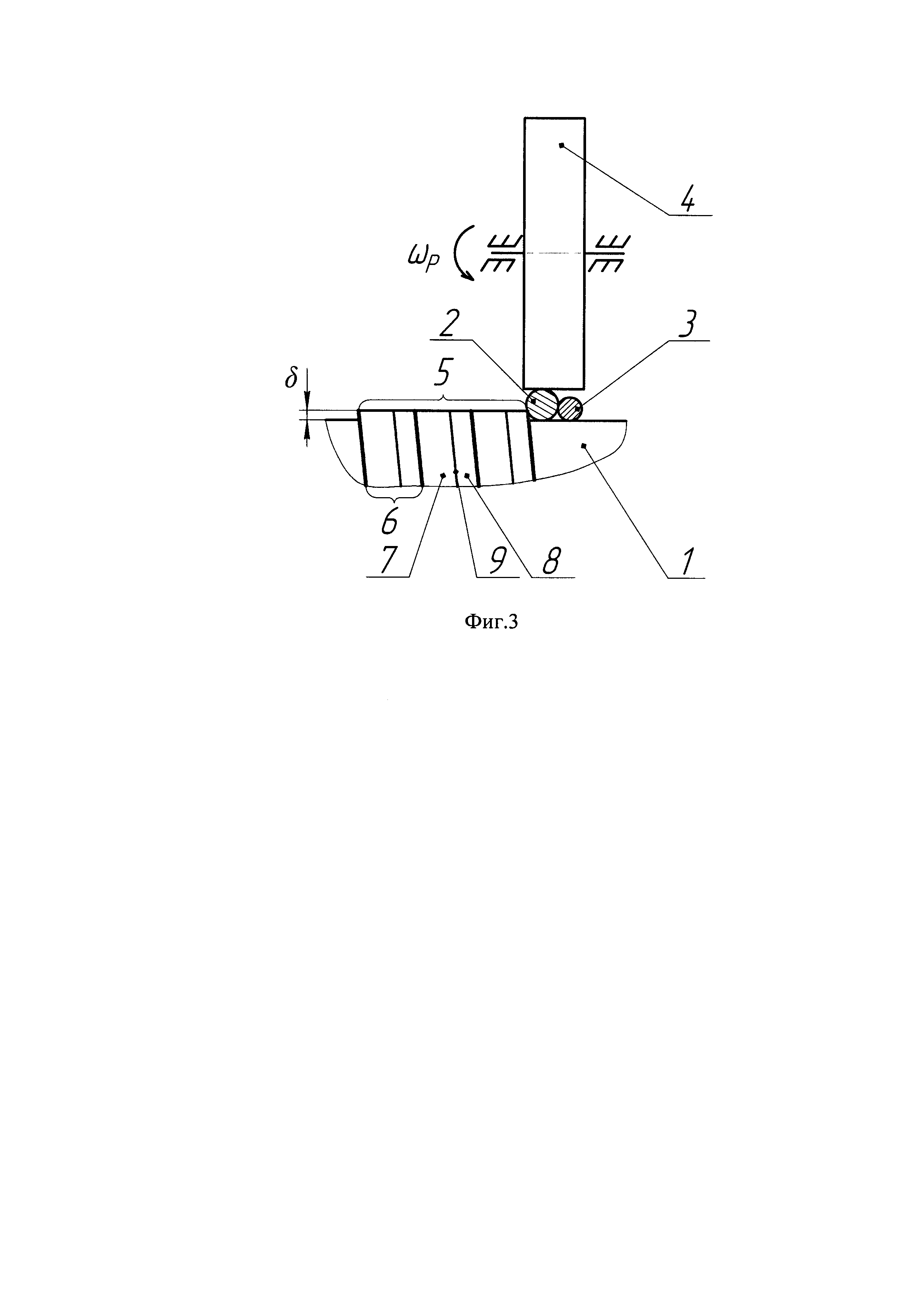
На фиг. 1 приведена схема формирования сдвоенного сварного валика с приложением к проволокам дополнительных растягивающих усилий; на фиг. 2 - схема формирования сдвоенного сварного валика при приварке проволок равного поперечного сечения; на фиг. 3 - схема приварки проволок неодинакового диаметра предлагаемым способом.
На образец 1 из присадочных проволок 2 и 3 соответственно большего и меньшего поперечных сечений, которые дополнительно растягивают неодинаковыми усилиями F2>F3, при помощи ролика-электрода 4 наносят металлопокрытие 5 из сдвоенных сварных валиков 6, имеющих перекрывающие друг друга части 7 и 8 высотой соответственно δ2 и δ3 со стыком 9; питание наплавочной установки осуществляют сварочным трансформатором 10 с прерывателем 11.
Сущность предлагаемого способа формирования металлопокрытия заключается в следующем. Присадочные проволоки 2 и 3 затягивают между образцом 1 и роликом-электродом 4 и при этом дополнительно натягивают проволоку 2 с усилием F2 и проволоку 3 с усилием F3. Обе проволоки разогревают до пластического состояния общим импульсом тока, вырабатываемым сварочным трансформатором 10 и прерывателем тока 11, и подвергают присадочный металл проволок 2 и 3 трехмерной пластической деформации, при которой часть присадочного металла выдавливают из-под ролика-электрода 4 в направлении, обратном направлению затягивания проволок 2 и 3. Длина сварного валика 6 оказывается больше длины проволок 2 и 3, затраченных на формирование валика 6.
О качестве (прочности) сварного соединения судят по относительной осевой деформации присадочных проволок 2 и 3 при их приварке. Формирование сварного соединения начинается с минимальной осевой деформации εy=14…16%. При максимально достижимом 44…47%-ном значении осевой деформации проволок 2 и 3 прочность сварного соединения равна прочности основного металла образца 1.
Для того, чтобы сформировалось сварное соединение в стыке 9 двух соприкасающихся проволок 2 и 3, в известном техническом решении их дополнительно растягивают неодинаковыми усилиями F2 и F3, при этом достигают разницы относительных продольных пластических деформаций упомянутых проволок 2 и 3 не менее 0,14 и тем добиваются отсутствия непроваров в стыках 9. Так как диаметры проволок 2 и 3 в прототипе одинаковые, высота δ2 более напряженной проволоки 2 оказывается в прототипе меньше высоты δ3 менее растянутой проволоки 3.
В новом техническом решении для обеспечения равных высот δ2 и δ3 двух составляющих 7 и 8 частей сварного валика 6 диаметры присадочных проволок 2 и 3 выбирают различными, причем разницу этих сечений определяют из условия формирования равной высоты двух составляющих частей 7 и 8 сдвоенного сварного валика 6.
Необходимую разницу сечений проволок 2 и 3 определяют или экспериментально, или решая задачу пластической деформации.
Пример осуществления способа. Наваривают цилиндрический образец диаметром D=50 мм из стали 45 ГОСТ 1051-88, применяют в качестве присадочного материала две стальные присадочные проволоки ПК-2 ГОСТ 9389-75 диаметрами 2,2 и 1,8 мм. Устанавливают технологический режим приварки: сварочный ток I=10 кА, длительность импульсов тока tu=0,04 с, длительность пауз между импульсами tn=0,08 с, окружная скорость вращения детали υ=0,020 м/с, шаг наплавки по винтовой линии S=8,5 мм/об, усилие на ролике-электроде F=2000 Н. Одну из присадочных проволок притормаживают с силой F2=35 Н, вторую с силой F3=12 Н. Замеряют расходы присадочных проволок: LПР2=510 мм, расход второй проволоки LПР3=558 мм, длину сдвоенного сварного валика LВ=729 мм.
Вычисляют относительные осевые деформации проволок εу=(LB-LПР)/LПР и получают εy1=0,46, εy2=0,30. Разница значений εy1 и εу2 составляет 0,16, что не меньше пороговой величины, соответствующей провару стыка частей сдвоенного сварного валика. Замеряют высоты частей сварного валика, которые оказываются равными: δ2=δ3=δ.
Металлографическими исследованиями подтверждают отсутствие непроваров, как между присадочным и основным металлами, так и в стыках смежных сварных валиков, а также в стыках частей сдвоенных сварных валиков.
Предлагаемым способом формируется сплошное ровное металлопокрытие без непроваров.
Источники информации
Патент РФ №2578874, МПК В23K 11/06. Опубликовано 27.03.2016.
Способ формирования металлопокрытия электроконтактной приваркой присадочной проволоки, включающий одновременную приварку одним роликом-электродом двух касающихся друг друга образующими присадочных проволок с получением сдвоенного сварного валика металлопокрытия, при этом присадочные проволоки дополнительно растягивают с приложением к каждой из них неодинакового усилия и обеспечением разницы их относительных продольных пластических деформаций не менее 0,14, отличающийся тем, что используют присадочные проволоки разного сечения из условия формирования металлопокрытия с валиками равной высоты, при этом проволоку, которую растягивают с приложением большего усилия, выбирают большего сечения.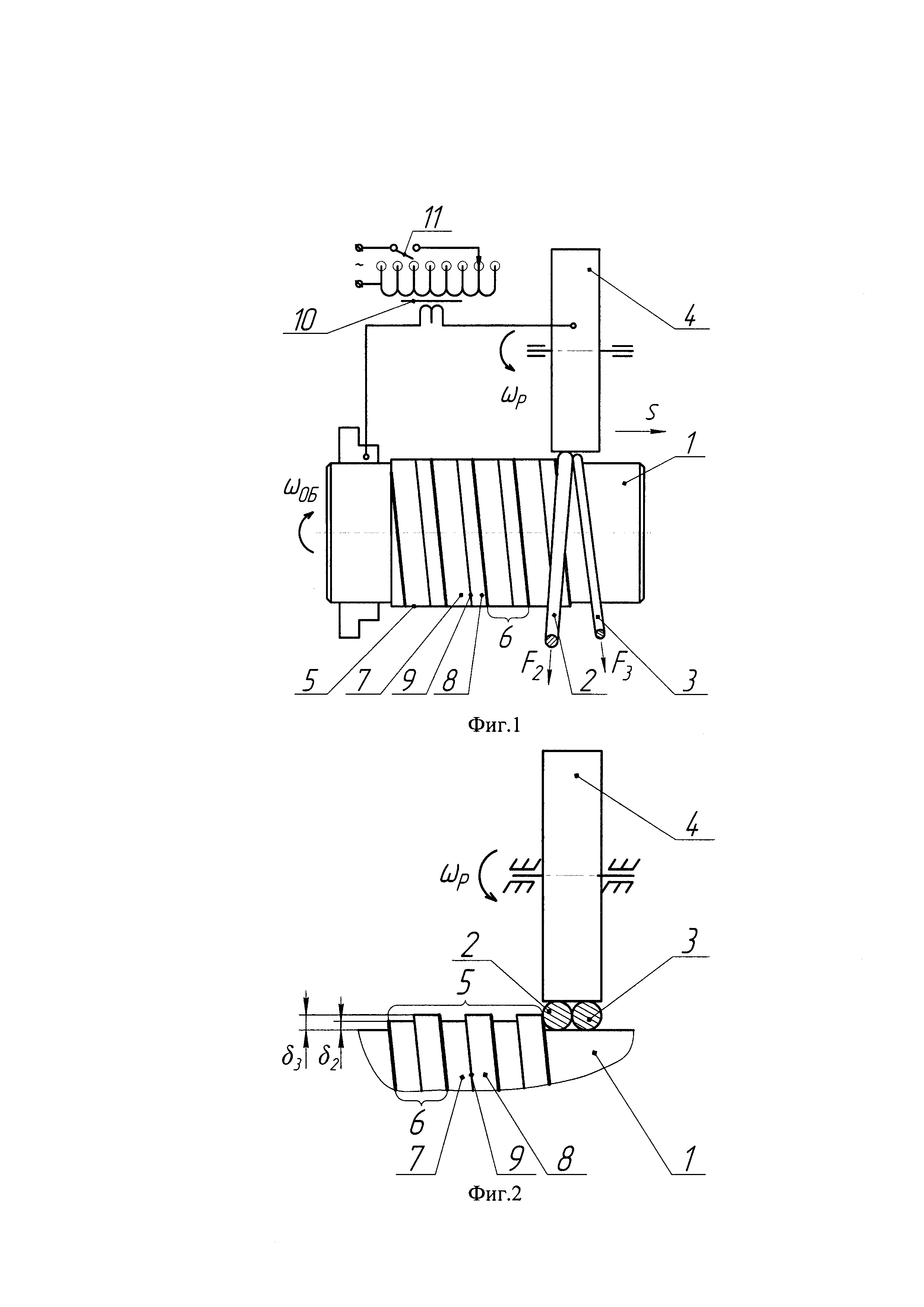
Способ формирования покрытия на поверхности детали электроконтактной приваркой пучка металлических проволок
Способ формирования металлопокрытия контактной приваркой присадочных проволок
Способ формирования металлопокрытия из цветных металлов и сплавов электроконтактной роликовой приваркой
Способ формирования металлопокрытия одновременной электроконтактной приваркой двух стальных проволок
Способ определения пористости металлопокрытия из присадочного металлического порошка
Способ формирования покрытия на поверхности детали электроконтактной приваркой пучка металлических проволок
Способ формирования металлопокрытия контактной приваркой присадочных проволок
Способ формирования металлопокрытия из цветных металлов и сплавов электроконтактной роликовой приваркой
Способ формирования металлопокрытия одновременной электроконтактной приваркой двух стальных проволок
Способ определения пористости металлопокрытия из присадочного металлического порошка
Способ восстановления детали из алюминиевого или медного сплава
Способ изготовления комбинированной присадки для восстановления поверхности детали контактной роликовой сваркой
Присадочная лента для электроконтактной приварки
Присадка для электроконтактной приварки
Способ восстановления изношенных деталей электроконтактной приваркой металлической ленты

